Изобретение относится к изготовлению блоков радиоаппаратуры, а именно к устройствам для установки радиодеталей на печатные платы.
Цель изобретения - расширение номенклатуры собираемых изделий за счет возможности присоединения выводных гребенок на смежных сторонах подложек монтажных плат.
Указанная цель достигается тем, что автомат снабжен подвижной вдоль штампа кареткой, установленной с возможностью взаимодействия с роботом и оснащенной подпружиненными штоками, и толкателем упомянутых штоков, на которых закреплены две продольные и две поперечные площадки для подложек с базирующими элементами, расположенными зеркально у каждой пары одноименных площадок и снабженными вырезами под выводные гребенки.
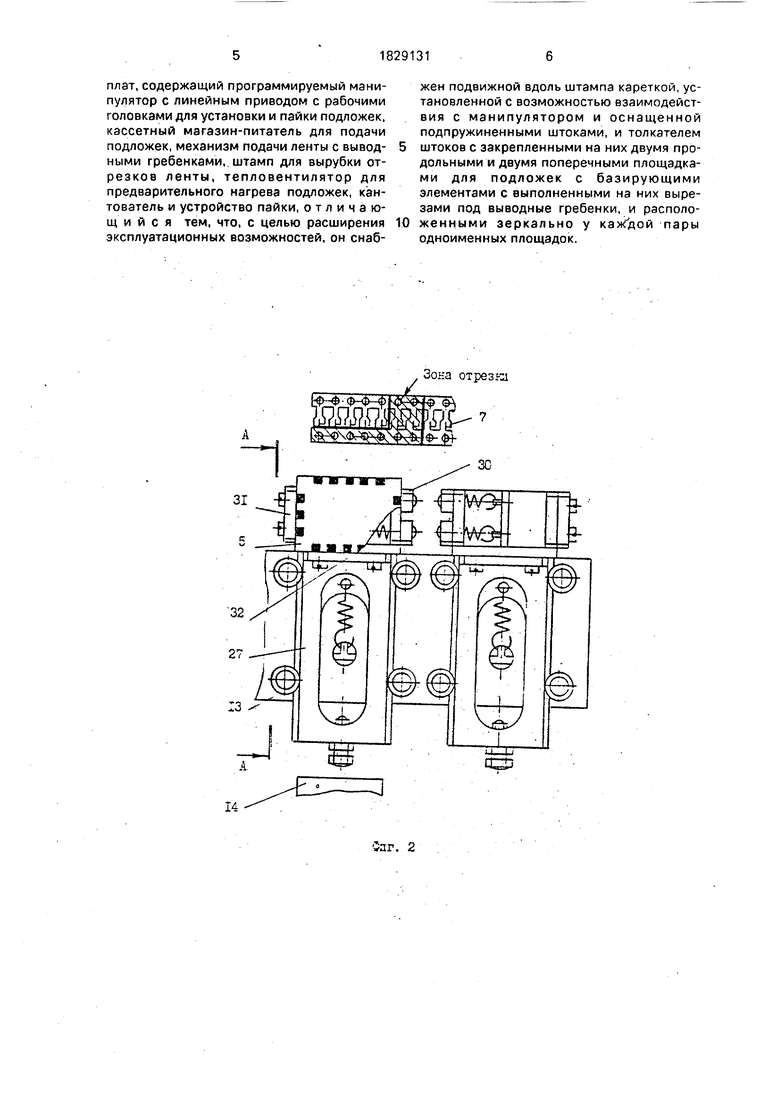
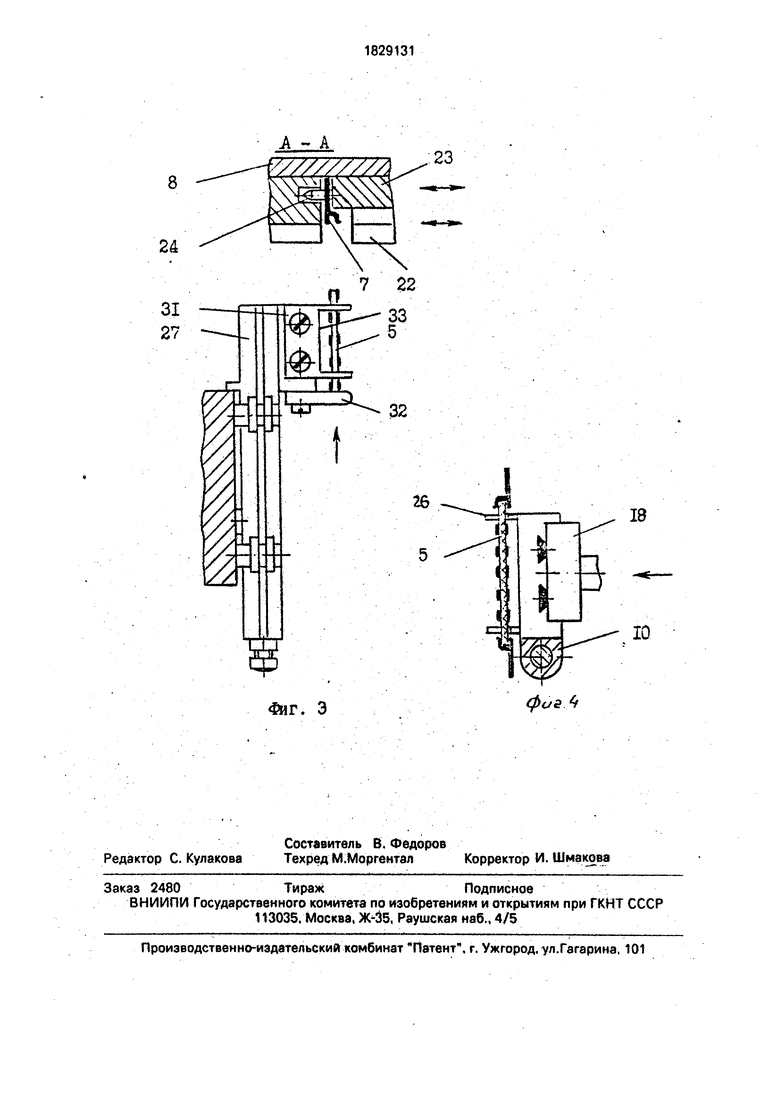
На фиг.1 изображен общий вид автомата; на фиг.2 - каретка, вид сверху; на фиг.З - сечение А-А на фиг.2; на фиг.4 - кантователь, разрез.
Автомат содержит программируемый робот с линейным приводом,на индукторе 1 которого закреплены рабочие головки 2 и 3, кассетный магазин-питатель 4 для подачи подложек 5 монтажных плат, механизм б подачи ленты 7 с выводными гребенками, штамп 8 для вырубки отрезков ленты 7, теп- ловентилятор 9 для предварительного нагрева подложек 5 