ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к тангенциальной индексируемой режущей пластине и фрезе для использования в основном в процессах обработки метала резанием и, в частности, для обработки прямоугольного уступа на заготовке.
УРОВЕНЬ ТЕХНИКИ
Тангенциальные режущие пластины также известны как режущие пластины, расположенные по задней грани, ориентированы в корпусе инструмента таким образом, что во время операции обработки заготовки резанием силы резания направлены вдоль главного (большего) размера режущей пластины. Преимуществом такого расположения является то, что режущая пластина может противостоять большим силам резания, чем при ориентации таким образом, что силы резания направлены вдоль вспомогательного (меньшего) размера режущей пластины.
В заявке ЕР 0769341 раскрыта торцовая фреза, использующая двухстороннюю индексируемую тангенциальную режущую пластину, имеющую призматическую форму с двумя противоположно расположенными в основном прямоугольными передними поверхностями, соединенными боковыми поверхностями. Режущая пластина имеет базовую "негативную" геометрию и, следовательно, для того, чтобы обеспечить необходимый задний угол между ней и заготовкой при размещении в торцовой фрезе, режущая пластина устанавливается с негативным осевым передним углом. Однако негативные осевые передние углы являются недостатком, например, установлено, что они не обеспечивают эффективности при резании труднообрабатываемых материалов.
Двухсторонняя индексируемая тангенциальная режущая пластина для расточной головки раскрыта в патенте США 5333972. Пластина имеет с каждого торца выступ с плоской поверхностью. Каждая длинная режущая кромка наклонена по отношению к этому выступу под углом 3°, определяющим "осевой передний угол пластины". Позади каждой режущей кромки расположена спускающаяся поверхность, переходящая в поднимающуюся под увеличенным углом поверхность для образования канавки для дробления стружки. Каждая поднимающаяся под увеличенным углом поверхность проходит от соответствующей спускающейся поверхности к выступу как с верхней, так и с нижней стороны режущей пластины. Режущая пластина является лево- или правосторонней. Она производится правосторонней, но при зеркальном исполнении становится левосторонней. Следует отметить, что величина осевого переднего угла пластины ограничена по практическим причинам. Любое его увеличение приводит в результате к увеличению "вертикального" размера поднимающейся под увеличенным углом поверхности (см. фиг.3 США 5333972), что будет оказывать неблагоприятное влияние на образование стружки и ее отвод.
В международной заявке WO 96/35536 раскрыта двухсторонняя индексируемая тангенциальная режущая пластина, которая при установке на торцовой фрезе имеет позитивный осевой передний угол даже при обеспечении необходимого заднего угла между ней и заготовкой. Режущая пластина имеет две периферийные режущие кромки для правосторонней торцовой фрезы и две периферийные режущие кромки для левосторонней торцовой фрезы. На виде сбоку (см. фиг.9) режущая пластина имеет в основном ромбоидальную форму. Главные режущие кромки 10 каждой торцовой поверхности параллельны (см. также фиг.7 и 8) друг другу и центрально расположенному опорному элементу 12. Режущая пластина удерживается в гнезде при взаимодействии опорного элемента нерабочей торцовой поверхности и смежной нерабочей задней поверхности с соответствующими опорными поверхностями гнезда. Опорный элемент нерабочей торцовой поверхности и смежная нерабочая задняя поверхность образуют острый установочный угол. Для изменения осевого переднего угла на рабочей режущей кромке необходимо либо повернуть гнездо, либо использовать режущую пластину, имеющую различные установочные углы. В любом случае используются различные фрезы. Более того, осевой передний и задний углы взаимосвязаны и любое изменение осевого переднего угла приводит к соответствующему изменению заднего угла, которое не всегда допустимо.
Задачей настоящего изобретения является создание двухсторонней индексируемой тангенциальной режущей пластины, в которой существенно преодолены вышеупомянутые проблемы.
Задача настоящего изобретения состоит также в создании двухсторонней индексируемой тангенциальной режущей пластины, имеющей четыре главные режущие кромки для данного направления вращения фрезы, при этом каждая главная режущая кромка имеет позитивный осевой передний угол при установке ее в качестве рабочей кромки на фрезе.
Еще одной задачей настоящего изобретения является создание двухсторонней индексируемой тангенциальной режущей пластины, имеющей возможность фрезерования прямоугольных уступов на заготовке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена тангенциальная режущая пластина для фрез, имеющая:
две идентичные противолежащие торцовые поверхности в основном прямоугольной формы на виде сверху;
периферийную боковую поверхность, расположенную между двумя противолежащими торцовыми поверхностями и включающую две идентичные противолежащие главные боковые поверхности в основном в форме параллелограмма, две противолежащие вспомогательные боковые поверхности и угловые боковые поверхности, расположенные между смежными главными и вспомогательными боковыми поверхностями; и
периферийную кромку, образованную на пересечении каждой торцовой поверхности и периферийной боковой поверхности, при этом два участка каждой периферийной кромки являются режущими кромками;
каждая торцовая поверхность имеет четыре угла, два диагонально противоположных заниженных угла и два диагонально противоположных приподнятых угла, заниженные углы расположены ближе к средней плоскости режущей пластины, чем приподнятые углы;
каждая режущая кромка включает главную режущую кромку, образованную на пересечении данной главной боковой поверхности с данной торцовой поверхностью;
на каждой торцовой поверхности расположен опорный элемент, имеющий опорную поверхность;
причем в каждом поперечном сечении режущей пластины, плоскость которого параллельна вспомогательной плоскости режущей пластины, опорная поверхность данной торцовой поверхности ближе к средней плоскости, чем передняя часть одной из главных режущих кромок данной торцовой поверхности.
