Изобретение относится к области строительных технологий, касающихся термической отделки плоских поверхностей бетонных (железобетонных) изделий, преимущественно, панелей и блоков.
Известна линия (конвейер) высокотемпературной отделки железобетонных изделий, содержащая участки вертикальной укладки, сушки, глазурования, оплавления и охлаждения [1].
Известна также линия высокотемпературной отделки бетонных изделий, содержащая рельсовый путь с вагонетками, участки горизонтальной укладки, сушки, оплавления и охлаждения [2]. Перед оплавлением на поверхностность изделий может быть нанесен красящий раствор [3].
Задача изобретения состоит в расширении ассортимента бетонных изделий с защитно-декоративным стекловидным покрытием.
Технический результат решения поставленной задачи заключается в том, что в линии высокотемпературной отделки бетонных изделий, содержащей рельсовый путь с вагонетками, участки горизонтальной укладки, сушки, пропитки красящим раствором, оплавления и охлаждения, участок пропитки красящим раствором включает пеновзбиватель, распределитель пены по поверхности изделий, выравниватель слоя пены, причем участок пропитки красящим раствором расположен после участка горизонтальной укладки. Пеновзбиватель состоит из секций для приготовления пен красящих растворов различной окраски. Распределитель пены выполнен в виде качающегося рукава. Выравниватель слоя пены выполнен в виде поперечной пластины с возможностью ее вертикального перемещения.
На фиг.1 представлен общий вид линии высокотемпературной отделки бетонных изделий, на фиг.2 изображен пеновзбиватель; на фиг.3 показан распределитель пены; на фиг.4 изображен выравниватель слоя пены.
Линия высокотемпературной отделки бетонных (железобетонных) изделий А содержит рельсовый путь 1 с движущимися вагонетками 2, участок I горизонтальной укладки (оборудование не показано), участок II пропитки красящим раствором, участок III сушки, участок IV оплавления, участок V охлаждения.
Участок пропитки красящим раствором включает боковые ограждения 3, пеновзбиватель 4, распределитель 5 пены по поверхности изделий, выравниватель 6 слоя пены.
Боковые ограждения выполнены прилегающими с минимальным зазором к поверхности бетонных (железобетонных) изделий.
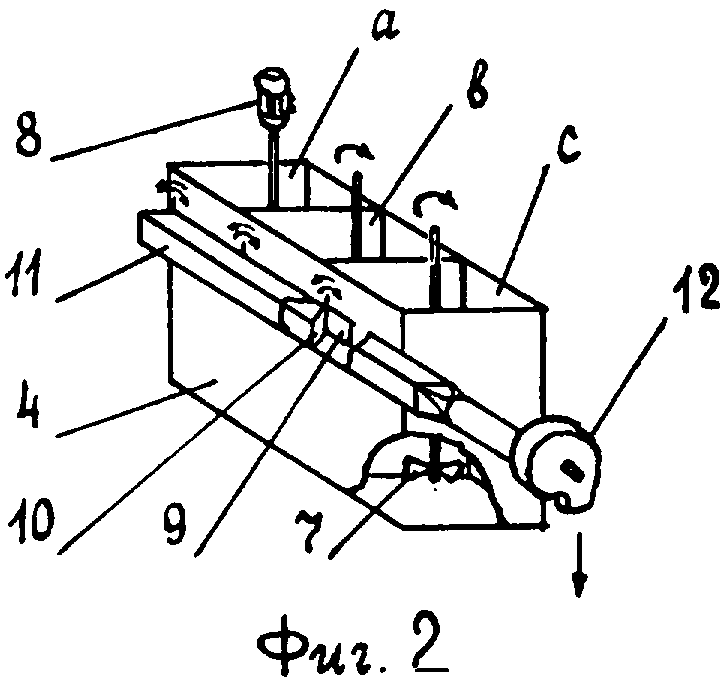
Пеновзбиватель выполнен в виде бака, состоящего из секций, например, a, b, c, для приготовления пен красящих растворов различной окраски с помощью лопастных (или иных) мешалок 7, имеющих привод 8. Каждая секция бака имеет окно 9, перекрываемое поворотной створкой 10, выходящее в пенопровод 11, соединенный с насосом 12 с распределителем пены.
