Эта заявка испрашивает преимущество предварительной заявки на патент США № 60/631913 (Durston и др.), поданной 29 ноября 2004 г., и предварительной заявки на патент США № 60/684539 (Durston и др.), поданной 24 мая 2005 г.
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Это изобретение относится к области манипулирования компонентами для поверхностного монтажа, а в частности - к способам и системам для удержания, теплового подсоединения и отсоединения компонентов для поверхностного монтажа (КдПМ) к подложкам и от подложек.
Описание предшествующего уровня техники
Детали часто подсоединяют к другим деталям того же или большего размера с помощью тепловых процессов. Детали того же или большего размера можно назвать подложками. Тепловые процессы, которые могут вызвать подсоединение детали к подложке, включают в себя приклеивание, пайку мягким припоем, термокомпрессию, пайку твердым припоем и сварку.
В частности, в электронной промышленности распространено соединение электрического устройства и кристаллов интегральных схем, называемых компонентами для поверхностного монтажа (КдПМ), посредством теплового подсоединения их электрических входных и выходных (Вх/Вых) выводов к электропроводным схемам на и внутри полимерных и керамических подложек.
Одну из двух наиболее распространенных структур межкомпонентных соединений называют гибридной схемой. Она обычно состоит из КдПМ, взаимно соединенных посредством термокомпрессии их электрических Вх/Вых выводов или электродов к электропроводной схеме на керамической подложке. Металл Вх/Вых выводов заставляют подсоединяться к электропроводной схеме ультразвуковыми и тепловыми средствами.
Наиболее распространенная и используемая для иллюстрации описываемых здесь способов и систем структура межкомпонентных соединений состоит из приборов для поверхностного монтажа (ПдПМ) (любых КдПМ с электрическими Вх/Вых выводами), взаимно соединенных путем пайки их Вх/Вых выводов мягким припоем к электрическим схемам на полимерной подложке, называемой печатной платой (ПП). Пайка мягким припоем - это процесс подсоединения, во время которого металл или металлическая смесь (называемая мягким припоем) при нагревании до подходящей температуры сплавляется с электрическими Вх/Вых выводами ПдПМ и точками контакта электрической схемы на ПП, тем самым удерживая их вместе.
КдПМ включают в себя гибридные схемы, интегральные схемы, дискретные приборы (индукторы, конденсаторы, диоды, транзисторы, и т.д.), металлические теплоотводы и металлические экраны. КдПМ в виде гибридных и интегральных схем обычно заключены внутри корпуса из полимера, а их электрические Вх/Вых выводы простираются до штырей или шариков, находящихся на краях и/или на дне этого корпуса.
Плотность монтажа КдПМ, таких как ПдПМ, на подложке, такой как печатная плата (ПП), растет, как и сложность схем внутри ПдПМ. Повышенные плотности монтажа КдПМ увеличили потребности в способах, используемых для удержания, пайки и отпайки КдПМ мягким припоем к ПП и от них, при этом важными становятся точность и избирательность способов манипулирования, чтобы еще и избежать избытка тепла, который мог бы обусловить повреждения в близлежащих КдПМ.
Кроме того, замена мягких припоев на основе свинца с температурами плавления в диапазоне 183-200°С бессвинцовыми мягкими припоями с более высокой температурой плавления, требующими более высоких технологических температур в 250-260°С, дополнительно сужает границы ошибки. Это особенно справедливо в отношении многокристальных модулей (МКМ), в которых используется мягкий припой с более высокой температурой плавления или процессы сборки с использованием эпоксидной смолы и которые могут быть необратимо повреждены последующим воздействием температур, приближающихся к тем, при которых был собран исходный МКМ.
Если происходит отказ отдельного КдПМ на ПП, то имеются два варианта: выбросить всю ПП или заменить этот КдПМ. В прошлом стоимость отдельных ПП могла быть достаточно низкой, чтобы предпочтительным выбором оказалось выбрасывание ПП. Однако во многих случаях это уже не так.
Способы нагревания, применяемые в настоящее время для подсоединения КдПМ к и удаления их с ПП в производстве и повторной обработке КдПМ, предусматривают наличие: (1) горячего воздуха или азота, (2) паяльников и (3) нагревание инфракрасным излучением. Каждый из таких способов имеет ряд недостатков, перечисленных ниже.
Горячий (400-900°С) воздух или газообразный азот выпускается под давлением после прохождения по пути нагревания, на котором этому газу передается тепло, как правило, посредством катушки резистивного нагрева. Этот способ имеет несколько недостатков:
- поскольку газ представляет собой не очень эффективный механизм теплопередачи, его приходится нагревать значительно выше температуры плавления мягкого припоя, чтобы действительно происходило расплавление мягкого припоя; высокая температура потока газа обуславливает риск повреждения самого КдПМ, а также соседних КдПМ и ПП;
- точное регулирование температуры выпускаемого потока газа при его столкновении с компонентом невозможно, так как нет средств для измерения на поверхности раздела «КдПМ/нагреватель»; таким образом, невозможно точно регулировать процессы отпайки, пайки и перепайки мягким припоем или точно воспроизводить исходные условия подсоединения в печи для пайки оплавлением;
- трудно ограничить нагрев лишь областью целевого КдПМ; разработаны сложные сопла и отклоняющие пластины для защиты соседних КдПМ от повреждения. Однако они требуют подгонки оборудования повторной обработки для каждого типоразмера КдПМ, что приводит к приросту стоимости всей повторной обработки;
- газоструйный способ не может быть применен исключительно к верхушке КдПМ; высокая температура, необходимая из-за относительно низкой эффективности теплопередачи газа, делает времена результирующего воздействия больше, чем нужно для непосредственного нагревания мягкого припоя, подвергая тем самым риску КдПМ и его внутренние компоненты.
Имеются также недостатки, связанные с паяльниками. Точное регулирование температуры, до которой нагревают КдПМ, очень затруднено, потому что: (1) заключение о температуре жала паяльника зачастую делают исходя из измерения температуры, проведенного в другом месте паяльника; и (2) измерение температуры таким образом может оказаться неточным еще и ввиду изменений теплового контакта между паяльником и термопарой и изменения температурной характеристики термопары со временем. Возникающие при этом недостатки заключаются в том, что:
- может произойти непреднамеренное избыточное оплавление мягкого припоя с возможным причинением повреждений компонентам внутри КдПМ или между контактными площадками на ПП;
- большая тепловая масса паяльника препятствует линейным изменениям температуры во время операций пайки и отпайки. Такие линейные изменения желательны для минимизации теплового удара по ПП и в идеальном случае должны копировать линейные изменения температуры, используемые в печи для пайки оплавлением;
Элементы, испускающие инфракрасное излучение (ИК), приводятся в действие на высоких уровнях мощности, обуславливая излучение тепловой энергии из таких ИК-элементов к КдПМ для отпайки. Вместе с тем:
- фокусировке или направлению тепла на желаемый КдПМ должны способствовать сложные механизмы, связанные с ИК-элементами;
- эффективность ИК-системы зависит от способности КдПМ поглощать ИК-излучение или отражать ИК-излучение; из-за широкого сортамента материалов, используемых для КдПМ, и отражательной способности поверхностных покрытий, используемых на верхней поверхности КдПМ, ИК-инструменты повторной обработки обычно требуют также наличия нагревателя, направленного к нижней стороне; поскольку многие современные сборки ПП имеют компоненты на обеих сторонах, нагрев нижней стороны создает дополнительный риск повреждения этих компонентов;
- контроль и регулирование температуры КдПМ достигаются посредством устройств измерения температуры ИК-излучения, соединенных с управляемым компьютером источником питания ИК-элемента. Температура, сообщаемая этими устройствами, зависит от излучательной способности поверхности КдПМ, которая может изменяться в широких пределах при изменении материала и свойств поверхности КдПМ.
В некоторых приложениях также может понадобиться нагревание самой ПП перед подсоединением или отсоединением компонента, чтобы удалить с такой платы влагу и минимизировать тепловые напряжения во время подсоединения и отсоединения КдПМ. Это обычно достигается с помощью горячего воздуха или газообразного азота либо элементов, испускающих ИК-излучение. Вместе с тем, как отмечалось выше, газы являются относительно неэффективными теплопередающими средами, а если так, то температура газа должна быть значительно выше, чем целевая температура ПП. Эта неэффективность также может привести к потребности в увеличенном времени воздействия, что может подвергнуть ПП и ее компоненты риску повреждения. Также может оказаться затрудненным регулирование температуры газа.
Проблемы создает и применение испускающих ИК-излучение элементов для нагревания ПП. Поглощение ИК-излучения зависит от излучательной способности поверхности, которая зависит от материала и шероховатости поверхности. Ввиду изменения в широких пределах материалов, используемых для ПП, и отражательной способности поверхностных покрытий ПП равномерное нагревание ПП и точное регулирование температуры может оказаться затрудненным.
Краткое изложение сущности изобретения
Предложены способ и система теплового подсоединения и отсоединения для использования с КдПМ, которые позволяют преодолеть вышеуказанные проблемы за счет того, что предусмотрены средства одновременного захвата КдПМ, нагревания его входных и выходных (Вх/Вых) контактов за счет теплопроводности и контроля и точного регулирования температуры нагревания, прикладываемой к КдПМ.
Данный способ можно применять для теплового подсоединения и отсоединения КдПМ к подложке и от нее разными способами, включая пайку мягким припоем, термокомпрессию или пайку твердым припоем. Хотя предлагаемый способ обладает широкой применимостью, его использование поясняется здесь в контексте пайки и отпайки КдПМ мягким припоем к ПП и от них.
В данном способе используется нагревательный элемент типа «планарного нагревателя», который вырабатывает тепло в ответ на электрический ток. Сопротивление нагревателя изменяется с изменением его температуры, и это сопротивление считывается для определения температуры нагревателя и для измерения температуры ПдПМ. Предусмотрены средства захвата ПдПМ, так что Вх/Вых контакты ПдПМ нагреваются за счет теплопроводности от планарного нагревателя через боковые стенки ПдПМ и/или вдоль этих стенок. Электрический ток подается на планарный нагреватель таким образом, что вырабатывается тепло, достаточное для пайки/отпайки Вх/Вых контактов мягким припоем к ПП и от нее. Данный способ позволяет одновременно осуществлять захватывание, нагревание и контроль сопротивления и измерения температуры ПдПМ.
Описаны несколько средств захвата ПдПМ, включая вакуумные, механические, клеевые и магнитные. Также описан способ, в котором для нагревания подложки, на которой может быть смонтирован КдПМ, применяется такой нагревательный элемент, как планарный нагреватель.
Дополнительные признаки и преимущества изобретения станут очевидными для специалистов в данной области техники из нижеследующего описания, приводимого со ссылками на прилагаемые чертежи.
Краткое описание чертежей
На фиг.1 представлена блок-схема системы теплового подсоединения и отсоединения по настоящему изобретению.
На фиг.2 представлено изображение в перспективе планарного нагревателя в соответствии с настоящим изобретением.
На фиг.3 представлено изображение с пространственным разделением деталей сопряжения модуля планарного нагревателя (МПН) и узла вала по настоящему изобретению.
На фиг.4 представлено изображение в перспективе, иллюстрирующее МПН по фиг.3, который соединен с плунжером и в котором используется столик для крепления планарного нагревателя к картриджу.
На фиг.5 представлено изображение в перспективе узла вала и вакуумной камеры по настоящему изобретению.
На фиг.6-9 представлены сечения возможных вариантов реализации узла вала и вакуумной камеры по настоящему изобретению, с помощью которых вокруг планарного нагревателя и/или столика создается вакуум.
На фиг.10 представлено сечение вакуумной камеры по настоящему изобретению.
На фиг.11-14 представлены сечения возможных вариантов реализации узла вала и вакуумной камеры по настоящему изобретению, с помощью которых вокруг планарного нагревателя и/или столика создается вакуум.
На фиг.15 представлено изображение в перспективе одного возможного варианта реализации узла микрозахвата (МЗ) по настоящему изобретению, в котором узел МЗ прикреплен к картриджу.
На фиг.16 представлено изображение в перспективе еще одного возможного варианта реализации узла МЗ по настоящему изобретению, в котором узел МЗ прикреплен к картриджу.
На фиг.17 представлено сечение узла вала и МЗ по настоящему изобретению.
На фиг.18 представлено сечение еще одного возможного варианта реализации узла МЗ по настоящему изобретению, в котором узел МЗ не прикреплен к картриджу и показан в своем сведенном положении.
На фиг.19 представлено изображение в перспективе узла МЗ, показанного на фиг.18, в его разведенном положении.
На фиг.20 представлены вид сверху и соответствующее сечение клеевой заготовки по настоящему изобретению.
На фиг.21 представлено сечение клеевой заготовки по настоящему изобретению, которую можно было бы использовать с КдПМ.
На фиг.22 представлены вид сверху и соответствующее сечение магнитной заготовки по настоящему изобретению.
На фиг.23 представлено сечение магнитной заготовки по настоящему изобретению, которую можно было бы использовать с ПдПМ.
На фиг.24 представлены вид сверху и соответствующее сечение одного возможного воплощения способа нагревания подложки планарным нагревателем посредством теплопроводности по настоящему изобретению.
На фиг.25 представлено сечение для воплощения, показанного на фиг.24, которое можно было бы использовать с ПП.
На фиг.26 представлены вид сверху и соответствующее сечение еще одного возможного воплощения способа нагревания подложки посредством теплопроводности с помощью шаровой ванны по настоящему изобретению.
На фиг.27 представлено сечение для воплощения, показанного на фиг.26, которое можно было бы использовать с ПП.
