Электрические машины, такие как двигатели, генераторы, генераторы переменного тока или другие, обычно состоят из ротора и статора, окружающего ротор и расположенного коаксиально с ним. Ротор и статор, как правило, содержат сердечник, вокруг которого намотаны электрические провода для формирования электромагнитных катушек устройства. Обычно сердечник ротора содержит цилиндрический металлический компонент, имеющий наружные продольные пазы, в которые могут укладываться обмоточные провода. Кольцевой сердечник статора имеет на внутренней поверхности продольные пазы, в которые укладывается обмотка статора.
Настоящее изобретение относится к производству таких сердечников, и предлагается способ и устройство для получения сердечников электрических машин по существу больших диаметров, чем было возможно до настоящего времени.
Шихтованные сердечники для электрических машин получали путем штампования деталей сердечника из листового металла, а затем сборки штампованных деталей в пакет с формированием сердечников электрических двигателей.
В данном процессе листы или полосы металла штампуются с формированием кольцевых деталей для сердечников статоров и дисковидных деталей для сердечников роторов. В процессе штамповки образуется большое количество скрапа, и первая попытка уменьшения его образования была сделана путем штамповки вначале дисковидных деталей для сердечника ротора из листового материала, а затем штамповки кольцевидных деталей, которые образуют сердечник статора из участка листового материала, окружающего отверстие, образованное при удалении детали сердечника ротора. Однако следствием использования данной технологии, обеспечивающей уменьшения образования скрапа, является то, что сердечники ротора и статора формируются из одного листа или полосы металла, и поэтому будут иметь одинаковые магнитные свойства.
Для создания сердечника ротора и сердечника статора, имеющих различные магнитные свойства материала, была разработана технология для раздельного производства сердечников ротора и статора. Дисковидные сердечники ротора штампуются из металлических листов или полос, как раньше. Чтобы уменьшить количество скрапа, образуемого при производстве кольцевых сердечников для статоров, были разработаны способы производства кольцевых сердечников, в которых полоса металла, сформированная с зубчатым краем, навивалась по спирали с формированием кольцевого шихтованного сердечника.
Примеры данного способа можно найти, например, в патенте США №4395815, в котором описано формирование шихтованного сердечника статора путем штамповки отверстий на одном крае металлической полосы, формирование металлической полосы в виде спирали с отверстиями на радиально внутреннем крае каждого витка, и скрепление вместе спиральных витков навитой полосы с использованием продольно направленных болтов, проходящих через слои сердечника рядом с его наружным краем.
Для формирования кольцевого сердечника статора из штампованной полосы используется традиционная технология, которая заключается в навивке полосы, главным образом, на цилиндрическую навивочную оправку с формированием шихтованного сердечника, и последующего захвата ленточного сердечника и переноса его на доводочную оправку немного большего диаметра, чем навивочная оправка. Использование доводочной оправки необходимо, поскольку во время навивки полосы неоднородности толщины или свойства материала полосы могут приводить к формированию щелевых отверстий или отверстий в крае полосы, что приводит к небольшому смещению в навитых витках. Перенос выполняется путем захвата ленточного сердечника и стягивания его в осевом направлении с навивочной оправки с последующим расположением сердечника в осевом направлении на доводочной оправке. Доводочная оправка, как правило, имеет суженый передний конец, чтобы облегчить ее введение в катушку.
Обычно доводочная оправка имеет на своей наружной поверхности проходящие в продольном направлении гребни для взаимодействия с отверстиями на внутренней поверхности ленточного сердечника, чтобы обеспечивать точное совмещение соседних витков сердечника. Доводочная оправка, вследствие своего немного большего диаметра, прилагает растягивающее усилие к виткам катушки, когда катушка установлена на оправке, слегка растягивая материал полосы каждого витка, при этом гребни взаимодействуют с отверстиями в каждом витке полосы для обеспечения точного совмещения.
Следует иметь в виду, что в навитых витках сердечника запасено значительное количество энергии, и даже в случае сердечников малого диаметра требуется громоздкое оборудование для захвата и удержания навитой полосы во время ее переноса на доводочную оправку. Кроме того, необходимо приложить значительное усилие для установки навитых витков на доводочную оправку, поскольку требуется выполнить растяжение витков во время данной операции.
Затем витки навивки фиксируются вместе с формированием шихтованного сердечника, предпочтительно, путем сварки наружных краев сердечника. Затем готовый шихтованный сердечник снимают с доводочной оправки, для чего также требуется приложить значительное усилие, вследствие плотной посадки между теперь уже готовым сердечником и доводочной оправкой.
Специалисту в данной области должно быть понятно, что описанный выше традиционный процесс может быть использован только для производства сердечников статора, которые имеют проходящие в осевом направлении внутренние пазы для укладки обмоток двигателя. Кроме того, данная технология применима только для производства статоров малого диаметра и малой протяженности в осевом направлении, поскольку напряжения, установившиеся в навивке статора в процессе навивки, значительны, и должны преодолеваться с помощью устройств для зажимания и переноса, используемых для перемещения сердечника с навивочной оправки на доводочную оправку, и поскольку необходимы значительные усилия для установки навитых витков на доводочную оправку и для снятия с нее.
Настоящее изобретение направлено на создание способа и устройства для формирования сердечников электрических машин из спирально навитых полос, благодаря которым могут производиться сердечники большего диаметра и большей протяженности в осевом направлении.
Первый аспект настоящего изобретения относится к способу изготовления шихтованного сердечника для электрической машины, включающему в себя этапы, на которых:
выполняют навивку профильной полосы на оправку с формированием спиральной навивки, причем плоскость полосы по существу перпендикулярна оси спиральной навивки;
увеличивают диаметр оправки на первую заранее заданную величину, когда оправка находится внутри навивки, для приложения растягивающего усилия к виткам спиральной навивки;
закрепляют каждый виток растянутой спиральной навивки относительно соседнего витка или витков с формированием шихтованного сердечника;
уменьшают диаметр оправки на вторую заранее заданную величину, большую чем первая заранее заданная величина, для снятия напряжений шихтованного сердечника и
снимают шихтованный сердечник с оправки.
В описанном варианте осуществления витки стиральной навивки закреплены друг относительно друга с помощью линий сварки, проходящих в продольном направлении по наружной поверхности сердечника. В данном варианте осуществления выполнены три линии сварки, проходящие по всей длине сердечника. Однако при этом предполагается, что может быть выполнено большее или меньшее количество линий сварки, и что линии сварки могут проходить по прямым линиям, параллельным оси навивки, или могут проходить вдоль спирали или по другим траекториям. Некоторые или все линии сварки могут проходить вдоль не всей осевой длины шихтованного сердечника. Существенным отличием является то, что каждый виток спиральной навивки закреплен относительно соседних витков, в результате чего образуется единая структура шихтованного сердечника.
Второй аспект настоящего изобретения относится к устройству для изготовления шихтованных сердечников электрических машин, которое содержит:
цилиндрическую оправку регулируемого диаметра;
регулировочные средства для регулирования диаметра оправки между первым, промежуточным диаметром, вторым диаметром, большим, чем первый диаметр, и третьим диаметром, меньшим, чем первый диаметр;
навивочные средства для навивания профильной полосы на оправку с плоскостью полосы, по существу перпендикулярной оси оправки, для формирования навивки сердечника;
зажимные средства для зажима навивки сердечника на оправке;
фиксирующие средства для фиксации вместе витков навивки сердечника для формирования шихтованного сердечника;
разгрузочные средства для снимания шихтованного сердечника с оправки и
управляющие средства для управления действием регулировочных средств, навивочных средств, зажимных средств, фиксирующих средства и разгрузочных средства.
В предпочтительном варианте осуществления управляющие средства выполнены с возможностью управлять навивочными и регулировочными средствами, таким образом, что на первом этапе навивочные средства навивают профильную полосу на оправку, имеющую первый, промежуточный диаметр, для формирования навивки сердечника; на втором этапе управляющие средства предписывают регулировочным средствам расширять оправку до второго диаметра внутри навивки сердечника, чтобы прилагать растягивающее усилие к виткам навивки, управляют зажимными средствами для удержания витков навивки сердечника в правильном положении, и управляют фиксирующими средствами для фиксирования витков друг относительно друга с формированием шихтованного сердечника; и на третьем этапе предписывают регулировочным средствам сжимать оправку до третьего диаметра и управляют разгрузочными средствами для снимания шихтованного сердечника с оправки.
В предпочтительном устройстве предусмотрено множество регулируемых оправок, причем каждая оправка выполнена с возможностью перемещения между навивочной станцией, на которой профильная полоса навивается на оправку с формированием навивки сердечника, станцией доводки и фиксации, на которой навивка сердечника зажимается и фиксируется с формированием шихтованного сердечника, и разгрузочной станцией, на которой шихтованный сердечник снимается с оправки. В наиболее предпочтительном варианте предусмотрены три регулируемые оправки. Три оправки установлены с возможностью циклического перемещения между навивочной станцией, станцией доводки и фиксации, и разгрузочной станцией. В предпочтительном варианте осуществления три оправки установлены на поворотном столе, который поворачивается для последовательного нахождения каждой оправки на навивочной, доводочной и разгрузочной станциях поочередно. Однако предполагается, что может быть предусмотрено больше, чем три оправки. Расширение и сжатие оправки может быть выполнено тогда, когда оправки перемещаются между навивочной, доводочной и разгрузочной станциями, или может быть выполнено тогда, когда оправка находится на одной из навивочной, доводочной и разгрузочной станций.
Кроме того, устройство может содержать станцию штамповки, которая принимает плоскую металлическую полосу и штампует ее для формирования полосовых заготовок, имеющих зубчатый профиль вдоль одного края полосы, готовых для навивки на оправку. Во время операции навивки плоскость полосы по существу перпендикулярна оси оправки, и зубчатый край может быть расположен таким образом, чтобы контактировать с поверхностью навивочной оправки для формирования ленточного сердечника с внутренними пазами для укладки электрической обмотки. Как вариант, во время процесса навивки зубчатый край может быть расположен на некотором расстоянии от поверхности оправки, для получения ленточного сердечника с наружными пазами для укладки электрической обмотки.
