Изобретение относится к области строительства, в частности к способам отделки бетонных и каменных поверхностей на строительных площадках и в заводских условиях.
Известен способ отделки бетонных и каменных материалов, заключающийся в нанесении на поверхность материала водного раствора красителя с последующим расплавлением поверхностного слоя кислородно-ацетиленовым пламенем 1.
Недостатками этого способа являются низкая адгезия окрашиваемого слоя и невысокое качество из-за различия в коэффициентах теплового расширения поверхностного слоя и бетона.
Наиболее близким к предложенному способу является способ отделки строительных изделий путем нанесения на их поверхность слоя стекловидных гранул с последующим оплавлением дугой плазменной горелки .
Однако нанесение стеклогранул возможно лишь на поверхность бетонной плиты, когда она находится в пластичном состоянии. Это исключает применение такого способа для отделки камней (естественных и искусственных, например кирпича), а также бе тона в твердом состоянии. По этим же причинам этот способ неприменим в условиях строительной площадки.
Кроме того, применение окрашенньлх стеклокристаллических гранул предполагает наличие цветного стекла, получаемого от заводов стеклянной тары в виде отходов - или боя тары, или
10 специально изготовленных гранул, что значительно удорожает способ.
Ограниченность цветовой гаммы стеклянной тары приводит к тому, что отделанные по такому способу строи15тельные поверхности невыразительны.
Технология втапливания гранул в бетон сложна, требует большой трудоемкости и тщательности и незначительный отклонения от технологии
20 (слабо или сильно утопленные гранулы ) ведут к браку.
Целью изобретения является повышение прочности отделочного слоя и его декоративности.
25
Поставленная цель достигается тем, что в способ отделки строитель ных изделий путем нанесения на их поверхность слоя стекловидных гранул с последующим оплавлением дугой
JO электрической горелки, стекловидные гранулы перед нанесением обрабатываю жидким стеклом с красителем, а оплав ление осуществляют перемещением горелки относительно поверхности изделий со скоростью 0,03-0,U4 м/с при длине электрической дуги 80 120 мм. Кроме того, в качестве стекловидных гранул используют измельченный бой оконного или тарного стекла, В качестве красителей применяют щелочесветоустойчивые пигменты синего/ красного, зеленого, оливкового, золотисто-коричневого и других дветов (окись кобальта, окись хрома, окись меди, окись железа, хлористая медь азотнокислый цезий) . В составе пасты по предложенному способу жидкое стекло является вяжущим. Введение его в состав пасты придает ей высокую адгезионную способность, что позволяет наносить па ту на вертикальныеповерхности стен а также потолки. Так как паста пред назначена для последующего оплавленто жидкое стекло является практичес ки единственным доступным вяжущим, выдерживающим тепловой удар. При плавлении пасты жидкое стекло, калиевое или натриевое, снижает темпер туру расплава. - Использование электродуговой тер мообработки в предложенном способе связано с тем, что плазменная обработка не дает нужного эффекта. Плаз менная струя по мере расплавления слоя пасты сдувает жидкий ргьсплав с отделываемой поверхности,, Это про исходит из-за того, что плазменная струя создает значительный сжоростн напор, вырываясь с большой скоростью из сопла плазмотрона. При оплавлени пасты электродуговой горелкой скоро ной напор отсутствует, расплав с отделываемой поверхности не сдувается. Электрическая дуга соприкасае ся с поверхностью, покрытой пастой, по всей своей длине 1,80-120 мм ) одновременно. За один проход горелки получается оплавленный слой поверхн ти шириной 80-120 мм. Выбор длины д ги и ее электрических параметров СВ зан с техническими возможностями электродуговых горелок с электрической дугой .