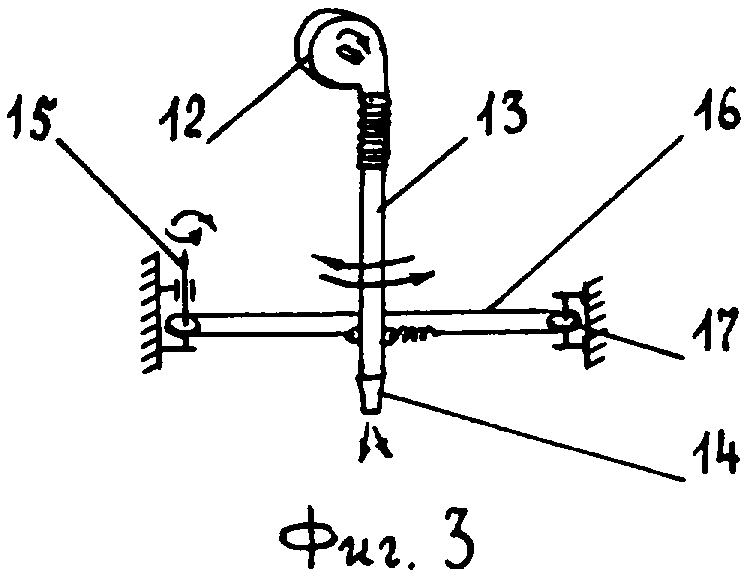
Распределитель пены по поверхности изделий выполнен в виде качающегося рукава 13 с соплом 14 на конце и снабжен приводом 15, включающим, например, прикрепленный к рукаву трос 16 и блоки 17.
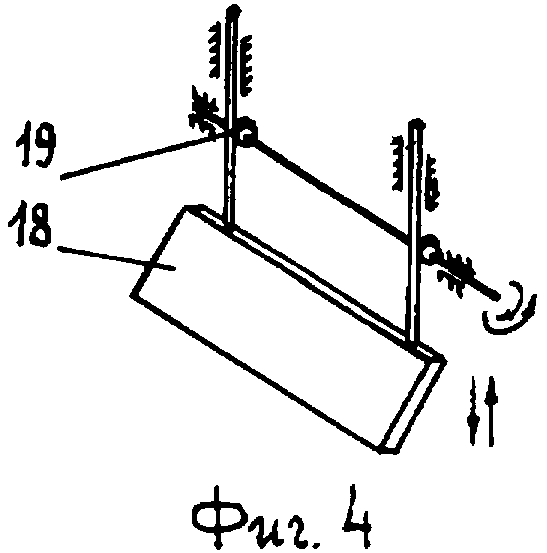
Выравниватель слоя пены выполнен в виде пластины 18, имеющей возможность вертикального перемещения, например, с помощью реечно-шестеренчатого механизма 19. Пластина может быть установлена вертикально или под углом к поверхности изделия. Пластина, боковые ограждения могут быть выполнены из фторопласта или иного не смачиваемого материала.
Участок сушки включает радиационную термокамеру 20 с ИК-излучателями 21.
Участок оплавления поверхности бетонного (железобетонного) изделия может быть выполнен в виде плазмотрона 22, совершающего поперечные перемещения, или неподвижной электропечи (не показана).
Участок охлаждения состоит из кожуха 23, сообщающегося посредством патрубка 24 с системой вытяжной вентиляции (не показана).
Линия высокотемпературной отделки бетонных (железобетонных) изделий работает следующим образом.
В секции a, b, c пеновзбивателя 4 заливают красящие растворы, например, синего, красного и желтого цвета, и пенообразователь.
На вагонетки 2, находящиеся на рельсовом пути 1 участка I, горизонтально укладывают бетонные (железобетонные) изделия А. При поступлении изделий на участок II пропитки красящим раствором включают приводы 8 мешалок 7. Образовавшаяся в секциях пена через окна 9 поступает в пенопровод 11 и насосом 12 подается в распределитель 6 пены. Перекрывая окна в секциях пеновзбивателя с помощью поворотных створок 10, можно подавать в пенопровод пену, окрашенную, соответственно, в синий, красный или желтый цвет. Окрашенная пена перемещается по рукаву 13 и выходит через сопло 14 на поверхность бетонного (железобетонного) изделия. При включении привода 15, включающего трос 16 и блоки 17, рукав начинает совершать качательные движения. Вытеканию пены с поверхности изделия препятствуют боковые ограждения 3. Выравниватель 6 слоя пены обеспечивает заданную толщину слоя путем вертикального перемещения пластины 18 механизмом 19.
