Изобретение относится к области оружейной техники, а именно к технологии получения антифрикционного, износостойкого и антикоррозионного покрытия канала ствола огнестрельного оружия, и предназначено для использования при изготовлении и восстановлении стволов.
Как известно, тактико-технические характеристики огнестрельного оружия такие, например, как живучесть, в большой степени определяются характеристиками ствола, а именно материалом, параметрами канала, свойствами покрытия канала ствола.
Известен способ повышения характеристик канала ствола (см. [1]) путем применения специальных сталей, легированных различными добавками (хром, никель, молибден, ванадий, титан). Применение таких сталей связано со значительными материальными затратами, приводит к технологическим трудностям при их обработке и, в целом, проблему получения качественного ствола не решает.
Известен также способ получения износостойкого покрытия с использованием сверхтвердых материалов (см. [2]). При этом способе предусмотрены операции нанесения покрытия с помощью внедрения пары сверхтвердых материалов: хром-алмаз, хром-молибден, хром-титан. Этот способ повышает микротвердость покрытия, но в конечном счете незначительно улучшает его износостойкость.
Известен электролитический способ получения износостойкого покрытия канала ствола путем нанесения на его внутреннюю поверхность слоя хрома или его сплавов, который предусматривает в качестве обязательной технологической операции проведение механической доводки ствола (см. [2]) до и после нанесения покрытия. Указанный способ имеет существенные недостатки: сильное наводораживание покрытия и материала ствола, высокая хрупкость покрытия, большие внутренние напряжения, изменение геометрии канала ствола, особенно при толстом (более 50 мкм) хромовом покрытии, и, следовательно, ухудшение тактико-технических характеристик оружия. Производство экологически опасно, т.к. шестивалентный хром является высокотоксичным компонентом.
Прототипом предлагаемого изобретения выбран «Способ изготовления износостойкого ствола огнестрельного оружия» по патенту РФ №2169328 (см. [3]). Этот способ включает операцию предварительной обработки канала ствола (в данном случае это очистка канала) и последующую операцию его обработки ультрадисперсным порошком, причем последнюю выполняют перед каждым выстрелом серии, состоящей из 3-5 выстрелов снарядом, на поверхность которого также нанесен ультрадисперсный порошок.
Указанный способ имеет существенные недостатки: сложность реализуемого по данному способу техпроцесса, невозможность получения сплошного износостойкого покрытия, недостаточная живучесть покрытия и ствола в целом.
Наиболее известны триботехнические составы этого класса ХАДО, РВС, РВД, НИОД и др. (см. [4]).
Изобретение решает задачу создания антифрикционного, износостойкого и антикоррозионного защитного покрытия канала ствола, что значительно повышает его эксплуатационные характеристики, при одновременном упрощении технологии.
Указанная задача решается благодаря тому, что согласно изобретению в способе получения покрытия канала ствола огнестрельного оружия, который включает в себя предварительную обработку поверхности канала, а также операцию нанесения покрытия, новым является то, что предварительную обработку поверхности канала ствола осуществляют смесью природных минералов и биологических ферментных систем, растворенных и взвешенных в изопропиловом спирте при температуре 50-80°С в течение 60-90 минут, а затем наносят покрытие, которое представляет собой полифункциональный состав, состоящий из смеси гомогенных и гетерогенных катализаторов и дисперсионно-упрочняющих систем в вязком носителе. Затем производят термообработку первого слоя в течение 2-4 часов при температуре 110-120°С, после чего ствол собирают с оружием, оружие заряжают пулей или снарядом и упрочняют нанесенное покрытие стрельбой.
Количество упрочняющих выстрелов зависит от калибра канала ствола.
Таким образом, отличительными существенными признаками заявленного способа являются:
- операцию нанесения покрытия производят по предварительно активированной поверхности канала ствола, а именно по поверхности, свободной не только от оксидов, смол, нагара и т.д., но и по поверхности, обработанной активирующим составом, включающим каталитические системы, полученные методом гидротермального каталитического синтеза с использованием природных минералов и биологических ферментных систем, растворенных и взвешенных в летучем инертном носителе (например, изопропиловом спирте) при температуре 50-80°С в течение 60-90 минут;
- наносят покрытие (только на поверхность канала), которое представляет собой полифункциональный состав (СПФ), состоящий из смеси гомогенных и гетерогенных катализаторов и дисперсионно-упрочняющих систем в вязком носителе, который представляет собой не «природный» раздробленный минерал, а минерал, подвергнутый синтезу, т.е. включенный в органические комплексы;
- производят термообработку первого слоя в течение 2-4 часов при температуре 110...120°С, после чего ствол собирают с оружием, которое заряжают пулей, и осуществляют выстрел пулей или снарядом.
При этом нанесенный на поверхность канала специальный материал (СПФ) упрочняется. Процесс стрельбы и нанесения специального материала повторяется определенное количество раз в зависимости от калибра ствола.
