Область техники
Изобретение относится к устройству транспортирования панели, которое транспортирует панель, подлежащую формованию прессом.
Уровень техники
Например, поскольку такое формованное прессом изделие, как панель для автомобиля, имеет сложную форму, то этап формования подразделяется на несколько стадий, и изделие формуют линейно расположенными пресс-формами. В многопозиционном прессе с переносом заготовки по ручьям и в сочлененном прессе, использующем множество прессов, устройство транспортирования панели выполнено с возможностью транспортирования панели, сформованной одним прессом, к следующему по порядку прессу.
До сегодняшнего времени в качестве устройства транспортирования панели для многопозиционного пресса с переносом заготовки по ручьям широко использовалось транспортирующее устройство траверсного типа, такое как описанное в выложенной заявке на патент Японии №10-328766 (далее - Документ 1).
Это устройство содержит подъемную балку, проходящую по всему участку каждой станции пресса и расположенную с возможностью ее подъема в линейном направлении; транспортирующее средство, подвешенное к подъемной балке и выполненное с возможностью возвратно-поступательного перемещения между станциями в линейном направлении; траверсу, выполненную в транспортирующем средстве; и держатель заготовки, прикрепленный к траверсе; при этом устройство одновременно или прерывисто транспортирует заготовки станций.
Это транспортирующее устройство траверсного типа имеет следующие характеристики.
1. Кулачковая приводная система или регулятор движения при помощи серводвигателя переменного тока осуществляет подающее движение формуемой панели между станциями пресса.
2. Панель транспортируется составным движением в направлении подачи (горизонтальное направление) и в подъемном направлении (перпендикулярное направление); и чашечный присос, прикрепленный к транспортирующему средству, называемому траверсой, притягивает панель для ее транспортирования.
3. Траверсы между станциями пресса соединены друг с другом как в подающем, так и в подъемном направлениях; причем траверсы сцеплены между собой для выполнения одинакового движения.
4. Подающие штанги, создающие подающее движение между станциями, расположены на передней стороне или на задней стороне совокупности подающих средств, каждое из которых обычно состоит из каретки, соединяющей траверсы друг с другом, и из соединительного механизма, причем подающее движение осуществляется откидыванием штанг.
Помимо упомянутого транспортирующего устройства траверсного типа использовались и такие устройства транспортирования панели, как, например, описанные в выложенной заявке на патент Японии №7-73756 (далее - Документ 2), выложенной заявке на патент Японии №10-328766 (далее - Документ 3) и в патенте США №6382400 (далее - Документ 4).
В «Многопозиционном подающем устройстве» согласно Документу 2 пара подъемных балок, вертикально перемещаемая подъемником, имеет множество транспортирующих средств, самостоятельно и автономно работающих от линейного двигателя; и заготовку (панель) можно транспортировать с высокой скоростью при помощи линейного двигателя в качестве привода.
В «Транспортирующем устройстве многопозиционного пресса с переносом заготовки по ручьям» согласно Документу 3 подъемная балка имеет множество транспортирующих средств, выполненных с возможностью транспортирования заготовок (панелей) с высокой скоростью при помощи серводвигателя в качестве привода.
«Транспортирующая и позиционирующая система» согласно Документу 4, как показано на фиг.1, содержит устройство 30 привода, имеющее рычажный механизм 23 с выходной секцией 25, которая приводит в действие и позиционирует траверсу 22. Рычажный механизм 23 имеет откидывающую штангу 24, формирующую выходную секцию 25 на одном конце, и эта выходная секция 25 соединена с траверсой 22. Откидывающая штанга 24 соединена с двумя точками опорной точки 28 и с точкой 33 привода через интервал. Интервал между опорной точкой 28 и точкой 33 привода короче интервала между выходной секцией и опорной точкой. Следует отметить, что на этом чертеже ссылочными позициями 21 обозначен каждый держатель заготовки, прикрепленный к траверсе; 22, 32 - направляющий стержень, который соединяет ползун 37 с точкой 33, 41 привода; 41 - двигатель откидывания, который откидывает и приводит в действие направляющий стержень 32; и 45 - устройство прямолинейного перемещения, которое перемещает ползун 37 по вертикали.
Согласно этому варианту осуществления устройство 45 прямолинейного перемещения вертикально перемещает ползун 37, и двигатель 41 откидывания откидывает направляющий стержень 32 и таким образом приводит в действие и позиционирует дальний конец (точку 33 привода) направляющего стержня 32; и перемещение стержня увеличивается в соответствии с передаточным отношением рычажного механизма для приведения в действие и позиционирования траверсы 22, к которой прикреплены держатели заготовки.
Однако устройства согласно Документам 1 и 3 имеют следующие недостатки.
1. Траверсам невозможно придавать разные движения.
2. Поскольку траверсы всех станций перемещаются одновременно, то серводвигатель и блок привода подачи имеют излишне крупные габариты.
3. Поскольку кривые перемещения для станций пресса одинаковые, то необходимо обеспечить такую конфигурацию пресс-формы, при которой кривые перемещения не будут мешать друг другу, при этом формование различных пластин затрудняется.
