Область техники, к которой относится изобретение
Устройство относится в общем к бритвенным лезвиям, и более конкретно, к новым покрытиям на краях бритвенных лезвий.
Уровень техники
Нынешние бритвенные лезвия обычно содержат заостренную основу, такую как нержавеющая сталь, твердое покрытие(я) для оптимизации прочности края, формы кромки, износостойкости и пр., нанесенное поверх нержавеющей стали, и мягкое покрытие(я), обычно из полимерного материала, такого как теломер, нанесенное поверх твердого покрытия(й) для обеспечения смазываемости.
Общеизвестно, что комбинация заостренного профиля лезвия и твердых и скользких покрытий обычно определяет характеристики лезвийного элемента. Обычно интерес представляют параметры покрытий, которые могут улучшать характеристики твердого покрытия лезвийного элемента и/или увеличивать скользкость лезвия.
Желательным будет оптимизировать покрытия лезвий и/или стадии, требуемые при производстве лезвий, в тоже время сохраняя или улучшая характеристики лезвий.
Сущность изобретения
Согласно настоящему изобретению бритвенное лезвийное устройство содержит заостренную основу с по меньшей мере одним слоем бор-алюминий-магниевого (БАМ)-материала, расположенным на ней. Согласно предпочтительной конструкции настоящего изобретения по меньшей мере один слой БАМ-материала непосредственно расположен на заостренной основе. Один или несколько промежуточных слоев можно помещать между БАМ-слоем и заостренной основой и один или несколько внешних покрывающих слоев можно помещать поверх БАМ-слоя. Промежуточный слой и внешний покрывающий слой содержат адгезивный слой, который может состоять из ниобия, хрома, платины, титана или любой их комбинации или сплавов.
Согласно варианту осуществления настоящего изобретения, по меньшей мере один полимерный материал расположен поверх по меньшей мере одного БАМ-слоя, поверх указанного одного или нескольких промежуточных слоев, или поверх указанного одного или нескольких внешних покрывающих слоев, или любой их комбинации. Полимерный материал содержит политетрафторэтилен (ПТФЭ) или материал с коэффициентом трения, большим или меньшим, чем у ПТФЭ.
Внешний покрывающий слой, согласно настоящему изобретению, может содержать композиционный материал из БАМ и второго компонента. Второй компонент может представлять собой полимерный материал.
Согласно другому аспекту настоящего изобретения внешний покрывающий слой содержит повышенную концентрацию второго компонента (например, полимерного материала) в направлении к наружной поверхности основы или уменьшенную концентрацию второго компонента (например, полимерного материала) в направлении к наружной поверхности основы.
По меньшей мере один БАМ-слой согласно настоящему изобретению помещают на заостренную основу при помощи нанесения покрытия конденсацией из паровой фазы, такого как магнетронное распыление, химическое осаждение из паровой фазы или любая их комбинация.
Заостренная основа может содержать нержавеющую сталь, металл, керамику, композиционный материал, пластмассу, стекло или любую их комбинацию.
Согласно предпочтительному аспекту настоящего изобретения заостренная основа находится на краю бритвенного лезвия. Край лезвия может быть линейным, нелинейным или любой их комбинацией.
Согласно дополнительному аспекту настоящего изобретения БАМ-слой обеспечивает противомикробные свойства.
Согласно дополнительному варианту осуществления настоящего изобретения бритвенное устройство содержит компонент, имеющий по меньшей мере один слой БАМ-материала, расположенный на нем. Компонент может представлять собой не режущий элемент, режущий элемент. Не режущие элементы, предусмотренные настоящим изобретением, содержат картридж или компонент рукоятки, такой как зажим в бритве для влажного бритья или наружную или внутреннюю поверхность бреющей сетки, расположенную в электрической бритве для сухого бритья. Режущий элемент может представлять собой ножевой элемент в электрической бритве для сухого бритья или край бритвенного лезвия в бритве для мокрого бритья.
Способ получения бритвенного лезвия предусматривает обеспечение заостренной основы и нанесение по меньшей мере одного слоя БАМ-материала на наружную поверхность основы.
Если иное не определено, все технические и научные выражения, используемые в настоящем документе, имеют такое же значение, как обычно понимается специалистом в данной области техники, к которой настоящее изобретение относится. Хотя способы и материалы, подобные или эквивалентные описанным в настоящем документе, можно использовать при осуществлении или при тестировании настоящего изобретения, подходящие способы и материалы описаны ниже. Все публикации, патентные заявки, патенты и другие ссылки, упомянутые в настоящем документе, включены ссылкой во всей их полноте. В случае противоречия, настоящее описание, включая определения, будет определяющим. Кроме того, материалы, способы и примеры являются только иллюстративными и не предназначены для ограничения.
Другие признаки и преимущества настоящего изобретения будут очевидными из следующего подробного раскрытия и из формулы изобретения.
Краткое описание чертежей
Хотя описание заканчивается формулой изобретения, в которой особо указывается и ясно заявляется объект, который рассматривается как образующий настоящее изобретение, считается, что настоящее изобретение будет более полно понято из следующего описания, взятого совместно с приложенными графическими материалами, на которых подобные обозначения используются для обозначения по существу идентичных элементов и на которых:
