Линия предназначена для выпуска различных пенобетонных изделий и может быть использована в строительстве и промышленности строительных материалов.
В настоящее время пенобетон широко применяется в промышленном и гражданском строительстве, в том числе и как теплоизоляционный материал с пониженной плотностью.
Известна технологическая линия по производству пенобетонных изделий, содержащая узел подготовки цементно-песчаного раствора, пеногенератор, емкость для пенообразующего раствора, пенобетоносмеситель, устройство для получения активированной воды, гомогенизатор и СВЧ-установку (RU 2207951 С1). К недостаткам этой линии следует отнести ее сложность, громоздкость, большие затраты при использовании СВЧ-установки.
Наиболее близким к предложенному изобретению является технологическая линия для производства пенобетонных изделий, содержащая бункера с питателями-дозаторами для сухих компонентов - цемента и песка, баки для воды затворения или водною раствора с добавками, пеногенератор и пенобетоносмеситель (RU 2242362, кл. В28С 5/38).
Недостатками этой линии являются: значительная материалоемкость и энергоемкость, повышенный расход цемента, сложность получения пенобетонных изделий низкой плотности (200-250 кг/м3), высокая стоимость СВЧ-установок.
Задачей предлагаемого технического решения является создание линии, обеспечивающей получение однородной поризованной смеси, упрощение процесса производства, экономия цемента в результате получения пенобетона со средней плотностью менее 250 кг/м3.
Решение поставленной задачи достигается тем, что технологическая линия по производству пенобетонных изделий включает установленные в технологической последовательности и связанные транспортными средствами бункера и питатели для сухих компонентов - цемента и песка, емкость с устройством для подачи воды, смеситель, емкость с дозатором для раствора пенообразователя, пеногенератор, пенобетоносмеситель и резательный комплекс для получения пенобетонных изделий, при этом бункера с питателями для сухих компонентов и устройство для подачи воды сообщены со смесителем, а пеногенератор и смеситель сообщены с пенобетоносмесителем, отличающаяся тем, что дополнительно содержит бункер с питателем для фиброволокна и устройство для подачи сжатого воздуха в пеногенератор, смеситель выполнен в виде активатора, содержащего цилиндрический корпус и нижнюю коническую часть, в которой расположен приводной вал с закрепленным на нем перемешивающим диском с прорезями, корпус активатора размещен вертикально на стойках и связан с тензодатчиками тензовесового терминала, расположенными между обечайками, причем верхняя обечайка закреплена жестко на корпусе активатора, а нижняя на стойках, тензодатчики соединены с приводами питателей сухих компонентов и устройством подачи воды, обеспечивая регулирование их загрузки в активатор, резательный комплекс содержит резательную машину с платформой для пенобетонного массива, устройство для вертикальной резки массива на отдельные блоки в виде распиловочных цепей, натянутых на раме, толкатель, установленный с возможностью перемещения вдоль платформы, и узел управления работой элементов комплекса.
Применение смесителя, выполняющего функции перемешивания и активирования смеси, и тензовесового терминала, обеспечивающего высокую точность дозировки компонентов (0,2%), позволяет упростить процесс производства и получить изделия со средней плотностью менее 250 кг/м3 с расходом цемента 170-200 кг/м3. Этому способствует также дополнительный бункер с питателем для фиброволокна, которое уменьшает осадку пенобетопной смеси, и установка с распиловочными цепями, обеспечивающая получение блоков правильной геометрической формы при их относительно невысокой прочности.
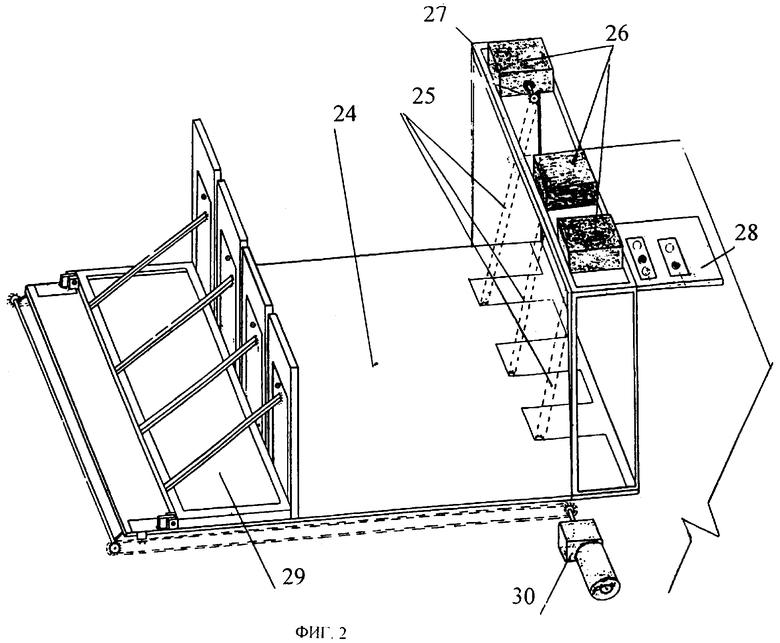
На фиг.1 приведена схема линии для производства пенобетонных изделий, а на фиг.2 - схема узла разрезки.
