УРОВЕНЬ ТЕХНИКИ
Тангенциальные режущие пластины ориентированы в гнезде таким образом, что во время операции обработки резанием заготовки силы резания направлены вдоль большего по толщине их размера. Преимущество такого размещения состоит в том, что режущая пластина может воспринимать большие силы резания, чем когда она ориентирована так, что режущие силы направлены вдоль меньшего (по толщине) размера режущей пластины. Другое преимущество такого размещения состоит в том, что расположение меньшего размера перпендикулярно силам резания дает возможность перемещать режущую пластину по контуру заготовки.
Для точения ступенчатых прямоугольных уступов на заготовке сборному режущему инструменту необходима режущая пластина с острым рабочим углом, задним углом вдоль нерабочей режущей кромки и углом в плане больше 90°. Такой угол в плане дает возможность обрабатывать прямоугольный уступ с движением подачи, направленным радиально наружу в случае наружного осевого точения и направленным по оси наружу в случае радиального точения.
С учетом этих ограничений режущие пластины для точения ступенчатых прямоугольных уступов являются обычно ромбическими или треугольными и вследствие этого имеющими два или три индексируемых режущих угла для односторонних пластин. Такие режущие пластины, например, как показанные и описанные в патенте США 4632608, в которых каждый режущий угол выполнен как выступающая часть между выборками на боковых сторонах пластины. Режущие пластины являются предпочтительно двухсторонними с тем, чтобы соответственно иметь четыре или шесть индексируемых режущих углов.
С точки зрения увеличения числа режущих углов известна двухсторонняя индексируемая нетангенциальная режущая пластина, описанная в патенте США 6074137. Режущая пластина имеет четыре вогнутые боковые кромки, расположенные между в основном квадратными противолежащими верхней и нижней поверхностями. Смежные боковые режущие кромки соединяются через режущий угол, имеющий величину в диапазоне 83±5°. Хотя режущая пластина является в основном квадратной и имеет восемь режущих углов, допускаемая ею длина обработки ограничена. Фактически максимальная длина обработки ограничена менее чем длиной стороны воображаемого квадрата, в который вписан контур режущей пластины на виде на нее сверху. Кроме того, эта режущая пластина не является тангенциальной.
На фиг.1 и 2 показан режущий инструмент 20 с режущей пластиной 22 как для осевой, так и для радиальной операций точения, также известных как операции продольного и торцового точения. Режущая пластина 22 ориентирована с задними углами γ1 и γ2 для операций радиального и осевого точения соответственно. Режущая пластина 22 имеет один рабочий режущий угол 24, первый последующий нерабочий режущий угол 26 для операции осевого точения и второй последующий нерабочий режущий угол 28 для операций радиального точения. Главная и вспомогательная режущие кромки 30, 32 расположены между рабочим режущим углом 24 и нерабочими режущими углами 28, 26.
Фиг.3 является иллюстрирующим чертежом, показывающим режущий инструмент 20 в процессе как радиальной, так и осевой операций точения заготовки 33. Пунктирные линии 34 показывают теоритический прямоугольный уступ, а штихпунктирная линия 35 показывает воображаемое продолжение обрабатываемого торца 36 заготовки 33. Как можно заметить, при операции радиального точения второй нерабочий режущий угол 28 и часть главной режущей кромки 30 расположены так, что они расположены вне воображаемого продолжения 35 обрабатываемого торца 36 и будут взаимодействовать с заготовкой 33, если будет сделана попытка увеличить длину обработки свыше d, при которой пунктирная линия пересекает главную режущую кромку 30. Таким образом, длина обработки является ограниченной при радиальном точении прямоугольного уступа. Для осевого точения в условиях, показанных на фиг.3, длина обработки также ограничена величиной d. Любое увеличение длины обработки приведет к получению непрямоугольного уступа. Другими словами, форма пластины после ориентации получается такой, что при операции осевого точения первый последующий нерабочий режущий угол 26 и часть вспомогательной режущей кромки 32 расположены так, что она имеет ограниченную длину обработки. Более того, форма пластины после ориентации получается такой, что она имеет ограниченную длину обработки для операций как осевого, так и радиального точения, вследствие наличия как первого последующего нерабочего угла 26 и части вспомогательной режущей кромки 32, так и второго последующего нерабочего режущего угла 28 и части главной режущей кромки 30.
Задача настоящего изобретения состоит в создании тангенциальной режущей пластины, имеющей неограниченную длину обработки при радиальном и осевом точении ступенчатых прямоугольных уступов на заготовке.