Станция штамповки может одновременно вырабатывать две полосовых заготовки, каждая из которых имеет по существу прямой край, соответствующий краю исходной плоской металлической полосы, и зубчатый край, отштампованный из центральной области полосы. Плоская металлическая полоса может быть разрезана таким образом, что зубчатые края двух полосовых заготовок являются встречно гребенчатыми друг с другом, когда они формируются. Каждая полосовая заготовка может включать в себя ряд U-образных или Т-образных элементов, связанных вместе сравнительно узкими перемычками металла.
Станция штамповки может действовать непрерывно для производства одной или двух полосовых заготовок, и может подавать полосовые заготовки в накопительную станцию. Накопительная станция получает непрерывно производимые полосовые заготовки, и периодически подает полосовые заготовки на навивочную станцию, когда формируется каждая навивка сердечника, прерывая подачу полосовой заготовки в навивочную станцию в конце каждой операции навивки. Накопительная станция может иметь два или более шкивов, вокруг которых проходит полосовая заготовка, при этом по меньшей мере один шкив выполнен с возможностью перемещения относительно другого для увеличения и уменьшения длины пробега полосовой заготовки, которая находится в накопительной станции.
В вариантах осуществления, где предусмотрено множество оправок, подача полосовой заготовки прерывается в тот момент, когда оправка, несущая навивку сердечника, перемещается на доводочную станцию, а пустая оправка переносится на навивочную станцию, на которой снова начинается навивка. В вариантах осуществления, где предусмотрена одна оправка, подача полосовой заготовки прерывается в конце операции навивки, и начинается снова, после того как шихтованный сердечник доведен до нужного размера, зафиксирован и снят с оправки. В одном из вариантов осуществления накопительная станция содержит ряд шкивов, вокруг которых протянута полосовая заготовка, при этом по меньшей мере один шкив выполнен с возможностью перемещения для увеличения и уменьшения длины пробега полосовой заготовки, которая находится в накопительной станции.
Третий аспект настоящего изобретения относится к оправке для навивки шихтованных сердечников электрических машин, которая содержит:
трубчатый главный корпус, установленный на опоре с возможностью вращения вокруг оси трубчатого главного корпуса;
внутренний конус, окружающий главный корпус и выполненный с возможностью перемещения в осевом направлении относительно главного корпуса, при этом внутренний конус имеет более широкий конец и более узкий конец и
множество наружных сегментов, установленных на главном корпусе с возможностью радиального перемещения относительно главного корпуса, при этом наружные сегменты взаимодействуют с внутренним конусом таким образом, что осевое перемещение внутреннего конуса относительно главного корпуса приводит к соответствующему радиальному перемещению наружных сегментов с изменением эффективного диаметра оправки.
Предпочтительно оправка имеет нажимную плиту, выполненную с возможностью взаимодействия с более широким концом внутреннего конуса, и управляющий стержень, прикрепленный к нажимной плите и выполненный с возможностью осевого перемещения трубчатого главного корпуса таким образом, чтобы перемещать нажимную плиту и внутренний конус в осевом направлении относительно главного корпуса, и управляющий стержень выполнен с возможностью выборочного перемещения с помощью приводного механизма. Кроме того, оправка может включать в себя упругие элементы, работающие на растяжение, установленные между наружными сегментами и главным корпусом, для поджимания наружных сегментов радиально внутрь к главному корпусу.
Четвертый аспект настоящего изобретения относится к способу изготовления ротора или статора электрической машины, и включает в себя изготовление шихтованного сердечника, как описано выше, и монтаж электрической обмотки на сердечник для образования ротора или статора.
Пятый аспект настоящего изобретения относится к способу изготовления электрической машины, включающему в себя изготовление шихтованного сердечника, как указано выше, монтаж электрической обмотки на сердечнике для формирования ротора или статора, и встраивание ротора и статора в электрическую машину, такую как двигатель или генератор.