Линия состоит из бункеров 1, 2 и 3, емкости для воды 4, которые через питатели 5, 6 и 7 вяжущего, заполнителя и фиброволокна и устройства для дозировки воды или химических добавок в виде клапана 8 связаны с активатором 9, содержащим опоры 10, обечайки 11, тензодатчики 12, приводной вал 13 с диском 14 и электродвигатель 15, пеногенератора 16, который связан с насосом для подачи раствора пенообразователя 17, емкостью раствора пенообразователя 18 и воздушным компрессором 19, а также пенобетоносмесителем 20. Кроме того, технологическая линия включает пост заливки массива 21, пост выдержки 22, устройство для поперечной и продольной разрезки массива 23 и пост твердения изделий 24, на котором блоки укрываются для сохранения тепла, выделяемого при твердении цемента, что позволяет обойтись без специальных устройств для тепловой обработки изделий.
Установка для поперечной разрезки массива 23 состоит из платформы для пенобетонного массива 24, распиловочных цепей 25, быстроходных двигателей резки 26, рамы 27, пульта управления 28, толкателя 29, тихоходного двигателя 30.
Аналогичным образом устроена установка для последующей продольной разрезки, которая расположена под прямым углом к установке для поперечной разрезки.
Линия работает следующим образом. В активатор 9 поступает вода через клапан 8. После заданного количества воды датчики подают сигнал на закрытие клапана 8. Затем включается электродвигатель 10, приводя в движение вал 13 с диском 14, а через питатели 5, 6 и 7 в активатор последовательно загружается цемент, песок и фиброволокно, а тензодатчики подают сигнал на остановку соответствующих питателей после загрузки в активатор заданного количества компонентов. Вал смесителя вращается со скоростью не менее 3000 об/мин, что обеспечивает быструю гомогенизацию смеси за счет ее турбулизации, активацию составляющих смеси путем создания активных центров на поверхности частиц и дополнительной диспергации, что позволяет ускорить процесс взаимодействия цемента с водой и выполнение технической задачи - получение пенобетона со средней плотностью 200-250 кг/м3.
Гомогенизированная смесь подается в пенобетоносмеситель 20, куда одновременно от пеногенератора 16 поступает пена, полученная в результате подачи в пеногенератор насосом 17 раствора пенообразователя из емкости 18 и сжатого воздуха компрессором 19. В пенобетоносмесителе 20 получают пенобетонную смесь со стабильной однородной структурой, которую выгружают в формы 21. После выдержки на посту 22 происходит откидывание бортов формы и массив с помощью захватов перемещают на пост резки 23, где производится сначала поперечная а затем продольная разрезка массива для получения изделий заданной формы, после чего изделия подаются на пост пакетирования готовой продукции 24, где они накрываются колпаком, в который в холодное время подается теплый воздух для окончательного набора прочности изделиями.