на фиг. 1 представлен вид в перспективе бритвы с картриджем и рукояткой и краями лезвий, содержащих БАМ, расположенный на них, согласно настоящему изобретению,
на каждой из фиг. 2-10 представлено схематическое изображение края лезвия с фиг. 1 согласно настоящему изобретению,
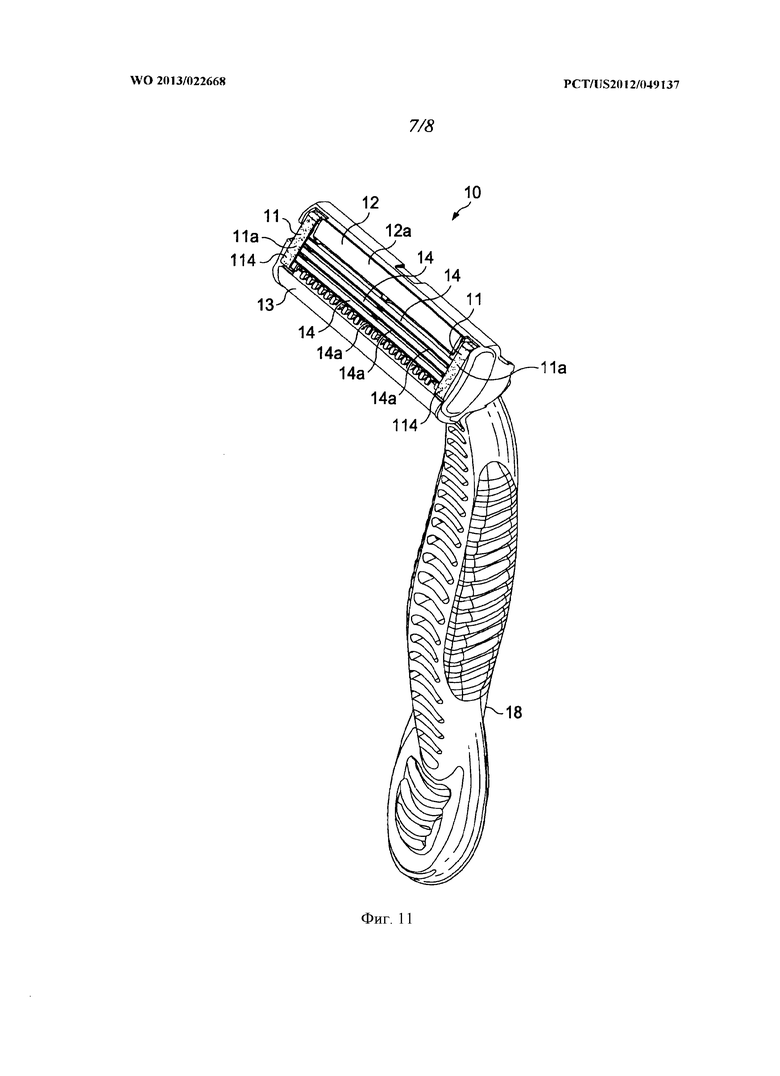
на фиг. 11 представлен вид сверху в перспективе бритвы с картриджем и рукояткой и зажимами лезвий, содержащих БАМ, расположенный на них, согласно настоящему изобретению,
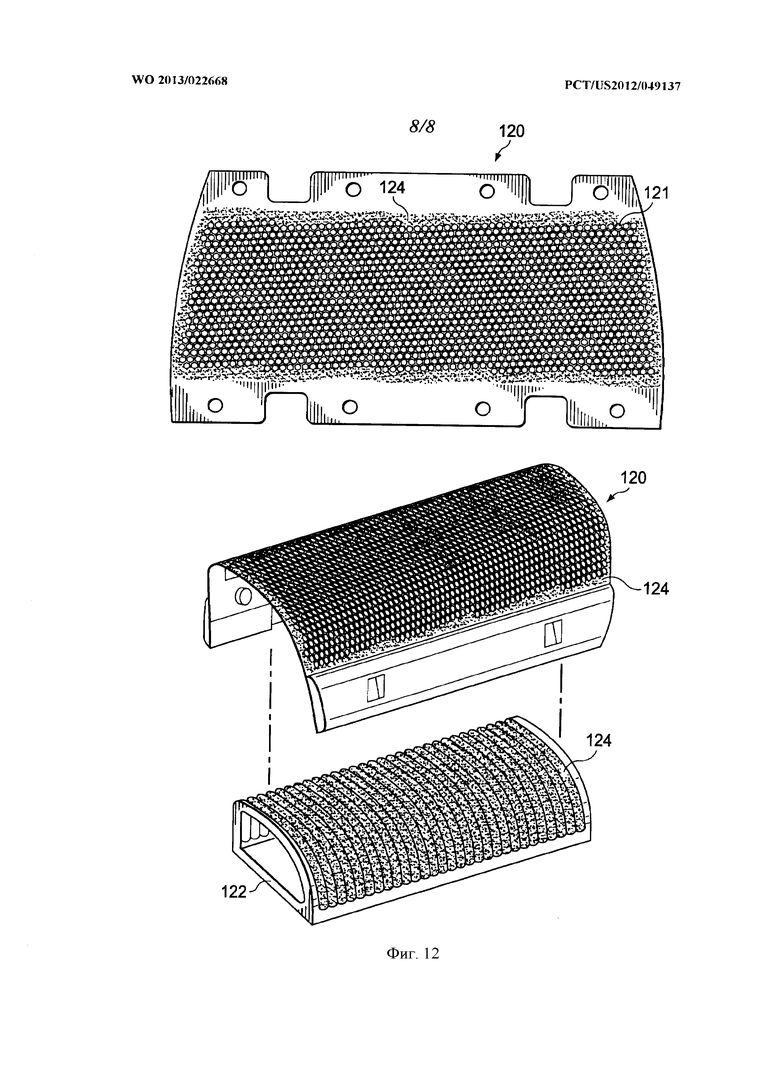
на фиг. 12 представлен вид в перспективе компонентов бритвы для сухого бритья, содержащих БАМ, расположенный на них, согласно настоящему изобретению.
Подробное описание изобретения
Настоящее изобретение относится к новому применению керамических покрытий на основе алюминий-магниевого борида (AlMgB14, также известного как БАМ) на поверхностях компонентов бритв и, в частности, на краях лезвий бритвенных лезвий, как описано в настоящем документе. Заявители не знают о БАМ-материалах, которые бы использовались или предполагались для использования с бритвенными лезвиями. Свойства жесткости и/или низкого коэффициента трения БАМ-покрытий могут обеспечивать значительные преимущества для краев бритвенных лезвий, поскольку эти покрытия могут улучшать характеристики лезвия и/или упрощать процесс производства.
Основной БАМ-материал обычно содержит элементарные алюминий, магний и бор. Выражения «БАМ», или «БАМ-материал», или «БАМ-слой», или «AlMgB14», или «на основе БАМ», или «сплав БАМ», или «подобный БАМ» будут обычно использоваться взаимозаменяемо в настоящем документе и могут означать основной материал AlMgB14 сам по себе, производное материала, такое как борид металла XYB14, где X и Y представляют собой атомы металлов, или материал, состоящий из основного AlMgB14 или XYB14 в сочетании с множеством одно- или много элементых добавок, сплавов или средств, которые могут иметь некоторое влияние на его свойства. БАМ без дополнительных компонентов иногда называют основой или основным материалом для того, чтобы отличать его от БАМ-материала, содержащего вторую фазу, или добавки-твердые растворы, или другие элементы. Добавки могут обычно включать, помимо прочего, компоненты, такие как кремний, углерод, диборид титана (TiB2), нитрид алюминия (AlN), нитрид бора (BN) и/или легирующие присадки.
БАМ (AlMgB14) представляет собой химическое соединение алюминия, магния и бора и представляет собой керамический сплав, который обычно высоко устойчив к износу и характеризуется низким коэффициентом трения. Следует отметить, что БАМ-материал может обычно становиться тверже, когда некоторые элементы или соединения добавляют в основной БАМ-материал. Например, основной БАМ-материал может обычно показывать микротвердость от приблизительно 32 ГПа до приблизительно 35 ГПа, но добавки, такие как диборид титана (TiB2), могут повышать микротвердость до приблизительно 45 ГПа, давая один из самых твердых известных материалов для основ. БАМ-материалы продемонстрировали одни из самых низких коэффициентов трения для ныне известных твердых веществ (например, менее 0,05 и всего лишь приблизительно 0,02), что раскрыто в Итоговом техническом отчете Eaton Corporation под названием «Нанопокрытия для высоко эффективных промышленных гидравлических и инструментальных систем», под номером DE-FG36-06GO16054, от 31 декабря 2010 г., в то время как известный коэффициент трения для тефлона (например, ПТФЭ), широко используемого в коммерчески доступных бритвенных лезвиях в качестве покрытий для обеспечения скользкости, обычно, как известно, находится в диапазоне от приблизительно 0,05 до приблизительно 0,10.
Следовательно, покрытие на бритвенном лезвии, содержащее БАМ, обладает потенциалом для повышенной функциональности обычных отдельных твердых и скользких (например, с низким коэффициентом трения) покрытий, наносимых на края бритвенных лезвий в одном нанесении покрытия. Поскольку БАМ-покрытия будут обычно как твердыми, так и с низким коэффициентом трения (например, скользкими), они могут желательно обеспечивать техническое решение, состоящее из нанесение одного покрытия для краев лезвий. Потребность в мягком скользком внешнем покрывающем слое и/или других промежуточных слоях, таких как адгезивные слои или им подобные, может быть или может не быть необходимой, в зависимости от желаемых качеств краев лезвий и характеристик наносимого БАМ-покрытия. Отсутствие дополнительных слоев потенциально облегчает требуемые стадии обработки таких слоев (например, распыление и прокаливание, разбавление теломера), приводя к упрощению производственного процесса, в тоже время потенциально обеспечивая продукт с улучшенными характеристиками.
Кроме того, сама по себе твердая природа БАМ-покрытий может приводить к нескольким улучшениям для лезвия. БАМ-покрытия, нанесенные на стандартные заостренные основы или геометрии лезвий, могут превосходить по эффективности нынешние твердые покрытия, обеспечивая повышенную прочность и износостойкость края. БАМ-покрытия можно также наносить на различные профили лезвий, что может давать в результате дополнительно оптимизированные характеристики лезвий.
