Изобретение относится к бритвам, лезвийным блокам для них и способам их производства.
Бритвы часто содержат множество лезвий, которые закреплены в требуемом положении в пластмассовом корпусе. Корпус часто снабжен защитным элементом с ребрами или другими зацепляющими кожу конструкциями, которые изготовлены из эластомерного материала и расположены перед лезвиями, и колпачком, расположенным за лезвиями, по которому скользит кожа. В колпачок и, в некоторых случаях, в защитный элемент может быть встроено устройство, способствующее бритью (например, механизм подачи смазывающего вещества). Лезвия могут быть неподвижными или подвижными, а корпус может быть неподвижно закреплен на ручке или закреплен на ручке с возможностью движения для того, например, чтобы облегчать следование контурам кожи во время бритья.
Примеры различных типов бритв описаны в патентах США №№5313706; 5369885; 5416974; 5546660; 6032372; 6145201; 6161288; 6216345; 6216561 и 6397473.
В одном объекте изобретение в общем виде представляет собой блок для бритвы, который содержит множество удлиненных металлических лезвий, прикрепленных друг другу и составляющих целостный узел. Множество лезвий имеют режущие края, образующие бреющую поверхность, и скреплены друг с другом при помощи сварных соединений на соответствующих продольных концах.
Частные варианты осуществления изобретения могут включать в себя один или несколько следующих признаков. В частных вариантах осуществления продольные концы лезвий изогнуты и перпендикулярны режущему краю. В некоторых вариантах осуществления узел содержит две металлические пластины, и одна совокупность продольных концов прикреплена первым сварным соединением к первой металлической пластине, а другая совокупность продольных концов прикреплена вторым сварным соединением ко второй металлической пластине. Пластины могут иметь основу из нержавеющей стали, на которую нанесено алюминиевое покрытие. В некоторых других вариантах осуществления продольные концы лезвий одной совокупности наложены друг на друга и приварены к соседним концам на одной стороне узла, а продольные концы лезвий другой совокупности наложены друг на друга и приварены к соседним концам на другой стороне узла. В некоторых вариантах осуществления каждое лезвие содержит удлиненный режущий элемент, имеющий режущий край и удлиненную опору, к которой прикреплен удлиненный режущий элемент, при этом продольные концы удлиненной опоры приварены друг к другу с обеих сторон. В некоторых других вариантах осуществления каждое лезвие содержит часть удлиненного режущего элемента, имеющего режущий край, и целостную часть удлиненной опоры, изогнутой вниз от части режущего элемента, причем продольные концы части удлиненной опоры приварены друг к другу с двух сторон. Блок может иметь два, три, четыре, пять или более лезвий. Режущие края могут располагаться в общей плоскости. Блок может иметь крепление с защелкой для соединения с корпусом бритвы.
В другом объекте изобретение в общем виде представляет собой бритву, содержащую вышеописанный блок и корпус с углублением, в котором крепится блок.
В еще одном объекте изобретение в общем виде представляет собой способ создания бритвы, который включает в себя следующие этапы: берут множество удлиненных металлических бритвенных лезвий, имеющих режущие края и первые и вторые продольные концы, устанавливают режущие края параллельно друг другу и с промежутками между соседними режущими краями, так чтобы они образовывали режущую поверхность, соединяют посредством сварки первые продольные концы друг с другом и вторые продольные концы друг с другом при сохранении параллельности режущих краев друг другу.
Частные варианты осуществления изобретения могут включать в себя один или несколько следующих признаков. В частных вариантах осуществления для выравнивания лезвий в параллельных плоскостях и для установки режущих краев в требуемые положения используется крепление. Крепление имеет прорези для выравнивания лезвий и упорные поверхности для установки режущих краев. Целостный узел лезвий помещают в углубление корпуса. Углубление может быть открытым сверху, а целостный узел лезвий, например, опускают в углубление и закрепляют посредством зажимов или защелок или же углубление может быть открытым снизу, а целостный узел лезвий вставляют в углубление снизу.