На фиг.28 представлена блок-схема электронных блоков регулирования мощности и контроля (ЭБРМиК), которые можно было бы использовать с настоящим изобретением.
На фиг.29 представлена функциональную схема последовательности операций, иллюстрирующая работу ЭБРМиК, показанного на фиг.27.
Подробное описание изобретения
Настоящее изобретение позволяет осуществлять одновременное удержание, позиционирование, тепловое подсоединение к подложке или тепловое отсоединение от подложки и удаление с нее КдПМ с измерением температуры КдПМ в любые моменты времени. С помощью настоящего изобретения также можно нагревать сами подложки и ПП, чтобы предварительно удалить влагу и минимизировать тепловое напряжение во время подсоединения или удаления компонента с ПП либо осуществить собственно удаление компонента. Система в соответствии с изобретением может быть ручной или роботизированного размещения. Она может точно позиционировать планарный нагреватель на КдПМ любого типоразмера и точно позиционировать КдПМ на подложке либо захватывать и оттаскивать КдПМ с тем, чтобы удалить его с подложки.
Изображение базовой системы по настоящему изобретению показано на фиг.1. КдПМ 10 следует подсоединить к подложке 12 или отсоединить от нее. Пояснение базовой системы в нижеследующем описании приводится в контексте пайки и отпайки КдПМ мягким припоем к ПП и от них.
Тепло, необходимое для расплавления мягкого припоя, подводится с помощью «планарного нагревателя» 14, т.е. тонкого планарного прибора, который вырабатывает тепло в ответ на электрический ток и имеет сопротивление, изменяющееся с изменением его температуры. Нагреватель обычно прикреплен к картриджу 16, который в свою очередь прикреплен к узлу 17 вала или плунжеру 18, если узел вала содержит более одного вала и модуль держателя штырей (рассматриваемый ниже). Электронный блок 20 регулирования, необходимый для регулирования планарного нагревателя 14, подключен к планарному нагревателю посредством электропроводки 21, которая проложена между электронным блоком и нагревателем через внутреннее пространство узла 17 вала.
Отметим, что хотя здесь рассматриваются только ПдПМ, настоящее изобретение применимо к любому компоненту, имеющему планарную поверхность.
Общим для всех описываемых способов является конструктивный элемент «планарный нагреватель». Типичное воплощение этого прибора показано на фиг.2. Планарный нагреватель 14 представляет собой тонкопленочную металлическую схему, которая включает в себя два электрода 32 и тонкопленочные элементарные проводники 34, изготовленные на диэлектрическом листе 36, называемом «матрицей». Предпочтительная толщина матрицы больше или равна 0,015 дюйма, чтобы минимизировать тепловую массу и максимизировать теплопередачу от элементарных проводников к КдПМ. Ограничение по минимальной толщине определяется требованиями механической долговечности. Электроды и элементарные проводники предпочтительно изготавливают методами трафаретной печати, выращивания тонкой пленки через теневую маску или выращивания тонкой пленки с последующим нанесением маски и травлением.
Хотя для получения матрицы 36 можно использовать многие материалы, предпочтительными являются материалы с высокой удельной теплопроводностью. Используемые металлы не должны окисляться в диапазоне температур, в котором работает планарный нагреватель, или же нагреватель и его электроды должны быть защищены инкапсуляцией от окисления. Предпочтительными являются следующие комбинации «металл-матрица» в планарных нагревателях: (1) вольфрам на нитриде алюминия и (2) платина на оксиде алюминия. Вольфрам на нитриде алюминия предпочтителен потому, что матрица этого типа имеет более высокую удельную теплопроводность и более постоянный температурный коэффициент, чем матрицы «платина на оксиде алюминия». Кроме того, коэффициент расширения вольфрамовых элементарных проводников по существу идентичен коэффициенту расширения нитрида алюминия, тогда как коэффициенты расширения платины и оксида алюминия различаются на примерно 25%.
За исключением его краев, планарный нагреватель имеет теплоизоляцию, так что по существу все его тепло направляется через КдПМ к Вх/Вых контактам, припаянным мягким припоем. Электронный блок 20 регулирования включает в себя источник питания, который подает напряжение возбуждения и ток на нагреватель, в результате чего можно определить сопротивление нагревателя, а значит - и его температуру. А если так, то дополнительные механизмы измерения температуры не требуются. Нагревание осуществляется за счет рассеяния мощности в элементарных проводниках 34. Рассеянная мощность представляет собой произведение тока возбуждения, подаваемого электронным блоком 20, и результирующего падения напряжения на длине элементарного проводника между электродами 32, штырями - электрическими соединителями, которые контактируют с электродами 32 (описано ниже), и электропроводкой 21 между электронным блоком 20 и штырями-соединителями.
Планарный нагреватель в типичном случае прикреплен к картриджу с образованием «модуля планарного нагревателя» (МПН); изображение такого модуля с пространственным разделением деталей показано на фиг.3, а изображение в перспективе - на фиг.4. МПН 40 включает в себя нагреватель 14, показанный на фиг.2 и прикрепленный к картриджу 16 посредством посадки с натягом в ушках 41 картриджа 16 или посредством столика 43 (показанного на фиг.4). Столик может быть выполнен из любого металла и предпочтительно имеет толщину ≤0,020 дюйма. Картридж выполнен из электро- и теплоизолирующего эластомера или керамики. Он содержит проходной канал для подпружиненных штырей - электрических соединителей 44, которые выступают из узла 18 вала, показанного на фиг.1, к электродам 32 планарного нагревателя.
Можно предусмотреть выступы (или дистанцирующие упоры) 45, показанные на фиг.3, чтобы уменьшить теплопередачу вверх через картридж 16. Альтернативно теплопередачу можно минимизировать путем вставки обладающих малой удельной электропроводностью керамических или сапфировых шариков, либо перфорированного или неперфорированного керамического листа, либо комбинации шариков и листа между планарным нагревателем 14 и картриджем 16.
При эксплуатации картридж 16 устанавливают на основание узла 17 вала или плунжер 18 (описываемый ниже). Один путь, позволяющий воплотить картридж с обеспечением электрической неразрывности между планарным нагревателем 14 и электронным блоком 20, заключается в следующем: штыри - электрические соединители 44 выступают из основания узла вала через электро- и теплоизолирующий «модуль держателя штырей», обозначенный позицией 46, который прикреплен к основанию вала. Ось узла вала выравнивается с осью МПН 40, когда полость вверху картриджа 16 скользит по модулю 46 держателя штырей у его основания. Одновременно штыри - электрические соединители 44 проскальзывают в отверстия в картридже 16 и проходят вниз к электродам 32 планарного нагревателя.
На стыке между основанием штырей 44 и электродами 32 планарного нагревателя можно вставить пару распределяющих давление соединителей 47, чтобы распределить силу, прикладываемую подпружиненными штырями 44 к электродам, по большей площади, тем самым уменьшая давление на электродах 32. Это приводит к существенному снижению износа электродов 32 и вероятности поломки планарного нагревателя. Стыковые соединители 47 также служат для увеличения площади поперечного сечения электродов 32, которые можно использовать для пропускания по ним тока. Стыковые соединители 47 предпочтительно представляют собой полимерные или керамические блоки (квадратные или цилиндрические), покрытые электропроводным металлом для обеспечения электрической неразрывности между штырями 44 и электродами 32.
Отметим, что эта компоновка является лишь примерной; возможны многочисленные варианты реализации МПН 40, а также пути обеспечения электрической неразрывности между планарным нагревателем 14 и электронным блоком 20.
МПН можно установить на вал или плунжер несколькими способами, и некоторые из них описаны ниже. Например, как показано на фиг.3, можно вставить в картридж 16 зажимное кольцо 49, которое сопрягается с модулем 46 держателя штырей; таким образом, модуль 46 держателя штырей защелкивается в зажимное кольцо 49, соединяя МПН 40 с валом 18.
Второй способ мог бы предусматривать фиксирующий зажим, имеющий верхние пальцы, которые проскальзывают в соответствующие пазы около низа вала, и нижние пальцы, которые вставляются в соответствующие вырезы в картридже планарного нагревателя.
Третий способ мог бы предусматривать использование подсоединения посредством накидной гайки. Резьбовую накидную гайку на валу стопорят выступом на модуле держателя штырей или на валу. Накидная гайка подсоединяется к сопрягаемым виткам резьбы на картридже планарного нагревателя, обеспечивая подсоединение картриджа, а значит, - и МПН к валу или отсоединение картриджа и МПН от вала посредством двух оборотов накидной гайки.
Еще одним возможным способом является использование байонетной соединительной конструкции. Накидную гайку с байонетными вырезами используют для подсоединения узла вала к МПН. Накидную гайку помещают на гаечной пружине, которая подперта выступом на модуле держателя штырей или на валу. Затем на накидную гайку оказывают нажим вниз до тех пор, пока верхушки байонетных вырезов не окажутся ниже верхушек байонетных язычков, и поворачивают накидную гайку таким образом, что вырезы выравниваются с язычками, тем самым сочленяя вал с МПН посредством защелкивания.
Можно также использовать подсоединяющую конструкцию с шариками и фиксаторами. В данном случае подпружиненные шарики в картридже планарного нагревателя устанавливают на фиксаторы в модуле держателя штырей. Шарики нагружают фиксирующими пружинами, которые застопорены винтами внутри отверстий в картридже. Когда фиксатор модуля держателя штырей выравнивается с отверстиями картриджа, шарики заталкиваются в фиксатор фиксирующими пружинами, тем самым соединяя узел вала с картриджем.
Еще одним возможным способом является использование подсоединяющей конструкции, обеспечивающей принудительное защелкивание и посадку с натягом, в котором конический округлый выступ на валу защелкивается в коническую выемку в картридже. Область конического округлого выступа на основании плунжера, находящаяся как раз над модулем держателя штырей, обеспечивает нажим с направлением внутрь и защелкиванием для картриджа планарного нагревателя. Область конического округлого выступа может быть или не быть частью модуля держателя штырей. Максимальный диаметр округлого выступа должен быть достаточно большим, чтобы обеспечить функцию резкой вставки с защелкиванием и извлечения, но не настолько большим, чтобы воспрепятствовать легкому подсоединению или удалению.
Ниже приводится описание нескольких способов захвата ПдПМ и удержания его в непосредственной близости к планарному нагревателю, предусматривающих применение вакуумного, механического, клеевого и магнитного средств. Сначала будет описано вакуумное средство. Вакуум можно прикладывать к поверхности ПдПМ либо 1) вокруг планарного нагревателя и/или столика, либо 2) через планарный нагреватель и/или столик.
Когда вакуум следует приложить вокруг планарного нагревателя и/или столика, силы, используемые для удержания ПдПМ и прижатия планарного нагревателя к поверхности ПдПМ, обеспечиваются разными и независимыми механизмами. Модуль планарного нагревателя, используемый в этом способе приложения вакуума, не должен иметь никаких выступов, выходящих за пределы его нижней поверхности. Для обеспечения не имеющей выступов нижней поверхности преимущественно можно было бы применить столик, который установлен посредством зажима или скольжения на удерживающую поверхность, встроенную в картридж планарного нагревателя.
Существует много путей компоновки системы в соответствии с изобретением для приложения вакуума к поверхности ПдПМ вокруг планарного нагревателя или столика. Опишем несколько возможных вариантов реализации. В этих примерах конструкции поверхность планарного нагревателя или столика размещают у верхней поверхности ПдПМ и прижимают кожух плунжера (описываемый ниже) к ПдПМ, заставляя поверхность вакуумного уплотнения вступать в контакт с ПдПМ. Затем включают вакуумный насос, соединенный с вакуумным каналом, на узле вала, заставляя вакуум удерживать ПдПМ у нагревающей поверхности модуля планарного нагревателя. Как только вакуум выключается, вал и ПдПМ будут автоматически освобождаться, при этом автоматическое освобождение окажется возможным из-за нажима, оказываемого модулем планарного нагревателя на ПдПМ, что приводит к отталкиванию поверхности вакуумного уплотнения от поверхности ПдПМ; альтернативно можно установить двухпозиционный переключатель между вакуумным насосом и вакуумным каналом, при этом одно положение переключателя обусловит соединение вакуумного насоса с вакуумным каналом, а другое положение - вентиляцию канала воздухом.
На фиг.5 и 6 показаны изображение в перспективе и сечение одного возможного варианта реализации этого способа поддержания вакуума. Отметим, что компоненты, обозначенные на фиг.3-29, которые имеют идентичное или аналогичное применение, обозначены сходными позициями. На фиг.5 и 6 показано, что узел вала состоит из девяти компонентов: кожуха 50 плунжера, плунжера 52 (на который установлен МПН 40), вакуумного поршневого кольца 54, обозначенного позицией 56 компонента вакуумного уплотнения (КВУ) между участком поршня кожуха плунжера и вакуумным поршневым кольцом, пружины 58 сжатия плунжера, колпачка 60, вакуумного канала 62, обозначенного позицией 64 компонента позиционирования вакуумной камеры (КПВК) и модуля 46 держателя штырей, находящегося внутри плунжера 52 у основания узла вала.