косвенного действия.Уве личение длины дуги более.120 мм делает работу электродуговых горело неустойчивой. Для повышения устойчивости работы при больших дайнах дуги требуются резкое увеличение напряжения I в 4 - 7 раз ) и изменение конструкции горелки. Скорость оплавления отделочного слоя определяет время действия электрической дуги на слой пасты, что в свою очередь определяет темпе ратуру нагрева пасты..При недостаточном нагреве расплав ее будет име большую вязкость и не проникнет в поры основного материала, что снизит прочность сцепления оплавленного слоя с поверхностью основного материала. При большой температуре перегрева будут наблюдаться вспенивание расплава, интенсивное впитывание его поверхностью основного материала, что влечет за собой уменьшение толщины расплава и перегрев поверхности основного материала. При этом заметно снижаются прочность сцепления и декоративные свойства отделки. Такимобразом, при низкой скорости оплавшения происходит перегрев материала, а при высокой - недогрев. Поэтому оптимальной скоростью оплавления отделочного слоя на поверхности бетона при максимальной прочности сцепления является 0,03-0,4 м/с,. В предложенном способе между высокотемпературной электрической дугой и отделываемым материалом (бетоном; находится слой пасты (3-5 мм ), который воспринимает на себя мощный тепловой поток, поэтому поверхность бетона защищена от непосредственного теплового воздействия. Под воздействием высокой температуры паста плавится и образующийся пирохимически активный расплав начинает растворять контактный слой между пастой и бетоном, одновременно пропитывая поры верхнего слоя бетона и образуя корни, обеспечивающие надежное сцепление стекловидного покрытия с поверхностью. Температура верхнего слоя бетона при этом не превышает 800°С. При такой температуре бетон не разрушается вследствие дегидратации, если время теплового воздействия не превышает 4-5 мин. В предложенном способе время нагрева не превышает 10 - 15 с. П р и м е р 1, На поверхность железобетонной панели с помощью пневмокрошкомета наносят по предложенному способу пасту слоем 3 мм, состоящую из 80% молотого оконного стекла фракции 1 - 5 мм, 17% жидкого калиевого стекла и 3% окиси кобальта. После отверждения нанесенного СЛОЯ (40 - 50 мин ) оплавляют поверхность электрбдуговой горелкой с дугой косвенного действия и следующими параметрами: сила тока 250 А, напряжение 130 в. Длина дуги 100 мм, скорость Ьплавления 0,035 м/с. Под воздействием высокой температуры электрической дуги (3000-4000°С ) паста плавится и расплав пропитывает поры верхнего слоя бетона. После оплавления на поверхности бетона появляг ется стекловидное цветное, в данном случае синего цвета, покрытие толщиной 1-2 мм. П р и м е р 2. На участок стены здания (. с наружной стороны ) наносят
пасту состава,%: стекловидные гранулы фракции 4 мм 78, жидкое стекло 17, краситель (сернокислая медь) 5.