Варианты осуществления изобретения могут обладать одним или несколькими из следующих преимуществ. Автоматизированная сборка картриджей бритвенных лезвий может быть упрощена посредством установки всех лезвий в виде целостного узла за один прием. Взаимное расположение режущих краев по отношению друг к другу может быть установлено до сборки, например, при помощи крепления и может строго контролироваться и, при желании, изменяться. Блок лезвий может съемным образом устанавливаться в корпусе и заменяться новым блоком, когда лезвия затупятся, тем самым сокращая количество сменных деталей и увеличивая количество повторно используемых деталей. Кроме того, целостные блоки узлов лезвий можно производить с применением множества различных геометрий лезвий, например с различными углами наклона лезвий, с различными длинами выступающих частей и (или) с различными расстояниями между лезвиями, и различные блоки могут использоваться вместе с картриджами, имеющими в остальном общую конструкцию, в которую они вставляются, что сокращает количество деталей и упрощает механическую обработку и в то же время позволяет легко реализовать множество различных вариантов взаимного расположения.
Другие преимущества и признаки изобретения будут ясны из нижеследующего описания конкретных вариантов осуществления изобретения и из формулы изобретения.
Фиг.1 представляет частичный вид бритвы в перспективе.
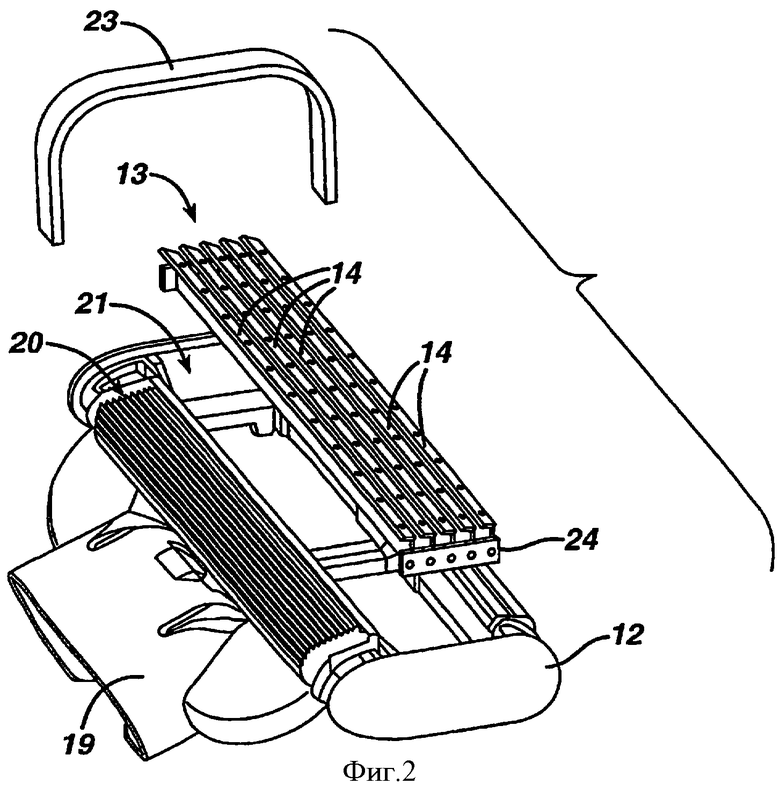
Фиг.2 представляет частичный вид в перспективе с пространственным разделением деталей бритвы, изображенной на Фиг.1.
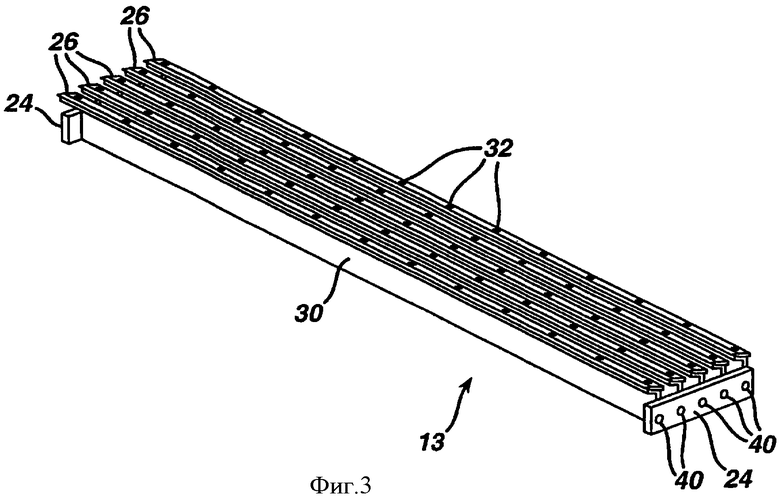
Фиг.3 представляет вид в перспективе лезвийного блока бритвы, изображенной на Фиг.1.