перед пайкой, кантователь 10, устройство пайки 11, установленную подвижно вдоль штампа 8 в лотке 12 каретку 13 и толкатель 14. Рабочая головка 2 оснащена цанговым захватом 15, поворотным относительно вертикальной оси. Рабочая головка 3 оснащена вакуумным захватом 16, поворотным относительно горизонтальной оси, и фиксатором 17. Кассетный магазин-питатель 4 состоит из транспортера 18, оснащенного рейками 19 для выдачи кассет 20 из стопы и приема кассет в стопу, и фиксирующей площадки 21. Штамп оснащен пуансоном 22 и прижимом 23 с иглами 24, Кантователь 10 имезт две вилообразные плоа1эдки 25 с прижимами 26. Каретка 13 оснащена подпружиненными штоками 27, на которых закреплены две продольные и две поперечные площадки 28 и 29 с базирующими элементами для подложек 5, выполненными в виде прижимов 30 и планок 31 и 32, в которых выполнены прорези 33 под выводные гребенки. Прижимы 30 и планки 31 установлены зеркально у каждой пары одноименных площадок 28 и 29, что дает возможность при присоединении отрезков ленты 7 к противоположным сторонам подложки 5 сохранить
единство баз. Для взаимодействия с фиксатором 17 в каретке 13 выполнен паз 34, а для облегчения хода каретки 13 в ее основании выполнены каналы воздушной смазки (на
чертеже не показаны).