Помимо этого, в системе линейного двигателя согласно Документу 2 заготовку можно подавать с высокой скоростью линейным двигателем, хотя при этом требуется отдельный подъемный механизм, и вся конструкция усложняется и становится более громоздкой.
В сервосистеме переменного тока согласно Документу 3 высокую степень жесткости невозможно обеспечить из-за последовательной связи.
В системе откидывающей штанги согласно Документу 4 откидывающая штанга транспортирует панель. С удлинением расстояния транспортирования необходимая длина штанги тоже увеличивается. Отклонение или т.п. штанги обусловливает возникновение вибрации.
При этом если держатели заготовки откидываются (наклоняются) сообразно усложненному прессованию в пресс-форме, то наклоняющее устройство должно располагаться на траверсе отдельно, из-за чего конструкция усложняется. Существует проблема увеличения веса подвижного узла, из-за чего затрудняется в еще большей степени обеспечение высокой скорости.
Краткое описание изобретения
Настоящее изобретение разработано для решения этих проблем. То есть, основной целью изобретения является создание устройства транспортирования панели, выполненного с возможностью: 1) придания разных движений станциям пресса; 2) снижения веса подвижного узла; 3) работы с высокой скоростью при помощи блока привода, имеющего короткий ход, даже если расстояние транспортирования является значительным; и 4) увеличения жесткости подвижного узла в целях подавления отклонения и вибраций. Еще одной целью настоящего изобретения является создание устройства транспортирования панели, выполненного с возможностью откидывания (наклона) держателя заготовки, с меньшим весом подвижного узла, без необходимости введения дополнительного к подвижному узлу привода, такого как двигатель.
Согласно настоящему изобретению создано устройство транспортирования панели, содержащее устройство удержания панели, выполненное с возможностью удержания панели, второй рычажный механизм, соединенный с устройством удержания панели, первый рычажный механизм, шарнирно прикрепленный ко второму рычажному механизму, механизм перемещения, выполненный с возможностью перемещения первого рычажного механизма в направлении транспортирования панели, и механизм откидывания, выполненный с возможностью откидывания второго рычажного механизма.
Согласно упомянутому варианту осуществления изобретения когда первый и второй рычаги перемещаются в направлении транспортирования панели механизмом перемещения и когда их откидывает механизм откидывания, то панель, удержанная устройством удержания панели, может транспортироваться в заданном направлении транспортирования. Если перемещение в направлении перемещения панели комбинируется с откидыванием, то обе скорости суммируются. Поэтому, даже если расстояние транспортирования значительное, работа на высокой скорости все же осуществима. Причем это устройство транспортирования панели можно расположить в каждой станции пресса, и станциям пресса можно придать различные движения.
Согласно предпочтительному варианту осуществления изобретения на противоположных сторонах устройства удержания панели пары первых рычажных механизмов, вторых рычажных механизмов, механизмов перемещения и механизмов откидывания расположены симметрично относительно друг друга.
Согласно этому варианту осуществления можно стабильно транспортировать панель.
Второй рычажный механизм содержит выходной элемент, соединенный с устройством удержания панели, промежуточный элемент, составляющий противоположную сторону выходного элемента, и две штанги, соединяющие выходной элемент с промежуточным элементом, которые составляют параллельную связь.
Согласно этому варианту осуществления когда параллельная связь перемещается, то выходной элемент можно поднять и откинуть (наклонить). Поскольку нет необходимости в еще одном приводе, таком как двигатель, на подвижном узле, то подвижный узел можно сделать более легким, и жесткость подвижного узла можно повысить для подавления отклонения и вибрации.
Первый рычажный механизм содержит две штанги, соединяющие промежуточный элемент с механизмом перемещения.
Согласно этому варианту осуществления перемещение механизма перемещения в направлении транспортирования панели можно передать второму рычажному механизму.
Механизм перемещения содержит подающий ползун, к которому шарнирно прикреплен первый рычажный механизм, и исполнительный механизм прямолинейного перемещения, приводящий в действие подающий ползун в направлении транспортирования панели.
Согласно этому варианту осуществления подающий ползун выполнен с возможностью его перемещения в направлении транспортирования панели исполнительным механизмом перемещения, и перемещение подающего ползуна можно передать первому рычажному механизму.
Механизм перемещения выполнен с возможностью перемещения подающего ползуна в направлении транспортирования панели, при этом две штанги первого рычажного механизма удерживаются параллельно друг другу.
Согласно этому варианту осуществления можно выдерживать позицию промежуточного элемента, и устройство удержания панели можно перемещать в направлении транспортирования панели, с одновременным выдерживанием в горизонтальном положении посредством второго рычажного механизма.
Механизм перемещения выполнен с возможностью отдельного приведения в действие двух штанг первого рычажного механизма для перемещения подающего ползуна в направлении транспортирования панели и наклона устройства удержания панели.
Согласно этому варианту осуществления можно наклонить позицию промежуточного элемента, и устройство удержания панели можно наклонить посредством второго рычажного механизма.
Механизм откидывания содержит откидывающий рычажный механизм, шарнирно прикрепленный к первому рычажному механизму и ко второму рычажному механизму, и исполнительный механизм прямолинейного перемещения, приводящий в действие откидывающий рычажный механизм.