Задачей настоящего изобретения является также создание державки для установки и закрепления тангенциальной режущей пластины.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением индексируемая режущая пластина для использования в режущем инструменте для операций точения имеет:
- две идентичные противолежащие торцовые поверхности, имеющие 180° ротационную симметрию вокруг проходящей через них первой оси (R1),
- периферийную боковую поверхность, расположенную между двумя противолежащими торцовыми поверхностями, и
- периферийную кромку, образованную на пересечении каждой торцовой поверхности и периферийной боковой поверхности, по крайней мере, два участка каждой периферийной кромки предназначены для использования как режущие кромки,
- периферийная боковая поверхность включает:
- две идентичные противолежащие главные боковые поверхности, имеющие 180° ротационную симметрию вокруг проходящей через них второй оси (R2), вторая ось (R2) расположена перпендикулярно к первой оси (R1),
- две идентичные противолежащие вспомогательные боковые поверхности, имеющие 180° ротационную симметрию вокруг проходящей через них третьей оси (R3), третья ось (R3) расположена перпендикулярно первой оси (R1) и второй оси (R2),
- главную плоскость (Р2), определяемую первой осью (R1) и второй осью (R2),
- вспомогательную плоскость (Р1), определяемую первой осью (R1) и третьей осью (R3),
- среднюю плоскость (М), определяемую второй осью (R2) и третьей осью (R3),
- каждая торцовая поверхность имеет четыре угла, два заниженных угла и два приподнятых угла, заниженные углы расположены ближе к средней плоскости (М), чем приподнятые углы,
- на виде сбоку на одну из вспомогательных боковых поверхностей все четыре угла расположены эквидистантно по отношению к вспомогательной плоскости (Р1),
- на виде сбоку на одну из главных боковых поверхностей все четыре угла расположены эквидистантно по отношению к главной плоскости (Р2).
В соответствии с настоящим изобретением режущая пластина имеет максимальное расстояние D1 между вспомогательными боковыми поверхностями, которое больше, чем максимальное расстояние D2 между главными боковыми поверхностями.
В соответствии с настоящим изобретением на виде с торца на режущую пластину каждая главная боковая поверхность выполнена углубленной.
В соответствии с предпочтительным вариантом настоящего изобретения на виде с торца расстояние между противолежащими главными боковыми поверхностями изменяется от максимального расстояния D2 вблизи углов режущей пластины до минимального расстояния d2 на пересечении главной боковой поверхности с главной плоскостью (Р2).
В соответствии со специфическим исполнением настоящего изобретения минимальное расстояние d2 выполнено в соответствии с уравнением: d2=D2-t, в котором значение t выбрано из интервала 0,3 мм ≤ t ≤ 0,4 мм.
В соответствии с настоящим изобретением на виде с торца на режущую пластину каждая вспомогательная боковая поверхность выполнена углубленной.
В соответствии с предпочтительным вариантом настоящего изобретения на виде с торца расстояние между противолежащими вспомогательными поверхностями изменяется от максимального расстояния (D1) вблизи углов режущей пластины до минимального расстояния d1 на пересечении вспомогательных боковых поверхностей с вспомогательной плоскостью (Р1).
В соответствии со специфическим исполнением настоящего изобретения минимальное расстояние d1 выполнено в соответствии с уравнением d1=D1-s, в котором значение s выбрано из интервала 0,05 мм ≤ s ≤ 0,25 мм.
В соответствии с настоящим изобретением каждая вспомогательная боковая поверхность соединяется с примыкающей главной боковой поверхностью через угловую боковую поверхность, причем каждая угловая боковая поверхность расположена между приподнятым углом одной из двух противолежащих торцовых поверхностей и заниженным углом другой из двух противолежащих торцовых поверхностей.
В соответствии с предпочтительным вариантом настоящего изобретения каждая режущая кромка включает главную кромку, вспомогательную кромку и угловую кромку между ними.
В соответствии с настоящим изобретением каждая главная кромка, угловая кромка и вспомогательная кромка образованы на пересечении смежных главной боковой поверхности, угловой боковой поверхности и вспомогательной боковой поверхности соответственно со смежной торцовой поверхностью.
В соответствии с предпочтительным вариантом настоящего изобретения главные режущие кромки углублены на виде с торца.
В соответствии с предпочтительным вариантом настоящего изобретения расстояние между противолежащими главными кромками изменяется от максимального расстояния D2 вблизи угловых кромок до минимального расстояния d2 на пересечении главных кромок с главной плоскостью (Р2).
В соответствии с предпочтительным вариантом настоящего изобретения вспомогательные кромки углублены на виде с торца.