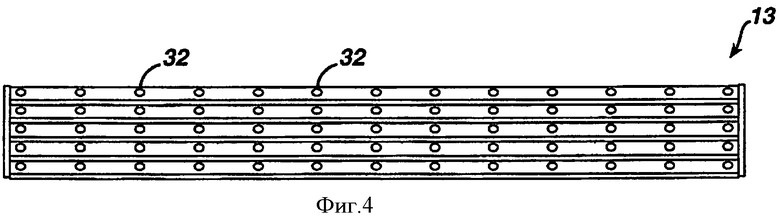
Фиг.4 представляет вид сверху лезвийного блока, изображенного на Фиг.3.
Фиг.5 представляет вид спереди лезвийного блока, изображенного на Фиг.3.
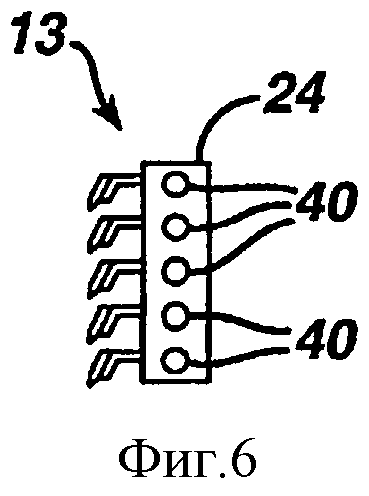
Фиг.6 представляет вид сбоку лезвийного блока, изображенного на Фиг.3.
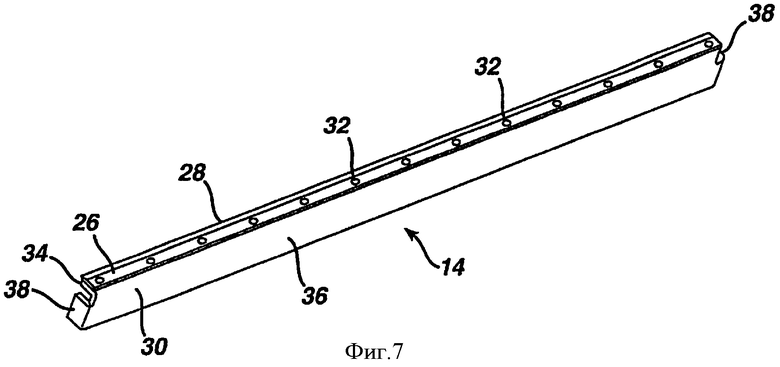
Фиг.7 представляет вид в перспективе лезвия лезвийного блока, изображенного на Фиг.3.
Фиг.8 представляет частичный схематический вид сверху с изображением компонентов лезвия и боковых пластин лезвийного блока, изображенного на Фиг.3.
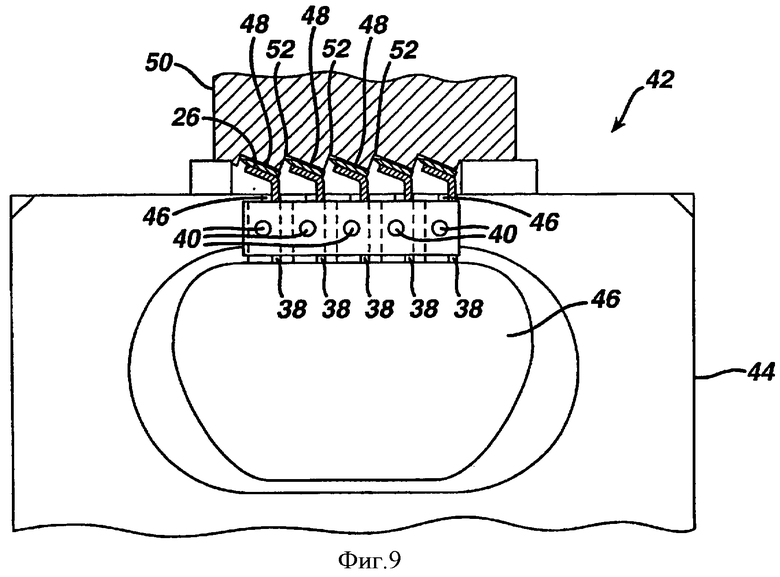
Фиг.9 представляет схематический вид сбоку крепления, используемого при производстве лезвийного блока, изображенного на Фиг.3.