Устройство для обработки лезвий БАМ-материалом желательно содержит процессы, которые используют в настоящее время, а именно нанесение покрытия конденсацией из паровой фазы (КПФ), такое как магнетронное распыление, однако, другие подходящие способы, известные в данной области техники, такие как химическое осаждение из паровой фазы (ХОПФ), также рассматривают как пригодные техники обработки в настоящем изобретении. В то время как нержавеющая сталь представляет собой желательную основу согласно настоящему изобретению, поскольку она представляет собой обычную основу для бритвенных лезвий, основы для лезвий, состоящие из другого металла или металлов, керамики, композиционного материала, пластмассы, стекла или любой их комбинации, также рассматривают в настоящем изобретении. Покрытия из БАМ-материала, будучи нанесенными на другие компоненты картриджа бритвы, могут улучшать износостойкость и/или скольжение при бритье, особенно если помещены на зажимы или другие компоненты для ухода за волосами и/или кожей.
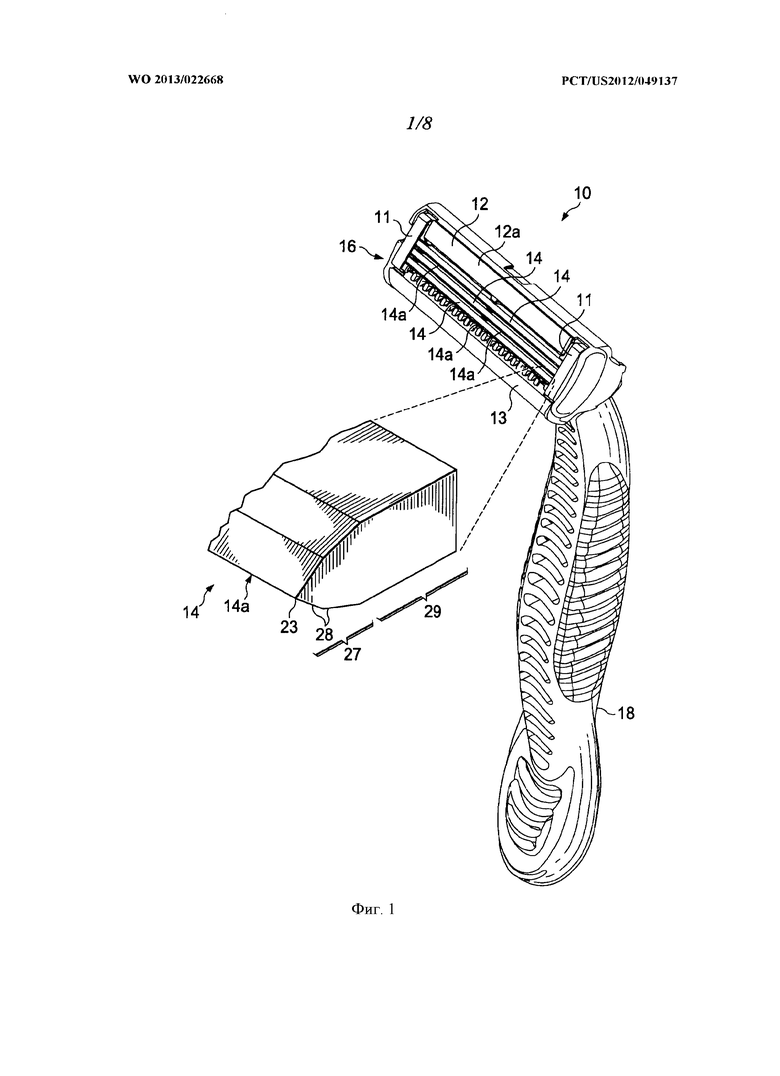
Выражение «бритвенное лезвие» согласно настоящему изобретению преимущественно означает «основу», состоящую из нержавеющей стали, которая содержит тело лезвия и по меньшей мере одну рабочую поверхность. Желательно, чтобы бритвенное лезвие содержало две рабочие поверхности, образующие край лезвия и тело лезвия. Две рабочие поверхности пересекаются в точке или на кромке, которая зачастую называется крайней кромкой. Каждая рабочая поверхность может иметь одну, две или более фасок. Тело лезвия обычно представляет собой оставшуюся область бритвенного лезвия под рабочими поверхностями или фасками. Как показано на выносном сечении фиг. 1, лезвие 14 содержит тело 29 лезвия, две фаски 28 для каждой из двух рабочих поверхностей 27, которые пересекаются на кромке 23, образуя край 14а лезвия. «Основа» означает вещество или материал, действующий в соответствии с настоящим изобретением. Примеры вариантов осуществления согласно настоящему изобретению относятся к основе из нержавеющей стали, обычно используемой для образования бритвенных лезвий.
Как показано на фиг. 1, бритва 10 обычно содержит бритвенный или картриджный блок 16, присоединенный к рукоятке 18, причем бритвенный блок 16 имеет одно или несколько лезвий 14 (например, 3 показанных лезвия) каждое с заостренным краем 14а согласно настоящему изобретению. Насадку 12 и защиту 13 можно также включить в бритвенный блок 16, причем насадка 12 предпочтительно содержит способствующий бритью композиционный материал 12а, закрепленный на ней. Бритвенный блок 16 может быть приспособлен для соединения и разъединения с рукояткой 18 бритвы так, что новый картриджный блок 16 может быть присоединен к рукоятке, когда лезвия становятся тупыми, или может составлять одно целое с рукояткой 18 так, что всю бритву 10 выбрасывают, когда лезвия становятся тупыми. Отмечают, что одно или несколько лезвий 14 на фиг. 1 содержат БАМ-материал, расположенный на них, предпочтительно на краевой области лезвия.