Как правило, передняя часть каждой главной режущей кромки проходит от примыкающего соответствующего приподнятого угла, по крайней мере, до вспомогательной плоскости.
Предпочтительно каждая режущая кромка включает также вспомогательную режущую кромку и угловую режущую кромку, образованные соответственно пересечением вспомогательной и угловой боковых поверхностей с каждой торцовой поверхностью.
Предпочтительно также обе торцовые поверхности имеют 180° поворотную симметрию вокруг проходящей через них первой оси.
Предпочтительно также обе главные боковые поверхности имеют 180° поворотную симметрию вокруг проходящей через них второй оси, перпендикулярной к первой оси.
Предпочтительно также обе вспомогательные боковые поверхности имеют 180° поворотную симметрию вокруг проходящей через них третьей оси, перпендикулярной к первой оси и к второй оси.
Если требуется, каждая вспомогательная боковая поверхность может быть разделена на две вспомогательные боковые подповерхности ребром, вдоль которого главная плоскость пересекает вспомогательную боковую поверхность, причем каждая из подповерхностей проходит от указанного ребра под углом α по отношению к плоскости, проходящей через это ребро и параллельной вспомогательной плоскости.
В основном угол α выполнен в диапазоне от одного до двух градусов.
В соответствии с настоящим изобретением на виде сверху на режущую пластину опорная поверхность выполнена по форме продолговатой с двумя длинными кромками, расположенными между двумя короткими кромками.
Предпочтительно две короткие кромки расположены параллельно.