Согласно этому варианту осуществления когда исполнительный механизм перемещения приводит в действие откидывающий рычажный механизм, то второй рычажный механизм можно откидывать по отношению к первому рычажному механизму.
Исполнительный механизм прямолинейного перемещения механизма откидывания выполнен с возможностью перемещения ползуна откидывания, шарнирно прикрепленного к откидывающему рычажному механизму в направлении транспортирования панели.
Согласно этому варианту осуществления исполнительный механизм прямолинейного перемещения выполнен с возможностью перемещения ползуна откидывания в направлении транспортирования панели, и перемещение ползуна откидывания можно передать откидывающему рычажному механизму.
При этом могут быть установлены исполнительный механизм прямолинейного перемещения механизма перемещения и исполнительный механизм прямолинейного перемещения механизма откидывания.
Согласно этому варианту осуществления приводной узел, перемещающий ползуны в направлении транспортирования панели, можно выполнить компактными, причем нет необходимости во введении такого привода, как двигатель, в подвижные узлы первого и второго рычажных механизмов и откидывающих рычажных механизмов.
Исполнительный механизм прямолинейного перемещения механизма перемещения и исполнительный механизм прямолинейного перемещения механизма откидывания могут быть шариковым винтом и шариковой гайкой, синхронизирующими ремнями, гидроцилиндрами, зубчатой реечной передачей или линейными двигателями.
При использовании исполнительных механизмов прямолинейного перемещения ползуны могут линейно действовать с высокой скоростью и их можно правильно позиционировать.
Устройство удержания панели может содержать траверсу, соединенную со вторым рычажным механизмом, и держатель заготовки, прикрепленный к траверсе.
Согласно этому варианту осуществления второй рычажный механизм перемещает и откидывает траверсу, и устройство удержания панели, прикрепленное к траверсе, может выполнять нужное действие.
Другие цели и преимущественные признаки изобретения станут очевидными после прочтения нижеприведенного описания со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
Фиг.1 - вид в перспективе обычного устройства транспортирования панели.
Фиг.2 - вид в перспективе линии прессов, содержащей устройство транспортирования панели согласно настоящему изобретению.
Фиг.3 - вид в перспективе первого варианта осуществления устройства транспортирования панели согласно настоящему изобретению.
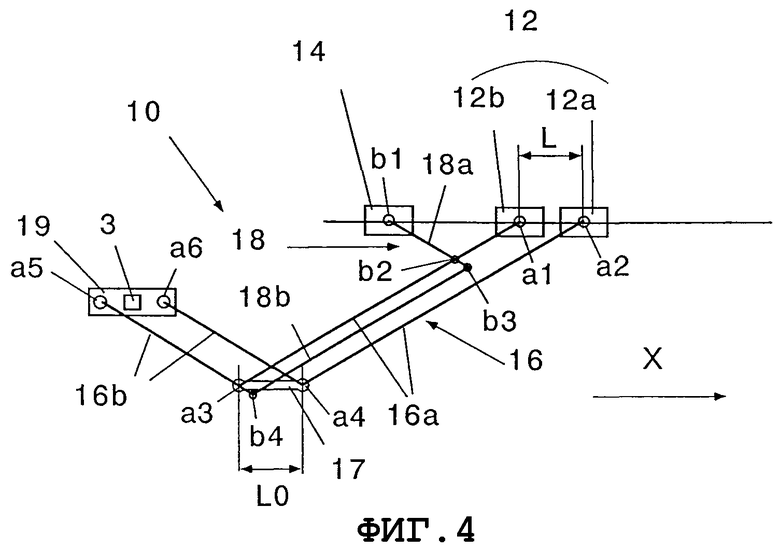
Фиг.4 - принципиальная схема устройства транспортирования панели с фиг.3.