Далее варианты осуществления настоящего изобретения будут описаны подробно со ссылками на прилагаемые чертежи, на которых:
Краткое описание чертежей
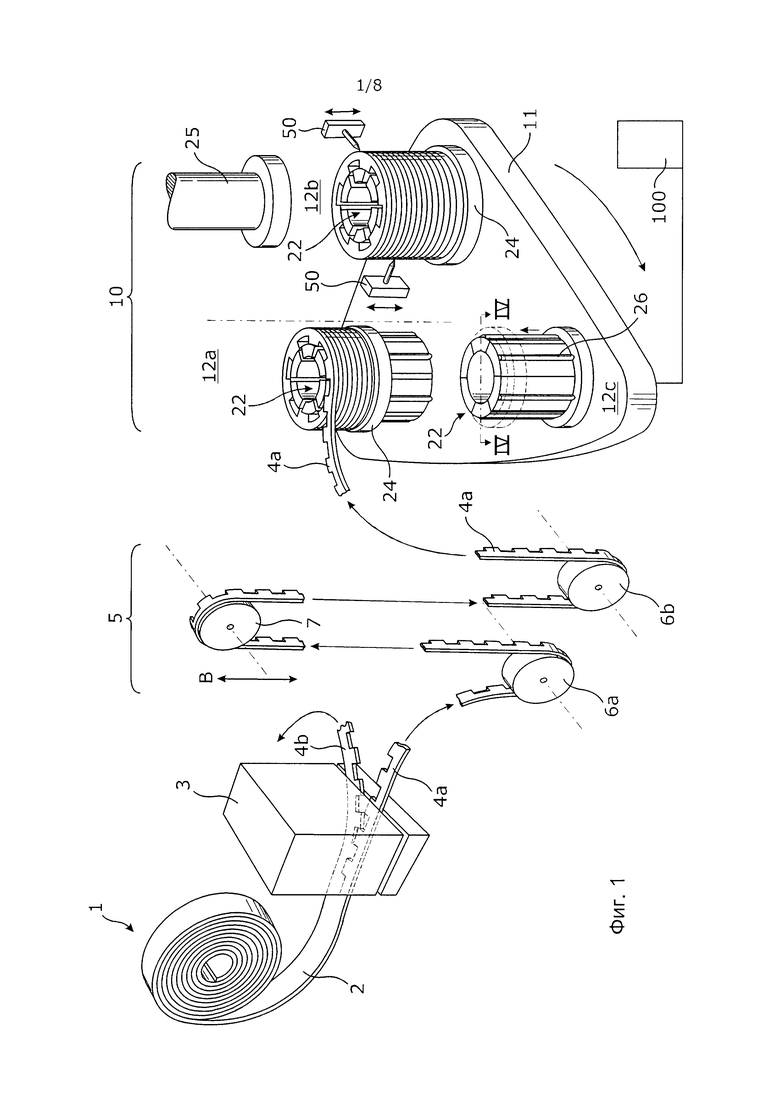
Фиг. 1 схематически иллюстрирует этапы штамповки, накопления, навивки и доводки в процессе;
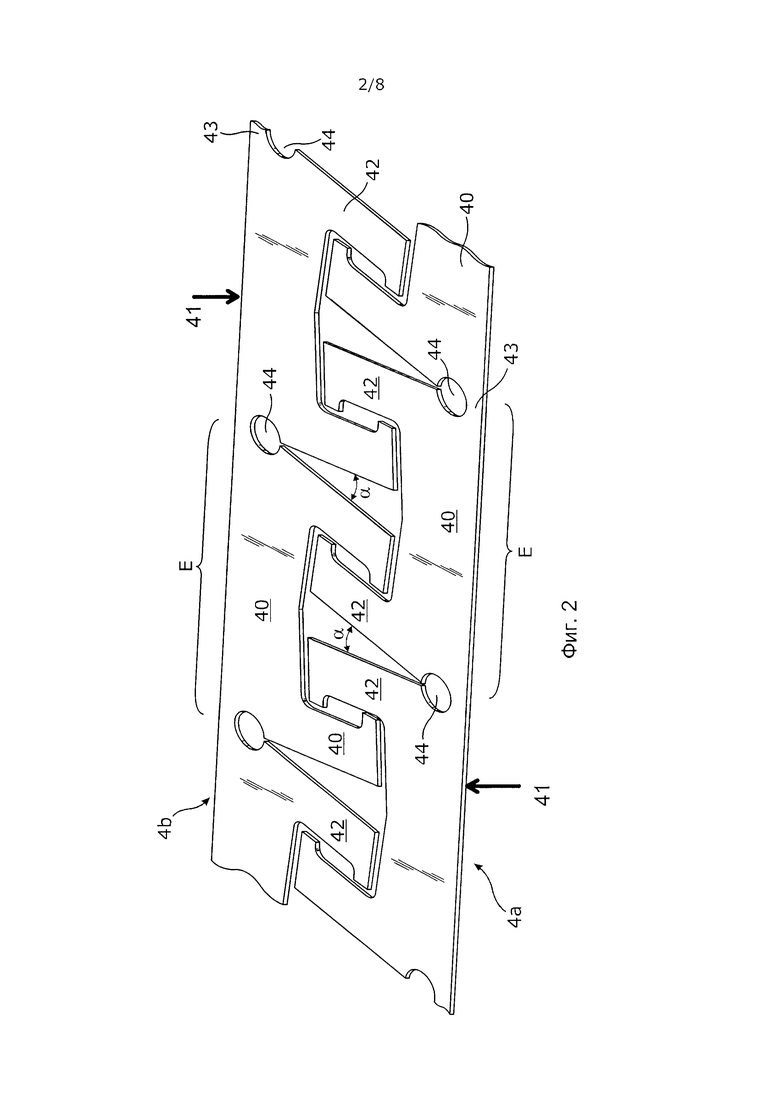
Фиг. 2 изображает вид в перспективе плоской полосы, разделенной с получением двух встречно гребенчатых полосовых заготовок;
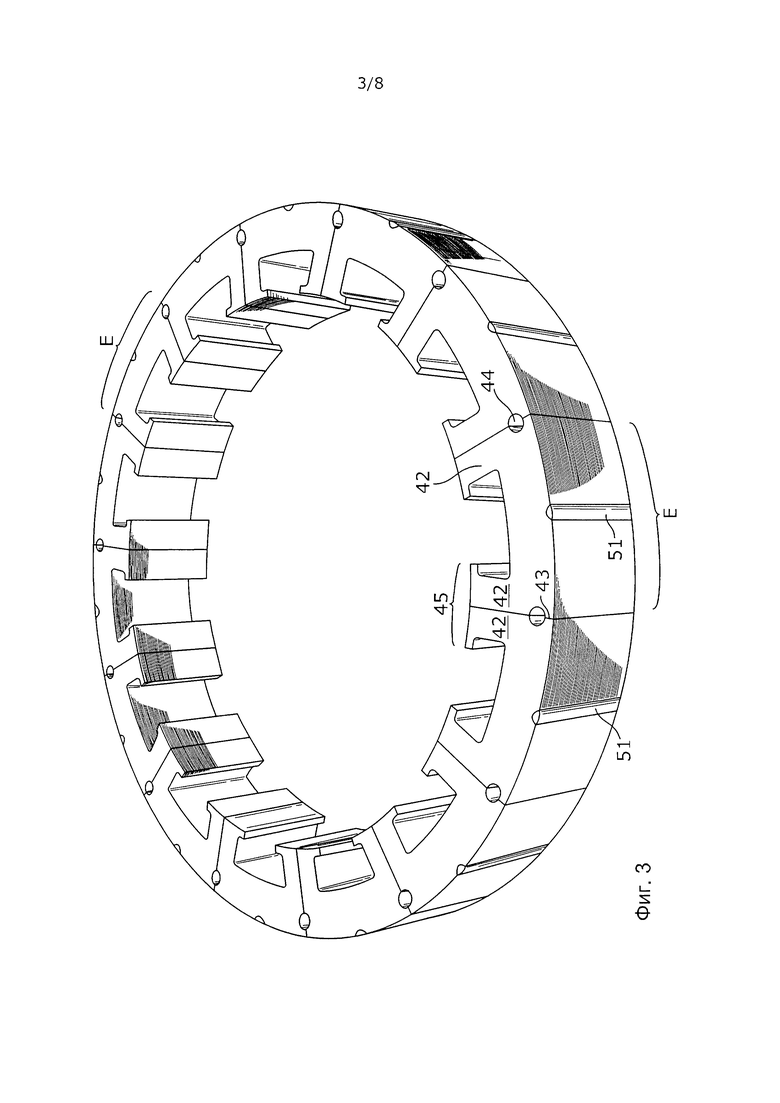
Фиг. 3 изображает вид в перспективе шихтованного сердечника;
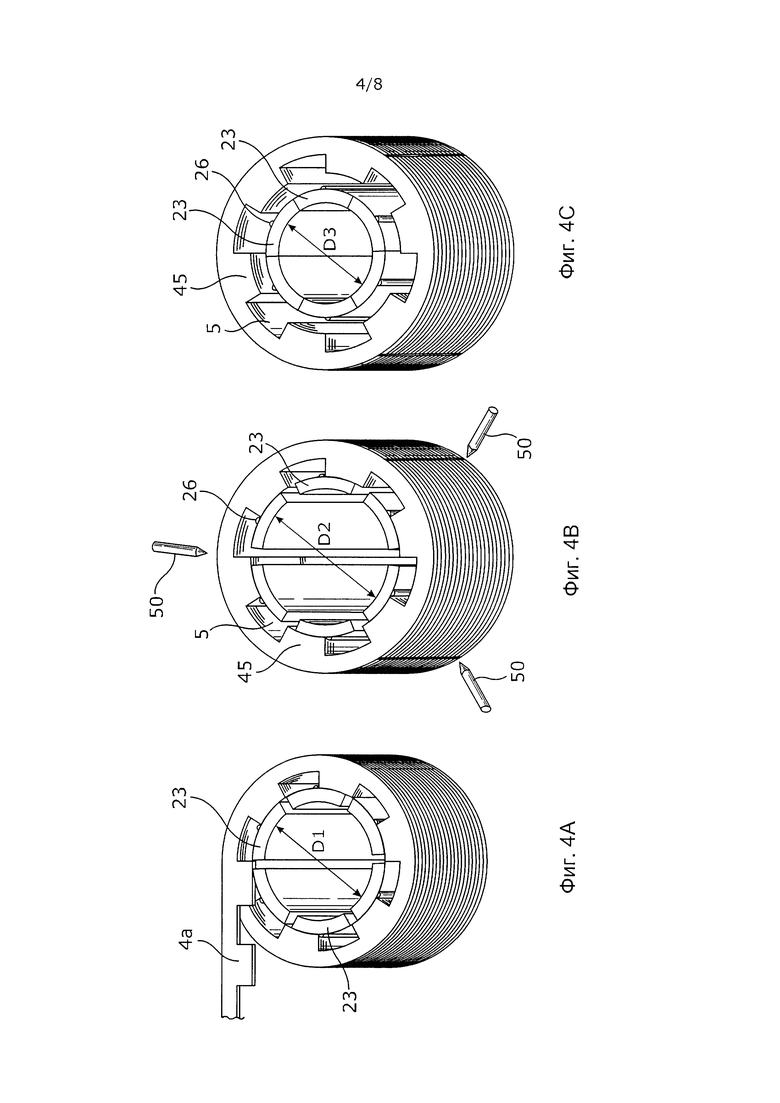
Фиг. 4А-4С схематически изображают виды в перспективе, отображающие различные диаметры оправки, соответствующие операциям навивки, доводки и разгрузки;
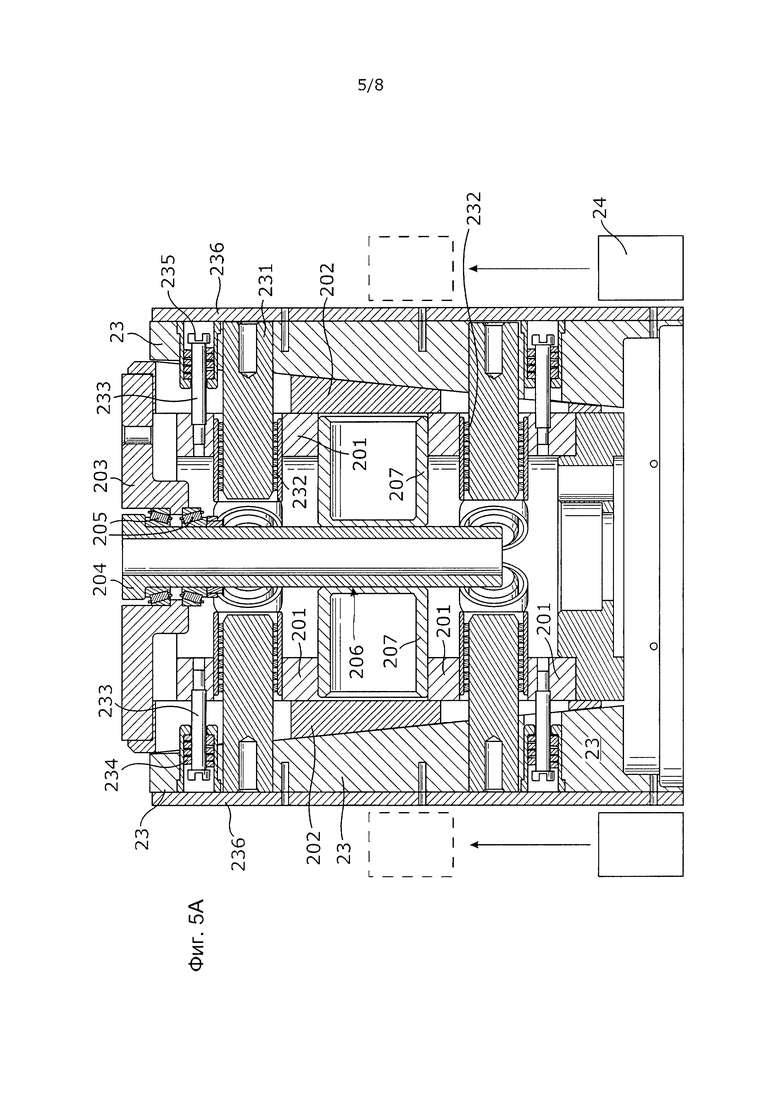
Фиг. 5А изображают виды в поперечном разрезе оправки в положении промежуточного диаметра, для навивки полосы, чтобы формировать навивку сердечника;
Фиг. 5В изображают вид в поперечном разрезе оправки в положении ее увеличенного диаметра, для доводки и фиксации шихтованного сердечника;
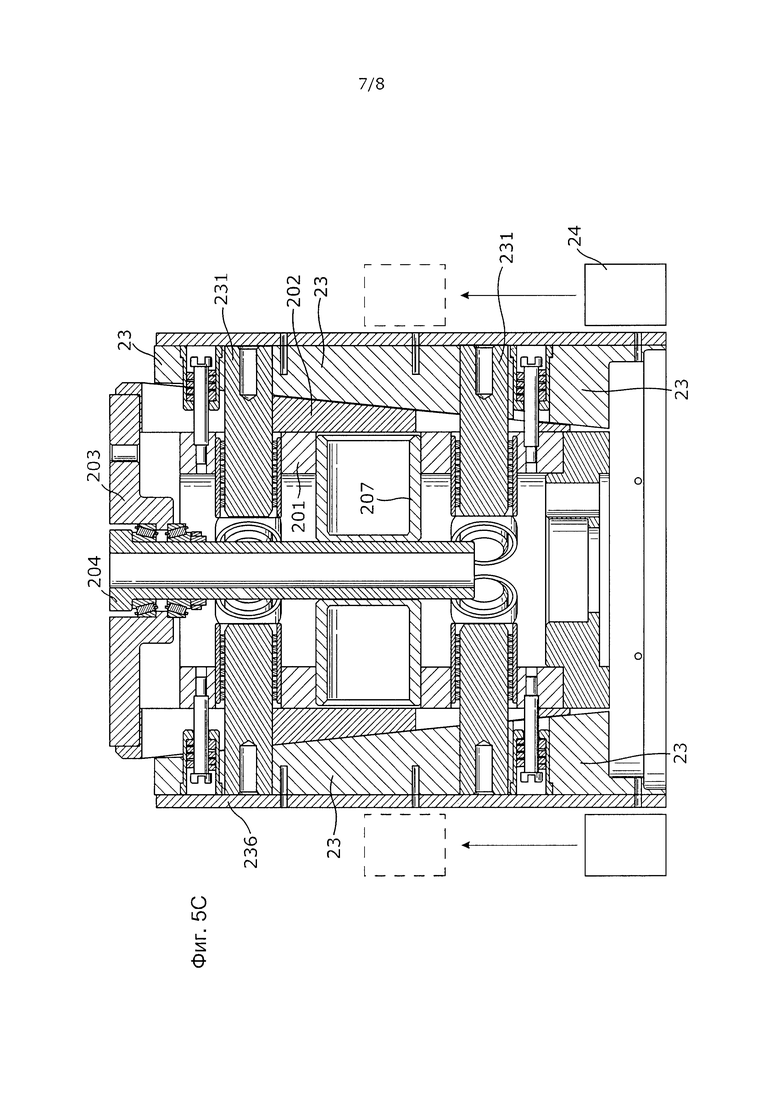
Фиг. 5С изображает вид в поперечном разрезе оправки в положении ее уменьшенного диаметра, для выгрузки шихтованного сердечника и
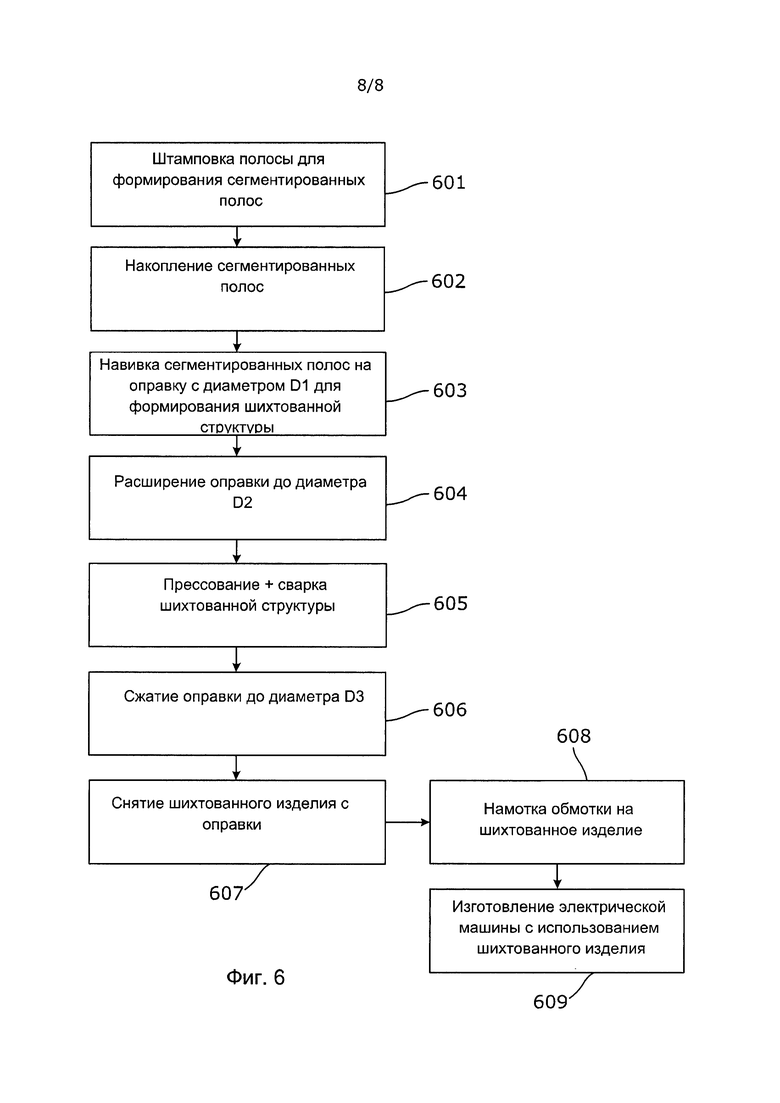
Фиг. 6 изображает структурную схему, демонстрирующую этапы процесса при производстве шихтованного сердечника и электрической машины, включающей в себя сердечник.
Общий обзор
На фиг. 1 схематически изображены способ и устройство для формирования сердечника статора в соответствии с настоящим изобретением. Процесс начинается на загрузочной станции 1 с бухтой из плоского полосового металла 2. Плоская металлическая полоса 2 подается в штамповочный пресс 3, который формует полосу 2 в виде двух зубчатых полос 4а и 4b, когда полоса постепенно подается через штамповочный пресс 3. Штамповочный пресс производит зубчатые полосы 4а и 4b по существу в непрерывном процессе.
Производство зубчатых полос 4а и 4b является непрерывным, однако процесс навивки для формирования сердечников является периодическим. Накопительное устройство 5, таким образом, расположено после штамповочного пресса 3 для приема продукции от штамповочного пресса в моменты, когда процесс навивки прерывается.
От накопительного устройства зубчатая полоса подается к станции 10 формирования сердечника. Станция 10 формирования сердечника содержит поворотный стол 11, на котором установлены три оправки переменного диаметра. Первая оправка расположена на навивочной станции 12а, и приводится во вращение для навивки зубчатой полосы 4а на оправку для формирования спиральной навивки сердечника. Полоса навивается с одним краем полосы, смежным с оправкой, и плоскость полосы по существу перпендикулярна оси оправки, так что полоса изгибается в собственной плоскости, когда она навивается вокруг оправки.
После того как навивка сердечника сформирована путем навивки требуемого количества витков вокруг оправки, полосу 4а отрезают, и подача полосы на навивочную станцию 12а останавливается. Затем навивка сердечника зажимается для сохранения спиральной формы. Поворотный стол 11 поворачивается на определенный угол, перемещая оправку на станцию 12b доводки и фиксации. На данной станции спиральная навивка сердечника доводится до нужного размера путем расширения оправки до заранее заданного диаметра. Витки навивки сердечника затем свариваются, чтобы зафиксировать витки сердечника друг относительно друга.
После выполнения операции сварки поворотный стол 11 снова поворачивается на определенный угол, перенося оправку и законченный сердечник на разгрузочную станцию 12с, где оправка сжимается до меньшего диаметра для освобождения готового сердечника, и готовый шихтованный сердечник снимают с оправки.