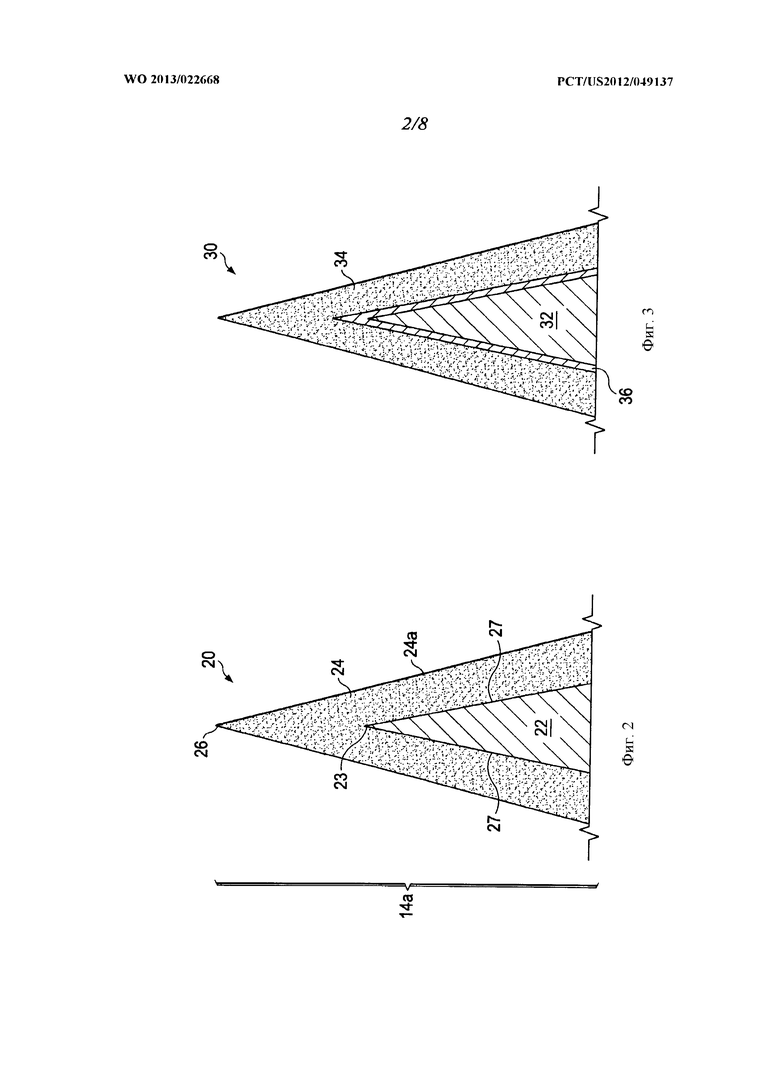
Схематическое изображение лезвия или заостренной основы и, в частности, краевой области 20 лезвия края лезвия 14а с фиг. 1, показано на фиг. 2 настоящего изобретения. Лезвие содержит основу 22 из нержавеющей стали с заостренным краем, образованным вследствие последовательности операций заточки, который образует участок 23 кромки с радиусом обычно менее 500 ангстреми рабочими поверхностями 27 края, которые могут содержать или могут не содержать одну или несколько фасок 28, как показано на выносном сечении фиг.1. Нанесенным на кромку 23 и рабочие поверхности 27 основы 22 является по меньшей мере один слой БАМ-материала 24 согласно предпочтительному варианту осуществления настоящего изобретения. Толщина БАМ-материала 24 может желательно находиться в диапазоне от приблизительно 300 ангстрем до приблизительно 5000 ангстрем и предпочтительно находится в диапазоне от приблизительно 500 ангстрем до приблизительно 1800 ангстрем, и он может быть или может не быть однородно распределен по кромке и рабочим поверхностям. Следует отметить, что БАМ-материал может быть нанесен, несмотря на любые изменения длин рабочих поверхностей 27, углов и коэффициентов пропорциональности (например, соотношение расстояния от участка 23 кромки лезвия до кромки 26 с БАМ и шириной покрытия 24 из БАМ-материала на участке 23 кромки).
Покрытие из БАМ может выступать за крайнюю кромку на любую длину ниже рабочих поверхностей 27 края лезвия и может выступать или может не выступать на тело 29 лезвия.
Как указано выше, устройство для обработки лезвий данного типа желательно может содержать магнетронное распыление, в то время как другие целесообразные способы, известные в данной области техники, также рассматривают как пригодные техники обработки в настоящем изобретении.
Кроме того, вследствие наличия молекул борной кислоты на наружной поверхности 24а БАМ-слоя 24 БАМ-слой 24 может по существу обеспечивать противомикробные свойства, очевидно действуя в качестве барьера для роста бактерий, грибков и других организмов на самих бритвенных лезвиях, что в свою очередь может обеспечивать соприкосновение чистого лезвия с кожей потребителя.
Согласно первому дополнительному варианту осуществления настоящего изобретения на фиг. 3 показана краевая область 30 лезвия, имеющая один или несколько промежуточных слоев 36, расположенных между покрытием или слоем 34 из БАМ-материала и основой 32 из нержавеющей стали. Промежуточный слой 36 может желательно содержать адгезивный слой, который может содержать ниобий, хром, платину, титан или сплавы вышеуказанного и/или любую их комбинацию. Промежуточный слой 36 может характеризоваться толщиной от приблизительно 200 до приблизительно 400 ангстрем. Промежуточный слой 36 может быть помещен предпочтительно между основой 32 и покрытием 34 из БАМ-материала для помощи в сцеплении БАМ-покрытия 34 сосновой 32.
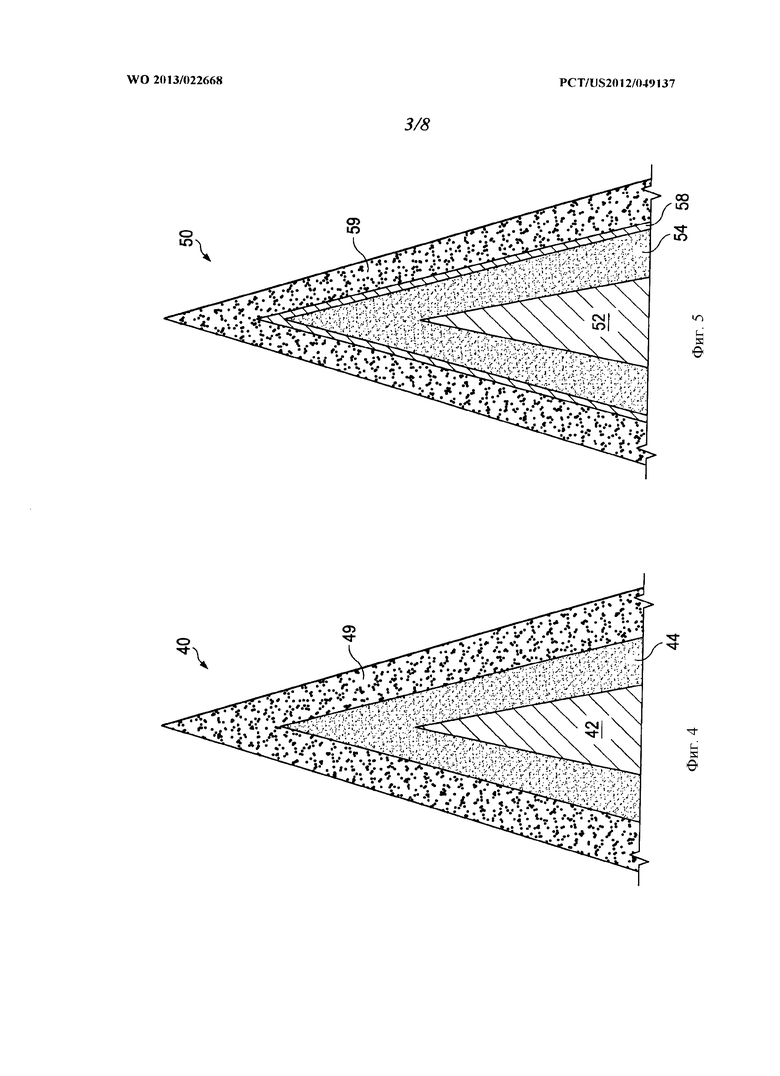
Согласно второму дополнительному варианту осуществления настоящего изобретения на фиг. 4 изображена краевая область 40 лезвия с одним или несколькими внешними покрывающими слоями 49, расположенными поверх слоя 44 из БАМ-материала, который расположен поверх основы 42 из нержавеющей стали. Согласно настоящему изобретению внешний покрывающий слой 49 (и другие полимерные слои, описанные в настоящем документе) могут желательно состоять из полимерного материала, который обычно чрезвычайно скользкий, такой как фторполимер (например, политетрафторэтиленовый теломер, зачастую называемый ПТФЭ), или может состоять из полимерного материала или других материалов, которые обычно являются в той или иной степени скользкими (например, имеющие коэффициент трения меньше или больше чем таковой у ПТФЭ, соответственно). Обеспечение теломера (например, ПТФЭ) на самой наружной поверхности края лезвия обеспечивает смазывание кожи потребителя при контакте. Скользкий внешний покрывающий слой 49 с фиг. 4 и другие подобные слои, описанные в настоящем документе, могут характеризоваться толщиной приблизительно 200 ангстрем или выше.