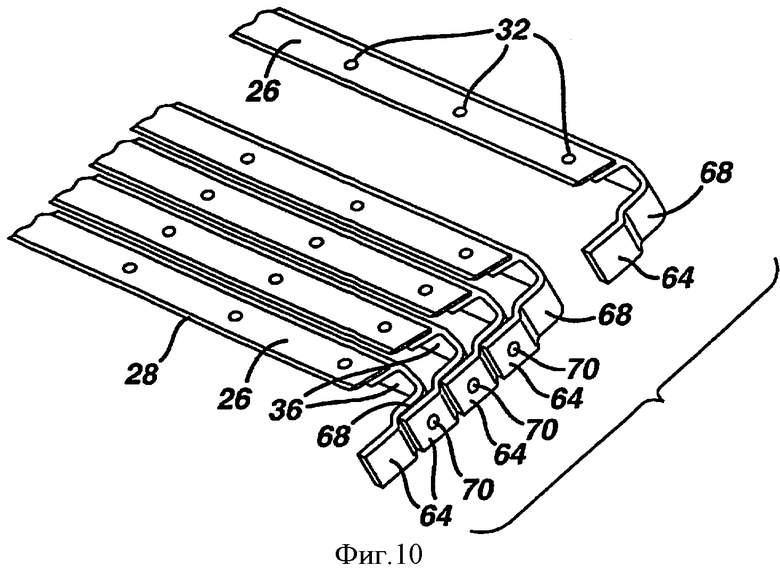
Фиг.10 представляет схематический частичный вид с пространственным разделением деталей альтернативного варианта осуществления лезвийного блока, не имеющего боковых пластин.
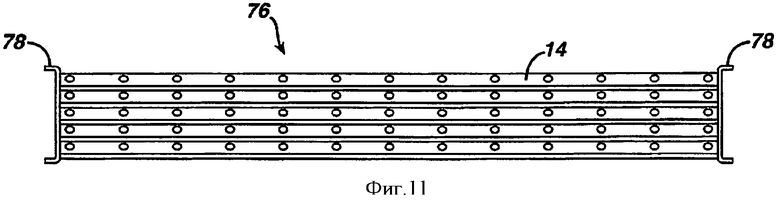
Фиг.11 представляет вид спереди альтернативного варианта осуществления лезвийного блока, являющегося сменным.
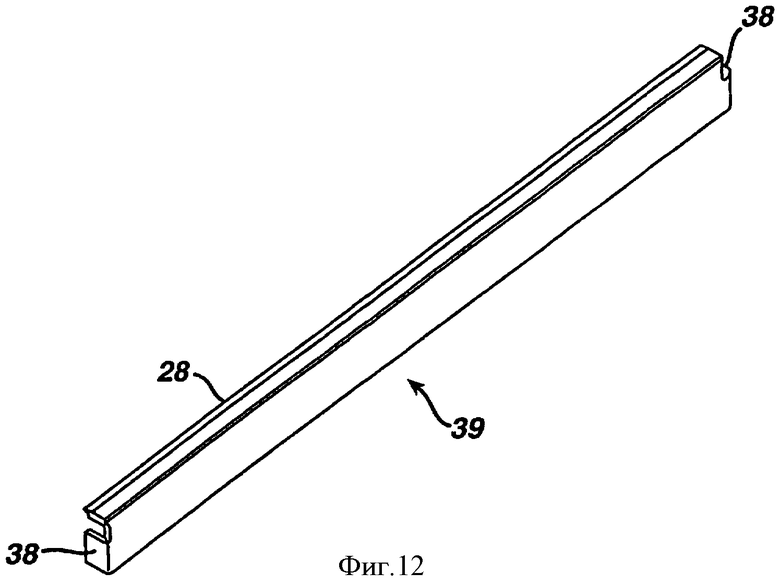
Фиг.12, 13 представляют виды в перспективе альтернативных цельных конструкций лезвия.