Пасту оплавляют электрической горелкой с длиной дуги 80 мм, силой тока дуги 200 А, напряжением по дуге 120 В при скорости оплавления 0,04 м/с. После оплавления на поверхности силикатного кирпича образуется стекловидное покрытие розового цвета.
ПримерЗ. На поверхность бетона наносят пасту следующего состава,%: стекловидные гранулы фракции ,5 мм 82, жидкое стекло 17, краситель (окись железа) 1.
Пасту оплавляют электрической горелкой по режиму: длина дуги 120мм, сила тока дуги 300 А, напряжение 140 В со скоростью оплавления 0,03 м/с. После оплавления образуется стекловидное покрытие оливкового цвета.
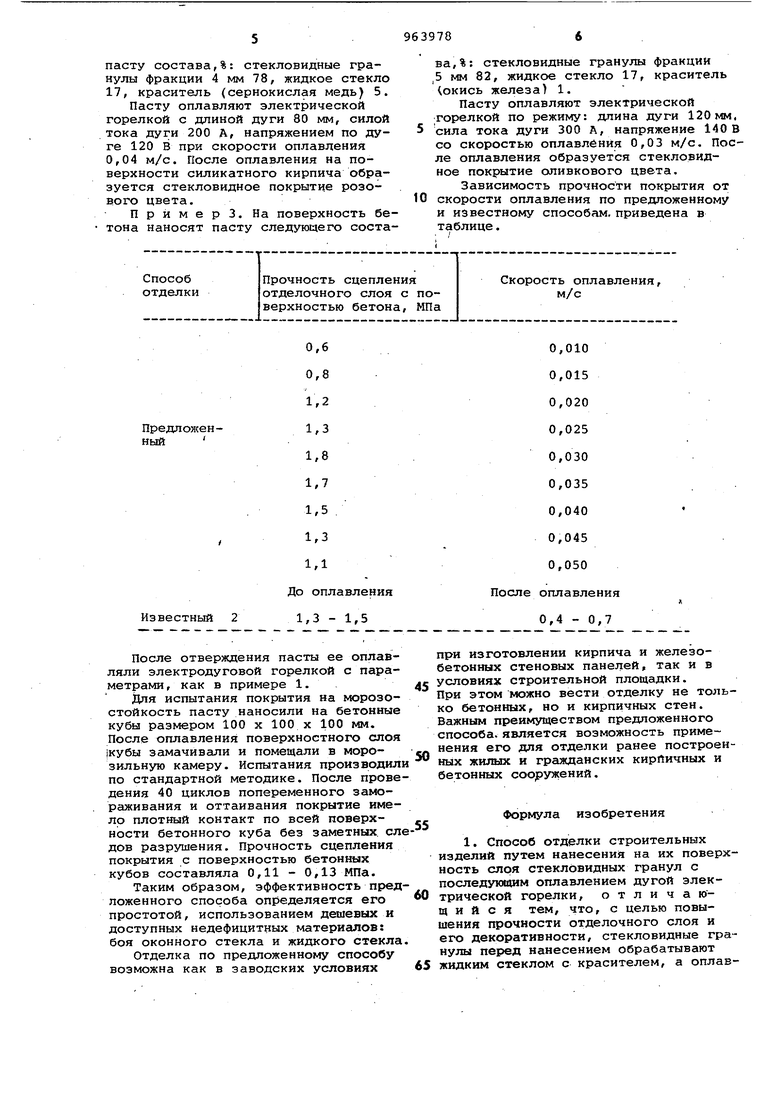
Зависимость прочности покрытия от скорости оплавления по предложенному и известному способам, приведена в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ОТДЕЛКИ БЕТОНА СТЕКЛОВИДНЫМ ПОКРЫТИЕМ | 2008 |
|
RU2367634C1 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2065814C1 |
| СПОСОБ СОЗДАНИЯ ДЕКОРАТИВНОГО УКРАШЕНИЯ НА КЕРАМИЧЕСКОЙ ПЛИТКЕ | 1991 |
|
RU2067542C1 |
| СПОСОБ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2306302C1 |
| СПОСОБ ТЕРМОДЕКОРИРОВАНИЯ СТРОИТЕЛЬНЫХ КОМПОЗИТОВ НА ОСНОВЕ МИНЕРАЛЬНЫХ ВЯЖУЩИХ | 2008 |
|
RU2368590C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2340584C1 |
| СПОСОБ ОТДЕЛКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2340583C1 |
| Способ формования декоративных строительных изделий | 1991 |
|
SU1766673A1 |
| СПОСОБ ТЕРМОДЕКОРИРОВАНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2007 |
|
RU2337897C1 |
После отверждения пасты ее оплавляли электродуговой горелкой с параметрами, как в примере 1. Для испытания покрытия на морозостойкость пасту наносили на бетонные кубы размером 100 х 100 х 100 мм. После оплавления поверхностного слоя кубы замачивали и помещали в морозильную камеру. Испытания производил по стандартной методике. После прове дения 40 циклов попеременного замораживания и оттаивания покрытие имело плотный контакт по всей поверхности бетонного куба без заметных ел дов разрушения. Прочность сцепления покрытия с поверхностью бетонных кубов составляла 0,11 - 0,13 МПа. Таким образом, эффективность пред ложенного способа определяется его простотой, использованием дешевых и доступных недефицитных материалов: боя оконного стекла и жидкого стекла Отделка по предложенному способу возможна как в заводских условиях при изготовлении кирпича и железобетонных стеновых панелей, так и в условиях строительной площадки. При этом можно вести отделку не только бетонных, но и кирпичных стен. Важным преимуществом предложенного способа, является возможность применения его для отделки ранее построенных жилых и гражданских кирпичных и бетонных сооружений. Формула изобретения 1. Способ отделки строительных изделий путем нанесения на их поверхность слоя стекловидных гранул с последующим оплавлением дугой электрической горелки, отличающийся тем, что, с целью повышения прочности отделочного слоя и его декоративности, стекловидные гранулы перед нанесением обрабатывают жидким стеклом с красителем, а оплав7 9639788
ление осуществляют перемещением горел- Источники информации,
ки относительно поверхности изделийпринятые во внимание при экспертизе
со скоростью 0,03 - 0,04 м/с при,
длине электрической дуги 80 - 120 мм. 1. Авторское, свидетельство СССР
ловидныхгранул используют измельчен-№ 636115, кл. В 44 D 5/00, 1975 (проный бой оконного или тарного стекла.тотип)..