Таким образом, согласно настоящему изобретению, даже если изначально БАМ-слой 44 может обычно обеспечивать как свойства твердости, так и скользкие свойства, повышенная смазываемость может быть желательной для обеспечения достаточных или улучшенных качеств бритья (например, скольжения, меньших дергающих и тянущих усилий), и в связи с этим скользкий материал, такой как ПТФЭ, можно добавлять на краевую область 40 поверх БАМ-слоя 44. Аналогично, даже при наличии БАМ-слоя 44, меньшая смазываемость может быть желательной для обеспечения надлежащих или улучшенных качеств бритья, нескользкий материал, такой как полипропилен, можно добавлять на краевую область 40 поверх БАМ-слоя 44. Различные свойства на краях лезвий могут быть желательны в блоке лезвий.
Как показано в третьем дополнительном варианте осуществления настоящего изобретения на фиг. 5, вариант осуществления с фиг. 4 может содержать основу 52 из нержавеющей стали и один или несколько адгезивных слоев 58, которые могут состоять из ниобия, хрома, платины, титана или сплавов вышеуказанного и/или их любой комбинации. Адгезивный слой 58 может характеризоваться толщиной от приблизительно 200 до приблизительно 400 ангстрем. Адгезивный слой 58 может быть желательным для помощи в сцеплении полимерного слоя или ПТФЭ-слоя 59 со слоем 54 из БАМ-материала, который размещен на основе 52, или для обеспечения дополнительной прочности краевой области 50.
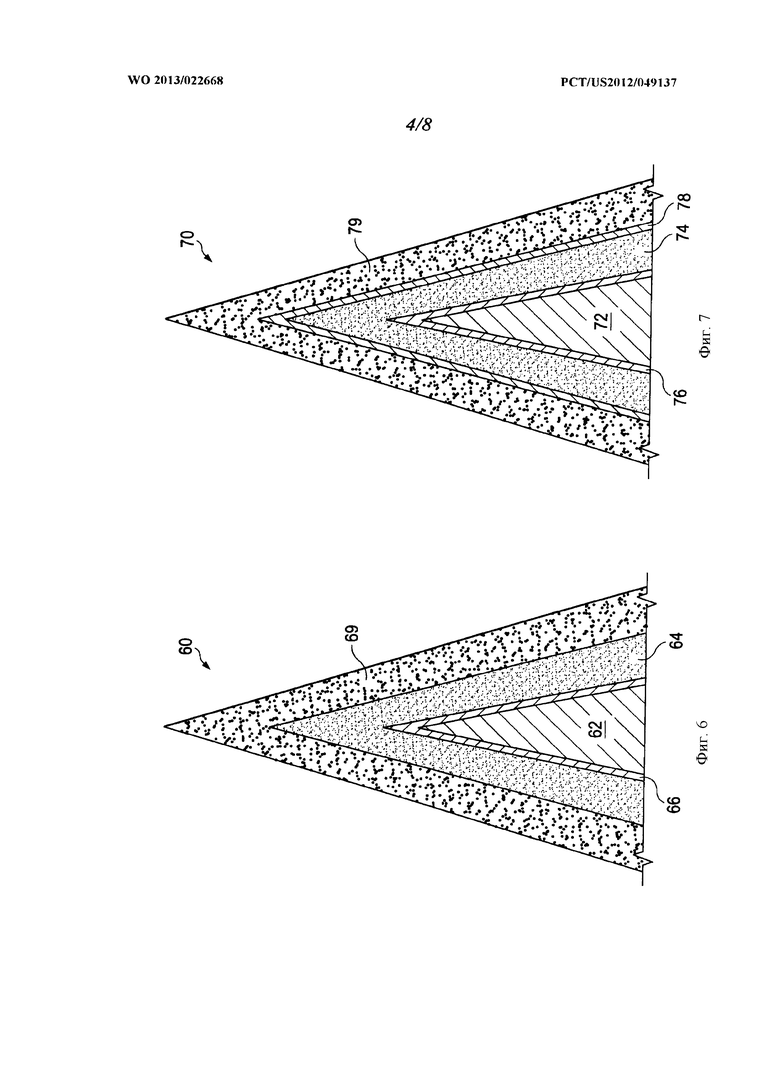
Согласно четвертому дополнительному варианту осуществления настоящего изобретения, показанному на фиг. 6, вариант осуществления с фиг. 4 модифицируют, представляя краевую область 60 лезвия с одним или несколькими полимерными внешними покрывающими слоями 69, расположенными поверх слоя 64 из БАМ-материала, и одним или несколькими промежуточными слоями 66, расположенными между БАМ-слоем 64 и основой 62. Как и выше, наружный слой 69 может желательно состоять из полимерного материала, такого как теломер ПТФЭ, в то время как промежуточный слой 66 может желательно представлять собой адгезивный слой, содержащий ниобий, хром, платину, титан или сплавы вышеуказанного и/или любую их комбинацию. Слой 66 может характеризоваться толщиной в диапазоне от приблизительно 200 до приблизительно 400 ангстрем. Из-за своего расположения промежуточный слой 66 может хорошо помогать в сцеплении БАМ-материала 64 сосновой 62, может обеспечивать дополнительную твердость или жесткость краевой области 60. Полимерный наружный слой 69 может желательно обеспечивать скользкость самой наружной поверхности, которая прикасается к коже потребителя, таким образом обеспечивая более комфортное бритье.
Пятый вариант осуществления, показанный на фиг. 7, представляет собой модификацию фиг. 6 и содержит краевую область 70 лезвия, которая по существу идентична краевой области 60 лезвия, имеющей основу 72, БАМ-слой 74, промежуточный слой 76 и полимерный внешний покрывающий слой 79, с единственным отличием от фиг. 6, состоящем в добавлении адгезивного слоя 78. Вновь добавленный адгезивный слой 78 представляет собой тип, описанный ранее в отношении адгезивного слоя 58 с фиг. 5.
Внешний покрывающий слой из полимерного материала согласно настоящему изобретению может быть частично удален, при желании, для обеспечения более тонкого, более однородного слоя при помощи любых известных способов и, например, процессов, описанных в патенте США №5985459 под названием «Способ обработки режущих краев бритвенных лезвий», опубликованном 16 ноября 1999 г., переуступленном патентовладельцу настоящего документа и включенном ссылкой во всей полноте.