В показанном варианте осуществления, когда выполняют навивку сердечника на оправку на навивочной станции 12а, вторая оправка на фиксирующей станции 12b будет доводиться до размера и фиксироваться ранее произведенная навивка сердечника, а готовый сердечник будет в процессе снятия с третьей оправки на разгрузочной станции 12с. В каждой операции поворота на определенный угол, таким образом, пустая оправка с разгрузочной станции 12с переносится обратно на навивочную станцию 12а, так что подача полосы 4а может быть возобновлена, и может выполняться следующая навивка сердечника. Аналогично, в каждой операции поворота на определенный угол вновь произведенная навивка сердечника также переносится с навивочной станции 12а на доводочную станцию 12b, а готовый сердечник - с доводочной станции 12b на разгрузочную станцию 12с.
Работой устройства управляет система 100 управления.
Загрузочная станция
На загрузочной станции 1 бухта плоской металлической полосы 2 удерживается на подающем устройстве, таком как катушка или барабан, и свободный конец бухты подается к входному концу штамповочного пресса 3. Загрузочная станция 1 предпочтительно вмещает бухту металлической полосы 2 достаточной длины для подачи в штамповочный пресс, для непрерывного действия в течение длительного периода, возможно нескольких часов. Плоская металлическая полоса 2 сматывается с катушки или барабана и подается в штамповочный пресс, либо путем приведения во вращение катушки или барабана, либо с помощью натяжения полученной полосы с помощью механизма подачи в штамповочный пресс.
Штамповочный пресс
Штамповочный пресс 3 представляет собой традиционный штамповочный пресс с возвратно-поступательным движением, который подает полосу между двумя штампами, и формирует плоскую металлическую полосу 2 в виде двух встречно гребенчатых зубчатых полос 4а и 4b. Фиг. 2 иллюстрирует пример полос 4а и 4b, полученных с помощью штамповочного пресса 3. В показанном примере каждая зубчатая полоса по существу сформирована из ряда U-образных элементов Е, расположенных в ряд и соединенных между собой. Каждый элемент Ε имеет участок 40 основания, проходящий вдоль прямого края 41 полосы, и пару пальцеобразных выступов 42 на соответствующих концах участка 40 основания, проходящих поперек участка 40 основания. Элементы Ε соединены узкой перемычкой материала 43 между прямыми краями 41 и круглым отверстием 44 на каждом конце основания 40.
В процессе штамповки получаются элементы Ε каждой зубчатой полосы 4а, 4b, расположенные со смещением на шаг, так что соответствующие пальцеобразные выступы 42 двух соседних элементов Ε одной зубчатой полосы 4а расположены между двумя пальцеобразными выступами 42 каждого элемента Ε другой полосы 4b, и наоборот.
Пальцеобразные выступы 42 каждого элемента Ε в показанном варианте осуществления сходятся в направлении от основания 40 элемента, так что между соседними краями каждой соседней пары пальцеобразных выступов 42 образуется угол α. Данный угол α позволяет изгибать зубчатую полосу для формирования кольцевого сердечника путем изгибания узкой полосы 43 так, чтобы края соседних пальцеобразных выступов 42 сводились вместе, чтобы формировать проходящие радиально внутрь зубцы 45, главным образом, Т-образной формы, и между каждой парой зубцов 45 формируется проходящее в осевом направлении щелевое отверстие S. Электрическая обмотка статора будет, в конечном счете, укладываться в щелевые отверстия S. Угол α, естественно, зависит от количества элементов Е, имеющихся в каждом витке спиральной навивки. В иллюстрируемом примере сердечник статора показан на фиг. 3, здесь имеется 14 элементов Ε в каждом витке сердечника, и, таким образом, угол α в полосе 4а, 4b, сформированный вначале, будет составлять примерно 25,7 градуса. В общем, для сердечника, имеющего N элементов Ε в каждом витке, угол α в градусах будет составлять 360, деленное на N.
Плоская полоса 2 может быть сформирована в виде одного элемента Ε каждой из двух зубчатых полос 4а, 4b на одной операции штамповки, и полоса затем продвигается на длину одного элемента Е, и операция повторяется. Как вариант, зубчатые полосы могут быть сформированы в результате ряда последовательных операций штамповки, когда полоса подается ступенчато через ряд различных пар штампов, чтобы постепенно формировать элементы Ε каждой зубчатой полосы 4а, 4b. Специалисту в данной области не составит труда разработать соответствующие штампы и загрузочное устройство для продвижения плоской полосы 2 и производства зубчатых полос 4.