Предпочтительно также большая часть одной из двух коротких кромок расположена с одной стороны главной плоскости, а большая часть другой из двух коротких кромок расположена с противоположной стороны главной плоскости.
Фреза в соответствии с настоящим изобретением содержит:
по крайней мере, одну режущую пластину в соответствии с настоящим изобретением; и
корпус, имеющий, по крайней мере, одно гнездо для установки, по крайней мере, одной режущей пластины, ограниченное смежными боковой и задней стенками, расположенными в основном поперечно к основанию, задняя стенка выполнена в основном выпуклой; боковая стенка выполнена с осевой базирующей поверхностью, предназначенной для взаимодействия со вспомогательной боковой поверхностью, по крайней мере, одной режущей пластины в осевой опорной области; задняя стенка выполнена с двумя выступающими тангенциальными базирующими поверхностями, расположенными по разные стороны от ее центрального участка, первая из двух тангенциальных базирующих поверхностей предназначена для взаимодействия с первой тангенциальной опорной поверхностью, расположенной на опорной поверхности, по крайней мере, одной режущей пластины, вторая из двух тангенциальных базирующих поверхностей предназначена для взаимодействия со второй тангенциальной опорной поверхностью, расположенной на опорной поверхности.
В соответствии с настоящим изобретением осевая опорная область расположена в передней части радиально наружной вспомогательной боковой подповерхности вспомогательной боковой поверхности, удаленной от задней стенки гнезда.