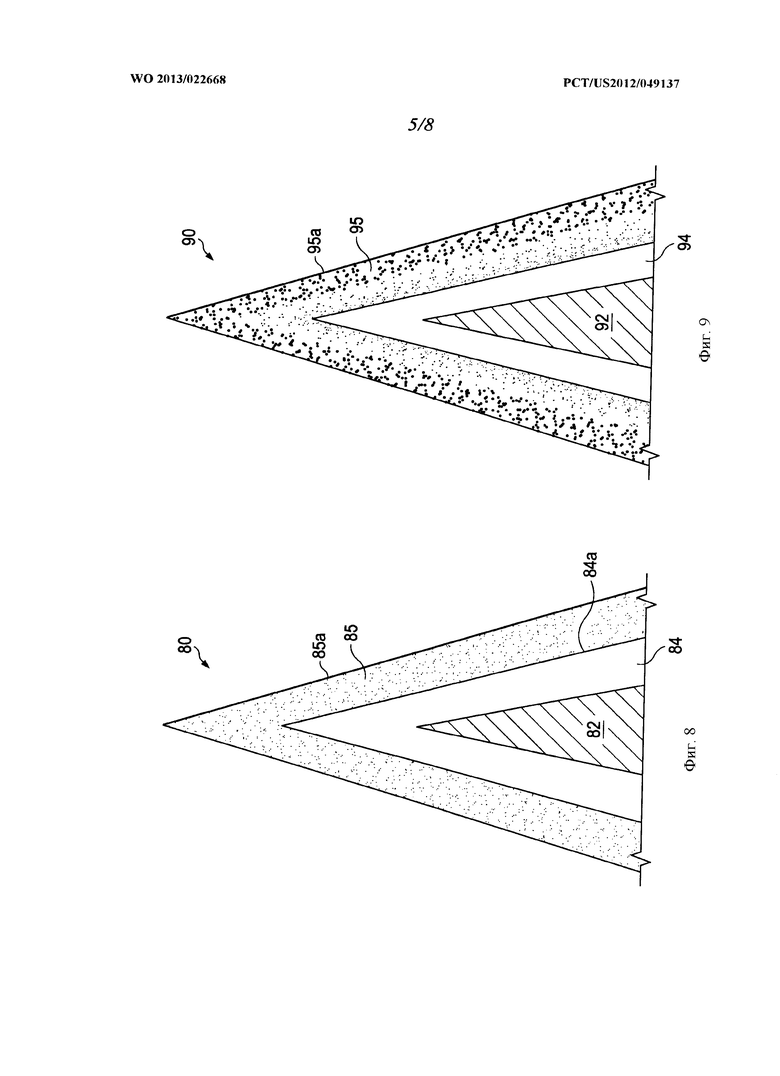
На фиг. 8 представлено изображение еще одного варианта осуществления краевой области 80 согласно настоящему изобретению, где по меньшей мере один БАМ-слой 84 помещен на основу 82 (как на фиг. 2), но на фиг. 8 по меньшей мере один внешний покрывающий БАМ-слой 85 дополнительно помещен на БАМ-слой 84. Внешний покрывающий БАМ-слой 85 содержит композиционный материал, содержащий БАМ-материал и по меньшей мере один другой элемент или соединение, причем последний материал желательно состоит из ПТФЭ или другого полимерного материала. Таким образом, внешний покрывающий БАМ-слой 85 имеет наружную поверхность 85а, которая может быть более или менее скользкой, чем поверхность 84а, если бы она не имела внешний покрывающий слой 85, расположенный на ней.
На фиг. 9 согласно настоящему изобретению изображена модификация варианта осуществления с фиг. 8, показывая краевую область 90 лезвия, имеющую внешний покрывающий композиционный БАМ-слой 95, причем компоненты объединены в слое с градиентом концентрации. Если внешний покрывающий слой 95 содержит композиционный материал из БАМ-материала и по меньшей мере одного другого элемента или соединения, желательно состоящего из ПТФЭ, градиент желательно образуется так, что соединение ПТФЭ внешнего покрывающего слоя 95 повышается по концентрации в направлении от наружной поверхности БАМ-слоя 94 к наружной поверхности 95акрая лезвия. Соответственно, БАМ-материал сам по себе снижается по концентрации в направлении от наружной поверхности БАМ-слоя 94 к наружной поверхности 95а. Таким образом, если БАМ-слой 94 сам по себе недостаточно скользкий, увеличение концентраций ПТФЭ относительно поверхности 95а образом, показанным на фиг. 9 (во внешнем покрывающем слое 95 из БАМ), может теоретически улучшать качество бритья, приводя к лучшему скольжению, меньшим дергающим и тянущим усилиям, улучшенному общему комфорту, а также меньшему количеству порезов и надрезов.
Если желательно, градиент концентрации, указанный выше, может быть обратным, в том смысле, что внешний покрывающий БАМ-слой 95 будет иметь повышенные концентрации БАМ-материала в направлении от наружной поверхности БАМ-слоя 94 к наружной поверхности 95а, и соединение ПТФЭ внешнего покрывающего БАМ-слоя 95 уменьшается по концентрации в направлении от наружной поверхности БАМ-слоя 94 к наружной поверхности 95а.
Следует отметить, что наличие градиента концентрации, как показано на фиг. 8 и 9 согласно настоящему изобретению, рассматривают также для БАМ-слоев, при наличии или в отсутствие внешнего покрывающего слоя из БАМ.
Относительно вариантов осуществления, описанных как имеющие внешний покрывающий слой (например, слои 58 и 78 на фиг. 5 и 7), в настоящем изобретении рассматривают также, что внешний покрывающий БАМ-слой 95 можно помещать поверх любого внешнего покрывающего слоя (например, слоев 58 и 78 на фиг. 5 и 7), а не непосредственно помещать на БАМ-слой 94.
Кроме того, внешний покрывающий БАМ-слой 95 может представлять собой композиционный материал, состоящий из БАМ-материала и нескольких других элементов или соединений, вместо или в дополнение к ПТФЭ, указанному в настоящем документе, обеспечивая преимущества скользкости, например.
Также в настоящем изобретении рассматривается, что сам слой 94 из БАМ-материала образован с градиентом концентрации.
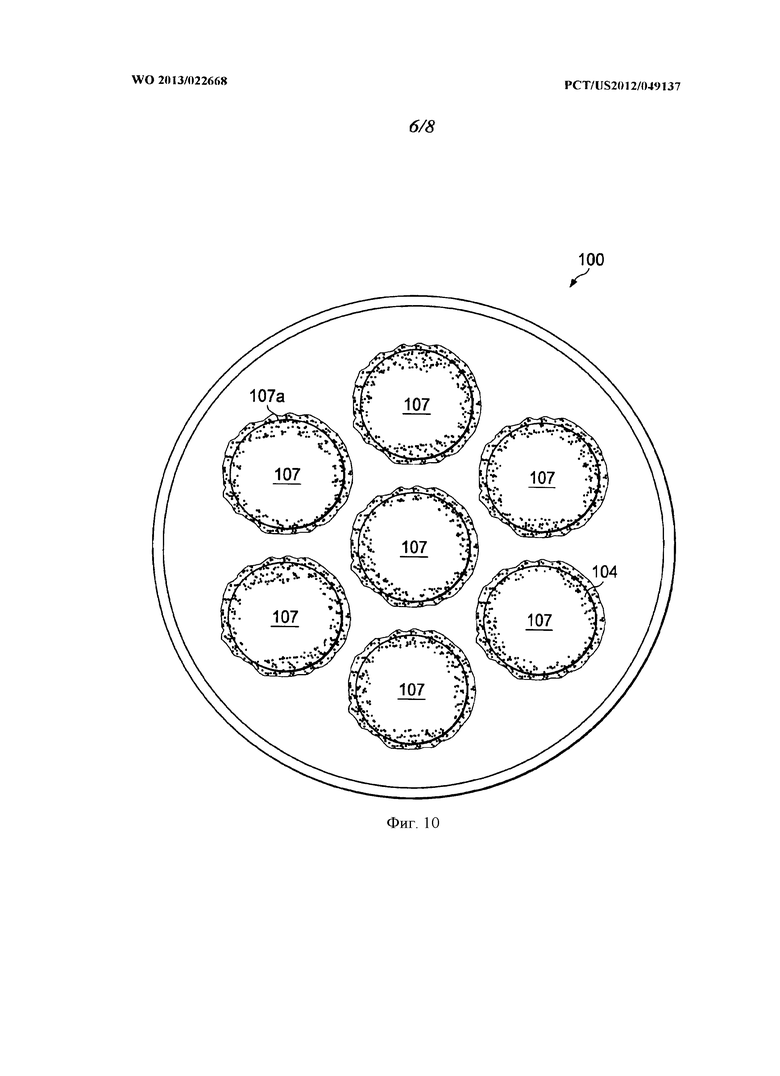
В вариантах осуществления, описанных в настоящем документе, обычно описывались линейные лезвия с по существу плоскими или прямыми участками и фасками краев. Однако в настоящем изобретении также рассматривают БАМ-материал 104, расположенный на верхних поверхностях 107 нелинейных (показанных как круглые) краев 107а блока лезвий основы (не показана) в краевой области 100 лезвия, как показано на фиг. 10. БАМ-материал может быть нанесен при помощи любых процессов, описанных в настоящем документе. Отсюда следует, что любой из дополнительных вариантов осуществления, показанных на фиг. 2-9 совместно с линейными лезвиями, можно аналогично переносить на вариант осуществления с фиг. 10. Например, совместно с фиг. 3 и 6 нелинейный край лезвия с фиг. 10 можно сначала покрыть промежуточным слоем (не показан на фиг. 10), поверх которого наносят слой из БАМ-материала 104.