В соответствии с предпочтительным вариантом настоящего изобретения расстояние между противолежащими вспомогательными кромками изменяется от максимального расстояния D1 вблизи угловых кромок до минимального расстояния d1 на пересечении вспомогательных кромок со вспомогательной плоскостью (Р1).
В соответствии с предпочтительным вариантом изобретения каждый приподнятый угол образует угловую режущую кромку, а примыкающие главная и вспомогательная кромки образуют главную и вспомогательную режущие кромки соответственно.
В основном главная режущая кромка имеет длину L1 большую чем половина расстояния D1.
В основном вспомогательная режущая кромка имеет длину L2, примерно равную половине расстояния D2.
В соответствии с предпочтительным вариантом настоящего изобретения режущая пластина имеет сквозное отверстие, проходящее между главными боковыми поверхностями и имеющее ось, совпадающую со второй осью (R2).
Режущий инструмент в соответствии с настоящим изобретением содержит режущую пластину в соответствии с настоящим изобретением, опорную пластину и державку, имеющую гнездо под пластину, в котором закреплены опорная пластина и режущая пластина,
гнездо ограничено базовой поверхностью, предназначенной для взаимодействия с главной боковой поверхностью режущей пластины, первой боковой стенкой, выступающей из базовой поверхности и предназначенной для взаимодействия со вспомогательной боковой поверхностью режущей пластины, и второй боковой стенкой, выступающей из базовой поверхности, первая боковая стенка расположена смежно главной боковой поверхности и поперечно к ней,
опорная пластина имеет верхнюю поверхность, предназначенную для взаимодействия с нерабочей торцовой поверхностью режущей пластины, противолежащую нижнюю поверхность, предназначенную для взаимодействия со второй боковой стенкой гнезда, и расположенную между ними периферийную поверхность,
винт для крепления опорной пластины в гнезде проходит через ее сквозное отверстие и взаимодействует со вторым резьбовым отверстием на второй боковой стенке, и
крепежный винт для закрепления режущей пластины в гнезде, проходящий через сквозное отверстие в режущей пластине и взаимодействующий с резьбовым отверстием на базовой поверхности.