Также в соответствии с настоящим изобретением первая и вторая тангенциальные опорные поверхности расположены с противоположных сторон от вспомогательной плоскости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания, но только в качестве примера изобретение будет описано с отсылками к приложенным чертежам, на которых:
на фиг.1 показан вид в перспективе на режущую пластину в соответствии с настоящим изобретением;
на фиг.2 показан вид сбоку на режущую пластину на фиг.1;
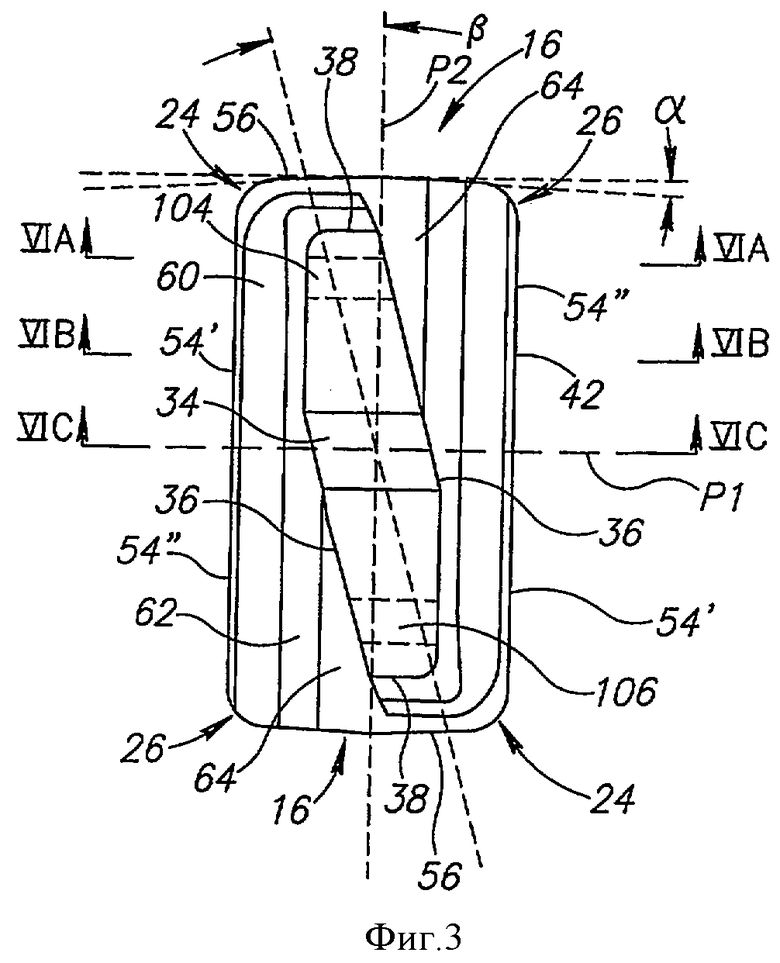
на фиг.3 показан вид сверху на режущую пластину, представленную на фиг.1;
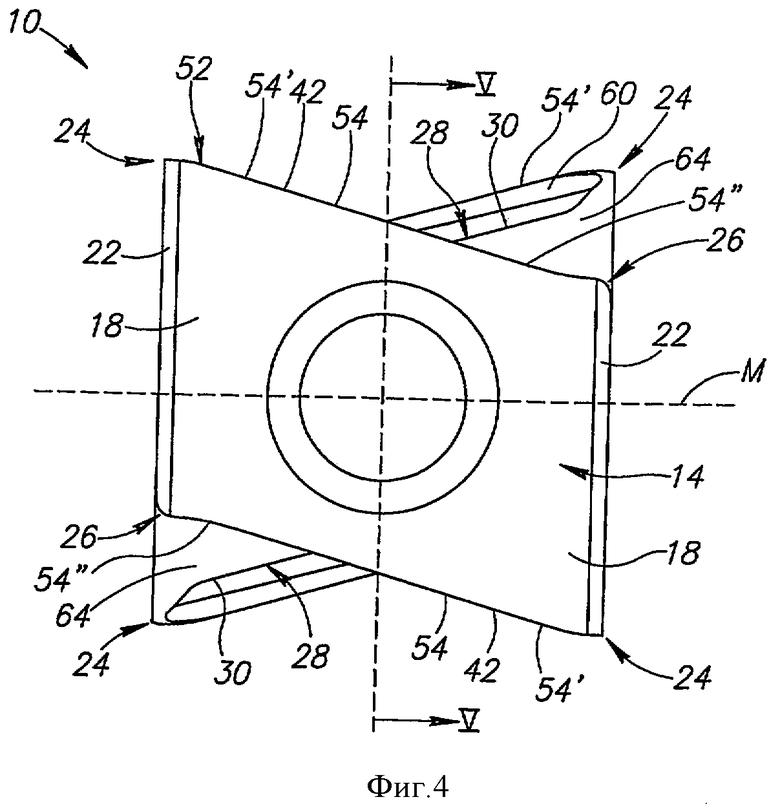
на фиг.4 показан вид спереди на режущую пластину, представленную на фиг.1;
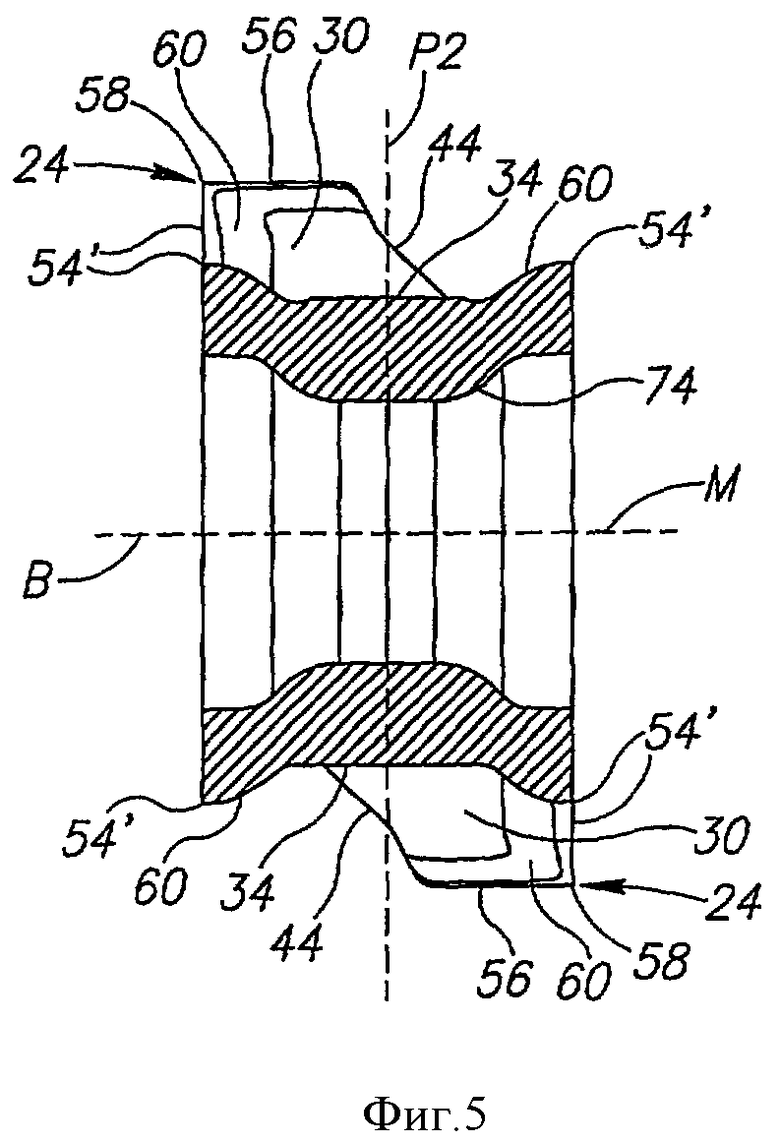
на фиг.5 показано поперечное сечение режущей пластины, представленной на фиг.1, по линии V-V на фиг.4;
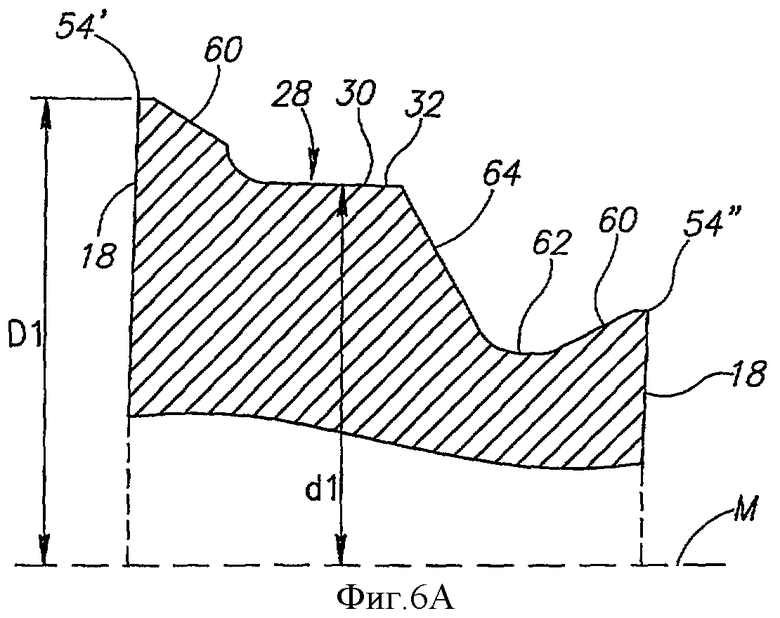
на фиг.6А частично показано поперечное сечение режущей пластины, представленной на фиг.1, по линии VIA-VIA на фиг.3;
на фиг.6В частично показано поперечное сечение режущей пластины, представленной на фиг.1, по линии VIB-VIB на фиг.3;
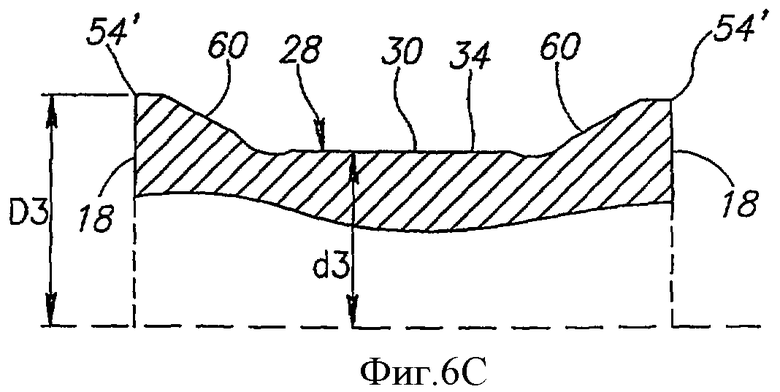
на фиг.6С частично показано поперечное сечение режущей пластины, представленной на фиг.1, по линии VIC-VIC на фиг.3;
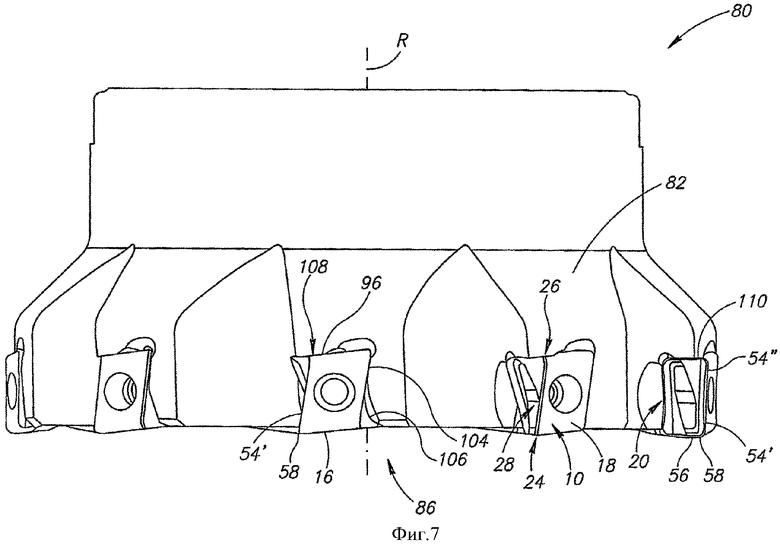
на фиг.7 показан вид в перспективе на фрезу в соответствии с настоящим изобретением; и
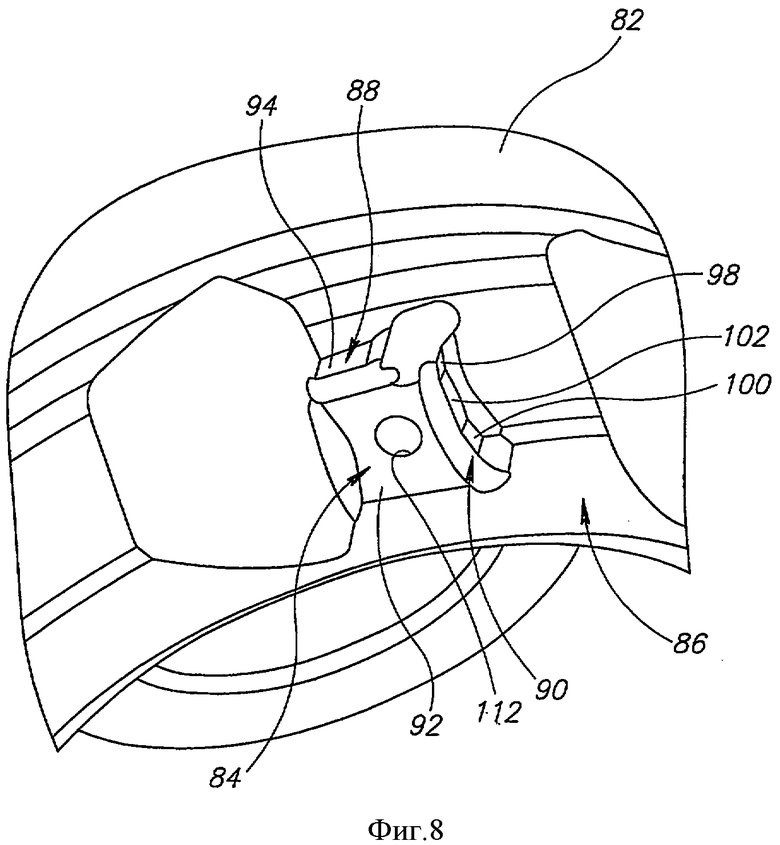