Нелинейные края лезвия настоящего изобретения могут быть описаны в патенте США №4807360 под названием «Устройство для бритья», опубликованном 28 февраля 1989 г., и/или патенте США №4875228 под названием «Устройство для бритья», опубликованном 24 октября 1989 г., оба переуступлены правопреемнику настоящего документа и включены ссылкой в своей полноте.
Настоящее изобретение также рассматривает БАМ-материал в дополнение к нанесению на края лезвий, нанесенный на любые другие компоненты бритвы, такие как компоненты, обозначенные на фиг. 1. Покрытия из БАМ-материала, если нанесены на другие компоненты картриджа бритвы, могут теоретически улучшать износостойкость и/или скольжение при бритье, в частности, если помещены на зажимы или другие компоненты для ухода за волосами и/или кожей.
На фиг. 11 приведен, согласно другому варианту осуществления настоящего изобретения, пример БАМ-материала 114, помещенного на компоненты картриджа бритвы, а именно на удерживающие два лезвия зажимы 11 фиг. 1. Преимущества бритья - скольжение и комфорт по линии бритья - могут быть усилены путем добавления БАМ-материала (например, твердого и скользкого материала) на верхнюю поверхность 11а зажимов 11, которые обычно расположены на левой и правой сторонах картриджа. БАМ-материал 114 можно нанести посредством магнетронного распыления, как описано выше, или других подходящих способов.
На фиг. 12, согласно другому варианту осуществления настоящего изобретения, приведен пример БАМ-материала 124, расположенного на компонентах электрической бритвы для сухого бритья, таких как на наружной и/или внутренней поверхностях 120 компонента бреющей сетки или ножевых элементов 122 бритвы для сухого бритья. Электрическая или бритва для сухого бритья обычно состоит из набора вибрирующих или вращающихся лезвий или ножей 122, которые удерживаются сзади перфорированной металлической бреющей сетки 120, которая предотвращает вхождение их в контакт с кожей и во многом работает подобно второму лезвию в ножницах. Когда бритву держат вплотную к коже, волоски проходят через отверстия 121 в бреющей сетке 120 и срезаются подвижными ножами 122. Обычно смазывающее вещество не наносят при сухом бритье. Добавление БАМ-покрытия, например, на наружную поверхность бреющей сетки может улучшать скольжение относительно кожи. Кроме того, преимущество наличия БАМ-покрытия на внутренней поверхности бреющей сетки (не показано) может обычно включать снижение трения между бреющей сеткой и ножами, что может обеспечивать охлаждение при бритье, увеличивать срок службы батарейки и/или повышать срок службы бреющей сетки. БАМ-покрытие 124, расположенное на наружной поверхности самих ножевых элементов 122, как показано на фиг. 12, может также желательно обеспечивать повышенную твердость ножей и уменьшать трение.
Таким образом, как описано выше, когда БАМ-материал используют на краях лезвия, существует потенциал для обеспечения одного покрытия (предоставляющего как преимущества твердости, так и скользкости) для обеспечения оптимизированной работы лезвий и более простого производства. Кроме того, как также описано выше, БАМ-материал можно наносить на другие компоненты бритв, такие как находящиеся в картридже или на рукоятке, и/или компоненты бритвы для сухого бритья, такие как бреющая сетка и ножевые элементы, и в свою очередь обеспечивать улучшенные преимущества бритвы, такие как износостойкость и гладкость.
Размеры и значения, раскрытые в настоящем документе, не следует понимать как строго ограниченные конкретными указанными численными значениями.
Напротив, если иное не указано, каждый такой размер предназначен означать как указанное значение, так и функционально эквивалентный диапазон, окружающий такое значение. Например, размер, раскрытый как «40 мм», обозначает «приблизительно 40 мм».
Каждый документ, цитируемый в настоящем документе, включая любые ссылки на патент или заявку или связанный патент или заявку, таким образом включены в настоящий документ ссылкой во всей своей полноте, если точно не исключен или иным образом не ограничен. Цитирование любого документа не следует толковать как признание того, что оно является уровнем техники относительно любого настоящего изобретения, раскрытого или заявленного в настоящем документе или отдельно, или в любой комбинации с любой другой ссылкой или ссылками, идеями, предложениями или раскрытиями любого такого изобретения. Кроме того, в случае, если любое значение или определение выражения в настоящем документе противоречит любому значению или определению этого же выражения в документе, включенном ссылкой, значение или определение, закрепленное за этим выражением в данном документе, будет определяющим.
Хотя конкретные варианты осуществления настоящего изобретения были показаны и описаны, будет очевидным для специалистов в данной области техники, что различные другие изменения и модификации можно сделать без отклонения от сущности и объема настоящего изобретения. Это, таким образом, должно охватить в приложенной формуле изобретения все такие изменения и модификации, которые находятся в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ВЛАЖНОГО БРИТЬЯ, ВКЛЮЧАЮЩАЯ ПОКРЫТОЕ МИНЕРАЛЬНЫМ МАСЛОМ ВСПОМОГАТЕЛЬНОЕ СРЕДСТВО ДЛЯ БРИТЬЯ | 2007 |
|
RU2426638C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2567169C2 |
| УСТРОЙСТВО ДЛЯ ЛИЧНОЙ ГИГИЕНЫ, ИМЕЮЩЕЕ СКОЛЬЗЯЩУЮ ПОВЕРХНОСТЬ | 2015 |
|
RU2686497C2 |
| ДЕРЖАТЕЛИ ЛЕЗВИЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В БРИТВЕННЫХ СИСТЕМАХ | 2007 |
|
RU2414344C2 |
| БРИТВЕННЫЕ ЛЕЗВИЯ И БРИТВЫ | 2007 |
|
RU2415748C2 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ | 1992 |
|
RU2106241C1 |
| БРИТВЕННЫЕ ЛЕЗВИЯ С БОЛЬШИМ РАДИУСОМ ОСТРИЯ ЛЕЗВИЯ | 2012 |
|
RU2553158C1 |