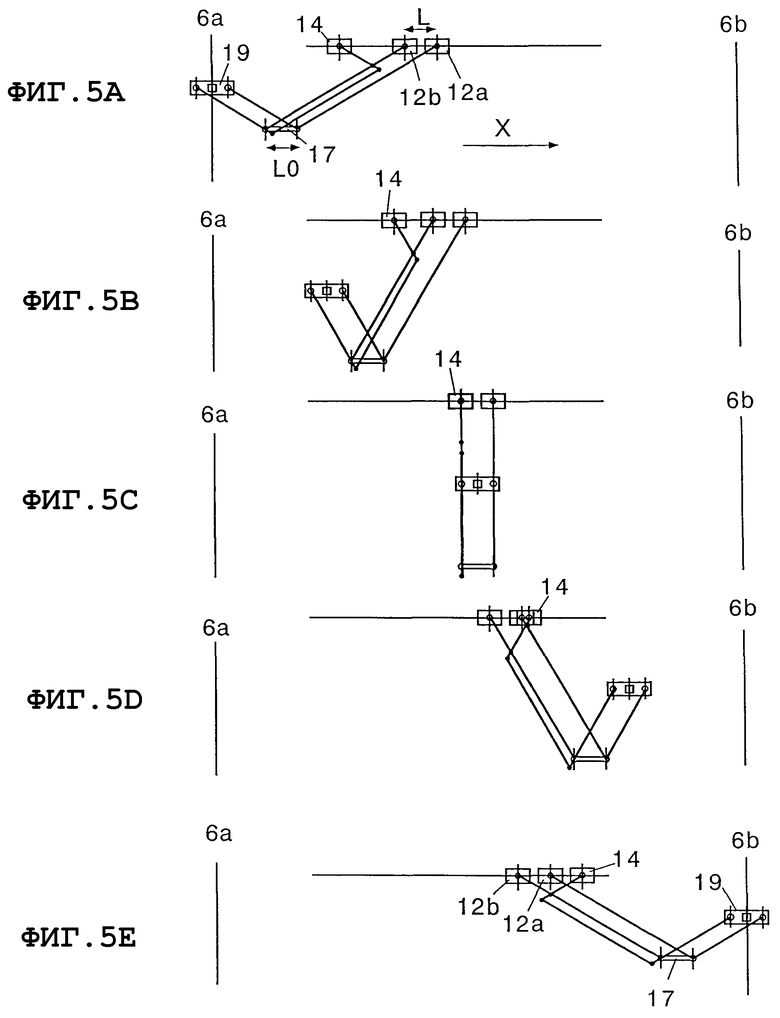
Фиг.5А-5Е - пояснительные виды действия устройства транспортирования панели с фиг.3.
Фиг.6А и 6В - пояснительные виды подъемной операции устройства транспортирования панели с фиг.3.
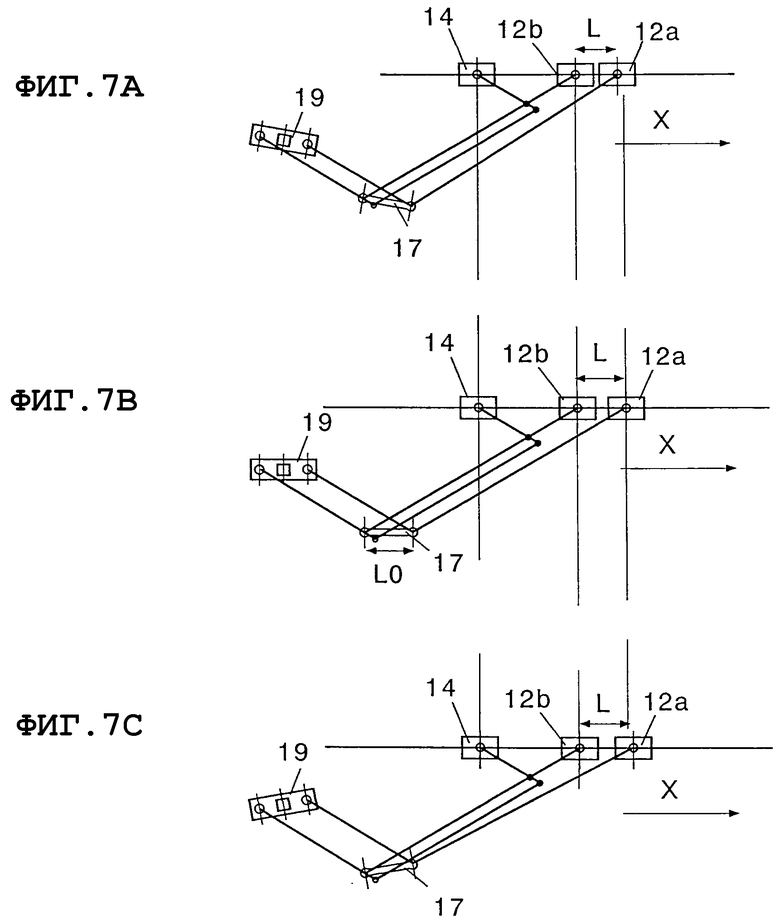
Фиг.7А, 7В и 7С - пояснительные виды наклоняющего действия устройства транспортирования панели с фиг.3.
Фиг.8 - схематический вид одного примера кривой движения устройства транспортирования панели с фиг.3.
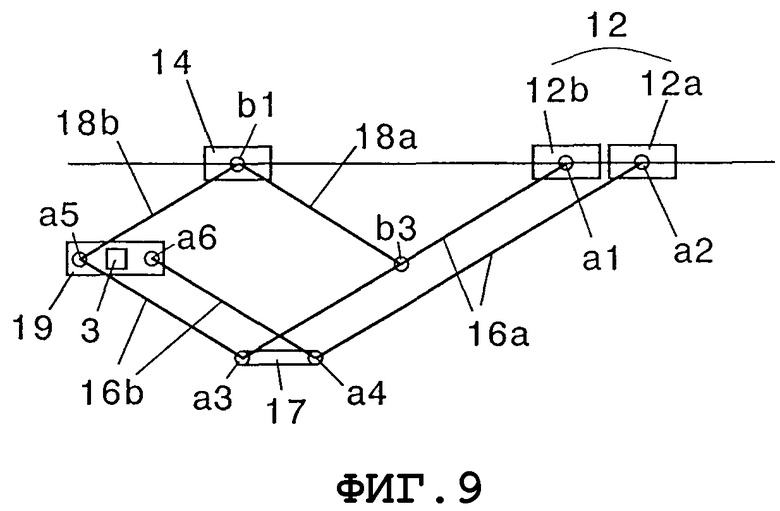
Фиг.9 - принципиальная схема второго варианта осуществления устройства транспортирования панели согласно изобретению.