Кожух 50 плунжера включает в себя полость (66, 68, 70), внутри которой может скользить и вращаться плунжер 52; таким образом, когда к кожуху 50 плунжера прикладывается направленная вниз сила, узел вала укорачивается, а когда к кожуху плунжера прикладывается крутящий момент, а плунжер неподвижен, кожух вращается независимо от плунжера и МПН 40. Пружина 58 сжатия плунжера или, альтернативно, сильфон может передавать силу посредством плунжера 52 к поверхности ПдПМ, когда кожух 50 плунжера подталкивают к ПдПМ. Электропроводка 21, идущая от штырей - электрических соединителей 44 к электронному блоку 20, проходит сквозь плунжер 52 и колпачок 60. МПН 40 установлен в дно плунжера 52. Вакуумная камера 74 включает в себя установочную поверхность 76 для крепления камеры 74 к КПВК 64, который в свою очередь крепится к дну вала, и поверхность 78 уплотнения основания вакуумной камеры.
Около верха вакуумной камеры 74 находятся О-образная кольцевая канавка и О-образное кольцо 80, образующее вакуумное уплотнение между установочной поверхностью 76 и камерой 74. Осевая длина уплотнительного О-образного кольца между камерой 74 и установочной поверхностью 76 должна быть достаточно малой, чтобы допускать качание оси камеры относительно оси кожуха 50 плунжера, которое обеспечивает выравнивание основания 82 камеры 74 с поверхностью ПдПМ, параллельной нагревающей поверхности МПН, тем самым гарантируя надлежащий тепловой контакт между этими двумя поверхностями.
С верхушкой плунжера 52 соединено вакуумное поршневое кольцо 54. Это кольцо ограничивает максимальный ход плунжера, передает восстанавливающую силу от пружины 58 сжатия плунжера для возврата плунжера 52 в его максимально выдвинутое положение, когда вакуум отключен, и обеспечивает поверхность вакуумного уплотнения в случае О-образного кольца или тефлоновой шайбы при образовании вакуумного уплотнения между верхним и нижним объемами кожуха 50 плунжера. Боковые стенки поршневого кольца 54 предпочтительно подвергнуты механической обработке, обеспечивающей удержание компонента 56 вакуумного уплотнения в виде О-образного кольца между кольцом 54 и внутренней стенкой участка 68 кожуха плунжера, когда плунжер движется вверх и вниз.
При такой компоновке вакуум, прикладываемый в вакуумном канале 62, передается к поверхности ПдПМ посредством поверхности 78 уплотнения основания вакуумной камеры. Сила, прикладываемая к поверхности ПдПМ модулем 40 планарного нагревателя и создаваемая нажимом поршневого кольца 54 на пружину 58, противодействует удерживающей ПдПМ силе, создаваемой вакуумом над открытой поверхностью ПдПМ. Эти силы должны быть надлежащим образом уравновешены, когда ПдПМ находится в подвешенном состоянии, или МПН 40 «нарушит» вакуумное уплотнение между поверхностью 78 уплотнения основания вакуумной камеры и поверхностью ПдПМ.
КПВК 64 обеспечивает проталкивание вакуумной камеры 74 вверх вдоль оси кожуха 50 плунжера, так что МПН можно соединить со штырями-соединителями 44 и МПН можно прикрепить к основанию плунжера 52. КПВК также предотвращает скольжение камеры 74 вверх по установочной поверхности 76 после того, как камера 74 соскользнула обратно вниз по установочной поверхности в свое рабочее положение около дна МПН. Практически возможны многие типы КПВК, включая, например, грейфер, О-образное кольцо, резиновую полосу или зажим.
Еще одно возможное воплощение узла вала показано на фиг.7. Здесь весь объем узла вала используется для создания вакуума, удерживающего ПдПМ. Этот узел вала аналогичен тому, который показан на фиг.6, за исключением следующих изменений:
- вакуумный канал 62 находится в верхней части кожуха 88 плунжера (который изменен по сравнению с показанным на фиг.6);
- внутренний диаметр (ВД) участка 66 кожуха плунжера следует увеличить, чтобы обеспечить вакуумный тракт между стенками участка 66 и плунжером 52; одним предпочтительным способом, обеспечивающим этот вакуумный тракт, является расточка ВД участка 66 кожуха плунжера и вставка одного или более пластмассовых направляющих колец 91, устанавливаемых по посадке с натягом; возможны многие другие средства обеспечения этих направляющих поверхностей, но ключевое требование состоит в том, чтобы направляющие поверхности обеспечивали для плунжера 52 как минимум одно осевое положение вдоль внутренней поверхности кожуха 88 плунжера;
- кожух 88 плунжера должен теперь обеспечивать вакуумирование всего объема кожуха посредством вакуумного канала;
- вакуумное поршневое кольцо 54 становится поршневым упорным кольцом 82, которое должно раскрываться по диаметру для создания вакуумного тракта между верхним и нижним объемами кожуха плунжера; сила, которую МПН прикладывает к поверхности ПдПМ, создаваемая давлением кольца 92 на пружину 58, противодействует удерживающей ПдПМ силе, создаваемой вакуумом над открытой поверхностью ПдПМ; эти силы должны быть надлежащим образом уравновешены, когда ПдПМ находится в подвешенном состоянии, или МПН 40 «нарушит» вакуумное уплотнение между поверхностью 78 уплотнения основания вакуумной камеры и поверхностью ПдПМ;
- колпачок 60 заменен трехканальным стаканом 90 и упорной шайбой 93; трехканальный стакан имеет три канала, два из которых соосны, а третий перпендикулярен двух соосным каналам; стакан 90 имеет ВД, достаточно большой, чтобы обеспечить изгибание электропроводки 21, это позволяет изгибать провода внутри стакана, когда узел вала укорачивается; один соосный канал содержит витки резьбы и ввинчен в кожух 88 плунжера; отверстие поперечного сечения в этом резьбовом соединителе за вычетом площади поперечного сечения электропроводки 21 должно быть, по меньшей мере, такой же величины, как суммарное отверстие поперечного сечения в упорном кольце 92 плунжера, и опять - при условии наличия площади поверхности, достаточной, чтобы обеспечить положение удержания для упорной шайбы 93; противоположный соосный канал предпочтительно представляет собой вакуумный проходной канал для электропроводки 21, однако этот канал можно использовать и в качестве вакуумного канала; перпендикулярный канал предпочтительно является вакуумным каналом 62, однако этот канал можно использовать и в качестве вакуумного проходного канала для электропроводки 21.
Еще один возможный вариант реализации предусматривает такую компоновку, что поверхность вакуумного уплотнения вакуумной камеры 74 находится в непосредственном контакте с поверхностью ПдПМ. Когда вакуумный насос включен, вакуум, создаваемый уплотнением между ПдПМ и поверхностью уплотнения камеры 74, одновременно удерживает ПдПМ и принудительно приводит планарный нагреватель или столик в контакт с поверхностью ПдПМ. В этом варианте предусматривается удержание ПдПМ и нагревающей поверхности МПН у верхней поверхности ПдПМ с помощью одного того же вакуума. Сила контакта МПН с ПдПМ обеспечивается градиентом нажима на вакуумном поршневом кольце. Сразу же после откачивания по вакуумному каналу 62 узел вала и ПдПМ будут двигаться как единый агрегат, а подаваемая на МПН мощность будет нагревать ПдПМ. Когда по каналу 62 произойдет вентиляция воздухом, МПН возвратится в свое исходное положение и узел вала освободит ПдПМ.
Двумя основными компонентами этого варианта реализации являются узел вала и вакуумная камера. Одно возможное воплощение показано на фиг.8, а другое - на фиг.9.
Узел, показанный на фиг.9, состоит из девяти компонентов: кожуха 102 плунжера, плунжера 104, вакуумного поршневого кольца 106, направляющих плунжер колец 91, обозначенного позицией 110 компонента вакуумного уплотнения (КВУ) между участком поршня кожуха плунжера и вакуумным поршневым кольцом, противодействующей вакууму пружины 112, колпачка 114, вакуумного канала 62, КПВК 64 и модуля 46 держателя штырей, находящегося внутри плунжера у основания узла вала.
Кожух 102 плунжера представляет собой полый цилиндр, который содержит три внутренних участка: поршневой участок 68 кожуха плунжера, направляющий участок 66 плунжера и участок 70 подсоединения вакуумной камеры.
Когда к поршневому кольцу 106 прикладывается направленная вниз сила, обусловленная градиентом давления, выступание поршня за пределы основания кожуха 102 увеличивается, а МПН прижимается к верхней поверхности ПдПМ. Кожух 102 гарантирует приложение атмосферного давления на верхней поверхности поршневого кольца 106. Это достигается с помощью одного или более вентиляционных отверстий 116 в боковой стенке между поршневым кольцом 106 и колпачком 114. Эти отверстия должны находиться в осевом положении, которого никогда не достигнет поршневое кольцо 106.
Противодействующая вакууму пружина 112 (или сильфон) может передавать восстанавливающую силу посредством поршневого кольца 106 при вентиляции кожуха 102 плунжера. Кожух 102 плунжера обеспечивает тракт, соединяющий верхнюю поверхность ПдПМ, нижнюю поверхность вакуумного поршневого кольца 106 и вакуумный канал 62, посредством которого вакуумный насос, соединенный с каналом 62, может создавать вакуум над открытыми площадями поверхности ПдПМ между МПН и поверхностью контакта вакуумной камеры и ПдПМ.
Направляющие кольца 91, описанные выше, могут обеспечить вакуумный тракт внутри направляющего участка 66 кожуха плунжера. Еще одним способом обеспечения вакуумного тракта и направляющей поверхности является расточка направляющей стенки и нарезание резьбы на ней до достижения такого же ВД, как ВД корпуса плунжера под ним, с последующей вставкой одного или более пропазованных или перфорированных направляющих колец 91 для направления плунжера и обеспечения беспрепятственного протекания воздуха между верхним и нижним объемами кожуха плунжера. Возможны многие другие средства обеспечения этих направляющих поверхностей, но ключевое требование состоит в том, чтобы направляющие поверхности обеспечивали для плунжера 104 как минимум одно осевое положение вдоль внутренней поверхности кожуха 102.
Плунжер 104 должен быть длиннее, чем плунжер 52, рассмотренный выше, или осевая длина участка 66 должна быть укорочена, а осевая длина участка 68 - увеличена, чтобы плунжер заходил достаточно далеко за пределы основания кожуха, допуская подсоединение МПН к основанию кожуха. Плунжер 104 обеспечивает установочную платформу для МПН, проходной канал для электропроводки 21 и область, в которую можно вставить модуль 46 держателя штырей. Вакуумное поршневое кольцо 106 и ВД участка 68 должны быть достаточно большими, чтобы гарантировать, что сила, создаваемая градиентом давления на поршневом кольце, окажется достаточной, чтобы преодолеть противодействующие силы и сильно прижать нагревающую поверхность МПН к поверхности ПдПМ. Основными противодействующими силами являются: (1) сила, обусловленная жесткостью противодействующей вакууму пружины, и (2) сила, обусловленная трением между проходящей по ВД стенкой участка 68 и компонентом 110 вакуумного уплотнения.
Если вакуумное поршневое кольцо 106 соединено с верхним концом плунжера 104, оно выполняет функцию передачи сжимающей силы на пружину 112, когда объем между поршневым кольцом и поверхностью ПдПМ вауумирован через канал 62. Нижняя поверхность поршневого кольца использует верхний конец пружины для обеспечения ограничивающей и восстанавливающей силы, которая противодействует силе, обусловленной градиентом давления на упомянутом кольце. Это кольцо также обеспечивает поверхность вакуумного уплотнения в случае О-образного кольца или тефлоновой шайбы при образовании вакуумного уплотнения между верхним и нижним объемами кожуха 102 плунжера.
Боковые стенки вакуумного поршневого кольца 106 подвергнуты механической обработке, обеспечивающей удержание компонента 110 вакуумного уплотнения в виде О-образного кольца между поршневым кольцом и внутренней стенкой поршневого участка 68 кожуха плунжера, когда плунжер движется вверх и вниз. Компонент 110 вакуумного уплотнения представляет собой О-образное кольцо или тефлоновую шайбу, которое или которая образует вакуумное уплотнение между внутренним диаметром участка 68 и поршневым кольцом 106.
Противодействующая вакууму пружина 112 обеспечивает приложение противодействующей (восстанавливающей) силы к плунжеру 104, когда этот плунжер принудительно отводится от основания кожуха 102 плунжера, тем самым ограничивая нажим, оказываемый МПН на поверхность ПдПМ, когда узел вакуумирован через канал 62. Сила, которую МПН прикладывает к поверхности ПдПМ, создаваемая градиентом давления на вакуумном поршневом кольце 106, противодействует удерживающей ПдПМ силе, создаваемой вакуумом над открытой поверхностью ПдПМ. Эти силы должны быть надлежащим образом уравновешены, чтобы ПдПМ не оказался прижатым к поверхности ПП; в противном случае МПН может толкнуть ПдПМ с такой силой, что будет нарушено вакуумное уплотнение между вакуумной камерой 74 и поверхностью ПдПМ.
КПВК 64 может быть любым компонентом, который обеспечивает проталкивание вакуумной камеры 74 вверх вдоль оси кожуха 102 плунжера, так что МПН можно соединить со штырями - электрическими соединителями, а МПН можно прикрепить к плунжеру. КПВК также предотвращает скольжение камеры 74 вверх по установочной поверхности 76 после того, как камера 74 соскользнула обратно вниз по установочной поверхности в свое рабочее положение около дна МПН.
В варианте реализации, показанном на фиг.9, узел вала состоит из кожуха 120 плунжера, плунжера 122, вакуумного поршневого кольца 106, обозначенного позицией 110 компонента вакуумного уплотнения (КВУ) между участком поршня кожуха плунжера и вакуумным поршневым кольцом, противодействующей вакууму пружины 112, колпачка 124, вакуумного канала 62, а также КПВК 64 и модуля держателя штырей (не показан), находящегося внутри плунжера у основания узла вала.