Если необходимо, каждая торцовая поверхность режущей пластины имеет два усеченных конуса, расположенных от средней плоскости (М) и по разные стороны от главной плоскости (Р2), а верхняя поверхность опорной пластины в соответствии с настоящим изобретением имеет приподнятую площадку на ее выступающей части, причем
два усеченных конуса нерабочего торца предназначены для взаимодействия с приподнятой площадкой верхней поверхности опорной пластины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежами, на которых:
на фиг.1 показан вид сбоку на типичный известный режущий инструмент,
на фиг.2 показан вид справа на фиг.1,
на фиг.3 показан вид сверху на фиг.1 во время операции точения,
на фиг.4 показан вид в перспективе на режущую пластину в соответствии с настоящим изобретением,
на фиг.5 показан первый вид сбоку на режущую пластину на фиг.4,
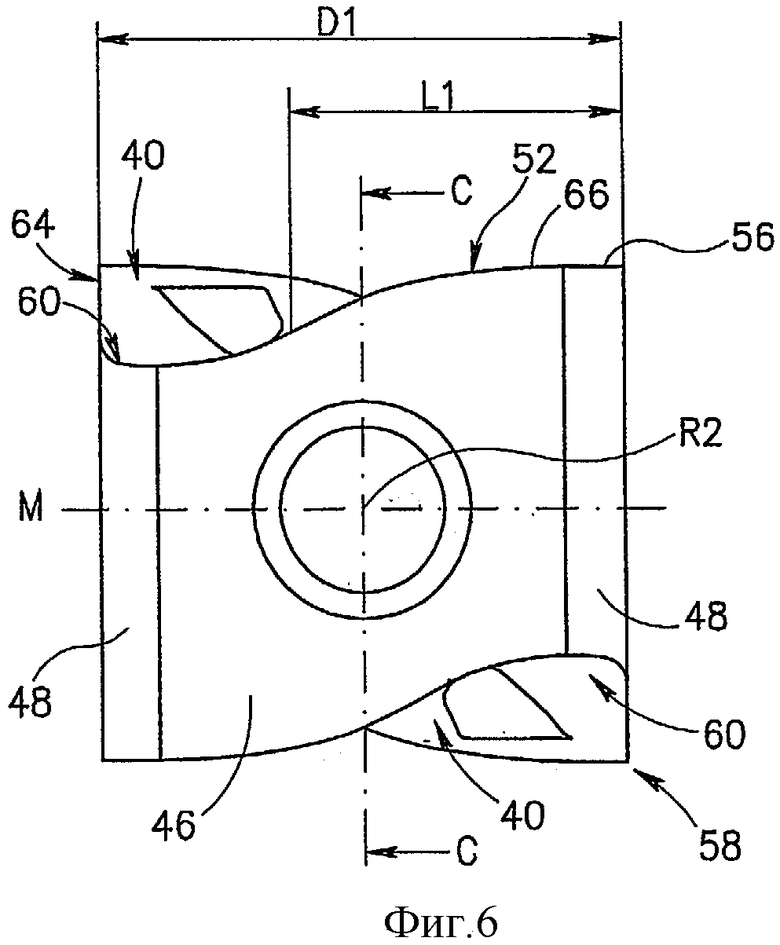
на фиг.6 показан второй вид сбоку на режущую пластину, представленную на фиг.4,
на фиг.7 показано поперечное сечение режущей пластины, представленной на фиг.6, по линии С-С,
на фиг.8 показан вид с торца на режущую пластину, представленную на фиг.4,
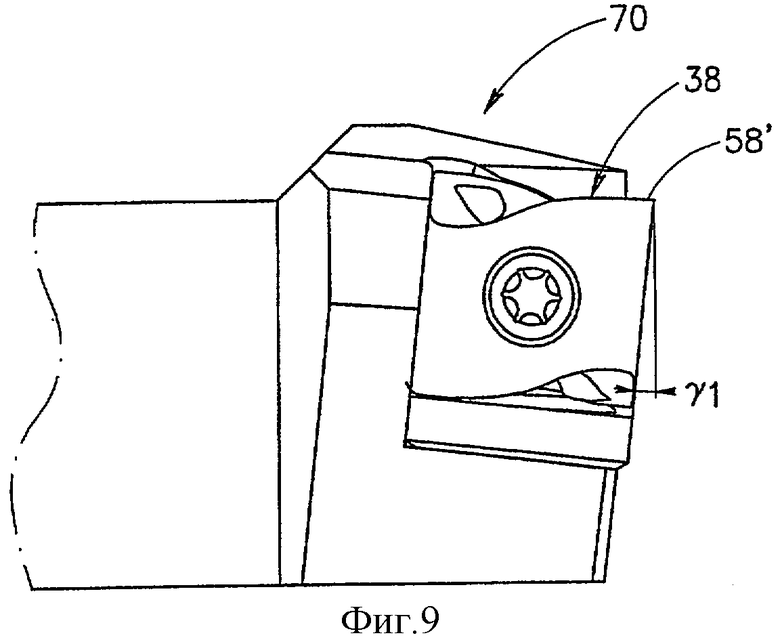
на фиг.9 показан вид сбоку на режущий инструмент в соответствии с настоящим изобретением,
на фиг.10 показан вид справа на режущий инструмент на фиг.9,
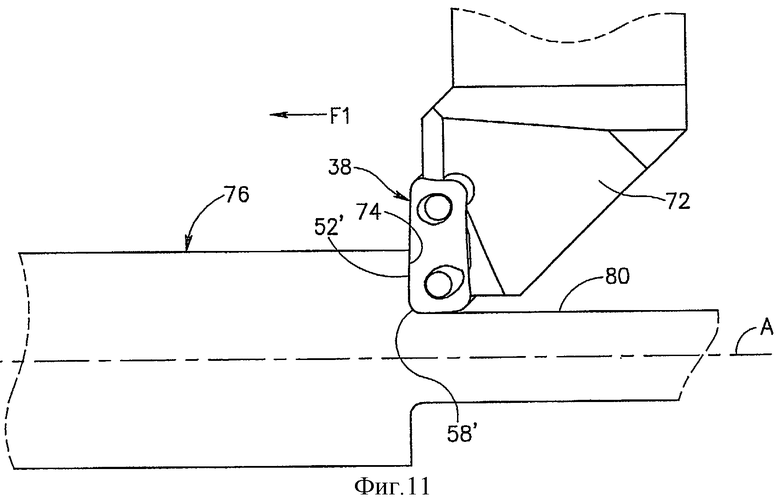
на фиг.11 показан вид сверху на режущий инструмент в соответствии с настоящим изобретением во время операции осевого точения,
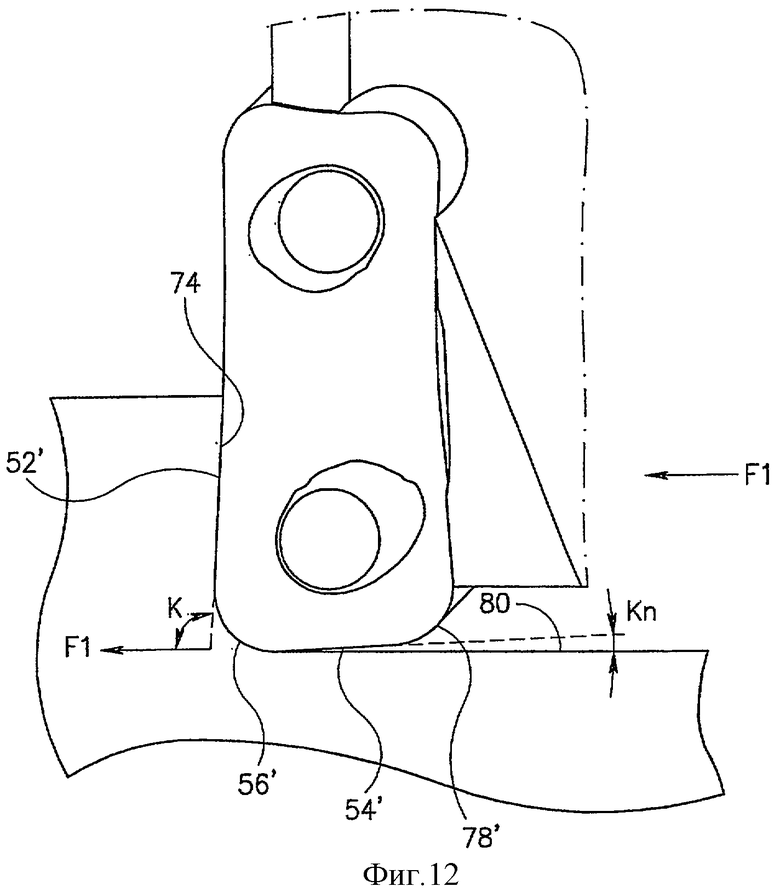
на фиг.12 увеличенно показан участок на фиг.11,
на фиг.13 показан вид сверху на режущий инструмент в соответствии с настоящим изобретением во время операции радиального точения,
на фиг.14 увеличенно показан участок на фиг.13,
на фиг.15 показан вид в перспективе на режущий инструмент в соответствии с настоящим изобретением в разобранном состоянии, и
