Изобретение относится к области металлорежущего инструмента для обработки отверстий, например к разверткам или расточным головкам с регулированием размера обрабатываемого отверстия.
Известен сборный режущий инструмент, содержащий корпус с осью симметрии, имеющий рабочую часть и хвостовик, на рабочей части корпуса в гнездах, параллельных оси симметрии корпуса и ограниченных базовой и тангенциальной и осевой боковыми опорными стенками, размещены режущие пластины и регулировочные элементы, каждая режущая пластина имеет форму параллелепипеда и ограничена двумя противолежащими торцовыми поверхностями и расположенными поперечно к ним двумя противолежащими главными поверхностями и двумя противолежащими вспомогательными поверхностями, при этом калибрующие кроки режущей пластины образованы на пересечении торцовых и главных поверхностей, а кромки на пересечении главных и вспомогательных поверхностей срезаны скосами, пересечение которых с торцовыми поверхностями образует режущие кромки, режущая пластина имеет два регулировочных отверстия, установлена на базовой стенке гнезда и закреплена крепежным винтом, установленным в ее зажимном отверстии, расположенном поперечно к главным поверхностям между регулировочными отверстиями (см. WO 2006/030416, B23D 77/04,2006).
Производительность обработки с помощью сборного режущего инструмента такого типа прямо зависит от числа режущих пластин, установленных на его корпусе. Задача изобретения состоит в увеличении производительности обработки за счет увеличения числа режущих пластин, установленных на корпусе, а также - в упрощении конструкции инструмента.
Поставленная задача решается тем, что в сборном режущем инструменте, содержащем корпус с осью симметрии, имеющий рабочую часть и хвостовик, на рабочей части корпуса в гнездах, параллельных оси симметрии корпуса и ограниченных базовой и тангенциальной и осевой боковыми опорными стенками, размещены режущие пластины и регулировочные элементы, каждая режущая пластина имеет форму параллелепипеда и ограничена двумя противолежащими торцовыми поверхностями и расположенными поперечно к ним двумя противолежащими главными поверхностями и двумя противолежащими вспомогательными поверхностями, при этом калибрующие кроки режущей пластины образованы на пересечении торцовых и главных поверхностей, а кромки на пересечении главных и вспомогательных поверхностей срезаны скосами, пересечение которых с торцовыми поверхностями образует режущие кромки, режущая пластина имеет два регулировочных отверстия, установлена на базовой стенке гнезда и закреплена крепежным винтом, установленным в ее зажимном отверстии, расположенном поперечно к главным поверхностям между регулировочными отверстиями, согласно изобретению регулировочные отверстия расположены поперечно к торцовым поверхностям и в них вблизи выходов на торцовые поверхности выполнены винтовые опорные участки, при этом регулировочные элементы размещены в регулировочных отверстиях режущей пластины и выполнены в виде стержня с головкой, на торцовой поверхности которой, обращенной к стержню, выполнен выступ для взаимодействия с указанными винтовыми поверхностями, а на крепежном винте выполнен упругий участок для поджима режущей пластины к тангенциальной боковой опорной стенке гнезда.