Кожух 120 плунжера представляет собой полый цилиндр, который включает в себя поршневой участок 68 кожуха плунжера и участок 70 подсоединения вакуумной камеры. Кожух 120 включает в себя полость, в которой может скользить и вращаться плунжер 122; таким образом, когда к вакуумному поршневому кольцу 106 прикладывается направленная вниз сила, обуславливаемая градиентом давления на этом кольце, выступание поршня за пределы основания кожуха 102 увеличивается, а МПН прижимается к верхней поверхности ПдПМ. Кожух 120 гарантирует приложение атмосферного давления на верхней поверхности поршневого кольца 106. Это достигается с помощью одного или более вентиляционных отверстий 116 в боковой стенке между кольцом 106 и колпачком 124. Эти отверстия должны находиться в осевом положении, которого никогда не достигнет поршневое кольцо 106.
Кожух 120 также обеспечивает полость, внутри которой противодействующая вакууму пружина 112 (или сильфон) может передавать восстанавливающую силу через вакуумного поршневого кольца 106. Кожух обеспечивает тракт, соединяющий верхнюю поверхность ПдПМ, нижнюю поверхность вакуумного поршневого кольца 106 и вакуумный канал 62, посредством которого вакуумный насос, соединенный с каналом 62, может создавать вакуум над открытыми площадями поверхности ПдПМ между МПН и поверхностью контакта вакуумной камеры и ПдПМ.
Кожух 120 включает в себя направляющую поверхность 126 вакуумного поршневого кольца на поршневом участке 68 кожуха плунжера. Колпачок 124 вместе с направляющей поверхностью 126 поддерживает плунжер 122 выровненным с кожухом 120. Внутренняя стенка участка 68 является оной из направляющих поверхностей, и предпочтительно имеется, по меньшей мере, одно другое направляющее кольцо для обеспечения еще одной направляющей поверхности.
Плунжер 122 должен быть длиннее, чем плунжер 104 на фиг.8, потому что он проходит от МПН до концевого положения, находящегося над колпачком 124. Плунжер 122 обеспечивает установочную платформу для МПН, проходной канал для электропроводки, идущей к МПН, и положение в его основании, в которое можно вставить модуль держателя штырей. Вакуумное поршневое кольцо 106 и ВД поршневого участка 68 должны быть достаточно большими, чтобы гарантировать, что сила, создаваемая градиентом давления на поршневом кольце, окажется достаточной для того, чтобы преодолеть противодействующие силы и сильно прижать нагревающую поверхность МПН к поверхности ПдПМ. Основными противодействующими силами являются: (1) сила, обусловленная жесткостью противодействующей вакууму пружины, и (2) сила, обусловленная трением между проходящей по ВД стенкой участка 68 и компонентом 110 вакуумного уплотнения.
Вакуумное поршневое кольцо 106 передает сжимающую силу на пружину 112, когда объем между поршневым кольцом и поверхностью ПдПМ вауумирован через канал 62. Нижняя поверхность поршневого кольца использует верхний конец пружины для обеспечения ограничивающей и восстанавливающей силы, которая противодействует силе, обусловленной градиентом давления на упомянутом кольце. Это кольцо также обеспечивает поверхность вакуумного уплотнения в случае О-образного кольца или тефлоновой шайбы при образовании вакуумного уплотнения между верхним и нижним объемами кожуха 120. Боковые стенки кольца 106 должны быть подвергнуты механической обработке, обеспечивающей удержание компонента 110 вакуумного уплотнения в виде О-образного кольца между кольцом 68 и внутренней стенкой участка 68 кожуха плунжера, когда плунжер движется вверх и вниз.
Вместо О-образного кольца 110 можно использовать шайбу (не показана), предпочтительно - тефлоновую. Эту шайбу размещают между кольцом 106 и пружиной 112. Нижняя поверхность шайбы образует вакуумное уплотнение до поверхности кольца, а внешняя окружная поверхность шайбы образует вакуумное уплотнение до внутренней стенки поршневого участка 68 кожуха плунжера.
Сила, прикладываемая к поверхности ПдПМ нагревающей поверхностью МПН и создаваемая градиентом давления на поршневом кольце 106, противодействует удерживающей ПдПМ силе, создаваемой вакуумом над открытой поверхностью ПдПМ. Эти силы должны быть надлежащим образом уравновешены, когда ПдПМ не прижат к поверхности ПП, или МПН «нарушит» вакуумное уплотнение между вакуумной камерой и поверхностью ПдПМ.
Колпачок 124 обеспечивает направляющую поверхность 108 для плунжера 122 вверху кожуха 120 плунжера. Этот колпачок предпочтительно ввинчен в кожух 120; однако альтернативно этот колпачок может быть установлен в кожух посредством байонетного соединения или может быть установлен с помощью свободно вращающейся прокладки (втулки).
Этот узел вала также может включать в себя КПВК и вакуумную камеру, как описано выше, что обеспечивает проталкивание вакуумной камеры вверх вдоль оси кожуха плунжера, так что МПН можно соединить со штырями - электрическими соединителями и прикрепить к основанию плунжера 122.
Вакуумная камера 74, подходящая для использования с узлами, показанными на каждой из фиг.6-9, изображена на фиг.10. Эта камера представляет собой в основном полую коробку, которая может быть изготовлена из металла, стекла, керамики, композитов или высокотемпературной пластмассы. Основание 150 представляет собой плоскую, планарную поверхность, которая может быть покрыта или не покрыта высокотемпературным эластомером (ВТЭ), что снижает теплопроводность в камеру. Отверстие, содержащее О-образную кольцевую канавку (ООК) 152 вверху камеры, содержит О-образное кольцо 154, которое образует вакуумное уплотнение между предназначенной для вакуумной камеры установочной поверхностью 76 кожуха плунжера и ООК. Осевая длина уплотнения в виде О-образного кольца между камерой 74 и установочной поверхностью 76 должна быть достаточно малой, чтобы допускать качание оси камеры относительно оси кожуха плунжера и оси плунжера; это качание обеспечивает выравнивание основания 150 вакуумной камеры с поверхностью ПдПМ, параллельной нагревающей поверхности МПН, тем самым гарантируя надлежащий тепловой контакт между этими двумя поверхностями. ООК 152 вверху вакуумной камеры может представлять собой две детали, содержащие две противоположные выпуклости, причем верхняя поверхность ООК посажена на верхнюю поверхность камеры или подсоединена к ней посредством термокомпрессии. Отметим, что вакуумная камера, показанная на фиг.10, является лишь примерной; возможны многие другие варианты реализации вакуумной камеры.
Вышеописанные узлы вала обуславливают пропускание вакуума вокруг МПН для достижения поверхности ПдПМ. Также предусмотрены узлы вала, для которых предусматривается прохождение вакуума через МПН и/или столик. В данном случае кожух плунжера и плунжер представляют собой единый компонент, а МПН рассчитан как на удержание, так и на нагревание МПН. Планарный нагреватель может содержать или не содержать отверстия, сквозь которые возможно приложение вакуума к поверхности МПН; примеры каждого подхода рассматриваются ниже.
Силы, используемые для удержания ПдПМ и прижатия нагревающего столика МПН (называемого для этого варианта реализации «вакуумным модулем планарного нагревателя» (ВМПН) и обозначаемого позицией 156) к поверхности ПдПМ обеспечиваются тем же самым механизмом, т.е. за счет вакуума, создаваемого откачиванием по вакуумному каналу. Сила, используемая для поддержания контакта между планарным нагревателем и столиком, не зависит от вакуума, используемого для удержания ПдПМ. Поверхность раздела «столик/ПдПМ» является поверхностью вакуумного уплотнения.
ВМПН и узел вала движутся как единый агрегат. Поверхность ВМПН находится в плотном контакте с поверхностью ПдПМ за счет движений узла вала в координатах x, y, z, θ и Φ. Затем включается вакуумный насос и переводится в режим приложения вакуума в вакуумном канале. Столик содержит вырезы или отверстия, посредством которых вакуум в ВМПН удерживает ПдПМ прижатой к поверхности столика. Во время нагревания контакт планарного нагревателя и столика поддерживается с помощью подпружиненных пальцев, которые прижимают нагреватель к столику.
Пока вакуумный насос осуществляет откачивание по вакуумному каналу, узел вала и ПдПМ будут двигаться как единый агрегат, а подводимая к планарному нагревателю мощность будет нагревать ПдПМ. При вентиляции канала воздухом ВМПН освободит ПдПМ.
Один возможный вариант реализации узла вала, подходящий для этого подхода, показан на фиг.11, а дополнительные подробности видны на фиг.12. Узел вала состоит из трубы 160 для электропроводки, вакуумной трубы 162, обозначенного позицией 164 узла соединителя вакуумной трубы с вакуумным модулем нагревателя (УСВТсВМН), тройника 166 сверхнизкого давления и вакуумного канала 62.
Труба 160 для электропроводки представляет собой полый цилиндр, который обеспечивает проходной тракт для изолированных токоподводящих проводов 21, которые обеспечивают электрическую неразрывность между электронным блоком регулирования и штырями - электрическими соединителями 44, которые передают мощность в ВМПН 156. Труба для электропроводки имеет в своем основании положение, в которое можно вставить модуль 46 держателя штырей. Труба 160 также обеспечивает в своем основании установочное положение для УСВТсВМН 164, который соединяет основание трубы 160 для электропроводки с основанием вакуумного канала 162 и обеспечивает тракт между ВМПН и вакуумным каналом. Вакуумная труба 162 обеспечивает вакуумный тракт между ВМПН и тройником 166 сверхнизкого давления, а также поверхность для удержания и позиционирования узла вала.
УСВТсВМН 164 состоит из стопорной гайки 167, вакуумной прокладки 168 и вакуумной трубы, идущей к соединительной гайке 170 ВМПН. Стопорная гайка обеспечивает установочную поверхность для прокладки 168 и гайки 170. Прокладка обеспечивает вакуумное уплотнение между верхней поверхностью стопорной гайки 167 и обращенной вниз поверхностью гайки 170 ВМПН. Гайка 170 ВМПН соединяет ВМПН 156 с вакуумной трубой 162.
Тройник 166 сверхнизкого давления содержит три вакуумных проходных канала:
- канал для вакуумной трубы, который обеспечивает беспрепятственную подачу вакуума из вакуумной трубы 162 к тройнику 166; внутренняя стенка модифицирована с обеспечением центровки трубы 160 для электропроводки в вершине вакуумной трубы 162;
- канал для изолированных токоподводящих проводов, который обеспечивает вакуумный проходной канал для токоподводящих проводов 21 из тройника 166 к внешнему электронному блоку 20;
- вакуумный канал, который обеспечивает беспрепятственную подачу вакуума для трубки 62 вакуумного канала.
ВМПН 156 включает в себя трубу для электропроводки, идущую к узлу выводов и направляющих (УКиН) планарного нагревателя, планарный нагреватель 14, столик 172, переходный элемент 176 узла вала, идущий к держателю столика, и узел 178 соединителя переходного элемента узла вала. УКиН состоит из картриджа 16 и предпочтительно понижающего давление соединителя 180. Картридж направляет штыри - электрические соединители 44 и электрически изолирует их открытые боковые стенки.
Понижающий давление элемент 180 обеспечивает электрическую неразрывность между штырями 44 и планарным нагревателем 14 и распределяет силу, прикладываемую к электродам планарного нагревателя подпружиненными штырями-соединителями, по значительно большей площади. Планарный нагреватель 14 нагревает столик 172. Он может содержать (как на фиг.14) или не содержать (как на фиг.12) вакуумные проходные отверстия (см. нижеследующее описание столика).
Столик 172 служит для центрировки планарного нагревателя 14, передачи тепла от нагревателя к поверхности ПдПМ, обеспечения поверхности раздела вакуумного уплотнения с ПдПМ и обеспечения беспрепятственной подачи вакуума через вырезы или отверстия от поверхности ПдПМ к ВМПН. Ниже описываются две конфигурации столика и планарного нагревателя.
1. Столик 172 больше, чем планарный нагреватель, как показано на фиг.12 и 13. В этой конфигурации площадь поверхности столика может быть вдвое большей, чем площадь поверхности планарного нагревателя. Вырезы 182 обеспечивают вакуумный сквозной тракт в столике вокруг периферии планарного нагревателя 14.
2. Площадь поверхности столика 172 равна площади поверхности планарного нагревателя, как показано на фиг.14, за исключением стенки столика, в которой выполнена центровочная выемка. Отверстия 184, которые выровнены с вырезами 182 в столике, обеспечивают вакуумный проходной канал в планарном нагревателе.
Держатель 174 столика предпочтительно выполнен из высокотемпературной пластмассы или керамики, обеспечивающей проем, сквозь который столик, установленный на ободе держателя столика, может вступать в непосредственный контакт с поверхностью ПдПМ. Держатель 174 также обеспечивает тракт низкой теплопроводности между столиком 172 и переходным элементом 176 узла вала, идущий к держателю столика, и поверхность раздела вакуумного уплотнения с узлом 178 соединителя переходного элемента узла вала. Если держатель столика керамический, то между поверхностями уплотнения держателя 174 и переходного элемента 176 следует предусмотреть прокладку (не показана).
Переходный элемент 176 узла вала перпендикулярен оси узла вала и имеет прямоугольное поперечное сечение на протяжении от держателя 174 столика до пружины 186 узла 178 соединителя переходного элемента. Выше поверхности, на которую оперта пружина 186, переходный элемент 176 имеет круглое поперечное сечение. Выступ нижней части переходного элемента 176 образует вакуумируемую поверхность раздела с держателем 174. Верхняя часть переходного элемента 176 снабжена резьбой для навинчивания гайки 170 ВМПН, которая удерживает и центрует ВМПН 156 на вакуумной трубе 162. Переходный элемент 176 не соединяется с гайкой 170 ВМПН до тех пор, пока он будет соединен с держателем 176 столика посредством узла 178 соединителя переходного элемента.