| CОСТАВЫ, КОМПОНЕНТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВСПОМОГАТЕЛЬНОГО СРЕДСТВА ДЛЯ БРИТЬЯ | 2006 |
|
RU2390407C2 |
| МНОГОЛЕЗВИЙНЫЕ БРИТВЫ И ЛЕЗВИЯ ДЛЯ НИХ | 2007 |
|
RU2429116C2 |
| Способ демонстрации работы бритвенного прибора | 2014 |
|
RU2658526C2 |
Изобретение относится к бритвенным лезвиям, и более конкретно, к новым покрытиям на краях бритвенных лезвий. Бритвенное лезвийное устройство содержит заостренную основу, содержащую по меньшей мере один расположенный на ней слой на основе алюминий-магниевого борида AlMgB14. В другом варианте осуществления изобретения бритвенное лезвийное устройство содержит компонент, содержащий по меньшей мере один расположенный на нем слой на основе алюминий-магниевого борида AlMgB14, при этом указанный компонент представляет собой нережущий элемент в виде картриджа, компонента рукоятки, зажима, наружной или внутренней поверхности бреющей сетки. Способ получения бритвенного лезвийного устройства включает обеспечение заостренной основы и нанесение на наружную поверхность указанной основы по меньшей мере одного слоя на основе алюминий-магниевого борида AlMgB14. Обеспечиваются требуемая жесткость и/или низкий коэффициент трения на краях бритвенных лезвий, при этом улучшаются характеристики лезвий и упрощается процесс производства. 3 н. и 15 з.п. ф-лы, 12 ил.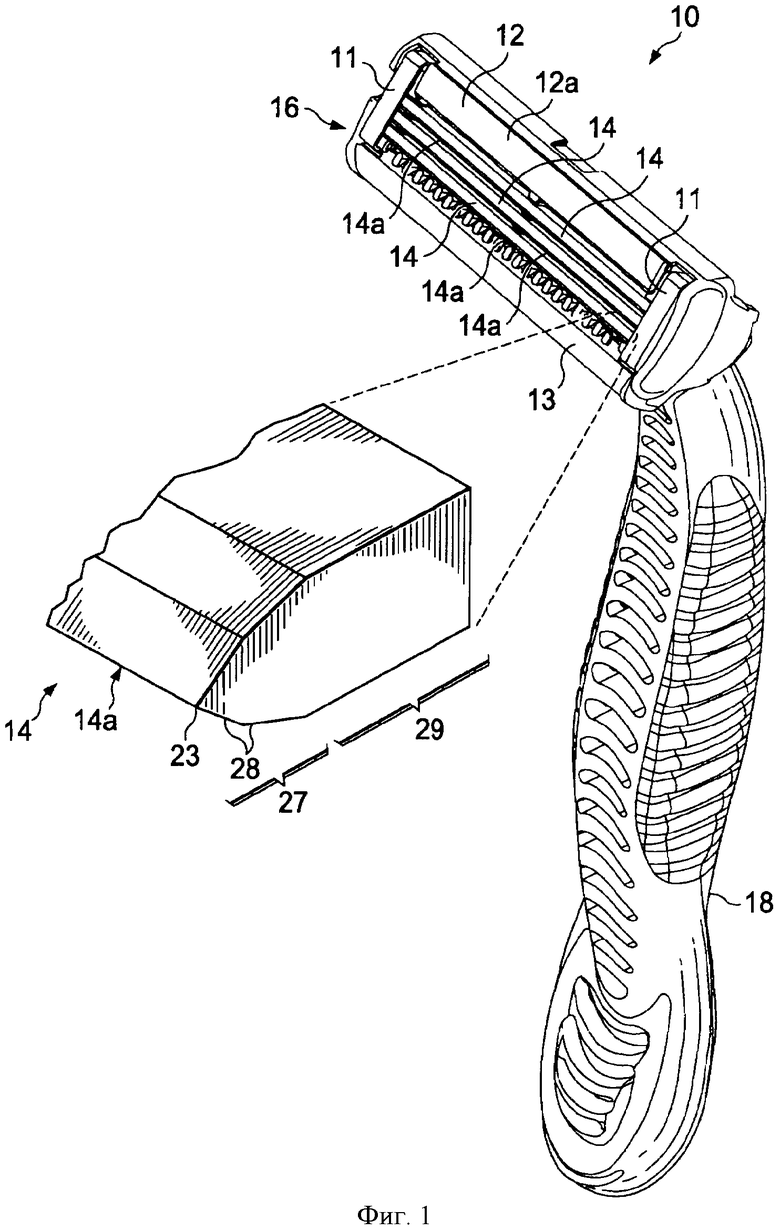
1. Бритвенное лезвийное устройство, содержащее заостренную основу, содержащую по меньшей мере один расположенный на ней слой на основе алюминий-магниевого борида AlMgB14.
2. Бритвенное лезвийное устройство по п. 1, отличающееся тем, что указанный по меньшей мере один слой на основе алюминий-магниевого борида AlMgB14 расположен непосредственно на заостренной основе.
3. Бритвенное лезвийное устройство по п. 1, отличающееся тем, что один или несколько промежуточных слоев расположены между слоем на основе алюминий-магниевого борида AlMgB14 и заостренной основой, или в котором один или несколько внешних покрывающих слоев расположены сверху слоя на основе алюминий-магниевого борида AlMgB14.
4. Бритвенное лезвийное устройство по п. 3, отличающееся тем, что указанный один или несколько промежуточных слоев и указанный один или несколько внешних покрывающих слоев содержат адгезивный слой.
5. Бритвенное лезвийное устройство по п. 4, отличающееся тем, что указанный адгезивный слой состоит из ниобия, хрома, платины, титана или любой их комбинации или сплавов.
6. Бритвенное лезвийное устройство по п. 1 или 5, отличающееся тем, что по меньшей мере один полимерный материал расположен сверху по меньшей мере одного слоя на основе алюминий-магниевого борида AlMgB14, сверху указанного одного или нескольких промежуточных слоев или сверху указанного одного или нескольких внешних покрывающих слоев или любой их комбинации.
7. Бритвенное лезвийное устройство по п. 6, отличающееся тем, что указанный по меньшей мере один полимерный материал содержит политетрафторэтилен.
8. Бритвенное лезвийное устройство по п. 6, отличающееся тем, что указанный по меньшей мере один полимерный материал содержит материал с коэффициентом трения, большим или меньшим, чем таковой у политетрафторэтилена.
9. Бритвенное лезвийное устройство по п. 3, отличающееся тем, что указанный внешний покрывающий слой выполнен из композиционного материала, содержащего алюминий-магниевый борид AlMgB14 и второй компонент, представляющий собой полимерный материал.
10. Бритвенное лезвийное устройство по п. 9, отличающееся тем, что один или несколько внешних покрывающих слоев содержат повышенную концентрацию указанного второго компонента в направлении к наружной поверхности основы или уменьшенную концентрацию указанного второго компонента в направлении к наружной поверхности основы.
11. Бритвенное лезвийное устройство по п. 1, отличающееся тем, что по меньшей мере один слой на основе алюминий-магниевого борида AlMgB14 помещен на заостренную основу посредством нанесения покрытия конденсацией из паровой фазы, химического осаждения из паровой фазы, магнетронного распыления или любой их комбинации.
12. Бритвенное лезвийное устройство по п. 1, отличающееся тем, что заостренная основа выполнена из нержавеющей стали, металла, керамики, композиционного материала, пластмассы, стекла или любой их комбинации.
13. Бритвенное лезвийное устройство по п. 1, отличающееся тем, что заостренная основа находится на краю лезвия бритвенного лезвия, при этом указанный край лезвия выполнен линейным, нелинейным или любой их комбинацией.
14. Бритвенное лезвийное устройство по п. 1, отличающееся тем, что указанный слой на основе алюминий-магниевого борида AlMgB14 обеспечивает противомикробные свойства.
15. Бритвенное лезвийное устройство, содержащее компонент, содержащий по меньшей мере один расположенный на нем слой на основе алюминий-магниевого борида AlMgB14.
16. Бритвенное лезвийное устройство по п. 15, отличающееся тем, что указанный компонент представляет собой нережущий элемент в виде картриджа, компонента рукоятки, зажима, наружной или внутренней поверхности бреющей сетки.
17. Бритвенное лезвийное устройство по п. 15, отличающееся тем, что указанный компонент представляет собой режущий элемент в виде ножевого элемента или края бритвенного лезвия.
18. Способ получения бритвенного лезвийного устройства, включающий обеспечение заостренной основы и нанесение на наружную поверхность указанной основы по меньшей мере одного слоя на основе алюминий-магниевого борида AlMgB14.
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1984 |
|
SU1287953A1 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ | 1994 |
|
RU2071412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ С ПОКРЫТИЕМ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1994 |
|
RU2119425C1 |
| WO 2011008617 A1, 20.01.2011. | |||