Штамповочный пресс 3 предпочтительно действует по существу непрерывно, чтобы вырабатывать зубчатые полосы 4а, 4b, по существу с постоянной скоростью. Штамповочный пресс 3 может находиться под управлением системы управления 100 для начала и остановки операций штамповки, в зависимости от потребности в зубчатых полосах на станции формирования сердечника.
В показанном варианте осуществления одна из зубчатых полос 4а подается на накопительную станцию и станцию формирования сердечника. Зубчатая полоса 4b может подаваться ко второму блоку накопительной станции и станции формирования сердечника (не показано) для одновременного производства навитых сердечников, или, как вариант, полоса 4b может навиваться на катушку (не показано) для хранения и последующей подачи к станции формирования сердечника.
Как вариант, если полосы 4а и 4b выполнены из идентичных элементов, зубчатая полоса 4b может быть повернута на 180 градусов и помещена поверх зубчатой полосы 4а или под ней, и выставлена относительно нее, чтобы вырабатывать зубчатую полосу двойной толщины. Двойная полоса затем может быть направлена через накопительное устройство в навивочную станцию, так что обе зубчатые полосы могут одновременно навиваться на оправку. Навивка сердечника требуемой осевой длины будет тогда выполняться только за половину числа оборотов оправки, требуемого для производства навивки сердечника, когда навивается зубчатая полоса одинарной толщины.
Накопительное устройство
Полосу 4а изготавливают с помощью штамповочного пресса 3, по существу непрерывно, но для навивочной станции 12а она нужна лишь периодически. Предпочтительно скорости действия штамповочного пресса 3 и навивочной станции 12а установлены таким образом, что, когда сердечник навивается на оправку на навивочной станции 12а, полоса 4а навивается на оправку быстрее, чем она вырабатывается на штамповочном прессе 3. Очевидно, после того как полоса 4а будет отрезана, и в то время как оправки поворачиваются на определенный угол, полоса 4а на навивочной станции 12а остается неподвижной.
Накопительное устройство 5 содержит два неподвижных шкива 6а и 6b, и подвижный шкив 7. Зубчатая полоса 4 подается из штамповочного пресса 3 под первый закрепленный шкив 6а, и затем вверх, и через подвижный шкив 7 и, наконец, вниз и под второй закрепленный шкив 6b, перед тем как подаваться в навивочную станцию 12а для навивки на оправку. Перемещение шкива 7 в вертикальном направлении, как показано стрелкой В, изменяет длину пробега зубчатой полосы между подвижным и закрепленными шкивами, таким образом, изменяя длину зубчатой полосы, удерживаемой в накопителе.
Во время операции навивки подвижный шкив 7 перемещается вниз, к закрепленным шкивам 6а и 6b, чтобы можно было подавать полосу 4а к навивочной станции 12а с требуемой скоростью, за счет уменьшения эффективной длины пробега полосы между подвижным шкивом 7 и закрепленными шкивами 6а и 6b.
В то время как поворотный стол 11 и оправки поворачиваются на определенный угол, а обрезанный конец полосы 4а на навивочной станции 12а остается неподвижным, подвижный шкив 7 перемещается вверх от закрепленных шкивов 6а и 6b. Данная увеличенная эффективная длина между подвижным шкивом 7 и закрепленными шкивами 6а и 6b поглощает полосу 4а, выработанную штамповочным прессом, пока на навивочной станции 12а не начнется следующая операция навивки.
Подвижный шкив 7 установлен на опорном механизме (не показано), который поддерживает заранее заданную величину натяжения зубчатой полосы 4а, чтобы вытягивать полосу 4а из штамповочного пресса 3 на закрепленный шкив 6а. Накопительное устройство 5 может находиться под управлением системы 100 управления, или может быть автономным устройством.
Станция формирования сердечника
Станция 10 формирования сердечника содержит поворотный стол 11, выполненный с возможностью вращения вокруг центральной оси 21. Поворотный стол снабжен установленными на нем в данном варианте осуществления тремя идентичными оправками 22, которые выполнены с возможностью вращения относительно поворотного стола 11, вокруг осей, параллельных центральной оси 21, а также с возможностью изменения в диаметре. В показанном варианте осуществления наружная поверхность каждой оправки 22 сформирована из шести сегментов 23, которые установлены с возможностью радиального перемещения относительно оси вращения оправки, чтобы изменять эффективный диаметр оправки.
Каждую оправку окружает зажимное и подъемное кольцо 24, которое выполнено с возможностью перемещения по оси оправки для взаимодействия с одним концом навивки сердечника, формируемым, когда зубчатая полоса 4а навивается на оправку.
Три оправки 22 расположены соответственно на навивочной станции 12а, станции 12b доводки и фиксации, и разгрузочной станции 12с. Оправки 22 установлены на поворотном столе 11 таким образом, что поворот с шагом 120 градусов поворотного стола 11 будет приводить к последовательному перемещению каждой оправки на следующую станцию.
Навивочная станция
На навивочной станции 12а, оправка 22 регулируется таким образом, что ее наружный диаметр устанавливается равным заранее заданному размеру D1, в зависимости от номинального диаметра изготовляемого сердечника. Как правило, D1 меньше на величину до 5%, чем номинальный внутренний диаметр готового сердечника. В некоторых вариантах осуществления D1 может быть на 3-5 миллиметров меньше, чем номинальный диаметр готового сердечника. Механизм оправки, с помощью которого регулируется диаметр, будет пояснен ниже, со ссылками на фиг. 5.
Зубчатая полоса 4а устанавливается напротив свободного конца оправки, при этом ее плоскость по существу перпендикулярна оси оправки. Подъемное кольцо 24 поднимается для взаимодействия с одной поверхностью полосы снизу, тогда как плунжер 25 опускается для взаимодействия с другой поверхностью полосы сверху, и прилагается давление, чтобы зажать полосу между подъемным кольцом 24 и плунжером 25. Направляющие и/или ролики (не показаны) устанавливают зубчатый край полосы 4а напротив наружных поверхностей сегментов 23 оправки, и за счет вращения оправки полоса тянется на оправку для формирования спиральной навивки сердечника.
Во время навивки полоса зажата между плунжером 25 и подъемным кольцом 24. Плунжер 25 и подъемное кольцо 24 могут вращаться с оправкой 22, когда формируется навивка сердечника. По мере навивки сердечника, подъемное кольцо 24 перемещается по оси вниз по оправке 22, чтобы вмещать вновь формируемые витки навивки сердечника, в то же время, сохраняя необходимое усилие зажима между плунжером 25 и подъемным кольцом 24 для сохранения формы навивки.
Каждый сегмент 23 оправки имеет наружное осевое ребро 26, которое во время навивки взаимодействует с пальцеобразным выступом 42 каждого витка зубчатой полосы 4а, чтобы препятствовать проскальзыванию полосы относительно оправки и чтобы сохранять выравнивание между пальцеобразными выступами 42 соседних витков навивки сердечника. Осевое ребро 26 каждого сегмента 23 может проходить параллельно оси вращения оправки 22, в данном случае выполняется навивка сердечника, в которой пальцеобразные выступы 42 каждого витка навивки сердечника выровнены в направлении окружности с пальцеобразными выступами 42 соседних витков, и вырабатывается ленточный сердечник с проходящими в осевом направлении внутренними щелевыми отверстиями S (как показано на фиг. 3). Как вариант, осевые ребра 26 сегментов 23 могут быть наклонены к оси оправки, так что вырабатывается навивка сердечника, в которой пальцеобразные выступы 42 каждого витка навивки немного смещены в направлении окружности от пальцеобразных выступов 42 соседних витков навивки, чтобы создавать ленточный сердечник, имеющий спиральные внутренние щелевые отверстия S для укладки электрической обмотки машины, в которой он доложен использоваться.
Когда выполнено достаточное количество оборотов оправки для получения навивки сердечника требуемой осевой длины, зубчатая полоса 4а обрезается, и подача полосы на оправку прекращается. Законченная навивка сердечника удерживается на оправке благодаря усилию зажима, действующему между подъемным кольцом 24 и плунжером 25. Сохраняя данное усилие прижима, поворотный стол 11 затем поворачивается на определенный угол для перемещения оправки 22 с навивочной станции 12а на станцию 12b доводки и фиксации.
Станция доводки и фиксации
На станции 12b доводки и фиксации оправка 22 регулируется таким образом, чтобы ее наружный диаметр был установлен равным предварительно заданному размеру D2, как показано на фиг. 4В. Диаметр D2 тоже зависит от диаметра вырабатываемого сердечника и свойств материала навиваемой полосы. Как правило, D2 больше на величину до 5%, чем номинальный внутренний диаметр готового сердечника. В некоторых вариантах осуществления D2 может быть на 3-5 миллиметров больше, чем номинальный диаметр готового сердечника. При данном расширении оправки к навитой полосе прилагается небольшое растягивающее усилие и в навитой полосе 4а увеличивается растягивающее усилие, а небольшое перемещение оправки гарантирует, что пальцеобразные выступы 42 прочно удерживаются у соответствующих ребер 26 для совмещения витков навивки сердечника. Оправка может быть растянута и сжата несколько раз между диаметрами D1 и D2, оканчиваясь расширением до заранее заданного диаметра D2, чтобы установить витки навивки сердечника в заданное положение друг относительно друга для создания равномерной навивки ленточного сердечника, сохраняя заданный диаметр D2.
При сохранении усилия прижима между плунжером 25 и подъемным кольцом 24, сварочные головки 50 вводятся затем во взаимодействие с наружной поверхностью навивки сердечника, и вдоль наружной поверхности навивки сердечника выполняются проходящие продольно сварные швы, чтобы зафиксировать витки навивки сердечника друг относительно друга. Сварные швы могут быть выполнены за одну операцию сварки, в которой каждая из множества сварочных головок 50 выполняет линию 51 сварки. В иллюстрируемом на фиг. 1 варианте осуществления показаны две сварочные головки 50. В схематической компоновке, показанной на фиг.4В, показаны три сварочные головки. Предполагается, что может быть предусмотрено большее количество сварочных головок для создания соответствующего большего количества линий сварки, особенно когда должны формироваться сердечники очень большого диаметра. Как вариант, может быть предусмотрено меньшее количество сварочных головок или одна сварочная головка 50, и приводиться в действие для выполнения небольшого количества линий 51 сварки или одной линии 51 сварки, затем оправка 22 поворачивается на заранее заданный угол, и сварочная головка или головки приводятся в действие снова, чтобы каждая выполняла вторую линию сварки. Данная операция затем может повторяться несколько раз, пока не будет выполнено требуемое количество линий сварки, и витки навитого сердечника не будут зафиксированы друг относительно друга, образуя шихтованный сердечник.