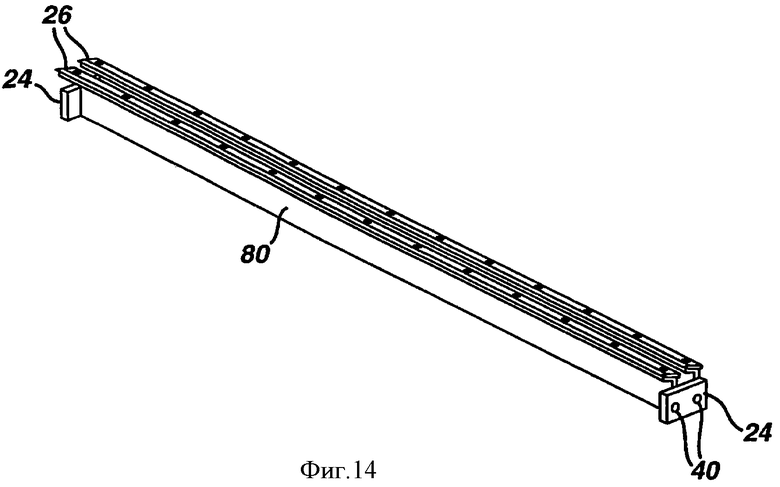
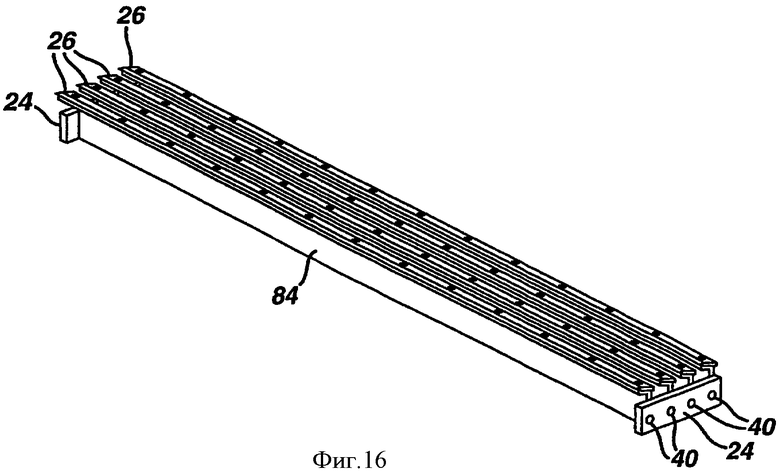
Фиг.14-16 представляют виды в перспективе альтернативных лезвийных блоков соответственно с двумя, тремя и четырьмя лезвиями, которые предназначены для использования в бритве, изображенной на Фиг.1.
На Фиг.1 изображена бритва 10, которая содержит пластмассовый корпус 12, лезвия 14, закрепленные в корпусе 12, колпачок 16 (со смазочной полоской), ручку 18, соединительную деталь 19 (которая шарнирным образом соединена с корпусом 12 и съемным образом соединена с ручкой) и эластомерный защитный элемент 20, имеющий ребра 22. Имеется пять лезвий 14 с режущими краями 28 (см. Фиг.7), которые образуют бреющую поверхность. Как видно из Фиг.2, лезвия 14 помещены в целостный лезвийный блок 12, который устанавливается сверху в углубление 21 в корпусе 12 и удерживается на месте двумя зажимами, из которых только один изображен на Фиг.2.
На Фиг.3-8 изображен лезвийный блок 13, который содержит пять лезвий 14 и две боковые пластины 24. Пластины 24 имеют основание из нержавеющей стали, на которое нанесено алюминиевое покрытие для повышения коррозионной стойкости. Коррозионная стойкость, однако, может быть обеспечена и другими средствами и материалами, например посредством контакта с отдельным компонентом картриджа, который выступает в роли протекторного анода, например с алюминиевым зажимом или отдельным компонентом из цинка.
Каждое лезвие 14 содержит удлиненный режущий элемент 26, имеющий режущий край 28 и удлиненную опору 30, к которой при помощи точечных сварных швов 32 прикрепляют режущий элемент 26. Удлиненная опора 30 имеет по всей своей длине угловое сечение с короткой верхней частью 34 и более длинной основной частью 36. Продольные концы 38 основной части 36 изогнуты под углом 90° и прикреплены к боковым пластинам 24 посредством точечных сварных швов 40.
В альтернативном варианте удлиненные режущие элементы могут иметь цельную конструкцию с частью режущего края и целостной изогнутой основной частью, как показано, например, на Фиг.12 для цельного сложного элемента, или даже без изогнутой основной части, как показано, например, на Фиг.13 для цельного простого режущего элемента 41.