на фиг.16 показан вид с торца на режущую пластину в соответствии с настоящим изобретением.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Рассмотрим вначале фиг.4-8, показывающие тангенциальную индексируемую режущую пластину 38 в соответствии с настоящим изобретением. Режущая пластина 38 в основном изготовлена путем прессования и спекания твердого сплава, такого как твердый сплав на основе карбида вольфрама, и может быть с покрытием или без покрытия. Режущая пластина 38 выполнена в основном прямоугольной на виде с торца и имеет две идентичных торцовых поверхности 40 и периферийную боковую поверхность 42, расположенную между торцовыми поверхностями 40. Режущая пластина 38 и торцовые поверхности 40 имеют 180° ротационную симметрию вокруг первой оси R1, проходящей через торцовые поверхности 40, поскольку торцовые поверхности идентичны, описана будет только одна из них, при этом следует понимать, что другая торцовая поверхность 40 имеет идентичную структуру.
Периферийная боковая поверхность 42 содержит две противолежащие идентичные вспомогательные боковые поверхности 44, две противолежащие идентичные главные боковые поверхности 46 и четыре противолежащие угловые боковые поверхности 48. Смежные главная и вспомогательная боковые поверхности 46, 44 соединяются через общую угловую боковую поверхность 48. Режущая пластина 38 и главная боковая поверхность 46 имеют 180° ротационную симметрию вокруг второй оси R2, перпендикулярной к первой оси ротационной симметрии R1 и проходящей через главные боковые поверхности 46. Режущая пластина 38 и вспомогательные боковые поверхности 44 также имеют 180° ротационную симметрию вокруг третьей оси R3, проходящей через вспомогательные боковые поверхности 44 и перпендикулярной как к первой, так и ко второй осям 180° ротационной симметрии R1, R2.
Периферийная боковая поверхность 42 пересекает каждую торцовую поверхность 40 по периферийной кромке 50. Периферийная кромка 50 включает две идентичные противолежащие главные кромки 52, две идентичные противолежащие вспомогательные кромки 54 и четыре противолежащие угловые кромки 56. Смежные главная и вспомогательная кромки 52, 54 соединяются через общую угловую кромку 56. Главные кромки 52 образованы пересечением главных боковых поверхностей 46 с торцовыми поверхностями 40, вспомогательные кромки 54 образованы пересечением вспомогательных боковых поверхностей 44 с торцовыми поверхностями 40 и угловые кромки 56 образованы пересечением угловых боковых поверхностей 48 с торцовыми поверхностями 40.