Узел 178 соединителя переходного элемента удерживает держатель 174 столика плотно прижатым к переходному элементу 176 узла вала. Он состоит из двух компонентов: пружины 186 и зажима 188. Зажим открыт с двух сторон; низ двух других сторон зажима выполнен крюкообразным. Соединение держателя 174 столика с переходным элементом 176 осуществляется следующим образом: пружину 186 вставляют вокруг круглого поперечного сечения переходного элемента 176, как показано на фиг.12. Затем размещают круглое отверстие в верхней поверхности зажима 188 поверх переходного элемента 176 и над пружиной. Затем верхнюю поверхность зажима прижимают к пружине, а боковые стороны зажима отклоняют вниз до тех пор, пока крюки не окажутся ниже внешнего обода держателя 174 столика. После этого перестают нажимать на верхнюю поверхность зажима, и пружина толкает зажим кверху, тем самым удерживая держатель столика и переходный элемент 176 вместе.
В настоящем изобретении также возможно применение механического средства для удержания ПдПМ в контакте с поверхностью столика или планарного нагревателя МПН. Один способ заключается в использовании средств, именуемых далее «микрозахватами» (МЗ). Ниже приводится описание двух типов: типа 1) - «модуль планарного нагревателя с микрозахватами» (МПНсМЗ), в котором МЗ подсоединены к картриджу 16 и являются частью картриджа МПН, и типа 2), в котором МЗ не являются частью МПН и могут двигаться независимо от МПН. Ниже приводится описание двух примеров МЗ типа 1 и одного примера МЗ типа 2, хотя возможны и многочисленные другие воплощения.
Один пример МЗ типа 1 показан на фиг.15. В нижних частях пары плеч 201, которые установлены на противоположных сторонах МПН 16 с помощью поворотных шарниров 202, посаженных в отверстия в МПН, предусмотрен набор зубцов 200. Зубцы 200 представляют собой небольшие пальцы, оканчивающиеся прецизионным точеным кончиком. Малые геометрические размеры кончиков зубцов обеспечивает продевание этих пальцев между близко расположенными штырями ПдПМ типа тонкого квадратного плоского корпуса (Thin Quad Flat Pack - TQFP). Острые прецизионные кончики на зубцах обеспечивают большую удерживающую или захватывающую силу и минимизируют тепловые потери во время нагревания ПдПМ. Зубцы 200 могут быть выполнены из любого металла или керамики, но они должны быть выполнены из материалов, износостойкость которых достаточна для температуры и материалов ПдПМ, характерных для конкретного применения. При высоких температурах наивысшая износостойкость достигается при использовании вольфрама капельной плавки или карбида вольфрама; вместе с тем существуют и многие другие материалы, которые будут работать также хорошо при температурах, используемых для подсоединения и отсоединения ПдПМ (примерно 260°С), когда ПдПМ являются пластмассовыми или полиамидными.
Микрозахваты, показанные на фиг.15, предназначены для захвата путем приложения внешней силы к плечам 201 поверх точек поворота таким образом, что верхушки плеч отталкиваются наружу, а противоположные зубцы подталкиваются друг к другу. Этого можно достичь, например, с помощью пружин 204, которые удерживаются между контрящими винтами 206. ПдПМ освобождается, когда пружины сжимаются противодействующей силой, прикладываемой к плечам. Такую противодействующую силу можно прикладывать с помощью разных средств, включая электрические, пневматические или гидравлические приводы.
Величина силы, прикладываемой к зубцам 200, пропорциональна жесткости пружин 204. Силу, прикладываемую к боковым стенкам ПдПМ, легко изменить путем замены обеих пружин. За счет приложения калиброванного усилия система привода сможет определить, когда зубцы подсоединены и как велика приложенная сила. МПН электрически соединен с внешним электронным блоком 20 регулирования и физически соединен с низом вала посредством вышеописанных способов. Например, показанный на фиг.15 контрящий зажим 208 крепит МПНсМЗ к низу вала 210.
Вариант реализации МЗ типа 2 изображен на фиг.16. Этот вариант реализации отличается от того, который показан на фиг.15, тем, что зубцы 200 отводятся друг от друга движением вниз (отводящим движением) и сводятся движением вверх (сводящим движением) ярма 220. Плечи 201 микрозахвата и плечи 222 ярма подсоединены друг к другу штифтами 224, как показано на чертеже.
Один возможный узел вала, который можно было бы использовать с вариантом реализации микрозахвата согласно фиг.16, показан на фиг.17. Этот узел состоит из плунжера 52 и кожуха 242 плунжера. Основание плунжера 52 подсоединено к МПНсМЗ для обеспечения электрической неразрывности с внешним электронным блоком; верхушка плунжера оканчивается в глухой гайке 244. Поршневой участок 68 кожуха плунжера содержит поршневое кольцо 246 плунжера и пружину 58 или сильфон; эти детали застопорены внутри участка 68 глухой гайкой 244.
Внутренние диаметры (ВД) направляющего участка 66 кожуха плунжера и поршневого кольца 246 плунжера достаточно велики, чтобы обеспечить движение поверхностей плунжера 52 и кожуха 242 в противоположных направлениях. Сквозь глухую гайку пропущена полая рукоятка 248, которая опирается на поршневое кольцо 246. ВД нижней части рукоятки достаточно велик, чтобы обеспечить ее установку поверх наружной стенки (наружного диаметра) плунжера 52 и свободное скольжение по ней. Длина участка с большим ВД в нижней части рукоятки 248 больше, чем длина осевого проникновения плунжера в рукоятку. Эта дополнительная длина представляет собой расстояние, на которое пружина 58 отжимается поршневым кольцом 246 плунжера.
В положении покоя зубцы 200 находятся в сведенном положении (положении захвата). Когда оказывают нажим на рукоятку 248, кожух 242 плунжера принудительно перемещается вниз, преодолевая противодавление пружины 58 до тех пор, пока плечи 201 микрозахвата не будут отведены вниз, а зубцы не окажутся в отведенном друг от друга положении (отсутствия захвата). Когда нажим на рукоятку 248 прекращается, пружина 58 отталкивает поршневое кольцо 246 обратно к верху участка 68, вызывая сведение зубцов.
Можно также предусмотреть узел вала, выполненный с возможностью обеспечения пневматического привода для микрозахвата согласно фиг.16. Например, можно было бы соединить пневматический цилиндр с парой плеч привода, которые сочленены с соединительными плечами микрозахвата. Поршень внутри пневматического цилиндра приводится в действие давлением воздуха и может перемещаться вверх и вниз за счет подачи воздуха в каналы, расположенные ниже и выше поршня соответственно. В предпочтительном варианте следует предусмотреть датчик давления, подключенный к цилиндру и расположенный с возможностью передачи информации о давлении во внешний электронный блок 20. Когда поршень толкают вниз, зубцы микрозахвата разводятся, а когда его толкают вверх, зубцы сводятся. Движение поршня и ярма можно контролировать посредством датчика давления, так что оказывается возможным автоматическое регулирование микрозахвата, осуществляемое в замкнутом контуре. Отметим, что этот способ приведения в действие и его воплощение являются лишь возможными, можно воплотить многие конструктивные схемы для обеспечения работы ярма микрозахвата согласно фиг.16, когда это потребуется для захвата и освобождения ПдПМ.
На фиг.18 и 19 изображен вариант реализации МЗ типа 2. Этот вариант реализации отличается от тех, которые показаны на фиг.15-17, тем, что зубцы 200 не подсоединены к МПН и не являются его частью.
Узел вала (УВ), показанный в сечении на фиг.18, состоит из шести компонентов: кожуха 249 плунжера, плунжера 18, пружины 250, гайки 251, ограничивающей протяженность плунжера, колпачка 252 и модуля 46 держателя штырей, находящегося внутри плунжера 18 у основания УВ.
Кожух 249 плунжера представляет собой полый цилиндр, который выполняет три функции: 1) он обеспечивает полость, внутри которой может скользить и вращаться плунжер 18; 2) он обеспечивает полость, внутри которой пружина 250 может создавать восстанавливающую силу, когда она зажата между гайкой 251 и колпачком 252, когда на кожух плунжера оказывается нажим вниз, что подталкивает зубцы 200 вниз под МПН (вместо пружины 250 можно использовать сильфон); и 3) он обеспечивает положение колпачка 252, который направляет электрические провода 21, идущие через кожух 249 плунжера.
Плунжер 18 выполняет две функции: 1) проходного тракта для изолированных токоподводящих проводов 21 и 2) обеспечения положение в своем основании, в которое можно вставлять модуль 46 держателя штырей. Пружина 250 обеспечивает противодействующую (восстанавливающую) силу для плунжера 18, когда этот плунжер принудительно вводят в кожух 249 плунжера.
Колпачок 252 направляет верхушку плунжера 18 сквозь верхний конец кожуха 249 плунжера и центрирует ее. Колпачок ввинчен в кожух плунжера; однако возможна и байонетная установка плунжера в кожух плунжера или можно предусмотреть установку с помощью свободно вращающейся прокладки (втулки).
Зубцы 200 можно посредством плеч 253, показанных на фиг.19, перемещать ниже поверхности раздела МПН/ПдПМ за счет приложения направленного вниз давления к кожуху 249 плунжера. Можно также поворачивать зубцы независимо от МПН.
На фиг.19 показано, что плечи 23 соединены с валами 254, находящимися внутри линейного пневматического привода 255. Эти валы, а значит, и плечи вместе с зубцами движутся в противоположных направлениях, когда прикладывается пневматическое давление для перемещения их друг к другу или друг от друга. Привод 255 соединен с кожухом 249 плунжера посредством установочного узла 256. Управляемое и регулируемое пневматическое давление подается на привод посредством шлангов и соединителей 257.
Линейный привод может быть соединен с плунжером 18, а не с кожухом 249 плунжера, или он может быть соединен с независимым узлом регулирования движения в координатах x, y, z, θ и Φ. В этом варианте реализации плечи 253 зубцов, а значит, и зубцы 200, движутся независимо от МПН.
В этом варианте реализации возможно ручное, пневматическое, электрическое, магнитное или гидравлическое регулирование всех степеней свободы.
Захват МПН также можно было бы осуществлять с помощью клеевой заготовки, располагаемой между столиком или планарным нагревателем и ПдПМ. Клеевая заготовка сама подсоединяется к плоским поверхностям и освобождает эти же плоские поверхности после нагревания. Вид сверху и в сечении клеевой заготовки показаны на фиг.20. Клеевая заготовка состоит из носителя 260, заключенного между листами высокотемпературной переводной ленты 262. Носитель 260 предпочтительно представляет собой лист теплопроводного материала, предпочтительно металла, такого как мелкоячеистая ткань из нержавеющей стали. Высокотемпературная переводная лента, например типа продуктов 9499 и 9882 от 3М, представляет собой рулонный лист клея 264, покрытый на открытой стороне удаляемой бумажной подкладкой 266.
Описываемая здесь клеевая заготовка может быть изготовлена следующим образом.
1. Носитель 260 разрезают, получая прямоугольную форму, ширина которой приблизительно равна длине одной стороны целевого ПдПМ, а длина является достаточной для покрытия длины другой стороны ПдПМ и обеспечения открытого удерживающего язычка.
2. Два листа высокотемпературной переводной ленты 262 разрезают, получая куски, имеющие приблизительные размеры целевого ПдПМ.
3. Стороны листов 262 с открытым клеем наносят на противоположные стороны носителя 260.
Удаление ПдПМ с использованием клеевой заготовки изображено на фиг.21. Бумажную подкладку 266 удаляют с одной стороны заготовки и эту сторону приближенно центрируют на целевом ПдПМ 10 и подсоединяют к нему. Затем удаляют бумажную подкладку с другого листа. Столик или планарный нагреватель 14 (для иллюстрации используется открытая поверхность планарного нагревателя) прижимают к верхней поверхности ПдПМ. Планарный нагреватель является частью МПН 40, соединенной с узлом 18 вала, содержащим изолированные токоподводящие провода 21.
Отпайка ПдПМ 10 и отделение ПдПМ от поверхности планарного нагревателя и удаление клеевой заготовки происходит следующим образом. После нагревания и отпайки ПдПМ 10 от ПП 12 узел вала поднимают, а ПдПМ удаляют с ПП, и тогда ПдПМ отделяется от поверхности планарного нагревателя 14. Затем клеевую заготовку отслаивают от поверхности, с которой эта заготовка все еще находится в контакте, по существу не оставляя при этом клея на поверхностях планарного нагревателя или целевого ПдПМ, главным образом за счет пропиток носителя, которые обеспечивают сцепление клея с обоих листов друг с другом, и того факта, что клей становится слабее и приобретает меньшую упругость после воздействия высокой температуры.
Для захвата ПдПМ в соответствии с изобретением можно было бы также использовать магнитный подход. Этот способ предусматривает использование магнита и магнитной заготовки для подсоединения поверхности ПдПМ к поверхности столика или планарного магнита. Магнит может быть постоянным магнитом или электромагнитом. Магнитная заготовка подсоединяется к поверхности ПдПМ, «прилипая» к ней, и магнитно удерживается у поверхности планарного нагревателя или столика. Магнит может располагаться на верхней поверхности МПН или внутри МПН или же может представлять собой сам столик.