Устройство для разрезки массива 23 работает следующим образом. Блок помещается на платформу 24, приводят в движение распиловочные цепи резки 25 электродвигателями 26, расположенными на раме 27, с помощью пульта управления 28. Толкатель 29 перемещает блок вправо с помощью тихоходного двигателя 30. Разрезанные блоки идут на такое же устройство для продольной резки. Цепи позволяют разрезать массив со средней плотностью 200-250 кг/м3, имеющий невысокие прочностные показатели, при этом блоки получаются правильной геометрической формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2470774C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2593685C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2584714C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2242362C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2207951C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2014 |
|
RU2565696C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2015 |
|
RU2598391C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕНОБЕТОННЫХ ИЗДЕЛИЙ И БОРТОСНАСТКА ДЛЯ НИХ | 2002 |
|
RU2213001C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ ПЕНОБЕТОННОЙ СМЕСИ | 1998 |
|
RU2136492C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ЯЧЕИСТЫХ СМЕСЕЙ | 2008 |
|
RU2384402C2 |
Изобретение относится к области изготовления строительных материалов. Технологическая линия для производства пенобетонных изделий включает установленные в технологической последовательности и связанные транспортными средствами бункера и питатели для сухих компонентов - цемента и песка, емкость с устройством для подачи воды, смеситель, емкость с дозатором для раствора пенообразователя, пеногенератор, пенобетоносмеситель и резательный комплекс для получения пенобетонных изделий. При этом бункера с питателями для сухих компонентов и устройство для подачи воды сообщены со смесителем. Пеногенератор и смеситель сообщены с пенобетоносмесителем. Линия дополнительно содержит бункер с питателем для фиброволокна и устройство для подачи сжатого воздуха в пеногенератор, смеситель выполнен в виде активатора. Корпус активатора размещен вертикально на стойках и связан с тензодатчиками тензовесового терминала, расположенными между обечайками. Тензодатчики соединены с приводами питателей сухих компонентов и устройством подачи воды и обеспечивают регулирование их загрузки в активатор. Резательный комплекс содержит резательную машину, содержащую платформу для пенобетонного массива. Технический результат заключается в получении однородной смеси, упрощении процесса и экономии цемента. 2 ил.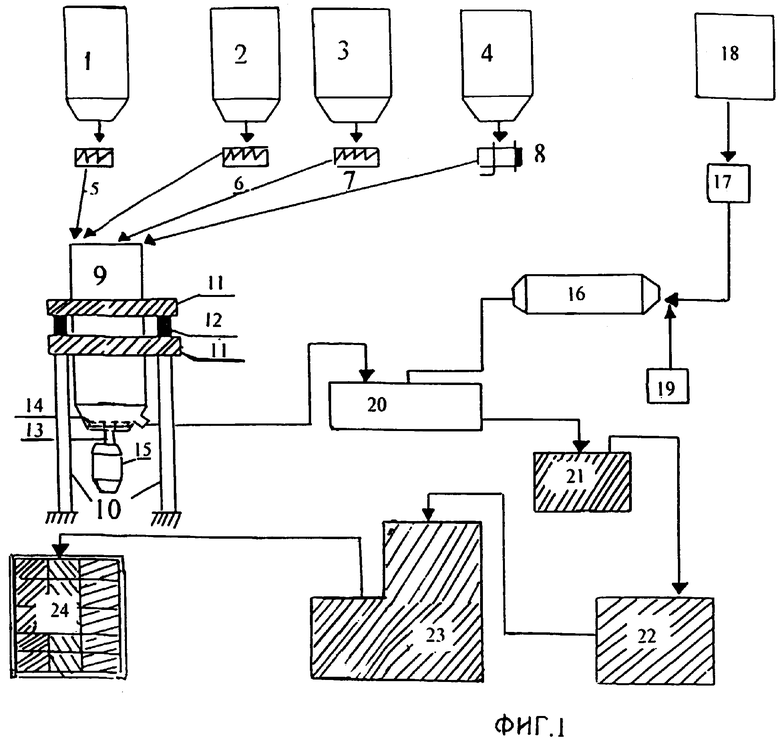
Технологическая линия для производства пенобетонных изделий, включающая установленные в технологической последовательности и связанные транспортными средствами бункера и питатели для сухих компонентов - цемента и песка, емкость с устройством для подачи воды, смеситель, емкость с дозатором для раствора пенообразователя, пеногенератор, пенобетоносмеситель и резательный комплекс для получения пенобетонных изделий, при этом бункера с питателями для сухих компонентов и устройство для подачи воды сообщены со смесителем, а пеногенератор и смеситель сообщены с пенобетоносмесителем, отличающаяся тем, что дополнительно содержит бункер с питателем для фиброволокна и устройство для подачи сжатого воздуха в пеногенератор, смеситель выполнен в виде активатора, содержащего цилиндрический корпус и нижнюю коническую часть, в которой расположен приводной вал с закрепленным на нем перемешивающим диском с прорезями, корпус активатора размещен вертикально на стойках и связан с тензодатчиками тензовесового терминала, расположенными между обечайками, причем верхняя обечайка закреплена жестко на корпусе активатора, а нижняя на стойках, тензодатчики соединены с приводами питателей сухих компонентов и устройством подачи воды, обеспечивая регулирование их загрузки в активатор, резательный комплекс содержит резательную машину, содержащую платформу для пенобетонного массива, устройство для вертикальной резки массива на отдельные блоки в виде распиловочных цепей, натянутых на раме, толкатель, установленный с возможностью перемещения вдоль платформы и пульт управления работой элементов комплекса.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕНОБЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2242362C2 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ КЛУБНЕПЛОДОВ | 2008 |
|
RU2392791C1 |
| СПОСОБ ПОВЫШЕНИЯ УСТОЙЧИВОСТИ СЕГНЕТОЭЛЕКТРИЧЕСКОЙ ПЛЕНКИ К МНОГОКРАТНЫМ ПЕРЕКЛЮЧЕНИЯМ | 2013 |
|
RU2529823C1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