Сущность изобретения поясняется чертежами, где на:
- фиг.1 показана техническая реализация способа получения покрытия канала ствола огнестрельного оружия;
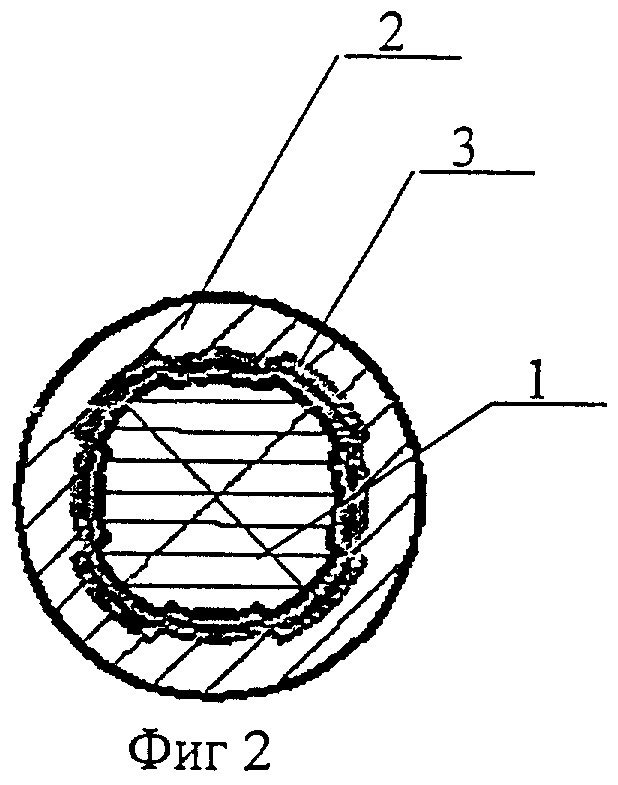
- фиг.2 дано сечение канала ствола в процессе нанесения СПФ;
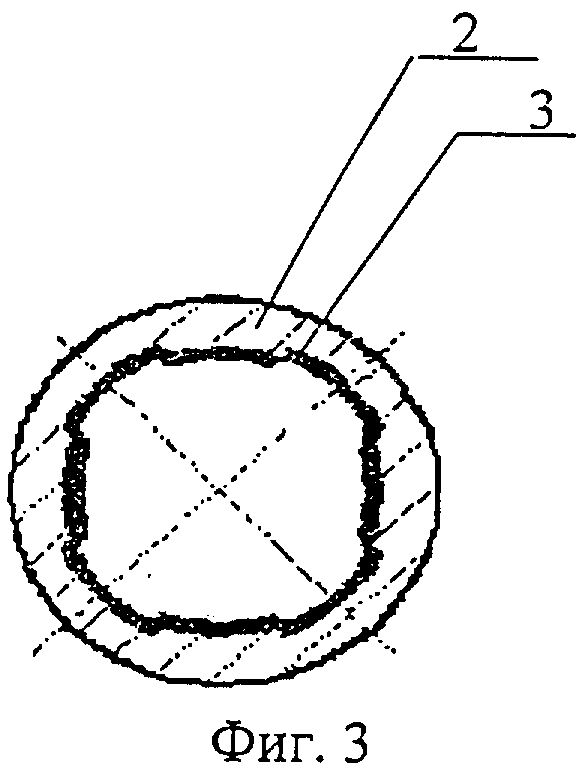
- фиг.3 показано поперечное сечение канала ствола после нанесения СПФ;
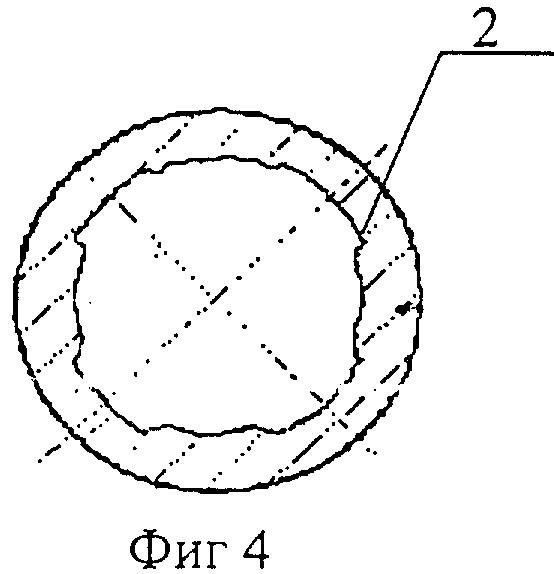
- фиг.4 показано поперечное сечение канала с сформированным покрытием.
В процессе реализации заявленного способа на специальный притир 1, имеющий противоположную геометрию ствола 2 (поле ствола соответствует нарезу притира и наоборот), наносится специальный полифункциональный состав (СПФ) 3, представляющий собой смесь гомогенных и гетерогенных катализаторов и дисперсионно-упрочняющих систем (т.е. смесь, в которой одновременно присутствует суспензия сухих/твердых компонентов) в вязком носителе, в качестве которого может быть использовано индустриальное масло с кинетической вязкостью от 10 до 40 мм2/с, при t=40°C. Затем притир вводится в ствол и состав 3 переносится на предварительно обработанную внутреннюю поверхность канала. Притир выводится из ствола, производят термообработку первого слоя в течение 2-4 часов при температуре 110...120°С, затем ствол собирается в составе оружия. Далее производится заряжание пулей и делается выстрел, который представляет в данном случае операцию упрочнения. Процесс стрельбы и нанесения СПФ повторяется определенное количество раз в зависимости от калибра ствола.