Для дальнейшего описания геометрических особенностей режущей пластины 38 будет использована вспомогательная плоскость Р1, которой в основном параллельны главные кромки 52 на виде с торца на режущую пластину 38, определяемая первой и третьей осями ротационной симметрии R1, R3. Главная плоскость Р2, которой в основном параллельны вспомогательные кромки 54 на виде с торца на режущую пластину 38, определена первой и второй осями ротационной симметрии R1, Р2. Средняя плоскость М, перпендикулярная как вспомогательной, так и главной плоскости P1, P2, определена второй и третьей осями ротационной симметрии R2, R3. Размер по ширине D1 режущей пластины 38 определен как максимальное расстояние между вспомогательными боковыми поверхностями 44, измеренное параллельно третьей оси R3. Размер по длине D2 режущей пластины 38 определен как максимальное расстояние между главными боковыми поверхностями 46, измеренное параллельно второй оси R2. Для тангенциальной режущей пластины 38 размер по ширине D1 больше, чем размер по длине D2.
Четырем угловым кромкам 56 данной торцовой поверхности соответствуют четыре угла, из которых два диаметрально противоположных выполнены в виде приподнятых углов 58, а два диаметрально противоположных выполнены в виде заниженных углов 60. Заниженные углы 60 расположены ближе к средней плоскости М, чем приподнятые углы 58. На виде сбоку на каждую из вспомогательных боковых поверхностей 44 все четыре угла 58, 60 расположены эквидистантно по отношению к вспомогательной плоскости Р1. На виде сбоку на каждую из главных боковых поверхностей все четыре угла 58, 60 расположены эквидистантно по отношению к главной плоскости Р2. Каждая из угловых боковых поверхностей 48 расположена между приподнятым углом 58 одной из торцовых поверхностей 40 и смежным заниженным углом 60 на противолежащей торцовой поверхности 40. Каждая угловая боковая поверхность 48 имеет постоянный радиус кривизны вдоль ее длины, дуга которого стягивает, как правило, центральный угол 95±3°. Наличие приподнятых и заниженных углов 58, 60 дает возможность режущей пластине 38 иметь четыре однонаправленных приподнятых угла 58 для индексирования.
Смежная главная и вспомогательная кромки 52, 54 расположены от угловой кромки 56 приподнятого угла 58 с различным наклоном по отношению к заниженному углу 60. На виде сбоку на режущую пластину 38 вблизи приподнятого угла 58 наклон каждой главной кромки 52 (см. фиг.6) в основном постоянен, кромка 52 на этом участке параллельна средней плоскости М. При движении вдоль главной кромки 52 к смежному заниженному углу 60 наклон постепенно увеличивается, а затем - уменьшается вблизи заниженного угла 60. Как можно видеть на фиг.5, каждая вспомогательная кромка 54 имеет форму, в основном сходную с главными кромками 52. Таким образом, на соответствующем виде сбоку каждая главная и вспомогательная кромка 52, 54 имеет похожую волнистую вытянутую S-образную форму.
На виде с торца на режущую пластину 38 главные кромки 52 выполнены вогнутыми. Другими словами, на виде с торца главные кромки 52 углублены, при этом расстояние между противолежащими главными кромками 52 изменяется от приблизительно равного D2 вблизи угловых кромок 56 до минимального расстояния d2 на пересечении главных кромок 52 с главной плоскостью Р2. Минимальное расстояние выполнено в соответствии с уравнением D2-t. В качестве неограничивающего примера значение t выбрано из интервала больше или равно 0,3 мм и меньше или равно 0,4 мм. На виде с торца на режущую пластину 38 каждая главная боковая поверхность 46 также выполнена вогнутой вследствие ее углубления аналогично соответствующей главной кромке 52. Следует отметить, что нет необходимости в постепенном изменении расстояния между противолежащими главными кромками 52 (а также между противолежащими главными боковыми поверхностями 46) от максимального значения D2 к минимальному значению d2.
На виде с торца на режущую пластину 38 вспомогательные кромки 54 также выполнены вогнутыми аналогично главным кромкам 52. Расстояние между противолежащими вспомогательными кромками 54 на виде с торца изменяется от приблизительно равного D1 вблизи угловых кромок 56 до минимального расстояния d1 на пересечении вспомогательных кромок 54 со вспомогательной плоскостью P1. Минимальное расстояние d1 выполнено в соответствии с уравнением D1-s. В качестве неограничивающего примера значение s выбрано из интервала больше или равно 0,05 мм и меньше или равно 0,25 мм. Соответственно на виде с торца на режущую пластину 38 каждая вспомогательная боковая поверхность 44 выполнена вогнутой вследствие ее углубления аналогично соответствующей вспомогательной кромке 54. При этом нет необходимости в постепенном изменении расстояния между противолежащими вспомогательными кромками 54 (аналогично между противолежащими вспомогательными боковыми поверхностями 44) от максимального значения D1 к минимальному значению d1.