на фиг.8 в перспективе показан вид на часть корпуса фрезы в соответствии с настоящим изобретением, на котором детально представлено гнездо под пластину.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Рассмотрим сначала фиг.1-5, показывающие режущую пластину 10 в соответствии с настоящим изобретением. Режущая пластина 10 является тангенциальной и индексируемой и, как правило, изготавливается путем прессования карбидных порошков. Режущая пластина 10 на виде сверху выполнена в основном прямоугольной и имеет две идентичные противолежащие торцовые поверхности 12. Каждая торцовая поверхность 12 имеет 180° поворотную симметрию вокруг первой оси А1, проходящей через обе торцовые поверхности 12.
Периферийная боковая поверхность 14 расположена между двумя противолежащими торцовыми поверхностями 12 и включает две противолежащие идентичные вспомогательные боковые поверхности 16, две противолежащие идентичные главные боковые поверхности 18 и четыре противолежащие угловые боковые поверхности 22. Каждая пара смежных вспомогательной и главной боковых поверхностей 16, 18 соединяется через общую угловую боковую поверхность 22. Каждая из двух идентичных противолежащих главных боковых поверхностей имеет 180° поворотную симметрию вокруг проходящей через них второй оси А2, перпендикулярной первой оси А1. Аналогично, каждая из двух идентичных противолежащих вспомогательных боковых поверхностей 16 имеет 180° поворотную симметрию вокруг проходящей через них третьей оси A3. Третья ось A3 перпендикулярна к первой оси А1 и второй оси А2. Вспомогательная плоскость Р1 режущей пластины определяется первой осью А1 и второй осью А2, главная плоскость Р2 режущей пластины 10 определяется первой осью А1 и третьей осью A3, а средняя плоскость М определяется второй осью А2 и третьей осью A3.