Предложенный сборный режущий инструмент представлен на фиг.1-4, на которых:
на фиг.1 показан вид с переднего торца на рабочую часть сборного режущего инструмента;
на фиг.2 показан вид А на фиг.1 (один из регулировочных элементов условно удален);
на фиг.3 показан вид Б на фиг.1;
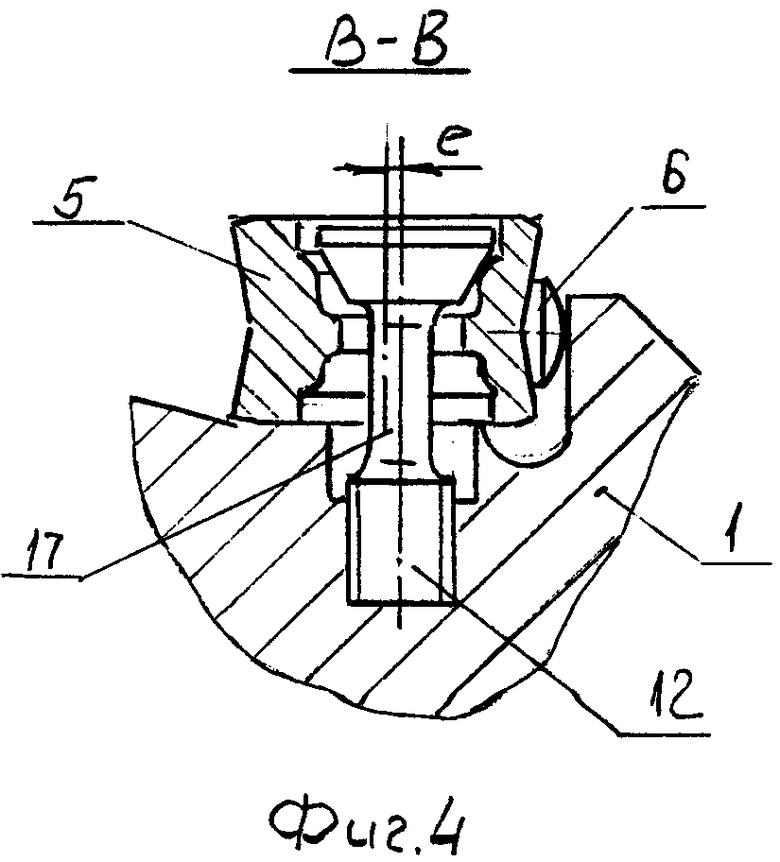
на фиг.4 показано сечение В-В на фиг.2
Сборный режущий инструмент содержит корпус с осью симметрии, имеющий рабочую часть 1 и хвостовик (не показан). На рабочей части 1 корпуса в гнездах, параллельных его оси симметрии и ограниченных базовой 2 и тангенциальной 3 и осевой 4 боковыми опорными стенками, размещены режущие пластины 5 и регулировочные элементы 6. Каждая режущая пластина имеет форму параллелепипеда и ограничена двумя противолежащими торцовыми поверхностями 7 и расположенными поперечно к ним двумя противолежащими главными поверхностями 8 и двумя противолежащими вспомогательными поверхностями 9. При этом калибрующие кроки 10 режущей пластины образованы на пересечении торцовых и главных поверхностей, а кромки на пересечении главных и вспомогательных поверхностей срезаны скосами, пересечение которых с торцовыми поверхностями образует режущие кромки 11.
Режущая пластина имеет два регулировочных отверстия, установлена на базовой стенке 2 гнезда и закреплена крепежным витом 12, установленным в ее зажимном отверстии, расположенном поперечно к главным поверхностям между регулировочными отверстиями. Регулировочные отверстия расположены поперечно к торцовым поверхностям 7 и в них вблизи выходов на торцовые поверхности выполнены винтовые опорные участки 13. При этом регулировочные элементы 6 размещены в регулировочных отверстиях режущей пластины 5 и выполнены в виде стержня 14 с головкой 15, на торцовой поверхности которой, обращенной к стержню, выполнен выступ 16 для взаимодействия с указанными винтовыми опорными поверхностями 13, а на крепежном винте выполнен упругий участок 17 для поджима режущей пластины к тангенциальной боковой опорной стенке 3 гнезда. На стержне 14 регулировочного элемента 6 выполнены канавки, в которых установлены резиновые кольца 18 для создания натяга при его повороте.
Перед установкой режущих пластин 5 в гнезда режущей части 1 корпуса сборного режущего инструмента в их регулировочные отверстия устанавливаются регулировочные элементы 6 так, чтобы их головки 15 находились со стороны, противоположной рабочей калибрующей кромке режущей пластины, а их выступы 16 контактировали с винтовыми опорными поверхностями 13. Затем режущие пластины 5 устанавливаются в гнезда рабочей части 1 и закрепляются крепежными винтами 17. При этом головки 15 регулировочных элементов 6 контактируют с тангенциальной боковой опорной стенкой 3 гнезда.
При установке в гнезде ось зажимного винта смещена на расстояние «е» относительно оси зажимного отверстия режущей пластины. В результате этого при затягивании крепежного винта 12 его упругий участок 17 создает усилие поджима режущей пластины к тангенциальной боковой опорной стенке гнезда. Вспомогательная поверхность 9 режущей пластины 5, установленной в гнезде, контактирует с боковой осевой опорной стенкой 4 гнезда.