Следует отметить, что хотя вся периферийная кромка 50 может использоваться в качестве режущей кромки, на практике участки периферийной кромки 50 вблизи заниженных углов 60 не используются в качестве режущих кромок. В соответствии со специфическим выполнением настоящего изобретения каждая периферийная кромка 50 имеет используемую главную режущую кромку 66, проходящую от соответствующего приподнятого угла 58 вдоль угловой кромки 56, и главную кромку 52, причем длина главной режущей кромки L1 больше половины размера по ширине D1. Кроме того, в соответствии со специфическим исполнением настоящего изобретения каждая периферийная кромка 50 имеет используемую вспомогательную режущую кромку 68, проходящую от соответствующего приподнятого угла 58 вдоль угловой кромки 56, и вспомогательную кромку 54, причем длина вспомогательной режущей кромки L2 приблизительно составляет половину размера по длине D2.
Рассмотрим фиг.9 и 10, показывающие виды сбоку и справа на режущий инструмент 70 в соответствии с настоящим изобретением. Режущая пластина 38 установлена с задними углами γ1, γ2 и имеет рабочий приподнятый угол 58', выступающий наружу из режущего инструмента 70.
Рассмотрим фиг.11 и 12, показывающие режущую пластину 38 в державке 72 на виде сверху во время операции осевого точения ступенчатого прямоугольного уступа 74 на заготовке 76, вращающейся вокруг оси А. К ступенчатому прямоугольному уступу 74 примыкают рабочая главная режущая кромка 52', рабочая угловая кромка 56' рабочего приподнятого угла 58', рабочая вспомогательная кромка 54' и нерабочая кромка заниженного угла 78'. Следует отметить, что рабочая вспомогательная кромка 54' является зачистной кромкой и только небольшой ее участок, примыкающий к рабочей угловой кромке 56', контактирует с заготовкой 76. Вследствие задних углов γ1, γ2 и любой другой требуемой ориентации режущей пластины 38 главный угол в плане К образуется между главной кромкой 52' и направлением движения подачи F1 и вспомогательный угол в плане Kn образуется между вспомогательной кромкой 54' и цилиндрической поверхностью 80 заготовки 76. Как можно видеть, нерабочая угловая кромка заниженного угла 78' полностью удалена от цилиндрической поверхности 80 заготовки 76, вследствие чего длина обработки при осевом точении не ограничивается.
Рассмотрим фиг.13 и 14, показывающие режущую пластину 38 в державке 72 на виде сверху во время операции радиального точения цилиндрической поверхности на державке 76, вращающейся вокруг оси А. К цилиндрической поверхности 80 примыкают рабочая главная режущая кромка 52', рабочая угловая кромка 56' рабочего приподнятого утла 58', рабочая вспомогательная кромка 54' и нерабочая кромка заниженного угла 78". Следует отметить, что рабочая главная кромка 52' является зачистной кромкой и только небольшой ее участок, примыкающий к рабочей угловой кромке 56', контактирует с заготовкой 76. Вследствие задних углов γ1, γ2 и любой другой требуемой ориентации режущей пластины 38 главный угол в плане К образуется между рабочей вспомогательной кромкой 54' и направлением движения подачи F2 и вспомогательный угол в плане Kn образуется между рабочей главной кромкой 52' ступенчатым прямоугольным уступом 74 заготовки 76. Как можно видеть, нерабочая угловая кромка заниженного угла 78" полностью удалена от ступенчатого прямоугольного уступа 74 заготовки 76, вследствие чего диаметр заготовки при радиальном точении не ограничивается.
Установка и закрепление режущей пластины 38 будут описаны с отсылкой к фиг.15, показывающей различные элементы, не упомянутые выше. К этим элементам относятся два усеченных конуса 82 на каждой торцовой поверхности 40, гнездо 84 в державке 72, сквозное отверстие 86 пластины, крепежный винт 88, опорная пластина 90 и винт 92 для ее крепления.