Каждая торцовая поверхность 12 имеет четыре угла, два диагонально противолежащих заниженных угла 26 и два диагонально противолежащих приподнятых угла 24. Заниженные углы 26 расположены ближе к средней плоскости М, чем приподнятые углы 24. Каждая угловая боковая поверхность 22 расположена между соответствующим приподнятым углом 24 одной из двух противолежащих торцовых поверхностей 12 и соответствующим заниженным углом 26 другой из двух противолежащих торцовых поверхностей 12. Каждая торцовая поверхность 12 выполнена с опорным элементом 28, имеющим опорную поверхность 30 в основном вогнутой или V-образной формы. В соответствии с предпочтительным вариантом опорная поверхность 30 состоит из трех в основном плоских участков: двух наружных участков 32 и внутреннего участка 34 между ними.
Обратимся к фиг.3, как видно на виде сверху на режущую пластину 10 опорная поверхность 30 имеет форму искаженного параллелограмма с двумя длинными кромками 36, проходящими между двумя короткими кромками 38. Следовательно, каждый наружный плоский участок 32 опорной поверхности 30 проходит от соответствующей короткой кромки 38 к внутреннему плоскому участку 34. Две короткие кромки 38 предпочтительно параллельны друг другу. Как можно видеть на фиг.3, на виде сверху на режущую пластину 10 продольная ось С опорного элемента 28 составляет острый угол β с главной плоскостью Р2, вследствие чего две короткие кромки 38 расположены с противоположных сторон от главной плоскости Р2. Другими словами, большая часть одной из двух коротких кромок 38 расположена с одной стороны от главной плоскости Р2, а большая часть другой из двух коротких кромок 38 расположена с противоположной стороны от главной плоскости.
Периферийная кромка 40 образована пересечением каждой торцовой поверхности 12 и периферийной боковой поверхности 14. Для каждой торцовой поверхности 12 периферийная кромка 40 включает две главные кромки 42, образованные пересечением главной боковой поверхности 18 с торцовой поверхностью 12, две вспомогательные кромки 44, образованные пересечением вспомогательных боковых поверхностей 16 с торцовой поверхностью 12, и две угловые кромки 42, образованные пересечением угловых боковых поверхностей 22 с торцовой поверхностью 12.
В режущей пластине 10 по настоящему изобретению, по крайней мере, два участка периферийной кромки 40 являются режущими кромками 52. Каждая режущая кромка 52 включает главную режущую кромку 54, проходящую от соответствующего приподнятого угла 24 вдоль всей длины его главной кромки 42, вспомогательную режущую кромку 56, проходящую вдоль, по крайней мере, половины длины его вспомогательной кромки 44 и относящуюся к данному приподнятому углу 24 угловую режущую кромку 58, по которой соединяются главная и вспомогательная режущие кромки 54, 56. К каждой режущей кромке 52 на торцовой поверхности 12 примыкает передняя поверхность 60, по которой сходит стружка, удаляемая с заготовки в процессе операции фрезерования. Передняя часть 54′ каждой главной режущей кромки 54 проходит от соответствующего приподнятого угла 24 до, по крайней мере, вспомогательной плоскости Р1, а ее задняя часть 54′′, проходит от передней части 54′ до соответствующего заниженного угла 26. Между передней поверхностью 60, примыкающей к задней части 54′′ и опорным элементом 28 расположена стружечная канавка 62. Часть опорного элемента 28, примыкающая к стружечной канавке 62, представляет собой стружкодробящий уступ 64.
Рассмотрим фиг.2, видно, что каждая вспомогательная боковая поверхность 16 разделена на две вспомогательные боковые подповерхности 70 ребром 72, по которому главная плоскость Р2 пересекает вспомогательную боковую поверхность 16. Каждая вспомогательная боковая подповерхность 70 располагается от ребра 72 под острым углом α по отношению к плоскости ПЗ, проходящей через ребро 72 и параллельной вспомогательной плоскости P1. В соответствии со специфическим исполнением этот угол составляет приблизительно 1,5°. Режущая пластина имеет сквозное отверстие 74, расположенное между главными боковыми поверхностями 18 и имеющее ось В, совпадающую со второй осью А2.
Как можно видеть на фиг.6А-6С, в каждом поперечном сечении режущей пластины 10 плоскостью, параллельной ее вспомогательной плоскости Р1, опорная поверхность 30 данной торцовой поверхности 12 расположена ближе к средней плоскости М, чем передняя часть 54′ одной из главных режущих кромок 54 данной торцовой поверхности 12. Например, в поперечном сечении, показанном на фиг.6А, передняя часть 54′ главной режущей кромки 54, показанная слева на фигуре, расположена на расстоянии D1 от средней плоскости М, тогда как соответствующая опорная поверхность 30 расположена на расстоянии d1, причем D1 больше, чем d1. Аналогично, в поперечном сечении, показанном на фиг.6В, передняя часть 54′ главной режущей кромки 54 расположена на расстоянии D2 от средней плоскости М, тогда как опорная поверхность 30 расположена на расстоянии d2, причем D2 больше, чем d2. Аналогично в поперечном сечении, показанном на фиг.6С и совпадающем со вспомогательной плоскостью Р1, передняя часть 54′ главной режущей кромки 54 расположена на расстоянии D3 от средней плоскости М, тогда как опорная поверхность 30 расположена на расстоянии d3, причем D3 больше, чем d3. Другими словами, опорный элемент 28 в области передней части 54′ главной режущей кромки 54 вплоть до вспомогательной плоскости Р1 и несколько за нее (как можно видеть на фиг.4) не выступает за главную режущую кромку 54. Как следствие этого, стружка, срезанная с заготовки в области передней части 54′ главной режущей кромки 54, свободно формируется во время процесса фрезерования. Однако в области задней части 54′′ главной режущей кромки 54 стружкодробящий уступ 64 выступает над главной режущей кромкой 54 (как может быть видно на фиг.4 и справой стороны на фиг.6А и 6В), что может нарушить образование стружки.