Автомат работает следующим образом.
Стопа кассет 20 с подложками 5 устанавливается на транспортер 18, одна из кассет поступает на фиксирующую площадку 21. Цанговым захватом 15 подложка 5 берется за углы и переносится с кассеты 20 на одну из площадок 28,29, при этом подложка 5 поворачивается таким образом, чтобы базовая сторона подложки прилегала к планке 30. Включается механизм 6 и подает в штамп 8 ленту 7, Опускается прижим 23 и фиксирует ленту 7 по перфорационным отверстиям иглами 24. Срабатывает пуансон
0 22 и производит вырубку отрезка ленты 7. Фиксатор 17 устанавливается в паз 32 каретки 13, индуктор 1 сдвигает каретку 13, обеспечивая точное взаимное расположение подложки 5 и отрезка ленты 7. Срабаты5 вает толкатель 14 и производится присоединение отрезка ленты 7 к одной стороне подложки 5. Поднимается прижим 22 и подложка 5 отводится от штампа 8. В той же последовательности производятся опера0 ции присоединений отрезков ленты 7 к другим сторонам подложки 5, Затем подложка 5 цанговым захватом 15 устанавливается на одну из площадок 25 кантователя 10. Включается тепловентилятор 9 и производит на5 грев подложки 5. В это время производится присоединение отрезков ленты 7 к другой подложке 5 и установка ее на кантователь 10. Кантователь 10 переводится в вертикальное положение. Индуктор 1 устанаали0 вает вакуумный захват 16 в пазу площадки 25, при ходе вперед снимает нагретую подложку 5 с площадки 25 и последовательно каждой стороной погружает в ванны с флюсом и припоем устройства пайки 11. После
5 пайки индуктор 1 перемещается в обратном направлении и устанавливает подложку 5 в вертикальном положении на кантователь 10. Кантователь переводится в горизонтальное положение. Готовая подложка 5 цанго0 вым захватом 15 переносится на кассету 20. Цикл закончен.
Автомат снабжен комплектом сменных площадок для подложек стандартных размеров и имеет возможность быстрой пере5 наладки без подрегулировки.
При необходимости автомат может быть встроен а линию сборки плат.
Формул а изобретения Автомат для присоединения и пайки выводных гребенок на подложки монтажных
плат, содержащий программируемый манипулятор с линейным приводом с рабочими головками для установки и пайки подложек, кассетный магазин-питатель для подачи подложек, механизм подачи ленты с выводными гребенками, штамп для вырубки отрезков ленты, тепловентилятор для предварительного нагрева подложек, кантователь и устройство пайки, отличающийся тем, что, с целью расширения эксплуатационных возможностей, он снаб