Гнездо 84 ограничено первой и второй боковыми стенками 94, 96, выступающими от базовой поверхности 98. Опорная пластина 90 имеет верхнюю поверхность 100, плоскую противолежащую нижнюю поверхность 102 и периферийную поверхность 104, расположенную между ними. Верхняя поверхность 100 опорной пластины 90 включает приподнятую площадку 106, выступающую в направлении от ее нижней поверхности 102. Сквозное отверстие 108 опорной пластины расположено между верхней поверхностью 100 и нижней поверхностью 102. Два усеченных конуса 82 на каждой торцовой поверхности 40 расположены от средней плоскости М и по разные стороны от главной плоскости Р2. Усеченные конусы 82 предназначены для взаимодействия с потоком стружки, ограничивая тем самым длины L1, L2 главной и вспомогательной режущих кромок 66, 68.
При закреплении опорной пластины 90 в гнезде 84 ее нижняя поверхность взаимодействует со второй боковой стенкой 96. Винт 92 для крепления опорной пластины проходит через ее сквозное отверстие 108 и взаимодействует со вторым резьбовым отверстием 110 на второй боковой стенке 96. При закреплении режущей пластины в гнезде 84 нерабочая торцовая поверхность 40 взаимодействует с верхней поверхностью 100 опорной пластины 90. Первая боковая стенка 94 взаимодействует со вспомогательной боковой поверхностью 44 режущей пластины 38, а базовая поверхность 98 взаимодействует с главной боковой поверхностью 46. Два усеченных конуса 82 нерабочей торцовой поверхности 40 взаимодействуют с приподнятой площадкой 106 верхней поверхности 100 опорной пластины 90. Крепежный винт 88 проходит через сквозное отверстие 86 пластины и взаимодействует с резьбовым отверстием 112 на базовой поверхности 98 гнезда 84.
Следует отметить, что конкретная форма торцовых поверхностей зависит от конструктивных факторов, связанных с условиями обработки. Например, для того чтобы увеличить угол заострения, выполняется фаска 114, примыкающая к периферийной режущей кромке 50 (см. фиг.7). Передняя поверхность 116 наклонена вниз и внутрь от фаски 114. Если необходимо, передняя поверхность может быть выполнена с соответствующими элементами контроля стружки.
Углубленные боковые поверхности и боковые кромки являются преимуществом с точки зрения допусков на изготовление, поскольку они не станут выпуклыми или частично выпуклыми на виде с торца и не будут контактировать с заготовкой. Возможно использовать прямые боковые кромки, т.е. главные боковые поверхности 46 будут плоскими, а главные кромки 52 - прямыми, как показано на фиг.16, путем ужесточения допусков на изготовление при прессовании и спекании или путем дополнительных операций шлифования.
Хотя настоящее изобретение было описано с определенной степенью детальности, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от объема или сущности изобретения, изложенных в приведенной ниже формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2304037C2 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2011 |
|
RU2477674C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455126C2 |
| ИНДЕКСИРУЕМАЯ ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2431550C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2420372C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2013 |
|
RU2610648C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2609587C2 |











Изобретение относится к области обработки металлов резанием, сборному инструменту для радиального и осевого точения прямоугольных уступов. Для расширения технологических возможностей за счет неограниченной длины обработки в осевом и радиальном направлениях пластина имеет два заниженных угла и два приподнятых угла. Заниженные углы расположены ближе к средней плоскости пластины. Державка имеет гнездо под пластину, в котором закреплены опорная пластина и режущая пластина. Гнездо ограничено базовой поверхностью для взаимодействия с главной боковой поверхностью режущей пластины, первой боковой стенкой, выступающей из базовой поверхности для взаимодействия со вспомогательной боковой поверхностью режущей пластины, и второй боковой стенкой, выступающей из базовой поверхности. Опорная пластина имеет верхнюю поверхность для взаимодействия с нерабочей торцовой поверхностью режущей пластины, противолежащую нижнюю поверхность для взаимодействия со второй боковой стенкой гнезда. Винт для крепления опорной пластины в гнезде проходит через ее сквозное отверстие и взаимодействует с резьбовым отверстием на второй боковой стенке. Крепежный винт для закрепления режущей пластины в гнезде проходит через ее сквозное отверстие и взаимодействует с резьбовым отверстием на базовой поверхности гнезда. 2 н. и 19 з.п. ф-лы, 16 ил.
| US 5333972 А, 02.08.1994 | |||
| Резец для тяжелого резания | 1989 |
|
SU1757776A1 |
| Режущий инструмент | 1979 |
|
SU812433A1 |
| Сборный режущий инструмент Терешонка И.С. | 1980 |
|
SU1053970A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ МИРЗАКАНДОВА А.Р. | 1991 |
|
RU2012441C1 |