Фиг.10 - принципиальная схема третьего варианта осуществления устройства транспортирования панели согласно изобретению.
Описание предпочтительного варианта осуществления изобретения
Варианты осуществления изобретения далее описаны со ссылкой на чертежи. Следует отметить, что на каждом чертеже общие компоненты обозначены одними и теми же ссылочными позициями и их повторное описание не приводится.
Фиг.2 представляет собой вид в перспективе линии прессов, содержащей устройство транспортирования панели согласно настоящему изобретению. На этом чертеже для удобства описания показаны две станции 6 пресса на предшествующей стороне и на последующей стороне и устройство транспортирования панели согласно изобретению, расположенное между станциями, но в действительности эта линия имеет несколько станций пресса, например от двух до пяти.
Устройство транспортирования панели согласно изобретению расположено между станциями 6 и 6 пресса и принимает формованный материал (панель) 1 от предшествующей станции 6 пресса и транспортирует материал в последующую станцию 6 пресса.
Устройство транспортирования панели согласно изобретению содержит пару подающих средств 10, симметрично расположенных на противоположных сторонах каждой станции пресса, которая транспортирует формуемую панель 1 в направлении Х подачи.
Пара подающих средств 10 установлена между стойками 7 пресса, расположенными между станцией 6 пресса предшествующей стороны и станцией 6 пресса последующей стороны. Соответствующие подающие средства 10 симметрично взаимодействуют по отношению к направлению Х подачи, перемещают траверсу 3, к которой прикреплен держатель 2 заготовки, в направлении подачи и в вертикальном направлении и транспортируют панель 1 к следующей по порядку станции пресса.
Это подающее средство 10 установлено между станциями 6 и 6 пресса прикреплением противоположных концевых частей этого средства к предшествующей и последующей станциям 6 пресса или к штангам (не показано), расположенным на стойках 7 пресса, или подвешиванием этого средства к потолку.
На фиг.3 показан вид в перспективе первого варианта осуществления устройства транспортирования панели согласно настоящему изобретению. На этом чертеже каждое подающее средство 10 содержит рычажный механизм 16, механизм 20 перемещения, механизм 22 откидывания и устройство 5 удержания панели.
В этом примере каждый механизм 20 перемещения состоит из подающего ползуна 12 и исполнительных механизмов 13 прямолинейного перемещения; при этом каждый механизм 22 откидывания состоит из исполнительных механизмов 13 прямолинейного перемещения, поворотного ползуна 14 и откидывающего рычажного механизма 18, а каждое устройство 5 удержания панели состоит из траверсы 3 и держателя 2 заготовки.
Каждый подающий ползун 12 состоит из первого подающего ползуна 12а и второго подающего ползуна 12b. Первый подающий ползун, второй подающий ползун и ползун 14 откидывания приводятся в действие линейно в направлении Х подачи автономными исполнительными механизмами 13 прямолинейного перемещения соответственно.
В этом примере исполнительные механизмы 13 прямолинейного перемещения являются шариковыми винтами и шариковыми гайками, но настоящее изобретение не ограничивается этим примером, и они могут быть синхронизирующими ремнями, гидроцилиндрами, реечными передачами, линейными двигателями или т.п.
Кроме того, подающие средства 10 имеют направляющие 15 прямолинейного перемещения, которые направляют линейное движение ползунов 14 откидывания, первых подающих ползунов 12а и вторых подающих ползунов 12b соответственно.
При этом исполнительные механизмы 13 прямолинейного перемещения и направляющие 15 прямолинейного перемещения прикреплены к неподвижным компонентам (станинам или т.п.) станций 6 пресса соответственно, и поэтому только подвижные узлы (первые подающие ползуны 12а, вторые подающие ползуны 12b и ползуны 14 откидывания) можно линейно перемещать в направлении Х подачи и правильно позиционировать их числовым программным управлением или т.п.
На фиг.4 показана принципиальная схема устройства транспортирования панели с фиг.3. Согласно этому чертежу каждый рычажный механизм 16 состоит из первого рычажного механизма и второго рычажного механизма. Второй рычажный механизм состоит из выходного элемента 19, соединенного с устройством 5 удержания панели; промежуточного элемента 17, образующего противоположную сторону выходного элемента 19; и пары вторых связей (штанг) 16b, которые соединяют выходной элемент 19 с промежуточным элементом 17; и первый рычажный механизм состоит из пары первых связей (штанг) 16а, которые соединяют промежуточный элемент 17 с подающим ползуном 12.