Предпочтительно, как показано на фиг. 3, каждый элемент Ε каждого витка сердечника статора соединен с соседними элементами в смежных витках линией 51 сварки, и соседние с ним элементы в том же витке - участками 43 перемычек на концах его основания 40.
После того как выполнены линии 51 сварки, плунжер 25 и/или подъемное кольцо 24 могут быть отведены назад для снятия усилия зажима с сердечника статора.
Поворотный стол 11 затем поворачивается на определенный угол для перемещения оправки 22 со станции доводки и фиксации 12b на разгрузочную станцию 12с.
Разгрузочная станция
На разгрузочной станции 12с, оправка 22 сжимается до уменьшенного диаметра D3, высвобождая из взаимодействия оправку и сердечник статора, как показано на фиг. 4С. Поскольку оправка 22 сжимается, в шихтованном сердечнике снимаются напряжения, поскольку снимаются растягивающие усилия в витках, и диаметр готового статора уменьшается до требуемого номинального диаметра.
Уменьшенный диаметр D3 предпочтительно создает радиальный зазор между ребрами 26 элементов 23 и радиальными внутренними концами зубцов 45 готового сердечника статора. Это позволяет переместить подъемное кольцо 24 к свободному концу оправки 22 (вверх, как показано на фиг. 1), чтобы снять готовый сердечник статора с оправки 22. Сердечник статора затем может захватываться транспортным устройством (не показано) и удаляться от оправки 22. Радиальный зазор между ребрами 26 и концами зубцов 45 позволяет просто поднимать готовый сердечник статора с оправки, без какого-либо поворота, даже если ребра 26 имеют спиральную форму, и сердечник статора сформирован со спиральными зубцами 45 и щелевыми отверстиями S.
Предпочтительно, система 100 управления управляет действием станции 10 формирования сердечника путем синхронизации привода оправок, вращения поворотного стола, расширения и сжатия оправок и действия сварочных головок, зажимного устройства и подъемного кольца для выполнения операций фиксации навивки и разгрузки.
Оправка
На фиг. 5А, 5В и 5С показана в поперечном разрезе внутренняя конструкция варианта осуществления оправки 22, соответственно, в положениях навивки, фиксации и разгрузки.
Теперь, как показано на этих чертежах, оправка 22 включает в себя основание 200, установленное с возможностью вращения на поворотном столе 11, и поддерживает трубчатый главный корпус 201.
Внутренний конус 202 выполнен с возможностью скольжения в осевом направлении главного корпуса 201, при этом внутренний конус имеет на своем верхнем конце нажимную плиту 203, которая установлена с возможностью вращения на управляющем стержне 204 с помощью двух пар конических подшипников 205, которые препятствуют перемещению нажимной плиты 203 в осевом направлении относительно управляющего стержня 204. В иллюстрируемом варианте осуществления наружная поверхность внутреннего конуса 202 сужается вниз, т.е. наружный диаметр внутреннего конуса 202 больше на его верхнем конце (как показано на чертеже). Управляющий стержень 204 установлен коаксиально с главным корпусом 201 путем прохождения через центральное отверстие 206 в проходящей поперек перекладине 207. Осевое положение внутреннего конуса 202 относительно главного корпуса 201 регулируется управляющим стержнем 204, который перемещает нажимную плиту 203 и, следовательно, внутренний конус 202, относительно главного корпуса 201.
Управляющий стержень 204 может перемещаться с помощью приводного механизма (не показан), установленного в поворотном столе 11, и взаимодействия управляющего стержня 204, например, с помощью внутренней резьбы на управляющем стержне 204. Приводной механизм может вращать резьбовой стержень, взаимодействуя с внутренней резьбой в управляющем стержне 204, в то время как управляющий стержень 204 удерживается от вращения, чтобы придать перемещение по оси управляющему стержню 204. Осевое положение управляющего стержня 204 может затем определяться с помощью счетных поворотов резьбового стержня из известного исходного положения. Как вариант, управляющий стержень 204 может быть просто перемещен с помощью гидравлического или другого линейного приводного механизма, который толкает или тянет в осевом направлении управляющий стержень 204 до требуемого положения по оси относительно главного корпуса 201 оправки. Пологий угол конусности внутреннего конуса 202 и соответствующие сужающиеся поверхности сегментов 23 позволяют точно регулировать диаметр оправки за счет позиционирования в осевом направлении внутреннего конуса 202. Например, осевое перемещение на 10 миллиметров внутреннего конуса 202 может обеспечить изменение наружного диаметра оправки на 1 миллиметр или меньше.
Наружные сегменты 23 сужены вверх под таким же углом, что и внутренний конус 202, и взаимодействуют с наружной поверхностью внутреннего конуса 202. Сегменты 23 установлены с возможностью радиального перемещения относительно главного корпуса 201 посредством опорных стержней 231, установленных в главном корпусе 201 в шарикоподшипниках 232. Опорные стержни 231 проходят через вытянутые отверстия просвета во внутреннем конусе 202. Сегменты 23 упруго поджаты к главному корпусу 201 посредством натяжных винтов 233, закрепленных в главном корпусе 201, и пружинных шайб 234, установленных в выемках 235 в сегментах 23.
Наружные поверхности сегментов 23 прикреплены к их лицевым панелям 236, на которых установлены ребра 26 (не показано на фиг. 5). Это позволяет выбирать номинальный наружный диаметр оправки путем выбора и установки комплекта лицевых панелей требуемой толщины, не вмешиваясь в механизм расширения и сжатия. Кроме того, оправка может быть переоборудована с осевых ребер в спиральные ребра 26 без значительной разборки оправки, просто путем замены лицевых панелей 236. Лицевые панели 236 с ребрами 26 различных форм могут быть установлены на сегментах 23, в зависимости от точной формы производимого сердечника статора. Как вариант, лицевые панели 236 могут быть опущены, и ребра 26 могут быть сформированы прямо на наружных поверхностях сегментов 23. Однако в этом варианте осуществления переход от производства одного типа статора к другому может потребовать замены сегментов 23 оправки.
Для изменения диаметра оправки управляющий стержень 204 перемещается по оси относительно главного корпуса 201 и перемещает внутренний конус 202 по оси на главном корпусе 201. Сегменты 23 предохранены от перемещения по оси оправки с помощью опорных стержней 231, и подтянуты радиально внутрь с помощью упругих элементов 234 для сохранения контакта между суженными внутренними поверхностями сегментов 23 и внутренним конусом 202. Таким образом, перемещение вверх внутреннего конуса 202 (как показано на фиг. 5А, 5В и 5С) вынуждает сегменты 23 перемещаться радиально внутрь под воздействием упругих элементов 234, уменьшая диаметр оправки. Аналогично, когда внутренний конус 202 перемещается вниз, расклинивающее действие внутреннего конуса между наружной поверхностью главного корпуса 201 и суженными внутренними поверхностями сегментов 23 принуждает сегменты 23 перемещаться радиально наружу, преодолевая упругое усилие элементов 234, увеличивая диаметр оправки.
Осевое положение внутреннего конуса 202 относительно главного корпуса 201, следовательно, определяет эффективный диаметр оправки 22. Управляющие средства 100 могут определять требуемый эффективный диаметр оправки и принимают входной сигнал от датчика для определения положения внутреннего конуса 202 относительно главного корпуса 201. Управляющие средства 100 могут затем определять требуемое положение внутреннего конуса 202 для обеспечения требуемого эффективного диаметра, и управлять приводными или исполнительными средствами для перемещения внутреннего конуса 202 относительно главного корпуса 201 в требуемое положение. Управляющие средства могут принимать команду, определяющую требуемый эффективный диаметр для оправки, и сравнивать его с выходным сигналом от датчика для определения направления и величины перемещения внутреннего конуса 202, которое доведет оправку до требуемого эффективного диаметра. Управляющие средства могут затем управлять приводными средствами для получения перемещения конуса 202, доводящего оправку до требуемого эффективного диаметра. В качестве альтернативы измерению положения внутреннего конуса 202 датчик может непосредственно измерять эффективный диаметр оправки путем измерения расстояния между главным корпусом 201 и сегментами 23, и определять требуемое перемещение внутреннего конуса на основании данного измерения.
На фиг. 5А показана оправка в положении промежуточного диаметра, как если бы она использовалась на навивочной станции 12а. На фиг. 5В показан внутренний конус 202, перемещенный вниз, который, в свою очередь, перемещает сегменты 23 наружу и увеличивает диаметр оправки. Это положение приемлемо для оправки на станции 12b доводки и фиксации. На фиг. 5С показан внутренний конус 202, поднятый в крайнее верхнее положение, соответствующее минимальному диаметру оправки 22, приемлемому для станции разгрузки 12с.
Этапы данного способа сведены в структурной схеме на фиг. 6.
На этапе 601 плоская металлическая полоса 2 штампуется в штамповочном прессе 3 с формированием сегментированных полос 4а и 4b. Сегментированная полоса 4а или полосы затем направляются в соответствующие накопители 5, из которых сегментированная полоса направляется на навивочную станцию 12а для навивки на оправку 22 на этапе 603.
Когда навивка выполнена, оправка 22 затем перемещается с навивочной станции 12а на станцию 12b фиксации, и диаметр оправки увеличивается на этапе 604. В то время как навивка удерживается на станции 12b фиксации, витки навивки сердечника фиксируются с помощью сварки на этапе 605.
Оправка 22 затем перемещается со станции фиксации на разгрузочную станцию 12с, и оправка сжимается до меньшего диаметра на этапе 606. На этапе 607, готовый шихтованный сердечник снимается с оправки.
Операции, описанные на этапах 601-607, могут находиться под управлением системы 100 управления, которая может включать в себя процессор, память для хранения управляющей программы и необходимые приводные средства и устройства, действующие под управлением обрабатывающего устройства для выполнения регулировки диаметра оправки, навивки и зажимания полосы на оправке, вращения поворотного стола 11, действия сварочных головок 50, и действия подъемного кольца 26 для разгрузки шихтованного сердечника.