Для того чтобы уменьшить влияние стружкодробящего уступа 64 в области задней части 54′′, опорный элемент 28 спроектирован расположенным на большем расстоянии от главной режущей кромки 54 в области задней части 54′′, чем в области передней части 54′. Поэтому, как описано выше, на виде сверху на режущую пластину 10 продольная ось С опорного элемента 28 расположена под острым углом β к главной плоскости Р2. Хотя по форме главная режущая кромка 54, показанная на фиг.4, на виде спереди представляет собой в основном прямую, она может иметь любую требуемую форму произвольной длины и в основном наклонена вниз от приподнятого угла 24 к заниженному углу 26. Обратимся к фиг.2, можно видеть, что на виде сбоку на вспомогательную боковую поверхность 16 вспомогательная кромка 44 отчетливо разделена на две части: первую часть 46, проходящую от приподнятого угла 24 и не доходящую немного до главной плоскости Р2, и вторую часть 48, проходящую от первой части 46 к заниженному углу 26. Первая часть 46 выполнена приблизительно прямой, перпендикулярна главной боковой поверхности 18 на виде сбоку (см. фиг.2) и ориентирована под углом α по отношению к плоскости РЗ на виде сверху (см. фиг.3). Вторая часть 48 на виде сбоку проходит наклонно от главной плоскости Р2 к заниженному углу 26 (см. фиг.2) и ориентирована под углом α по отношению к плоскости Р3 на виде сверху (см. фиг.3). Вспомогательную режущую кромку 56 образует первая часть 46 вспомогательной кромки 44.
Обратим теперь внимание на фиг.7, показывающую фрезу 80 с осью вращения R, содержащую корпус 82 множеством гнезд 84 под пластины. В каждом гнезде 84 режущая пластина 10 в соответствии с настоящим изобретением закрепляется посредством крепежного винта (не показан). Осевой передний угол будет при этом в основном в диапазоне от 5° до 20°. Как может быть видно, каждая режущая пластина установлена с образованием заднего угла с заготовкой (не показана), а ее вспомогательная боковая поверхность 16 расположена перед торцом фрезы. Структура гнезда 84 детально показана на фиг.8, гнездо 84 ограничено смежными боковой и задней стенками 88, 90, расположенными в основном поперечно к основанию 92. Задняя стенка 90 выполнена в основном выпуклой, а боковая стенка 88 выполнена с осевой базирующей поверхностью 94 для взаимодействия со вспомогательной боковой поверхностью 16 режущей пластины 10 в осевой опорной области 96. Задняя стенка 90 имеет две выступающих тангенциальных базирующих поверхности: верхнюю тангенциальную базирующую поверхность 98, прилегающую к боковой стенке 88 гнезда, и нижнюю тангенциальную базирующую поверхность 100. Две тангенциальные базирующие поверхности расположены по разные стороны от центрального участка 102 задней стенки 90. Верхняя тангенциальная базирующая поверхность 98 взаимодействует с верхней тангенциальной опорной поверхностью 104, расположенной на опорной поверхности 30 режущей пластины 10. Нижняя тангенциальная базирующая поверхность 100 взаимодействует с нижней тангенциальной опорной поверхностью 106, расположенной на опорной поверхности 30. Понятно, что термины "нижняя" и "верхняя", использованные здесь в отношении опорной поверхности 30, применимы только, когда режущая пластина 10 установлена на фрезе 80 и в отношении ее ориентации, показанной на фиг.7. Аналогично в отношении фиг.7 осевая опорная область 96 расположена в удаленной от задней стенки 90 передней области 108 радиально наружной вспомогательной боковой поверхности 110.