Один возможный вариант реализации магнитной заготовки 268 в соответствии с настоящим изобретением показан на виде сверху и в сечении на фиг.22. Такая заготовка состоит из носителя 270 с листом высокотемпературной переводной ленты 272 на одной стороне. Носитель 260 предпочтительно представляет собой лист пропитанного или непропитанного теплопроводного материала (предпочтительно металла), который является магнитным или покрыт магнитным материалом. Высокотемпературная переводная лента 272 содержит рулонный лист клея 274, покрытый на открытой стороне удаляемой бумажной подкладкой 276. Подготовка к удалению ПдПМ включает в себя удаление бумажной подкладки 276 с клея 274, после чего клеевую поверхность магнитной заготовки подсоединяют к целевому ПдПМ.
На фиг.23 изображена магнитная заготовка 268 в том виде, в каком ее можно было бы применить на практике. На этой иллюстрации показано, что МПН 40, имеющий опертый на его верхней поверхности магнит 278 с полым центром и соединенный с узлом 18 вала, содержащим изолированные токоподводящие провода 21, использует планарный нагреватель 14. Когда планарный нагреватель удерживается в непосредственной близости к носителю 270, магнитное притяжение притягивает их друг к другу. Постоянный магнит или электромагнит не будет индуцировать ток в схемах на ПП 12 или в интегральной схеме ПдПМ 10 из-за симметрии магнитного поля; на фиг.23 показаны силовые линии 280 магнитного поля.
Удаление целевого ПдПМ и снятие магнитной заготовки происходит следующим образом. Во-первых, нагревают ПдПМ до тех пор, пока он не отпаяется от ПП 12, и поднимают вверх от ПП. Во-вторых, магнитную заготовку с подсоединенным к ней ПдПМ сдвигают с поверхности планарного нагревателя 14 или столика с помощью язычка на носителе 270. В-третьих, клей 274 отслаивают от поверхности ПдПМ 10, по существу не оставляя остатка клея на ПдПМ. Если бы вместо постоянного магнита использовался электромагнит, то ПдПМ следовало бы отделять от поверхности планарного нагревателя, когда ток, пропускаемый через электромагнит, отключен.
Настоящее изобретение также можно использовать для нагревания подложки, такой как ПП. Это может оказаться полезным, например, для удаления влаги и снижения тепловых напряжений, которые могли бы возникнуть в ПП при использовании описываемых здесь способов повторной обработки ПдПМ. Способы нагревания подложки, описываемые ниже, можно было бы использовать для достижения температур вплоть до 300°С. Способы нагревания будут проиллюстрированы в контексте технологии ПдПМ, хотя их можно было бы использовать и в других применениях.
Описываются два способа нагревания посредством теплопроводности: (1) с помощью планарного нагревателя и (2) с помощью нагревателя типа шаровой ванны. В обоих способах применяются одни и те же схемы регулирования. На фиг.24 и 25 показаны виды сверху и соответствующие сечения, иллюстрирующие способ нагревания посредством теплопроводности с помощью планарного нагревателя. Этот способ предусматривает наличие опоры и нагревание печатных плат, которые имеют ПдПМ только на одной поверхности. Способ требует наличия пяти компонентов: планарного нагревателя 300, датчика 302 температуры, столика 304, опорного узла 306 и контроллера (не показан). В планарном нагревателе 300 применяется структура тонко- или толстопленочных металлических элементарных проводников с электропроводкой 308, соединяющей электроды нагревателя с контроллером. Планарный нагреватель работает так, как описано выше, обеспечивая нагревание за счет рассеяния мощности на активных сопротивлениях.
Датчик 302 температуры подсоединен к изолирующему материалу планарного нагревателя 300 или к столику 304 посредством высокотемпературного клея. Сигнал из датчика температуры направляется обратно в контроллер через электропроводку 308; контроллер выполнен с возможностью использования сигнала датчика температуры для определения мощности, необходимой для достижения и поддержания целевой температуры планарным нагревателем 300. Примеры возможных датчиков температуры включают в себя термопары и резистивные детекторы температуры (РДТ).
Столик 304 подсоединен к планарному нагревателю 300 так, как показано на фиг.24, и проводит тепло от планарного нагревателя к ПП, как показано на фиг.25. Столик 304 может находиться или не находиться в контакте с элементарными проводниками и электродами планарного нагревателя: если столик электрически изолирован от планарного нагревателя, то он может быть выполнен из металла или керамики с высокой удельной теплопроводностью, если же он не изолирован, то столик должен быть выполнен из электроизоляционной керамики с высокой теплопроводностью, такой как AlN, оксид бериллия и карбид кремния. Площадь поверхности столика предпочтительно больше, чем площадь поверхности планарного нагревателя.
Опорный узел 306 состоит из теплоизолятора 310 и опорного основания 312. Теплоизолятор 310 предотвращает отвод тепла, вырабатываемого планарным нагревателем 300, от ПП. В идеальном случае площадь поверхности теплоизолятора 310 должна быть такой же, как или большей, чем площадь поверхности столика 304, чтобы максимизировать равномерность нагрева и минимизировать потребление мощности планарным нагревателем. Вместе с тем площадь поверхности теплоизолятора 310 может быть и меньше половины площади поверхности 304, все равно обеспечивая при этом удовлетворительную равномерность нагревания при температурах ниже 300°С. На фиг.25 изображена предварительно нагретая ПП 12, удерживаемая на столике 304 держателем 314 ПП, при этом показан ПдПМ, который будет использован при пайке мягким припоем или только что удален после отпайки.
Контролер обеспечивает подвод мощности, связь и регулирование, необходимые для работы и регулирования системы нагревания посредством теплопроводности с помощью планарного нагревателя. Во время работы контроллер принимает сигнал из датчика 302 температуры, изменяющийся с изменением температуры планарного нагревателя, и выполнен с возможностью подачи на планарный нагреватель 300 тока, необходимого для достижения желательной температуры.
На фиг.26 и 27 показаны виды сверху и в сечении, иллюстрирующие способ нагревания подложки посредством теплопроводности с помощью нагревателя типа шаровой ванны. Этот способ может предусматривать наличие опоры и нагревание печатных плат, которые имеют ПдПМ на обеих поверхностях. Способ требует наличия четырех компонентов: по меньшей мере одного нагревательного элемента 400, датчика 402 температуры, нагревательного узла 404 типа шаровой ванны и контроллера (не показан).
Нагревательный элемент (нагревательные элементы) 400 может (могут) представлять собой один или более нагревателей типа щупов, нагревательную катушку, пятисторонний кожух, содержащий нагреватели на своих стенках, либо один или более планарных нагревателей; в этом описании нагревательный элемент 400 является планарным нагревателем, который описан выше. Следовательно, в данном случае: (1) нагревательный элемент 400 нагревает множество шариков из нержавеющей стали, в которые он внедрен; и (2) нагревательный элемент не является опорой ПП.
Датчик 402 температуры не подсоединен к планарному нагревателю или столику; вместо этого он внедрен во множество стальных шариков, которые могут притягиваться магнитным полем. Сигнал от датчика температуры направляется через электропроводку 406 в контроллер, который использует сигнал датчика температуры для определения мощности, необходимой для достижения и поддержания целевой температуры планарным нагревателем. Примеры возможных датчиков температуры включают в себя термопары и резистивные детекторы температуры (РДТ).
Нагревательный узел 404 типа шаровой ванны состоит из ограждающего ящика 408, магнитного основания 410, одного или более постоянных магнитов или электромагнитов 412 и теплопроводных шариков 414 с магнитными свойствами; шарики предпочтительно также являются электропроводными. Ограждающий ящик 408 содержит нагревательный элемент 400, магнитное основание 410, датчик 402 температуры, магниты 412 (за исключением случаев, когда стенки ограждающего ящика могут генерировать магнитное поле) и теплопроводные шарики 414. Нагревательный элемент 400 вставляют в основание ограждающего ящика, магнитное основание 410 размещают поверх нагревательного элемента, а магниты 412 упорядоченно располагают поверх магнитного основания. Затем ограждающий ящик заполняют теплопроводными шариками 414. Магнитное основание 410 удерживает теплопроводные шарики на месте и предотвращает их миграцию.
Теплопроводные шарики 414 служат опорой ПП 12 и нагревают ее, перенося тепло от нагревательного элемента 400. Теплопроводные шарики, как правило имеющие диаметр примерно 0,075 дюйма, сами «согласуются» с неровной поверхностью, такой как поверхность ПП, занятая ПдПМ и другими компонентами, тем самым обеспечивая равномерную теплопередачу к неровным поверхностям. Контроллер мог бы быть аналогичным тому, который описан выше для способа нагревания посредством теплопроводности с помощью планарного нагревателя: контролер принимает сигнал от датчика 402 температуры, изменяющийся с изменением температуры теплопроводных шариков 414, и выполнен с возможностью подачи на нагревательный элемент 400 тока, необходимого для достижения желательной температуры.
Как отмечалось выше, планарный нагреватель или нагревательный элемент, используемый в вышеописанных способах, взаимодействует с внешними электронными блоками; в нижеследующем тексте они именуются «электронными блоками регулирования мощности и контроля» (ЭБРМиК). В типичном случае ЭБРМиК включают в себя микропроцессор и память программ и предпочтительно скомпонованы так, что обеспечивают возможность использования планарных нагревателей, имеющих разные размеры и/или электрические характеристики, соответствующие разным типоразмерам ПдПМ. Это предпочтительно достигается путем наделения памяти программ ЭБРМиК функцией справочной таблицы, что обеспечивает конкретный профиль возбуждения током для каждого размера планарного нагревателя. Таким образом, можно автоматически определять размер планарного нагревателя путем приложения известного постоянного тока к планарному нагревателю и измерения результирующего напряжения на этом нагревателе. По известному напряжению и известному току можно вычислить сопротивление планарного нагревателя. Каждому размеру планарного нагревателя соответствуют некоторое количественно определенное сопротивление при комнатной температуре и калибровочная таблица, дающие программному обеспечению в ЭБРМиК возможность правильно адаптироваться к конкретному устанавливаемому планарному нагревателю. Типы нагревателей и калибровочные таблицы также могут выбираться пользователями.
Нагревание осуществляется посредством рассеяния мощности в элементарных проводниках планарного нагревателя. Рассеянная мощность представляет собой произведение тока возбуждения, подаваемого ЭБРМиК, и результирующего падения напряжения на длине элементарного проводника между электродами 32, электропроводкой 21 и штырями - электрическими соединителями 44.
В предпочтительном варианте реализации ЭБРМиК во время нагревания подает постоянный ток во избежание нестабильностей теплового перерегулирования, которые могут быть результатом регулирования напряжения. Температура планарного нагревателя прямо пропорциональна мощности, рассеиваемой в элементарных проводниках нагревателя и приходящейся на единицу площади. Таким образом, для достижения одной и той же температуры большим планарным нагревателям требуется большее рассеяние мощности, чем меньшим планарным нагревателям. Каждый планарный нагреватель предпочтительно имеет запрограммированную справочную таблицу, как описано выше, для выдачи правильного тока возбуждения с целью нагревания планарного нагревателя конкретного размера до желательной температуры. Возможны максимальные температуры, превышающие 1000°С; вместе с тем для ПдПМ предусматриваются максимальные температуры ˜300°С.
ЭБРМиК предпочтительно скомпонованы так, что предварительно запрограммированную линейную зависимость температуры от времени можно инициировать нажатием кнопки на контроллере ЭБРМиК или нажатием на педальный переключатель. Отметим, что если схема возбуждения работает на переменном токе или импульсном постоянном токе, то элементарные проводники должны иметь такую структуру, чтобы в нагревателе подавлялись магнитные поля, генерируемые током. Если этого не сделать, то планарные нагреватели могут индуцировать потенциально повреждающие напряжения в целевых или близлежащих ПдПМ.
Падение напряжения на длине элементарного проводника увеличивается с увеличением температуры на известную величину, определяемую температурным коэффициентом сопротивления (ТКС) металла элементарных проводников. Информация о ТКС программируется в микропроцессор. Поскольку ЭБРМиК регулирует и считывает ток и напряжение, подаваемые на планарный нагреватель, ЭБРМиК может постоянно считывать температуру планарного нагревателя и корректировать соответствующий ей ток возбуждения, так что происходит точное регулирование температуры планарного нагревателя. Если речь идет о повторной обработке ПдПМ, то регулируемая температура должна быть как раз достаточной для того, чтобы контакты ПдПМ оказывались достаточно горячими, чтобы мягкий припой, крепящий их к ПП, потек или чтобы припаять новый ПдПМ к ПП таким образом, что мягкий припой не потечет от одного контакта ПдПМ к другому контакту.
Блок-схема одного возможного варианта реализации ЭБРМиК показана на фиг.28. Основным элементом ЭБРМиК является система 500 микропроцессора и памяти, которая содержит информацию о программах и таблицы преобразования для управления регулированием температуры планарного нагревателя. Данные программ и таблицы преобразования уравнений планарного нагревателя вводятся через порт 502 программирования и сохраняются в энергонезависимой памяти. Работа начинается и заканчивается посредством входа 504 педального переключателя; педальный переключатель может представлять собой один или более переключаемых контактов или устройство с переменным сопротивлением.