Для производства электрической машины, включающей в себя шихтованный сердечник, готовый шихтованный сердечник снабжается электрической обмоткой на этапе 608, и на этапе 609 шихтованный сердечник и электрическая обмотка встраиваются в электрическую машину, такую как генератор или электрический двигатель.
Модификации и варианты
Хотя описанные выше оправки сформированы с использованием шести сегментов 23, предполагается, что может быть использовано другое количество сегментов. Например, оправка малого диаметра для навитых статоров с номинальным диаметром до 250 мм может иметь от 3 до 10 сегментов, а оправки большого диаметра могут иметь до 20 или больше сегментов. Оправка предпочтительно имеет по меньшей мере четыре, и более предпочтительно, шесть или больше сегментов, чтобы расширение и сжатие диаметра оправки не влияло отрицательно на «правильную округлую форму» готового сердечника статора.
Каждый сегмент предпочтительно имеет одно установочное ребро 26, но предполагается, что такие сегменты могут иметь больше, чем одно ребро. Если предусмотрено одно установочное ребро 26, оно предпочтительно установлено радиально совпадающим с радиальным направлением перемещения сегмента 23.
Внутренний конус 202 оправки в показанных вариантах осуществления имеет более широкий конец, примыкающий к свободному концу оправки, так что перемещение внутреннего конуса к неподвижному концу оправки (т.е. вниз, как показано на фиг. 5) увеличивает диаметр оправки за счет разведения сегментов 23 в стороны друг от друга. Предполагается, что внутренний конус может быть установлен так, чтобы его более широкий конец примыкал к неподвижному концу оправки, и сегменты 23 сужались соответственно, так что перемещение внутреннего конуса к свободному концу оправки приводит к перемещению сегментов в сторону друг от друга и к увеличению эффективного диаметра оправки.
На навивочной станции 12а навивка сердечника в описанном выше варианте осуществления выполняется путем подачи зубчатой полосы 4а на оправку 22 на свободном конце оправки. Предполагается, что, как вариант, полоса может подаваться на оправку на конце оправки, примыкающем к поворотному столу 11. При такой компоновке плунжер 25 будет насаживаться на оправку, чтобы поддерживать давление на навивку сердечника во время ее формирования, навстречу противодавлению подъемного кольца 24, и будет перемещаться вдоль оправки, когда навиваются витки, и осевая длина навивки сердечника увеличивается.
В описанном варианте осуществления поворотный стол 11, как правило, расположен в горизонтальной плоскости, с осями трех оправок 22 и осью вращения поворотного стола, в целом, вертикальными. Предполагается, что устройство может быть выполнено с поворотным столом 11, установленным в вертикальной плоскости для вращения вокруг горизонтальной оси, или может быть установленным в любой другой плоскости. Поворотный стол 11 может даже быть установлен в обратной ориентации по сравнению с той, которая показана на фиг. 1, с оправками 22, проходящими вниз от поворотного стола. Это может быть полезно в том, что на разгрузочной станции сжатие диаметра оправки будет просто обеспечивать падение в осевом направлении готового сердечника статора оправки, например, на конвейер или другое погрузочно-разгрузочное устройство.
В другом альтернативном варианте оси оправок 22 из центральная ось 21 поворотного стола могут не быть параллельными, а могут быть сходящимися. При такой компоновке вращение поворотного стола вокруг его оси может иметь оправку 22 на навивочной станции с осью оправки в горизонтальной плоскости, тогда как оправка 22 на разгрузочной станции имеет ось, проходящую вниз, для легкой разгрузки готового шихтованного сердечника.
Для изменения диаметра оправки сегменты 23 могут приводиться в движение в радиальном направлении оправки индивидуально с помощью отдельных приводных средств, действующих между сегментом 23 и главным корпусом 201 оправки. Приводные средства могут быть управляемыми для согласованного перемещения сегментов 23 относительно главного корпуса 201. Например, каждый сегмент может быть прикреплен к резьбовому стержню, проходящему в радиальном направлении оправки, и взаимодействующему с резьбовой гайкой, установленной с возможностью вращения в главном корпусе 201, так что вращение гайки будет приводить к радиальному перемещению резьбового стержня и связанного с ним сегмента 23. Вращение резьбовых гаек может быть синхронизировано, либо с помощью управляющих двигателей, вызывающих вращение, либо с помощью механизма, включающего вращение всех гаек вместе. Могут использоваться другие типы приводных механизмов, либо управляемых отдельно, либо связанных вместе с помощью приводного механизма, для перемещения сегментов 23 относительно главного корпуса 201 оправки 22.
В качестве альтернативы оправке, имеющей непрерывно изменяемый диаметр, например, в случае, когда предвидится выпуск большого объема продукции с конкретным размером и типом сердечника статора, оправка может просто иметь три альтернативных положения, соответствующих диаметру D1 навивки, диаметру D2 фиксации и уменьшенному диаметру D3 для выгрузки готового шихтованного сердечника. Данные три диаметра должны быть определены заранее на основании номинальных размеров шихтованного сердечника и свойств материала полосы, используемой для формирования сердечника.
В варианте осуществления, показанном на фиг. 1, зубчатая металлическая полоса 4а подается в накопитель 5, а затем на навивочную станцию 12а. В альтернативной компоновке ранее сформированная зубчатая полоса 4а, 4b может храниться на катушке или барабане, и может подаваться непосредственно и периодически на навивочную станцию 12а.
В описанных выше вариантах осуществления операции навивки, фиксации разгрузки выполняются на отдельных станциях 12а, 12b и 12с. Однако предполагается, что станция 10 формирования сердечника может содержать только одну оправку 22, на которой последовательно выполняются операции навивки, фиксации и разгрузки в одном положении.
В альтернативном варианте осуществления станция 10 формирования сердечника может содержать 2 оправки 22, выполненные с возможностью перемещения между навивочной станцией и станцией фиксации, таким образом, что когда на одной оправке навивается сердечник на навивочной станции, другая оправка установлена на станции фиксации для фиксации ленточного сердечника, и готовый сердечник снимается с оправки на станции фиксации.
Аналогично станция 10 формирования сердечника может иметь три или более оправок 22, на каждой из которых последовательно выполняются операции навивки, фиксации и разгрузки в разных местах. Например, станция 10 формирования сердечника может иметь поворотный стол 11, снабженный шестью оправками 22, так что на двух из оправок могут одновременно навиваться сердечники, тогда как на других двух из оправок могут фиксироваться навивки сердечников, а на последних двух из оправок могут выгружаться готовые шихтованные сердечники. В данном примере шесть оправок могут быть равномерно расположены с промежутками по окружности стола, и каждая станция навивки, фиксации и разгрузки может быть диаметрально противоположна другой станции навивки, фиксации и разгрузки, соответственно. При такой компоновке, если предусмотрена соответствующая накопительная станция 5 для каждой из зубчатых полос 4а и 4b, могут одновременно производиться шихтованные сердечники из двух зубчатых полос 4а и 4b, формируемые на штамповочной станции 3 из плоской металлической полосы 2.
В приведенном выше описании зубчатые полосы 4а и 4b навиты гладким краем полосы радиально наружу, так что шихтованные сердечники, формируемые на станции 10 формирования сердечника, имеют внутренние щелевые отверстия S и зубцы 45, так что электрическая обмотка может укладываться внутри сердечника для образования статора. Однако предполагается, что зубчатые полосы 4а и 4b могут навиваться на оправку 22 с основанием 40 каждого элемента, примыкающим к оправке, и пальцеобразными выступами 42, выступающими радиально наружу. Шихтованный сердечник, сформированный таким образом, будет иметь наружные щелевые отверстия S и зубцы 45 для укладки электрической обмотки, подходящей для ротора электрической машины. В данном примере элементы Ε зубчатых полос могут быть в виде обращенного «Т», при этом каждый элемент имеет один пальцеобразный выступ 42, расположенный по центру основания 40. Отверстия 44 могут быть сформированы на каждом конце основания каждого элемента, и пазы могут быть сформированы так, чтобы проходить от каждого отверстия 44 до края полосы, удаленного от пальцеобразного выступа 42, таким образом, чтобы обеспечить изгибание соседних элементов вокруг оправки во время навивки. Пазы могут иметь противоположные края, которые сходятся в направлении отверстия 44 под углом α, в зависимости от количества сегментов, образующих каждую навивку сердечника, как описано выше в связи с углом α между пальцеобразными выступами 42. На станции фиксации линии 51 сварки могут быть нанесены вдоль оснований щелевых отверстий S, образованных на наружной стороне сердечника, для фиксации витков сердечника друг относительно друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочно-намоточный модуль для изготовления сердечника из штампованной полосы | 1991 |
|
SU1791887A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ШИХТОВАННЫЙ СЕРДЕЧНИК И СПОСОБ ПРОИЗВОДСТВА ШИХТОВАННОГО СЕРДЕЧНИКА | 2021 |
|
RU2833380C1 |
| Станок для изготовления элемента арматурного каркаса заданного профиля | 2024 |
|
RU2834799C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| НАВИВОЧНАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОЛОЧНЫХ ВАЛОВ | 1970 |
|
SU283974A1 |
| СПОСОБ БЕСТРАНШЕЙНОГО ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВОДОПРОПУСКНОЙ СИСТЕМЫ | 2016 |
|
RU2620479C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |

Изобретение относится к электротехнике, а именно к производству электрических машин. Способ и устройство для формирования сердечника электрической машины, согласно которому штампованную металлическую полосу (4а, 4b) навивают на оправку (22) для формирования спиральной навивки. Затем диаметр оправки увеличивают для приложения растягивающего усилия к навитой полосе, когда витки навитой полосы зажаты между зажимами (24, 25). Витки навитой полосы затем фиксируют друг относительно друга (50, 51), когда виток удерживается при увеличенном диаметре. Диаметр оправки затем уменьшают для отсоединения шихтованного сердечника от оправки. Для производства ротора или статора электрической машины электрическую обмотку монтируют в пазах, сформированных на внутренней или наружной поверхности сердечника. Затем ротор или статор собирают в электрическую машину, двигатель или генератор. Технический результат состоит в улучшении технологичности изготовления витых сердечников для электрических машин большой мощности путем использования оправки регулируемого диаметра. 5 н. и 22 з.п. ф-лы, 10 ил. 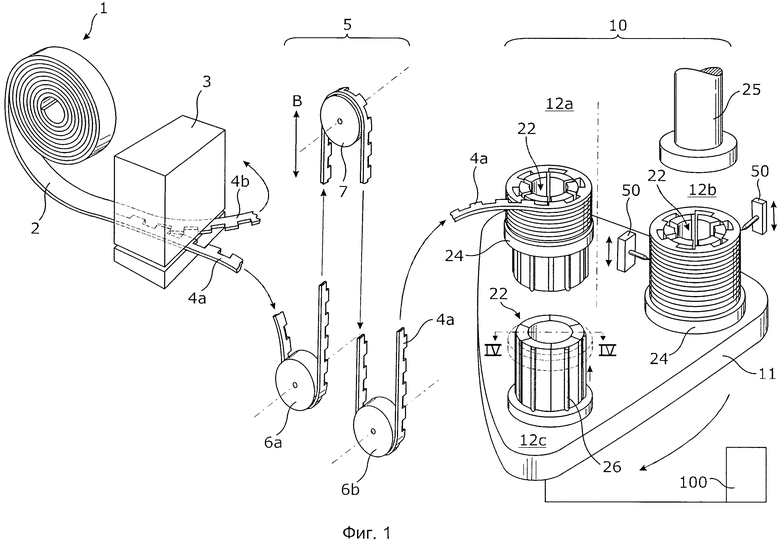
1. Способ изготовления шихтованного сердечника для электрической машины, включающий в себя этапы, согласно которым:
выполняют навивку профильной полосы на оправку с формированием спиральной навивки, причем плоскость полосы, по существу, перпендикулярна оси спиральной навивки;
увеличивают диаметр оправки на первую заранее заданную величину, когда оправка находится внутри спиральной навивки, для приложения растягивающего усилия к виткам спиральной навивки;
закрепляют каждый виток растянутой спиральной навивки относительно соседнего витка или соседних витков с формированием шихтованного сердечника;
уменьшают диаметр оправки на вторую заранее заданную величину, большую, чем первая заранее заданная величина, для снятия напряжений шихтованного сердечника и
снимают шихтованный сердечник с оправки.