Пара первых связей 16а имеет одинаковую длину, а также имеет концы а1, а2 (верхние концы на чертеже), шарнирно прикрепленные к подающему ползуну 12 для их поворотного центрирования на горизонтальной оси, и другие концы а3, а4 (нижние концы на чертеже), шарнирно прикрепленные к промежуточному элементу 17 для поворотного центрирования на горизонтальной оси. Следует отметить, что согласно этому чертежу пара первых связей 16а отклоняется в направлении ширины (направлении, перпендикулярном к поверхности чертежа) и откидывается с центрированием на концах а1, а2 и свободно в горизонтальном направлении.
Пара вторых связей 16b имеет одинаковую длину и становится короче, чем первые связи 16а. Пара вторых связей 16b имеет концы а3, а4 (нижние концы на чертеже), шарнирно прикрепленные к промежуточному элементу 17 для поворотного центрирования на горизонтальной оси, и другие концы а5, а6 (верхние концы на чертеже), шарнирно прикрепленные выходному элементу 19 для поворотного центрирования на горизонтальной оси. При этом пара вторых связей 16b отклоняется в направлении ширины (направление, перпендикулярное к поверхности чертежа), причем свободно для откидывающего центрирования на концах а3, а4 и в горизонтальном направлении, не мешая ползунам 12, 14 и первым связям 16а.
Как показано на фиг.4, интервал между шарнирно прикрепленными точками а3 и а4 промежуточного элемента 17 установлен на длину L0, равную интервалу между шарнирно прикрепленными точками а5 и а6 выходного элемента 19.
Согласно этому варианту осуществления образуются две параллельные связи а1, а2, а4 и а3 и а4, а3, а5 и а6. Даже при повороте первых связей 16а и вторых связей 16b выходной элемент 19 можно позиционировать параллельно подающему ползуну 12 (т.е. в направлении Х) и выдерживать его в горизонтальном положении без наклона траверсы 3, прикрепленной к этому элементу.
Следует отметить, что здесь описан случай, когда рычажный механизм 16 образует параллельные связи, хотя параллельные связи не должны обязательно формироваться в зависимости от формы выходного элемента 19 или от способа прикрепления траверсы 3.
Каждый откидывающий рычажный механизм 18 состоит из третьей связи 18а и четвертой связи 18b. Один конец b1 третьей связи 18а (верхний конец на чертеже) шарнирно прикреплен к ползуну 14 откидывания для поворотного центрирования на горизонтальной оси; и часть b2 (средняя точка) этой связи шарнирно прикреплена к первой связи 16а. Четвертая связь 18b шарнирно прикреплена к другому концу b3 (нижний конец чертежа) третьей связи 18а и к выдвинутому концу b4 (нижний конец на чертеже) второй связи 16b для поворотного центрирования на горизонтальной оси.
При этом в данном примере интервал между шарнирно прикрепленными точками b2 и b3 задан одинаковым с интервалом между шарнирно прикрепленными точками а3 и b4. Таким образом, формируется третья параллельная связь b2, b3, b4 и а3, а третья связь 18а постоянно параллельна вторым связям 16b.
Следует отметить, что откидывающий рычажный механизм 18 не ограничивается этим примером, и он может иметь другой вариант осуществления при том условии, что первые связи 16а и вторые связи 16b будут выполнены с возможностью их откидывания. В противоположность этому варианту осуществления, например, четвертую связь 18b можно шарнирно прикрепить к средней точке между третьей связью 18а и вторыми связями 16b. Как вариант, четвертую связь можно соединить со связью на противоположной стороне.
Например, как показано на фиг.9, связь 18а шарнирно с возможностью поворота прикреплена к средней точке b3 между верхними элементами а1 и а3 первых связей 16а, и связь 18b шарнирно с возможностью поворота прикреплена к шарнирно прикрепленной точке 5а выходного элемента. В этом случае по сравнению с вариантом осуществлением с фиг.4 расстояние линейного перемещения ползуна 14 откидывания удлиняется, а третья связь 18а и нижняя вторая связь 16b имеют опору в двух местах на точках b1 и b2 и на а3 и а5 соответственно. Поскольку являющиеся связью компоненты не согнуты, то элементы можно сделать более легкими.
Согласно этому варианту осуществления когда ползун 14 откидывания просто линейно перемещается в направлении Х перемещения, то первые связи 16а можно откинуть посредством третьей связи 18а и вторые связи 16b можно откинуть посредством четвертой связи 18b. Поэтому поворотный рычажный механизм 18 не имеет приводного средства, и подвижный узел можно сделать более легким, при этом жесткость подвижного узла можно увеличить для подавления отклонения и вибрации.
На фиг.5А-5Е проиллюстрирована операция подачи, выполняемая устройством транспортирования панели с фиг.3. На чертеже позицией 6а обозначено положение удержания панели станции 6 пресса предшествующей стороны, а 6b - положение монтирования панели на последующей стороне. Этот чертеж показывает, что первый подающий ползун 12а, второй подающий ползун 12b и ползун 14 откидывания линейно перемещаются в направлении Х подачи, при этом сохраняя интервал L между шарнирно прикрепленными точками первого подающего ползуна 12а и второго подающего ползуна 12b как одинаковую длину L0 относительно интервала L0 между шарнирно прикрепленными точками промежуточного элемента 17 или выходного элемента 19.