При упрочнении выстрелами образуется защитное покрытие, которое представляет собой непрерывную, неоднородную пленку толщиной порядка 5-20 мкм, с четкой и широкой (10-20% от толщины самого слоя) диффузионной зоной перехода защитного покрытия в металл, которое обеспечивает износостойкость канала ствола при эксплуатации, устраняет дефекты геометрии канала ствола, а также коррозионно-эрозионные поражения.
Таким образом, полученное по данному способу покрытие не уступает хромовому по износостойкости и превосходит его по сохранению параметров внутренней и внешней баллистики оружия.
Способ был опробован на различных моделях спортивно-охотничьего и снайперского оружия. Данные испытаний, в том числе и на эксплуатационную живучесть, подтвердили высокую эффективность покрытия, полученного заявленным способом.
Источники информации
1. Гайворонский А.Т. «Формирование оружейных стволов». Екатеринбург, УрО РАН, 1998.
2. Гальванические покрытия в машиностроении. Справочник, под редакцией М.А. Шлугера, т.1, Москва, Машиностроение, 1985.
3. Патент РФ №2169328, МКИ F41A 21/02, 21/22, С23С 24/00, приор. 26.10.99 - прототип.
4. Журнал «Калашников» №4, 2001 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТВОЛА ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2011 |
|
RU2479672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА ОРУЖИЯ | 2013 |
|
RU2557892C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАНАЛА СТВОЛА С НАРЕЗАМИ | 2007 |
|
RU2353461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО СТВОЛА ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2169328C1 |
| СПОСОБ УПРОЧНЕНИЯ СТВОЛОВ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 2012 |
|
RU2499968C1 |
| ПАТРОН | 2002 |
|
RU2224208C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ СТВОЛОВ ОРУДИЙ | 2021 |
|
RU2769032C1 |
| СПОСОБ НАНЕСЕНИЯ МАРКИРОВОЧНОЙ СИСТЕМЫ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТВОЛА ОРУЖИЯ | 2009 |
|
RU2434195C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТРИБОСОСТАВА НА АРТИЛЛЕРИЙСКИЙ СНАРЯД | 2011 |
|
RU2572473C2 |
| СОСТАВ ДЛЯ ЧИСТКИ СТВОЛОВ СТРЕЛКОВОГО ОРУЖИЯ | 2009 |
|
RU2391447C1 |
Изобретение относится к технологии получения покрытия канала ствола огнестрельного оружия и предназначено для использования при изготовлении и восстановлении стволов. Способ получения покрытия канала ствола огнестрельного оружия включает в себя операцию предварительной обработки поверхности канала и операцию нанесения покрытия. Операцию предварительной обработки поверхности канала осуществляют смесью природных минералов и биологических ферментных систем, растворенных и взвешенных в изопропиловом спирте при температуре 50...80°С в течение 60...90 минут. Затем наносят слой полифункционального состава, состоящего из смеси гомогенных и гетерогенных катализаторов и дисперсионно-упрочняющих систем в вязком носителе. Далее слой подвергают термообработке в течение 2...4 часов при температуре 110...120°С. Затем ствол собирают с оружием, оружие заряжают пулей или снарядом и производят стрельбу для упрочнения нанесенного покрытия. Количество выстрелов зависит от калибра канала ствола. Позволяет формировать антифрикционное, износостойкое и антикоррозионное защитное покрытие канала ствола, исправляет его внутреннюю геометрию, устраняет коррозионно-эрозионные поражения и внутренние "сколы". 1 з.п. ф-лы, 4 ил.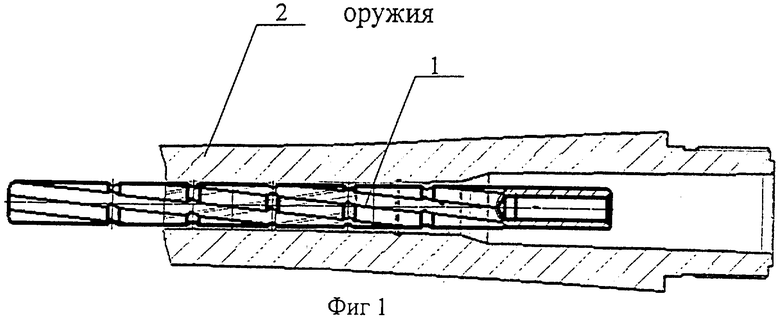
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО СТВОЛА ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2169328C1 |
| ТВЕРДОСМАЗОЧНОЕ ПОКРЫТИЕ | 1991 |
|
RU2043393C1 |
| СТВОЛ НАРЕЗНОГО ОРУЖИЯ | 1993 |
|
RU2094732C1 |
| СТВОЛ ОХОТНИЧЬЕГО ОРУЖИЯ | 1993 |
|
RU2084798C1 |