На Фиг.9 изображено крепление 42, которое используется для установки лезвий 14 при сварке боковых пластин 24 посредством точечных сварных швов 40. Крепление 42 имеет основание 44, содержащее прорези 46, в которые входят основные части 36 удлиненных опор 30 лезвий 14. Камера 46 создает силу, направленную вверх к низу основных частей 36, в результате чего режущие элементы 26 упираются в угловые поверхности 48 блока 50 выравнивания, а режущие края 28 соприкасаются с углами 52, так что режущие края 28 оказываются в требуемом положении, образуя бреющую поверхность, а лезвия режущих элементов 26 оказываются под требуемым углом наклона. После того, как лезвия 14 надлежащим образом установлены в прорези 46 и сдвинуты вверх к поверхностям 48 и углам 52, боковые пластины 24 приваривают к согнутым продольным концам 38, в результате чего образуется целостный лезвийный блок 30, который можно затем просто вставить в углубление 21, сдвинуть на место в корпусе 12 и закрепить в нем при помощи зажимов 23 (Фиг.1, 2).
В альтернативном варианте лезвия могут быть вставлены сзади в корпус картриджа, имеющего углубление 21, которое открыто снизу. Кроме того, при желании блок 50 выравнивания может обеспечить для различных лезвий различные углы наклона лезвия, различные длины выступающих частей и (или) различные расстояния между лезвиями посредством различного положения угловых поверхностей 48 и углов 52 блока 50 выравнивания.
На Фиг.10 приведен альтернативный вариант лезвийного блока 60 (изображен перед тем, как прикрепили последнее лезвие 62), который отличается от лезвийного блока 30 тем, что у него нет боковых пластин 24, но вместо этого имеются выступы 64 на продольных концах 66, которые накладываются друг на друга и привариваются к частям 68 предыдущего лезвия 62 посредством сварных швов 70.
На Фиг.11 приведен альтернативный вариант лезвийного блока 76, который имеет угловые боковые пластины 78, которые вставляются в корпус 12 при помощи защелки и не требуют зажимов 23. Когда требуется заменить лезвия, то вместо того чтобы заменять весь картридж (который содержит помимо лезвий корпус 12 и соединительную деталь 19), выталкивают снизу использованный блок 76 и просто вставляют со щелчком новый блок 76, что позволяет многократно использовать корпус 12 и соединительную деталь 19. В альтернативном варианте, в корпусе могут быть установлены в направляющих прорезях (не показаны) боковые пластины 78 с возможностью скольжения, что позволяет лезвиям «плавать» в картридже, скользя вверх и вниз.
Другие варианты осуществления изобретения определяются прилагаемой формулой. Например, вместо камеры 46 могут применяться другие способы (например, эластомерные материалы, магниты, соленоиды и пружины) для сдвига лезвий в надлежащее положение. Для выравнивания лезвий вместо угловых поверхностей 48 и углов 52 могут использоваться другие конструкции и формы. Вместо круглых точечных сварных швов 40 и 70 могут применяться овальные точечные швы и двойные точечные швы.
Количество лезвий может быть любым (например, 2, 3, 4, 5, 6, 7 и т.д.). На Фиг.14-16 приведены соответственно блоки 80, 82, 84 из двух, трех и четырех лезвий. Кроме того, картридж и ручка могут составлять единое целое, как, например, в одноразовой бритве.