жен подвижной вдоль штампа кареткой, установленной с возможностью взаимодействия с манипулятором и оснащенной подпружиненными штоками, и толкателем штоков с закрепленными на них двумя продольными и двумя поперечными площадками для подложек с базирующими элементами с выполненными на них вырезами под выводные гребенки, w расположенными зеркально у каждой пары одноименных площадок.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС | 1996 |
|
RU2106674C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для сборки модулей | 1979 |
|
SU873309A1 |
| Установка для пайки выводов полупроводниковых приборов | 1982 |
|
SU1031660A1 |
| ЕМКОСТНЫЙ ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2010199C1 |
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| СПОСОБ ИЗОЛЯЦИИ ПРИ МОНТАЖЕ ПЕРЕВЕРНУТЫХ КРИСТАЛЛОВ | 2016 |
|
RU2648311C2 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
Изобретение относится к технологическому оборудованию для производства радиотехнических изделий. Целью изобретения является расширение эксплуатационных возможностей. Подложка 5 захватом 15 поочередно поворачивается и устанавливается на площадки 28,29. Индуктор 1 программируемого робота передвигает каретку 13 по лотку 12, обеспечивая точное взаимное расположение боковых сторон подложки 5 с вырубленными в штампе 8 отрезками ленты 7с выводными гребенками. Толкатель 14. воздействия на штоки 27, производит присоединение отрезков ленты 7 к боковым сторонам подложки 5. Перед пайкой подложка 5 устанавливается на кантователь 10 и переводится в вертикальное положение. Вакуумный захват 16 снимает подложку с кантователя 10и последовательно каждой стороной погружает в ванны устройства пайки 11. После пайки подложка 5 переносится на кассету 20. Достижению поставленной цели способствует наличие каретки 13, установленной с возможностью взаимодействия с роботом, штоков 27, толкателя 14 и площадок 28, 29 с зеркальным расположением базирующих элементов. 4 ил. (Л С / 00 ю ю W 18 21 20 -19 Фиг-. 7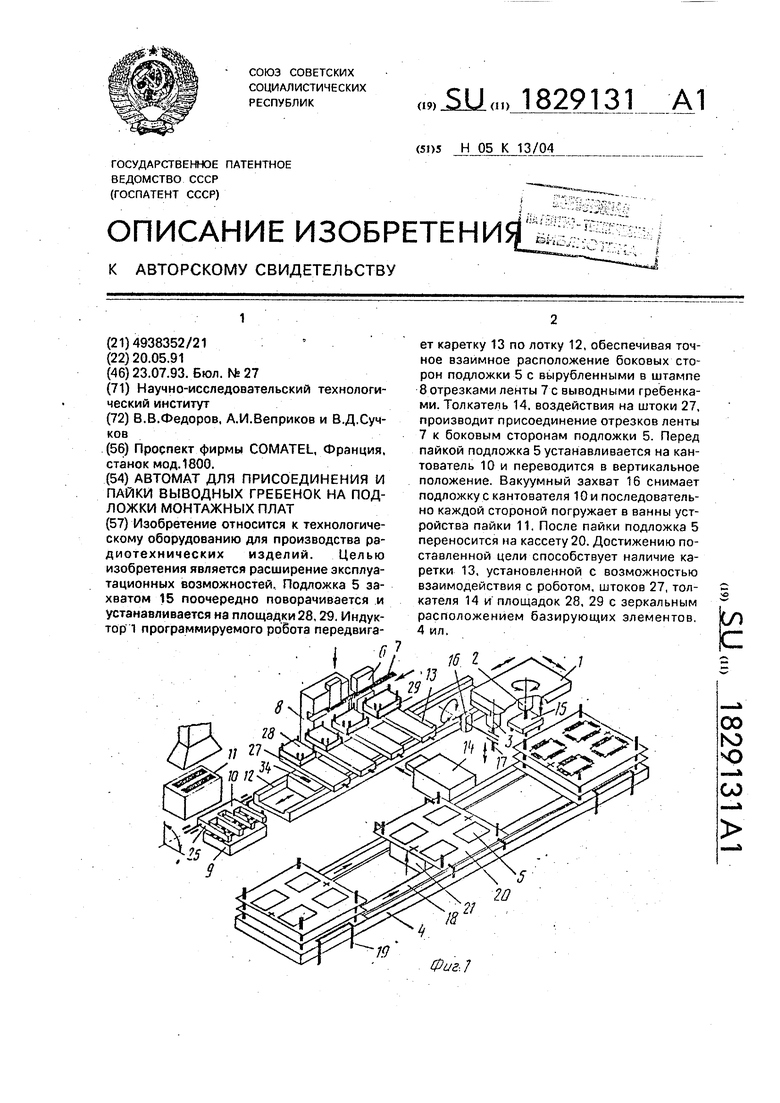
Зона отрезка
ваг. 2
А - А
8
24
31
27
4ИГ. 3
18
10
(раз 4
| Проспект фирмы COMATEL, Франция, станок мод | |||
| Всасывающе-нагнетательное устройство для передвижения судов | 1925 |
|
SU1800A1 |