Сразу же после нажатия на педальный переключатель включаются источники 506 и 508 питания планарного нагревателя; возможно наличие единственного регулируемого источника питания или отдельных источников питания, как показано на чертеже. Микропроцессор выдает командные слова в цифроаналоговый преобразователь (ЦАП) 510, который задает ток планарного нагревателя посредством контроллера 512 постоянного тока, который гарантирует, что в планарный нагреватель подается точно отрегулированный ток. Механизм обратной связи для осуществляемого с замкнутым контуром регулирования температуры планарного нагревателя включает в себя блок 514 контроля напряжения нагревателя, как правило, дифференциальный усилитель, и блок 516 контроля тока нагревателя. Выходные сигналы схем 514 и 516 посылаются в микропроцессор 500 через аналого-цифровой преобразователь (АЦП) 518 для измерения. Оцифрованные значения тока и напряжения используются микропроцессором 500 для вычисления сопротивления и мощности и преобразуются в температуру с помощью подходящей таблицы преобразования для используемого типа планарного нагревателя. Всем процессом в целом управляет система 500 микропроцессора и памяти, а информация о состоянии предпочтительно выдается на дисплей 520 для контроля пользователем. Чтобы предотвратить избыточные токи в случае отказа электропроводки или других схемных отказов, можно использовать схему 522 аварийного отключения при перегрузке по току путем отсоединения источников питания, когда ток превышает предварительно определенное значение.
Функциональная схема последовательности операций в ЭБРМиК показана на фиг.29. Инициируемые пользователем этапы являются этапами 600, 602 и 608. Система 500 микропроцессора и памяти выполняет этапы 604, 606 и 610-626.
Процесс пайки мягким припоем или отпайки заканчивается в блоке 624 принятия решения. Если педальный переключатель отпускают или происходит предварительно определенное событие «окончания отпайки» (включая - но не ограничиваясь перечисленным - истечение времени на таймере, обнаружение внезапного роста температуры или сбой регулирования тока), упомянутый блок принятия решения переходит к «окончанию отпайки» 626, при этом подвод мощности к планарному нагревателю 14 прекращается с целью охлаждения.
В это функциональное описание не включены вспомогательные функции, такие как процессы калибровки и программирования, регистрация данных технологических измерений (напряжения, тока, сопротивления, температуры, мощности, времени, типа планарного нагревателя, календарной даты, версии программно-аппаратного обеспечения, и т.д.), а также дополнительные пользовательские интерфейсы для управления процессом отпайки (активация голосом, многочисленные средства регулирования нагревателей для нагревания сверху и снизу, программирование настраиваемых пользователем событий и т.д.).
Отметим, что блок-схема и схема последовательности операций на фиг.28 и 29 являются лишь примерными; существует множество путей, согласно которым могут быть воплощены способы по настоящему изобретению.
Хотя выше были проиллюстрированы и описаны конкретные варианты реализации изобретения, специалистам в данной области техники будут ясны многочисленные изменения и альтернативные варианты реализации. Соответственно предполагается, что изобретение ограничено только формулировками прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛИРОВАННОЕ УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2012 |
|
RU2606069C2 |
| НАГРЕВАНИЕ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2013 |
|
RU2641882C2 |
| НАГРЕВАНИЕ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2019 |
|
RU2815461C1 |
| НАГРЕВАНИЕ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2013 |
|
RU2685060C2 |
| ТЕПЛОИЗОЛИРОВАННОЕ УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2012 |
|
RU2647753C9 |
| ИЗОЛЯЦИЯ | 2012 |
|
RU2608712C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
| НАГРЕВАНИЕ КУРИТЕЛЬНОГО МАТЕРИАЛА | 2012 |
|
RU2595971C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ФОТОРЕЗИСТА | 2009 |
|
RU2402102C1 |
| УСТРОЙСТВО ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 2019 |
|
RU2700459C1 |

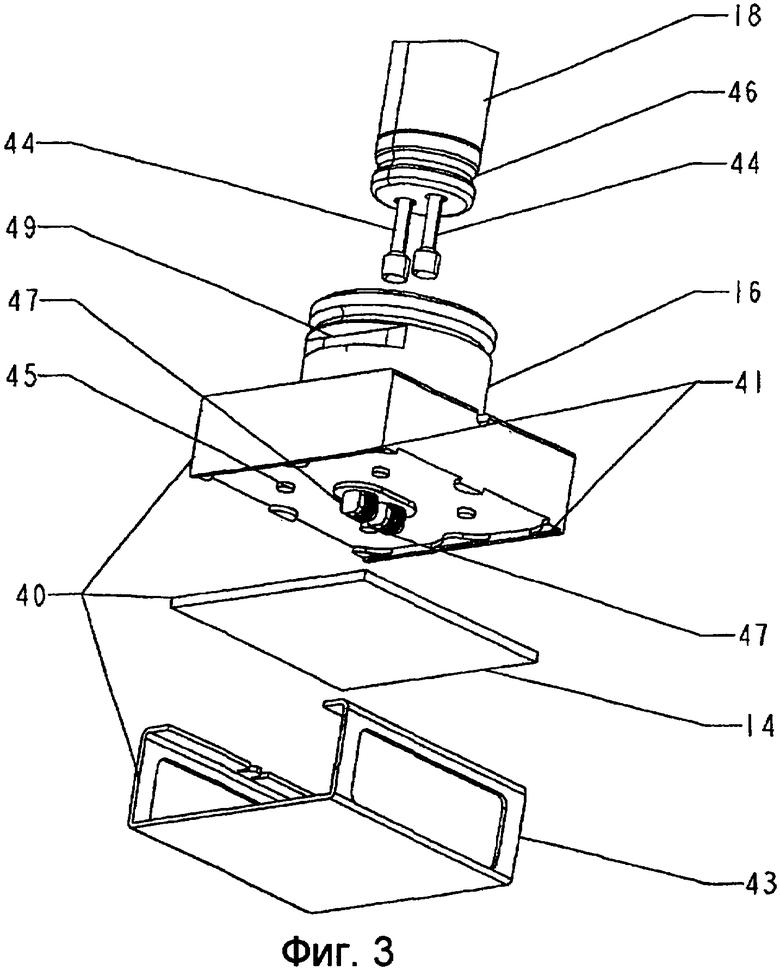




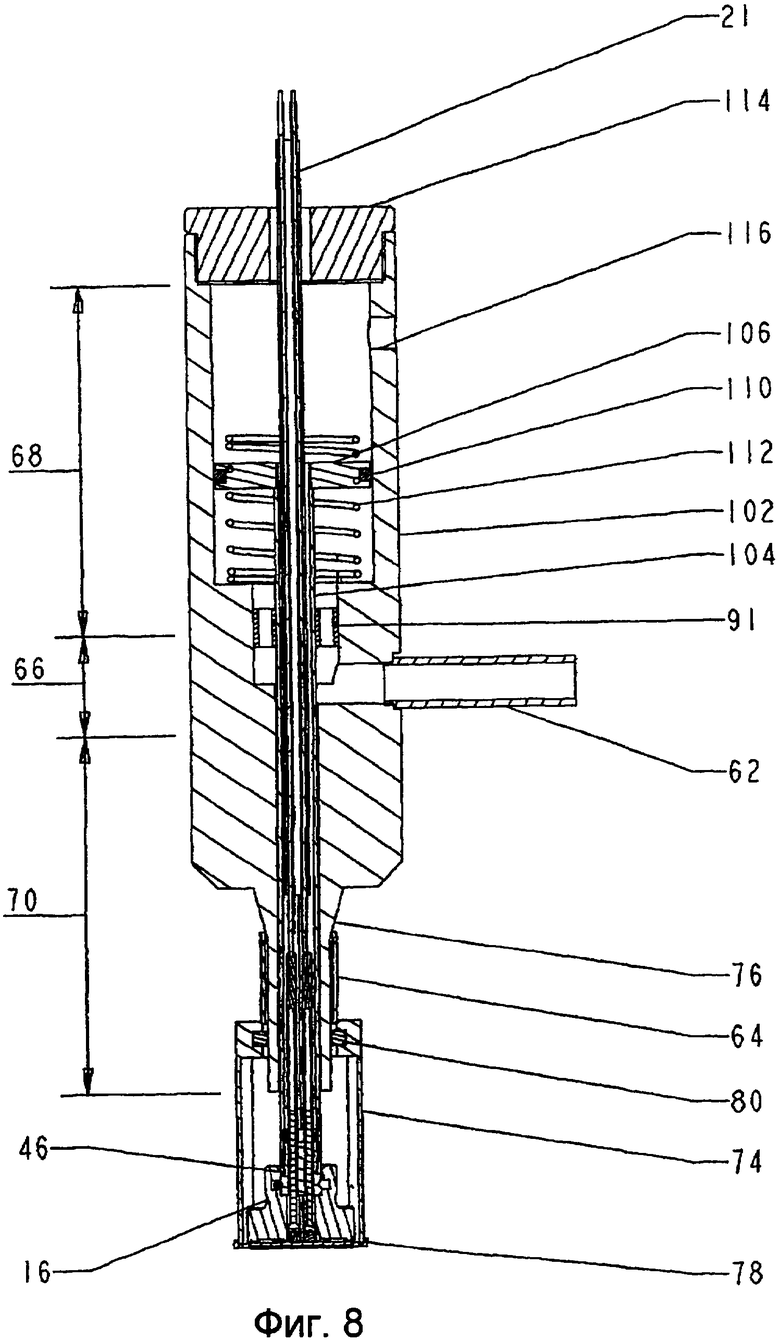





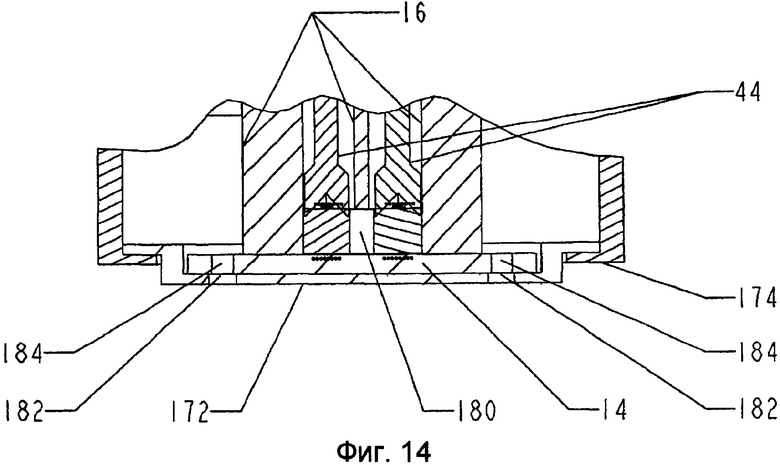

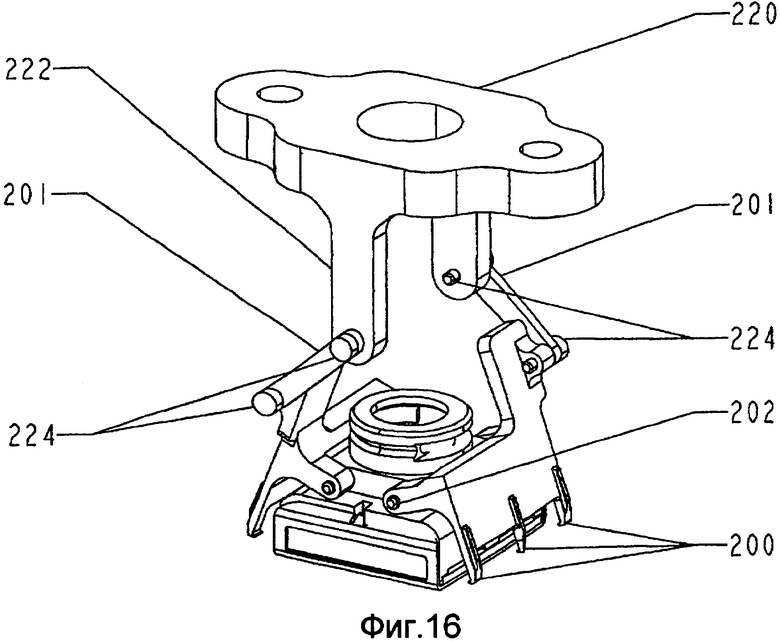

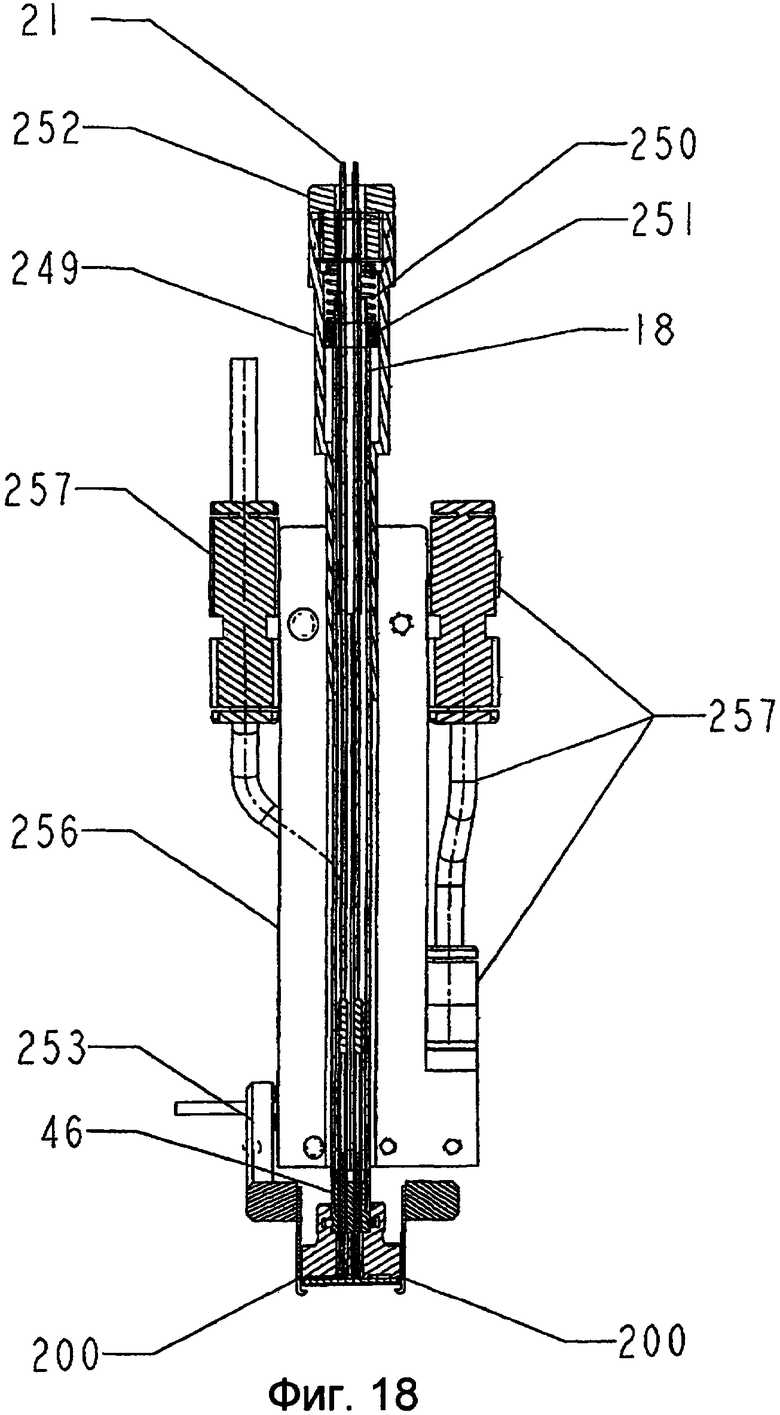



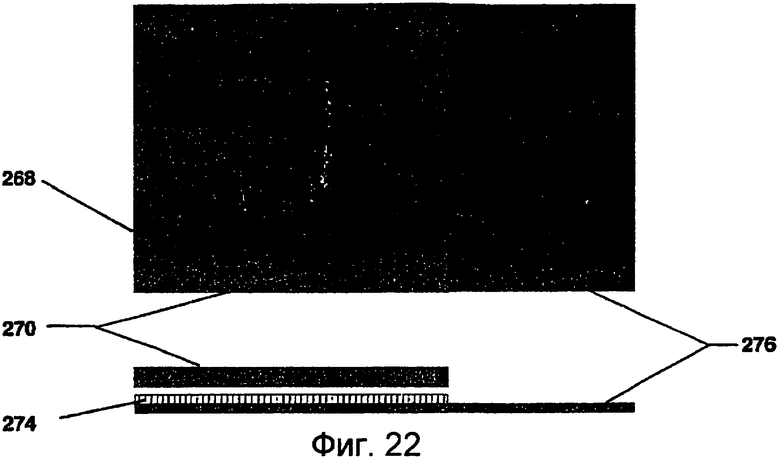
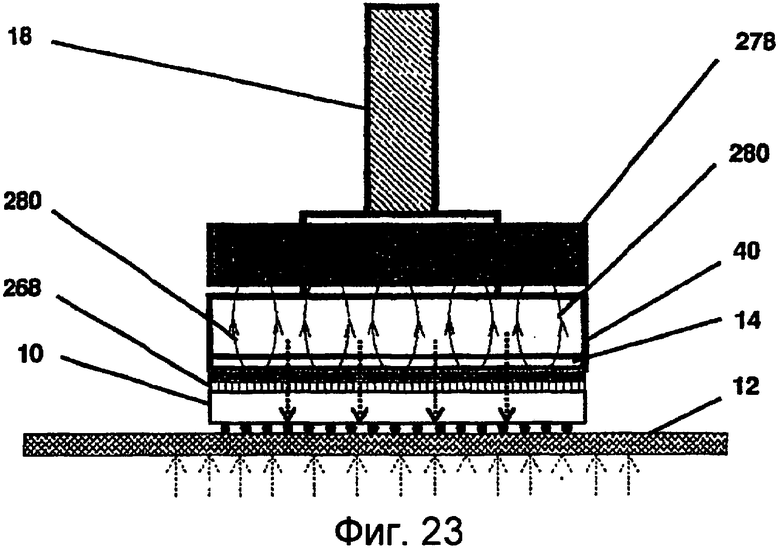