На фиг.5А показано положение предшествующей станции 6 пресса, поднимающей панель. Из этого положения первый подающий ползун 12а и второй подающий ползун 12b линейно перемещаются к предшествующей стороне, при этом сохраняя интервал L шарнирно прикрепленных точек первого подающего ползуна и второго подающего ползуна как одинаковую длину L0. При этом ползун 14 откидывания приближен к первому подающему ползуну 12а, как показано на фиг.5 В.
Первый подающий ползун 12а и второй подающий ползун 12b дополнительно перемещаются к предшествующей стороне. Ползун 14 откидывания линейно перемещается в положение, в котором он налагается на второй подающий ползун 12b (отклоняется в осевом направлении), как показано на фиг.5С.
Первый подающий ползун 12а и второй подающий ползун 12b далее линейно перемещаются к предшествующей стороне. Ползун 14 откидывания линейно перемещается вправо от первого подающего ползуна 12а, как показано на фиг.5D, 5Е. На фиг.5Е показано положение последующей станции 6 пресса, поднимающей панель.
Как показано на фиг.5А-5Е, согласно варианту осуществления изобретения траверса 3, к которой прикреплен держатель 2 заготовки, прикреплена к части рычажного механизма 16, причем траверса 3 подается и поднимается или опускается линейными движениями подающего ползуна 12 и ползуна 14 откидывания и откидывающими движениями рычажного механизма 16 и откидывающего рычажного механизма 18. Поэтому даже при значительном расстоянии транспортирования операцию на высокой скорости можно осуществить приводным средством, имеющим короткий ход.
Например, если интервал между станциями пресса составляет около 6,5 м, то подающий ползун 12 и ползун 14 откидывания линейно перемещаются наполовину этого интервала или меньше, около 3 м. Поэтому даже когда требуется транспортирование на высокой скорости (10 м/сек или более), то высокоскоростное транспортирование можно легко осуществить при помощи очень практичных исполнительных механизмов 13 прямолинейного перемещения.
На фиг.6А и 6В проиллюстрирована подъемная операция, выполняемая устройством транспортирования панели согласно фиг.3. На фиг.6А показано положение предшествующей станции 6 пресса, поднимающей панель, а фиг.6В - положение предшествующей станции 6 пресса перед подъемом панели станцией, т.е. когда станция удерживает панель. На фиг.6 В тонкая линия показывает положение с фиг.6А.
Как показано на этом чертеже, сохраняя интервал L между шарнирно прикрепленными точками первого подающего ползуна 12а и второго подающего ползуна 12b как одинаковую длину L0, ползуны линейно перемещаются на последующей стороне. Когда ползун 14 откидывания приближен к первому подающему ползуну 12а для уменьшения расстояния между ползуном 14 откидывания и первым подающим ползуном 12а, то выходной элемент 19 перемещается вверх. Когда расстояние между поворотным ползуном 14 и первым подающим ползуном 12а увеличивается, то траверса 3 перемещается вниз. Поэтому, как показано на фиг.6 В, не изменяя положения ползунов в направлении Х подачи, выходной элемент 19 и траверсу 3, прикрепленную к этому элементу, можно поднимать без наклона. Следует отметить, что это обстоятельство также применимо по отношению к последующей станции 6 пресса.
На фиг.7А, 7В и 7С проиллюстрирована операция наклона устройства транспортирования панели с фиг.3. На фиг.7 В показано, что интервал L между шарнирно прикрепленными точками первого подающего ползуна 12а и второго подающего ползуна 12b сохраняется как длина L0, равная длине промежуточного элемента 17; на фиг.7А показано, что интервал L задан более коротким, чем L0; и на фиг.7С показано, что интервал L, наоборот, задан более длинным, чем L0. На этих чертежах положения второго подающего ползуна 12b и ползуна 14 откидывания зафиксированы в направлении подачи.
Как показано на чертежах, при изменении величин подачи первого подающего ползуна 12а и второго подающего ползуна 12b интервал L между шарнирно прикрепленными точками подающего ползуна задан короче, чем интервал L0 между шарнирно прикрепленными точками 'а' промежуточного элемента 17. Либо когда интервал задан более длинным, чем этот интервал L0, то выходной элемент 19 откидывается по отношению к подающему ползуну и держатель заготовки, прикрепленный к этому элементу, можно откинуть (наклонить).
На фиг.8 показана схема одного примера кривой движения устройства транспортирования панели с фиг.3. Согласно этим чертежам, при комбинировании упомянутых операций согласно фиг.5А-5Е и 6, материал (панель) 1, сформованный в станции 6 пресса предшествующей стороны, удерживается и поднимается держателем заготовки, прикрепленным к выходному элементу 19, транспортируется в направлении подачи и опускается станцией 6 пресса предшествующей стороны, и поэтому панель можно позиционировать в пресс-форме в положении формования. Затем панель остается в станции 6 пресса предшествующей стороны, а выходной элемент 19 возвращается в заданное положение готовности для выполнения формования в станциях 6 пресса.