При необходимости регулирования положения калибрующей 10 кромки режущей пластины 5 слегка отпускают затянутый крепежный винт 12 и затем поворачивают регулировочные элементы 6.
Расположение регулировочных элементов 6 в регулировочных отверстиях, поперечных к торцовым поверхностям режущей пластины, и взаимодействие выступов 16 на головках 15 регулировочных элементов с винтовыми поверхностями 13 на режущей пластине позволяет сократить в радиальном направлении пространство, необходимое для закрепления режущей пластины, крепежного винта и регулировочных элементов, и за счет этого увеличить число режущих пластин 5, устанавливаемых на режущей части 1, и, как следствие, повысить производительность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2505381C1 |
| СБОРНОЕ СВЕРЛО | 2021 |
|
RU2755310C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2008 |
|
RU2375155C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2502581C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2007 |
|
RU2338632C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2284249C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2342225C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2508965C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2007 |
|
RU2342226C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2490096C1 |


Сборный режущий инструмент относится к области обработки металлов резанием, обработке отверстий и содержит корпус, имеющий хвостовик, на рабочей части корпуса в гнездах, параллельных его оси симметрии, размещены режущие пластины и регулировочные элементы. При этом каждая режущая пластина имеет форму параллелепипеда. Калибрующие кроки режущей пластины образованы на пересечении торцовых и главных поверхностей, а кромки на пересечении главных и вспомогательных поверхностей срезаны скосами, пересечение которых с торцовыми поверхностями образует режущие кромки. Режущая пластина имеет два регулировочных отверстия, установлена на базовой стенке гнезда и закреплена крепежным витом, установленным в ее зажимном отверстии, расположенном поперечно к главным поверхностям между регулировочными отверстиями. Для повышения производительности обработки за счет увеличения числа режущих пластин, устанавливаемых на корпусе, регулировочные отверстия расположены поперечно к торцовым поверхностям и в них вблизи выходов на торцовые поверхности выполнены винтовые опорные участки. При этом регулировочные элементы размещены в регулировочных отверстиях режущей пластины и выполнены в виде стержня с головкой, на торцовой поверхности которой, обращенной к стержню, выполнен выступ для взаимодействия с указанными винтовыми поверхностями, а на крепежном винте выполнен упругий участок для поджима режущей пластины к тангенциальной боковой опорной стенке гнезда. 4 ил.
Сборный режущий инструмент, содержащий корпус с рабочей частью и хвостовиком, причем на рабочей части корпуса в гнездах, параллельных его оси симметрии и ограниченных базовой и тангенциальной и осевой боковыми опорными стенками, размещены режущие пластины и регулировочные элементы, каждая режущая пластина имеет форму параллелепипеда и ограничена двумя противолежащими торцовыми поверхностями и расположенными поперечно к ним двумя противолежащими главными поверхностями и двумя противолежащими вспомогательными поверхностями, при этом калибрующие кромки режущей пластины образованы на пересечении торцовых и главных поверхностей, а кромки на пересечении главных и вспомогательных поверхностей срезаны скосами, пересечение которых с торцовыми поверхностями образует режущие кромки, режущая пластина имеет два регулировочных отверстия, установлена на базовой стенке гнезда и закреплена крепежным винтом, установленным в ее зажимном отверстии, расположенном поперечно к главным поверхностям между регулировочными отверстиями, отличающийся тем, что регулировочные отверстия расположены поперечно к торцовым поверхностям и в них вблизи выходов на торцовые поверхности выполнены винтовые опорные участки, при этом регулировочные элементы размещены в регулировочных отверстиях режущей пластины и выполнены в виде стержня с головкой, на торцовой, обращенной к стержню поверхности которой выполнен выступ для взаимодействия с указанными винтовыми поверхностями, а на крепежном винте выполнен упругий участок для поджима режущей пластины к тангенциальной боковой опорной стенке гнезда.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для обработки внутренних кромок в резервуарах и труднодоступных местах | 1978 |
|
SU749573A1 |
| Режущий инструмент | 1983 |
|
SU1202763A1 |
| Развертка для обработки глубоких отверстий | 1985 |
|
SU1323263A1 |
| RU 2062181 C1, 20.06.1996. | |||