2. Способ по п. 1, согласно которому шихтованный сердечник имеет заранее заданный номинальный внутренний диаметр и в котором:
навивку выполняют при диаметре оправки, меньшем на величину до 5%, чем номинальный внутренний диаметр шихтованного сердечника, и
закрепление выполняют при диаметре оправки, большем на величину до 5%, чем номинальный внутренний диаметр шихтованного сердечника.
3. Способ по п. 1 или 2, согласно которому оправка установлена для перемещения между навивочной станцией, станцией доводки и разгрузочной станцией и в котором навивку выполняют на навивочной станции, закрепление витков выполняют на станции доводки и снятие шихтованного сердечника с оправки выполняют на разгрузочной станции.
4. Способ по п. 3, согласно которому увеличение диаметра оправки выполняют тогда, когда оправка перемещается с навивочной станции на станцию доводки, а уменьшение диаметра оправки выполняют тогда, когда оправка перемещается со станции доводки на разгрузочную станцию.
5. Способ по п. 3, согласно которому увеличение диаметра оправки выполняют тогда, когда оправка находится на станции доводки, а уменьшение диаметра оправки выполняют тогда, когда оправка находится на разгрузочной станции.
6. Способ по п. 1, согласно которому витки спиральной навивки закрепляют друг относительно друга с помощью линий сварки, проходящих продольно по наружной поверхности навивки.
7. Способ по п. 6, согласно которому формируют по меньшей мере три линии сварки.
8. Способ по п. 6 или 7, согласно которому линии сварки проходят в направлении длины навивки по прямым линиям, параллельно оси навивки.
9. Способ по п. 6 или 7, согласно которому линии сварки проходят в направлении длины навивки по спиральным линиям.
10. Способ по п. 1, согласно которому профильная полоса имеет один, по существу, линейный край и один зубчатый край, при этом зубчатый край профильной полосы расположен рядом с оправкой.
11. Способ по п. 1, согласно которому профильная полоса имеет один, по существу, линейный край и один зубчатый край, при этом, по существу, линейный край профильной полосы расположен рядом с оправкой.
12. Устройство для изготовления шихтованных сердечников электрических машин, содержащее:
цилиндрическую оправку регулируемого диаметра;
регулировочные средства для регулирования диаметра оправки между первым диаметром, вторым диаметром, большим чем первый диаметр, и третьим диаметром, меньшим чем первый диаметр;
навивочные средства для навивки профильной полосы на оправку с формированием спиральной навивки, причем плоскость полосы, по существу, перпендикулярна оси спиральной навивки;
зажимные средства для зажима спиральной навивки на оправке;
фиксирующие средства для фиксации вместе витков спиральной навивки с формированием шихтованного сердечника;
разгрузочные средства для снимания шихтованного сердечника с оправки и
управляющие средства для управления действием регулировочных средств, навивочных средств, зажимных средств, фиксирующих средств и разгрузочных средств.
13. Устройство по п. 12, в котором управляющие средства выполнены с возможностью действовать таким образом, что:
на первом этапе управляющие средства:
предписывают регулировочным средствам задавать оправке первый диаметр и
управляют навивочными средствами для навивки профильной полосы на оправку с формированием спиральной навивки;
на втором этапе управляющие средства:
предписывают регулировочным средствам расширять оправку до второго диаметра тогда, когда оправка находится внутри навивки, для приложения растягивающего усилия к виткам спиральной навивки;
управляют зажимными средствами для удержания витков навивки сердечника в растянутом положении и
управляют фиксирующими средствами для фиксации витков друг относительно друга с формированием шихтованного сердечника; и
на третьем этапе управляющие средства:
предписывают регулировочным средствам сжимать оправку до третьего диаметра для снятия напряжений шихтованного сердечника и
управляют разгрузочными средствами для снятия шихтованного сердечника с оправки.
14. Устройство по п. 12 или 13, в котором выполнено множество регулируемых оправок, причем каждая оправка выполнена с возможностью перемещения между навивочной станцией, на которой профильная полоса навивается на оправку с формированием спиральной навивки, станцией доводки и фиксации, на которой спиральная навивка зажимается и фиксируется с формированием шихтованного сердечника, и разгрузочной станцией, на которой шихтованный сердечник снимается с оправки.
15. Устройство по п. 14, в котором выполнены три регулируемые оправки.
16. Устройство по п. 15, в котором три оправки установлены с возможностью циклического перемещения между навивочной станцией, станцией доводки и фиксации и разгрузочной станцией.
17. Устройство по п. 16, в котором три оправки установлены на поворотном столе, который вращается, для последовательного размещения каждой оправки на навивочной станции, станции доводки и фиксации и разгрузочной станции поочередно.
18. Устройство по п. 12, в котором устройство дополнительно содержит штамповочную станцию, которая принимает плоскую металлическую полосу и штампует ее с формированием полосовой заготовки, имеющей, по существу, линейный край и зубчатый край, для навивки на оправку.
19. Устройство по п. 18, в котором штамповочная станция выполнена с возможностью одновременного производства двух встречно гребенчатых полосовых заготовок из плоской металлической полосы.
20. Устройство по п. 18 или 19, которое дополнительно содержит накопительную станцию для приема полосовой заготовки из штамповочной станции и периодической подачи полосовой заготовки в навивочную станцию.
21. Устройство по п. 20, в котором накопительная станция содержит два шкива, вокруг которых протянута полосовая заготовка, при этом один шкив выполнен с возможностью перемещения относительно другого для увеличения и уменьшения длины пробега полосовой заготовки, которая находится в накопительной станции.
22. Оправка для формирования шихтованных сердечников электрических машин посредством навивки профильной полосы на оправку с формированием спиральной навивки, причем плоскость полосы, по существу, перпендикулярна оси спиральной навивки, содержащая:
трубчатый главный корпус, установленный на опоре с возможностью вращения вокруг оси трубчатого главного корпуса;
множество наружных сегментов, установленных на главном корпусе с возможностью радиального перемещения относительно главного корпуса; и
регулирующие средства для выборочного передвижения наружных сегментов в заданное радиальное положение относительно главного корпуса.
23. Оправка по п. 22, в которой
внутренний конус установлен коаксиально главному корпусу и с возможностью перемещения в осевом направлении относительно главного корпуса, при этом внутренний конус имеет более широкий конец и более узкий конец,
при этом множество наружных сегментов находятся во взаимодействии с внутренним конусом, а
регулирующие средства выполнены с возможностью выборочного передвижения внутреннего конуса в заданное осевое положение относительно главного корпуса, что обуславливает передвижение наружных сегментов в соответствующее радиальное положение относительно главного корпуса.
24. Оправка по п. 23, в которой регулирующие средства содержат:
нажимную плиту, выполненную с возможностью взаимодействия с более широким концом внутреннего конуса;
управляющий стержень, прикрепленный к нажимной плите и выполненный с возможностью осевого перемещения трубчатого главного корпуса таким образом, чтобы перемещать нажимную плиту и внутренний конус в осевом направлении относительно главного корпуса, и
приводной механизм для выборочного перемещения управляющего стержня в осевом направлении относительно главного корпуса.
25. Оправка по любому из пп. 22-24, дополнительно содержащая упругие элементы, работающие на растяжение, установленные между наружными сегментами и главным корпусом, для поджимания наружных сегментов радиально внутрь к главному корпусу.
26. Способ изготовления ротора или статора электрической машины, включающий в себя этапы, согласно которым:
изготавливают шихтованный сердечник с использованием способа по любому из пп. 1-11 и
обеспечивают электрическую обмотку на шихтованном сердечнике с формированием статора или ротора.
27. Способ изготовления электрической машины, включающий в себя этапы, согласно которым:
изготавливают шихтованный сердечник с использованием способа по любому из пп. 1-11;
обеспечивают электрическую обмотку на шихтованном сердечнике с формированием статора или ротора и
изготавливают электрическую машину, содержащую статор или ротор.
| Способ изготовления витого магнитопровода электрической машины | 1986 |
|
SU1459580A1 |
| Способ изготовления витого сердечника электрической машины | 1988 |
|
SU1647778A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1617542A1 |
| US 2004010907 A1, 22.01.2004 | |||
| US 5896648 A, 27.04.1999 | |||
| JP 2006254637 A, 21.09.2006 | |||
| US 2005073211 A1, 07.04.2005 | |||
| US 2001030484 A1, 18.10.2001. | |||