На фиг.10 показана принципиальная схема третьего варианта осуществления устройства транспортирования панели согласно настоящему изобретению. На этом чертеже подающий ползун 12 состоит из первого подающего ползуна 12а и второго подающего ползуна 12b, соединенных друг с другом. Интервал между шарнирно прикрепленными точками первого подающего ползуна 12а и второго подающего ползуна 12b задан на величину L0, равную длине промежуточного элемента 17. Первый подающий ползун 12а и второй подающий ползун 12b перемещаются линейно в направлении Х подачи одним исполнительным механизмом прямолинейного перемещения. Этот вариант осуществления изобретения аналогичен варианту осуществления с фиг.2 и 3.
Следует отметить, что первый подающий ползун 12а и второй подающий ползун 12b могут отклоняться в направлении по ширине (в направлении, перпендикулярном поверхности чертежа), но также могут располагаться по одной линии - без смещения в направлении ширины, хотя показано именно это смещение.
Согласно этому варианту осуществления первый подающий ползун 12а и второй подающий ползун 12b соединены друг с другом и линейно перемещаются в направлении подачи одним исполнительным механизмом прямолинейного перемещения. Поскольку держатель заготовки не должен откидываться (наклоняться), то приводной механизм можно упростить.
Согласно описанному выше варианту осуществления данного изобретения пара взаимно симметричных подающих средств 10 расположена на противоположных сторонах каждой станции пресса в направлении Х подачи панели. Подающие средства 10 могут придавать различные движения станциям пресса.
Каждое подающее средство 10 состоит из подающего ползуна 12 и ползуна 14 откидывания, линейно перемещаемого в направлении Х подачи, и из рычажного механизма 16 и откидывающего рычажного механизма 18, шарнирно прикрепленного к ползунам.
Поэтому подвижные узлы (рычажный механизм и откидывающий рычажный механизм) не обязательно должны иметь приводное средство; причем подвижные узлы можно облегчить, а жесткость подвижных узлов увеличить, чтобы подавить отклонение и вибрацию.
При этом траверса 3, к которой прикреплен держатель 2 заготовки, прикреплена к части рычажного механизма 16; причем траверса 3 подается и поднимается или опускается линейными перемещениями подающего ползуна 12 и ползуна 14 откидывания и откидывающими перемещениями рычажного механизма 16 и откидывающего рычажного механизма 18. Поэтому, даже если расстояние транспортирования значительное, работу на высокой скорости можно выполнять при помощи приводного средства, имеющего короткий ход.
Как упоминалось выше, настоящее изобретение обеспечивает следующие эффекты:
1) Поскольку линейное подающее перемещение скомбинировано с поворотным перемещением, то ход ползуна исполнительного механизма можно задать более коротким, чем расстояние подачи, и можно легко сконструировать такие приводные компоненты, как шариковые винты, винты и исполнительные механизмы прямолинейного перемещения.
2) Поскольку подвижному компоненту не нужен какой-либо привод, такой как двигатель, то подвижный компонент можно сделать более компактным и с меньшим весом.
3) При комбинировании линейных перемещений исполнительных механизмов трех систем на одной стороне транспортирующий компонент на дальнем конце подающего средства может реализовать такие различные перемещения, как подача материала в горизонтальном направлении, вертикальное позиционирование (подъем) в вертикальном направлении и регулирование свободной позиции (наклон), когда материал размещен в пресс-форме.
Поэтому устройство транспортирования панели согласно изобретению обеспечивает такие преимущества, в соответствии с которыми это устройство может придавать разные движения станциям пресса; снизить вес подвижных компонентов; работать с высокой скоростью при помощи приводного средства, имеющего короткий ход; увеличить жесткость подвижного компонента в целях подавления отклонения и вибрации; и откидывать (наклонять) держатель заготовки, при этом подвижный компонент имеет небольшой вес, без введения в подвижный компонент еще одного средства.
Следует отметить, что изобретение не ограничивается излагаемыми выше вариантами осуществления и в нем можно выполнить различные модификации, входящие в его объем.






Изобретение относится к устройствам транспортирования панелей. Устройство содержит механизм удержания панели, первый рычажный механизм, второй рычажный механизм, шарнирно закрепленный с первым рычажным механизмом и соединенный с устройством удержания панели, механизм перемещения и механизм откидывания второго рычажного механизма. Механизм перемещения содержит подающий ползун, к которому шарнирно прикреплен первый рычажный механизм, и исполнительный механизм прямолинейного перемещения для приведения в действие подающего ползуна. При этом механизм перемещения выполнен с возможностью перемещения первого рычажного механизма. Дополнительно устройство удержания панели содержит траверсу, соединенную со вторым рычажным механизмом, и держатель заготовки, прикрепленный к траверсе. Решение направлено на возможность придания механизму удержания различных движений и увеличение скорости транспортировки. 12 з.п. ф-лы, 10 ил.
| US 6382400 В1, 07.05.2002 | |||
| KR 20010062622 А, 07.07.2001 | |||
| JP 2000202741 А, 25.07.2000 | |||
| JP 2002337077 А, 26.11.2002 | |||
| С.Н.Кожевников и др | |||
| Механизмы | |||
| - М.: Машиностроение, 1976, с.537; Е.И.Воробьев и др | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Высшая школа, 1988, с.329. | |||