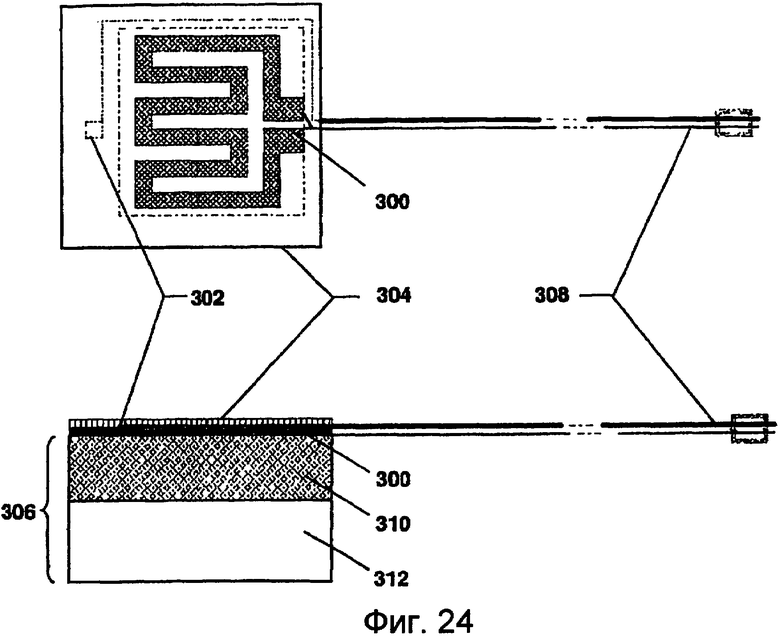
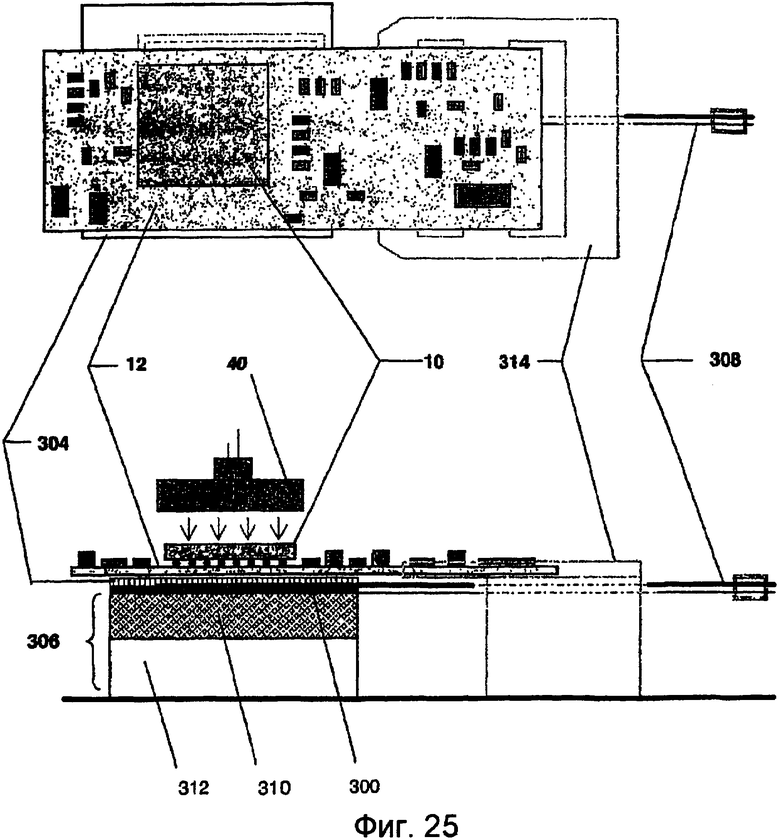


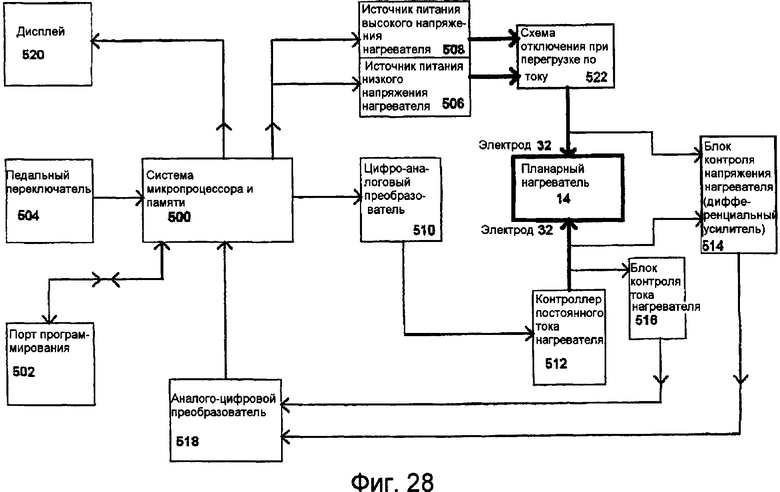

Изобретение относится к области электронной промышленности. В способе и системе теплового подсоединения и отсоединения компонентов для поверхностного монтажа (КдПМ) (10) применяется планарный нагреватель (14), который вырабатывает тепло в ответ на электрический ток. Сопротивление нагревателя изменяется с изменением его температуры, и это сопротивление считывается для определения температуры нагревателя и КдПМ. Предусмотрено средство для захватывания КдПМ таким образом, что Вх/Вых контакты прибора нагреваются за счет теплопроводности от упомянутого планарного нагревателя через боковые стенки КдПМ и/или вдоль этих стенок. На планарный нагреватель (14) подают электрический ток таким образом, что вырабатывается тепло, достаточное для того, чтобы вызвать подсоединение/отсоединение упомянутых Вх/Вых контактов к ПП (12) или от нее. Способ обеспечивает возможность того, что захватывание, нагревание, контроль сопротивления и измерение температуры КдПМ происходят одновременно. Описаны несколько средств захватывания КдПМ, включая вакуумные, механические, клеевые и магнитные. Также описан способ, предусматривающий применение нагревательного элемента для нагревания подложки, на которой могут быть смонтированы КдПМ. 3 н. и 13 з.п. ф-лы, 29 ил.
обеспечение вала, который включает в себя вакуумный канал (62);
сочленение упомянутого картриджа, содержащего упомянутый планарный нагреватель, с одним концом упомянутого вала; и обеспечение компонента (78) вакуумного уплотнения, который сочленяют с упомянутым валом и который проходит вокруг упомянутого планарного нагревателя, причем упомянутый планарный нагреватель включает в себя один или более проходов между упомянутым валом и нижней стороной упомянутого нагревателя, так что, когда к упомянутому вакуумному каналу приложен вакуум, а упомянутый компонент вакуумного уплотнения расположен на верхней поверхности упомянутого КдПМ, упомянутый вакуум подают к верхней поверхности упомянутого КдПМ через упомянутый вал и упомянутые проходы так, что верхнюю поверхность упомянутого КдПМ захватывают и нагревают за счет теплопроводности от упомянутого планарного нагревателя через боковые стенки КдПМ и/или вдоль этих стенок.
обеспечение вала, который включает в себя вакуумный канал (62);
сочленение упомянутого картриджа, содержащего упомянутый планарный нагреватель, с одним концом упомянутого вала; прикрепление столика (172) к упомянутому планарному нагревателю таким образом, что упомянутый столик оказывается между упомянутым нагревателем и упомянутым КдПМ;
обеспечение компонента (78) вакуумного уплотнения, который сочленяют с упомянутым валом и который проходит вокруг упомянутого планарного нагревателя, причем упомянутый планарный нагреватель и/или упомянутый столик включает в себя один или более проходов между упомянутым валом и нижней стороной упомянутого нагревателя, так что, когда к упомянутому вакуумному каналу приложен вакуум, а упомянутый компонент вакуумного уплотнения расположен на верхней поверхности упомянутого КдПМ, упомянутый вакуум подают к верхней поверхности упомянутого КдПМ через упомянутый вал и упомянутые проходы так, что верхнюю поверхность упомянутого КдПМ захватывают и нагревают за счет теплопроводности от упомянутого планарного нагревателя через боковые стенки КдПМ и/или вдоль этих стенок.
обеспечение планарного нагревателя (300), который вырабатывает тепло в ответ на электрический ток, причем сопротивление упомянутого нагревателя изменяется с изменением его температуры; обеспечение картриджа, к которому крепят упомянутый планарный нагреватель;
обеспечение теплопроводного столика (304); прикрепление упомянутого столика к упомянутому планарному нагревателю; приведение выбранной области подложки, подлежащей нагреванию, в контакт с упомянутым столиком, причем упомянутый нагреватель и упомянутый столик размещают таким образом, что упомянутый столик проводит тепло, вырабатываемое упомянутым нагревателем, к упомянутой выбранной области; и подачу электрического тока на упомянутый планарный нагреватель таким образом, что вырабатывается тепло, достаточное для нагревания упомянутой выбранной области.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для присоединения и пайки выводных гребенок на подложки монтажных плат | 1991 |
|
SU1829131A1 |
| US 4828162 А, 09.05.1989 | |||
| DE 3629171 А1, 17.03.1988. | |||