Далее выровненный слой пены поступает на участок III сушки, где под воздействием ИК-излучателей 21 радиационной термокамеры 20 происходит высушивание слоя с образованием на поверхности изделия цветных разводов красителя.
На участке IV оплавления поверхность бетонного (железобетонного) изделия, покрытого слоем красителя, подвергается термообработке с применением плазмотрона 22 (или электропечи). В результате на поверхности изделия получают стекловидный слой с цветными разводами.
На участке V охлаждения нагретая поверхность изделия постепенно остывает под воздействием потоков воздуха. Отработавший воздух удаляется из кожуха 23 через патрубок 24 в систему вытяжной вентиляции.
Готовые изделия снимаются с вагонеток и складируются.
Предложенная линия позволяет расширить ассортимент бетонных изделий с защитно-декоративным стекловидным покрытием.
Источники информации
1. Канаев В.К. Новая технология строительной керамики. - М.: Стройиздат, 1990. - 264 с.
2. Гердвис И.А. Научные основы технологии керамического глазурования бетонных изделий. // Тр. НИИ «Стройкерамика», 1973. - Вып.37. - С.83-101.
3. Буянтуев С.Л., Былкова Н.В., Заяханов М.Е. Защитно-декоративные покрытия на строительных изделиях с использованием сырьевых материалов Бурятии. // Строительные материалы. - 2002. - №8. - С.22-23.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОВЕРХНОСТЕЙ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ОТДЕЛКИ | 2006 |
|
RU2311398C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2317965C1 |
| СПОСОБ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2306302C1 |
| СПОСОБ ТЕРМОДЕКОРИРОВАНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2007 |
|
RU2337897C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОТДЕЛКИ БЕТОНА | 2006 |
|
RU2301215C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2318780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНГОБИРОВАННОГО КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2345053C2 |
| СПОСОБ АНГОБИРОВАНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2345052C2 |
| СПОСОБ ГЛАЗУРОВАНИЯ БЕТОННОГО ИЗДЕЛИЯ | 2007 |
|
RU2337898C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ ИСКУССТВЕННЫХ КАМЕННЫХ БЕЗОБЖИГОВЫХ ИЗДЕЛИЙ | 2006 |
|
RU2301214C1 |
Изобретение относится к области строительных технологий, касающихся термической отделки плоских поверхностей бетонных (железобетонных) изделий, преимущественно, панелей и блоков. В линии высокотемпературной отделки бетонных изделий, содержащей рельсовый путь с вагонетками, участки горизонтальной укладки, сушки, пропитки красящим раствором, оплавления и охлаждения, участок пропитки красящим раствором включает пеновзбиватель, распределитель пены по поверхности изделий, выравниватель слоя пены, причем участок пропитки красящим раствором расположен после участка горизонтальной укладки. Пеновзбиватель состоит из секций для приготовления пен красящих растворов различной окраски. Распределитель пены выполнен в виде качающегося рукава. Выравниватель слоя пены выполнен в виде поперечной пластины с возможностью ее вертикального перемещения. Технический результат: расширение ассортимента бетонных изделий с защитно-декоративным стекловидным покрытием. 3 з.п. ф-лы, 4 ил.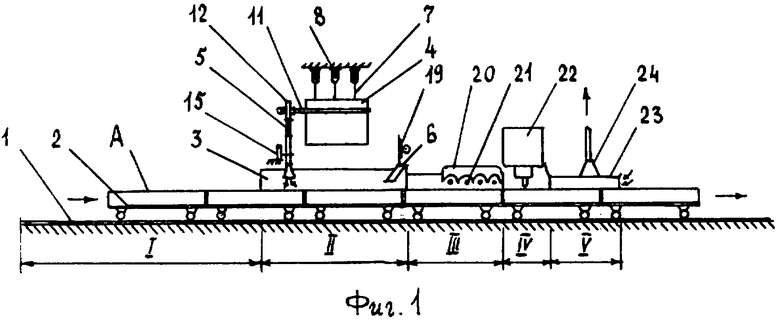
| КАНАЕВ В.К | |||
| Новая технология строительной керамики | |||
| - М.: Стройиздат, 1990, 264 с | |||
| Поточная линия для отделки строительный изделий | 1989 |
|
SU1604619A1 |
| Способ обработки поверхностей бетонных строительных изделий и монолитных сооружений | 1991 |
|
SU1838115A3 |
| Способ отделки строительных изделий | 1980 |
|
SU963978A1 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ | 0 |
|
SU373183A1 |