Как может быть видно на фиг.3, две тангенциальные опорные поверхности 104, 106 на каждой опорной поверхности 30 расположены с противоположных сторон от вспомогательной плоскости. Как может быть видно на фиг.2, каждая вспомогательная боковая подповерхность 70 имеет одну осевую опорную область 96, примыкающую к заниженному углу 26. На основании 92 гнезда 84 выполнено резьбовое отверстие 112 для размещения крепежного винта, закрепляющего режущую платину 10 в гнезде 84. Когда режущая пластина 10 закреплена в гнезде 84, радиально внутренняя главная боковая поверхность 20 контактирует с основанием 92 гнеда 84. Предпочтительно главные боковые поверхности 18 режущей пластины 10 выполнены шлифованными. Предпочтительно также выполнены шлифованными вспомогательные боковые подповерхности 70. При шлифованных указанных поверхностях гарантируется точное позиционирование режущей пластины 10 в гнезде 84.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует помнить, что различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенных в формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2304037C2 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2011 |
|
RU2477674C1 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2420372C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2284249C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ДЕРЖАВКА ДЛЯ НЕЕ | 2003 |
|
RU2312742C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2548874C2 |
| ИНДЕКСИРУЕМАЯ ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2431550C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455126C2 |


Режущая пластина относится к обработке металлов резанием, предназначена для установки на фрезе и имеет две противолежащие торцовые поверхности прямоугольной формы на виде сверху, периферийную боковую поверхность, включающую две противолежащие главные боковые поверхности в форме параллелограмма, две противолежащие вспомогательные боковые поверхности, угловые боковые поверхности и периферийную кромку, образованную на пересечении каждой торцовой поверхности и периферийной боковой поверхности. При этом два участка каждой периферийной кромки образуют режущие кромки. Для улучшения геометрии фрезы и увеличения числа режущих кромок пластины обе торцовые поверхности имеют 180° поворотную симметрию вокруг проходящей через них первой оси, обе главные боковые поверхности имеют 180° поворотную симметрию вокруг проходящей через них второй оси, перпендикулярной к первой оси, обе вспомогательные боковые поверхности имеют 180° поворотную симметрию вокруг проходящей через них третьей оси, перпендикулярной к первой оси и к второй оси. При этом каждая торцовая поверхность имеет два диагонально противоположных заниженных угла и два диагонально противоположных приподнятых угла. На каждой торцовой поверхности расположен опорный элемент, имеющий опорную поверхность, причем в каждом поперечном сечении режущей пластины опорная поверхность данной торцовой поверхности ближе к средней плоскости, чем передняя часть одной из главных режущих кромок данной торцовой поверхности. Фреза содержит, по крайней мере, одну режущую пластину и корпус, имеющий, по крайней мере, одно гнездо, ограниченное смежными боковой и задней стенками, расположенными в основном поперечно к основанию. Для улучшения геометрии установки пластины задняя стенка выполнена в основном выпуклой, боковая стенка выполнена с осевой базирующей поверхностью, предназначенной для взаимодействия со вспомогательной боковой поверхностью режущей пластины, задняя стенка выполнена с двумя выступающими тангенциальными базирующими поверхностями, расположенными по разные стороны от ее центрального участка. Первая из них предназначена для взаимодействия с первой тангенциальной опорной поверхностью, расположенной на опорной поверхности режущей пластины. Вторая из двух тангенциальных базирующих поверхностей предназначена для взаимодействия со второй тангенциальной опорной поверхностью, расположенной на опорной поверхности пластины. 2 н. и 9 з.п. ф-лы, 8 ил.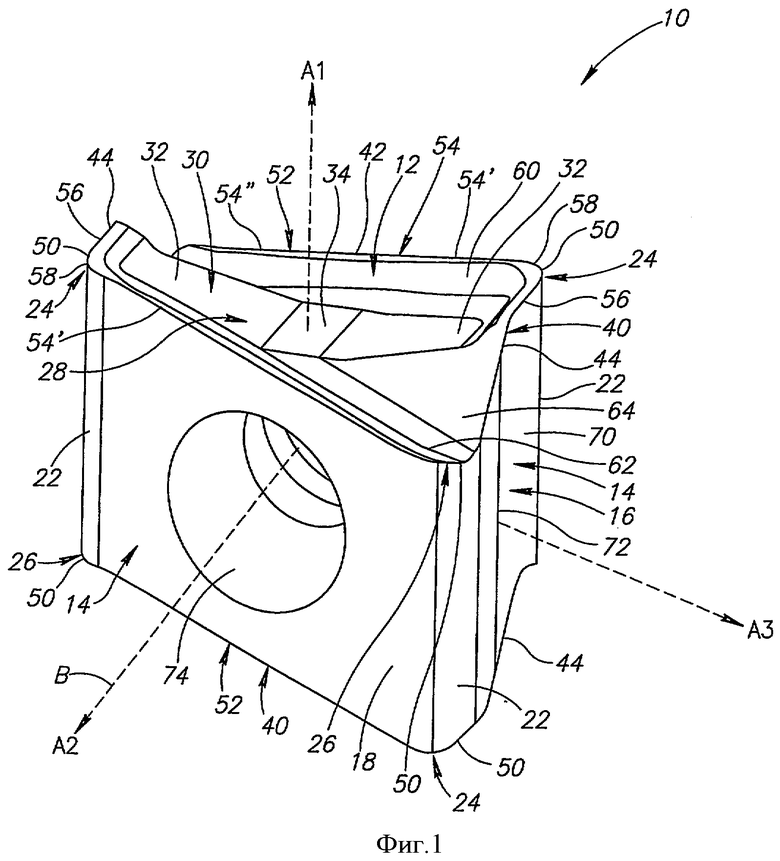
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Режущий инструмент | 1985 |
|
SU1303279A1 |
| Режущий инструмент | 1990 |
|
SU1715511A1 |
| SU 1725483 A1, 20.09.1996. | |||