Список номеров позиций
бритва 10
пластмассовый корпус 12
целостный лезвийный блок 13
лезвия 14
колпачок 16
ручка 18
соединительная часть 19
эластомерный защитный элемент 20
углубление 21
ребра 22
зажимы 23
блоковые пластины 24
режущий элемент 26
режущий край 28
удлиненные опоры 30
точечные сварные швы 32
короткие верхние части 34
более длинные основные части 36
продольные концы 38
цельный сложный режущий элемент 39
точечные сварные швы 40
цельный простой режущий элемент 41
крепление 42
основание 44
прорези 46
угловые поверхности 48
блок ориентации 50
углы 52
альтернативный лезвийный блок 60
последнее лезвие 62
выступы 64
продольные концы 66
части предыдущих лезвий 68
сварные швы 70
альтернативный лезвийный блок 76
угловые боковые пластины 78
блок с двумя лезвиями 80
блок с тремя лезвиями 82
блок с четырьмя лезвиями 84
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИТВЫ, ЛЕЗВИЙНЫЕ БЛОКИ ДЛЯ НИХ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2005 |
|
RU2336156C2 |
| БРИТВА | 2005 |
|
RU2352453C2 |
| БЕЗОПАСНАЯ БРИТВА | 2008 |
|
RU2417880C2 |
| БЛОК БРИТВЕННЫХ ЛЕЗВИЙ | 2005 |
|
RU2314194C1 |
| БЕЗОПАСНЫЕ БРИТВЫ | 2004 |
|
RU2315687C2 |
| БРИТВА | 1997 |
|
RU2214902C2 |
| ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ГИБКОГО БЛОКА ЛЕЗВИЯ | 2008 |
|
RU2412802C1 |
| БЕЗОПАСНЫЕ БРИТВЫ | 1998 |
|
RU2182077C2 |
| БРИТВЕННЫЕ ПРИБОРЫ И КАРТРИДЖИ ДЛЯ БРИТВЕННЫХ ПРИБОРОВ С УМЕНЬШЕННЫМ СОВОКУПНЫМ РАССТОЯНИЕМ МЕЖДУ ЛЕЗВИЯМИ | 2009 |
|
RU2479416C2 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С ПОКРЫТИЯМИ НА ОСНОВЕ АЛЮМИНИЙ-МАГНИЕВОГО БОРИДА (AlMgB) | 2012 |
|
RU2594232C2 |




Изобретение относится к режущим устройствам и может быть использовано для бритья. Бритва содержит блок для бритвы и корпус с углублением. Блок для бритвы содержит множество удлиненных металлических лезвий с режущими краями. Режущие края указанных металлических лезвий образуют бреющую поверхность. Металлические лезвия имеют первые и вторые продольные концы. Причем первые продольные концы соединены друг с другом первыми сварными соединениями, а вторые продольные концы соединены друг с другом вторыми сварными соединениями. При этом металлические лезвия закреплены только на первых и вторых продольных концах. Блок для бритвы закреплен в упомянутом углублении бритвы. В результате обеспечивается упрощение сборки и замены картриджей бритвенных лезвий. 3 н. и 20 з.п. ф-лы, 16 ил.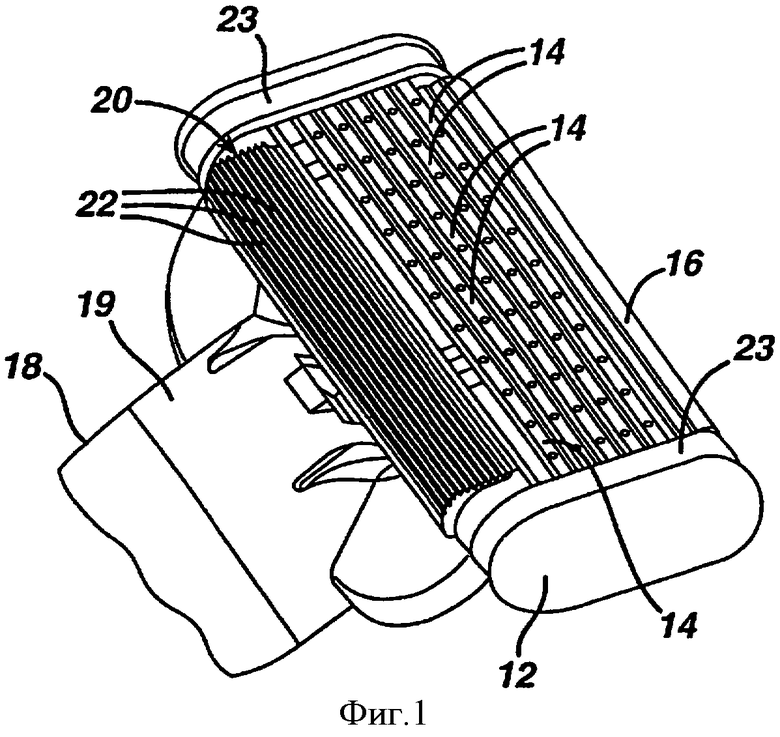
| БРИТВА | 1997 |
|
RU2214902C2 |
| БЕЗОПАСНАЯ БРИТВА (ВАРИАНТЫ) | 1992 |
|
RU2118252C1 |
| СТРУКТУРА ДЛЯ ПОДДЕРЖКИ УДЛИНЕННОГО ЛЕЗВИЙНОГО БЛОКА БРИТВЕННОГО УСТРОЙСТВА | 1998 |
|
RU2191684C2 |
| US 2003208907 A1, 13.11.2003 | |||
| US 5253420 A1, 19.10.1993. | |||

