Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления полосовых фильтров, используемых для ГГц-полос, в частности полос от нескольких сотен мегагерц до десяти с небольшим гигагерц. (Термин «полосовой фильтр» в нижеследующем тексте употребляется в сокращенном варианте - «ПФ»).
Уровень техники
В настоящее время предпочтительными являются радиоволны в областях частот от нескольких сотен мегагерц до десяти с небольшим гигагерц. Например, можно упомянуть полосу 800 МГц (0,8 ГГц) или полосу 1,5 ГГц для мобильного телефона, полосу 1,9 ГГц для персональной телефонной системы (ПТС (PHS)), полосу 5,8 ГГц для электронной системы сбора платежей (ЭССП (ETC)), полосу 2,4 ГГц или полосу 5,2 ГГц для персональной сети радиосвязи (ПСР (radio PAN)) и полосу 5,8 ГГц для связи в выделенном коротковолновом диапазоне (Dedicated Short Range Communications, DSRC).
Поскольку все радиоволны в этих областях частот используются или, возможно, могут быть использованы для эксплуатации автомобилей, было решено принимать эти радиоволны с помощью одной антенны и обрабатывать методами цифровой обработки. В таких случаях, а также в случаях, когда используются только волны соответствующих областей частот для подавления шума, обусловленного гармониками или отраженными волнами, перед обработкой данных необходимо использовать полосовой фильтр, который пропускает только сигнал определенной ширины полосы в соответствующих полосах и «срезает» другой сигнал.
С другой стороны, была предпринята попытка осуществления сверхширокополосной передачи путем использования короткого (порядка нанометров или менее) импульса без применения несущих. В качестве области частот для этой связи Федеральный комитет связи (ФКК (FCC)) Соединенных Штатов решил выделить область частот 3,1-10,6 ГГц. Если ПФ гарантирует пропускание в этой сверхширокополосной области и, в частности, обеспечивает пропускание с малыми и низкими потерями, то он окажется полезным для устройств, реализующих вышеупомянутую сверхширокополосную связь.
Один из авторов данного изобретения изобрел разные типы материалов, экранирующих электромагнитные волны, получаемых путем диспергирования порошка магнитно-мягких веществ в матрице эластомерных или пластичных веществ, которые уже нашли практическое применение. Он также изобрел фильтр нижних частот (низкочастотный фильтр), в котором используется этот материал, экранирующий электромагнитные волны (описание к японскому патенту № 2002-171104). Этот фильтр является фильтром типа микросхемы и отличается тем, что имеет структуру одной сигнальной линии из проводящего материала и, по меньшей мере, одной заземляющей линии, расположенных в параллельном направлении на одной поверхности или обеих поверхностях квадратной пластины из диэлектрического вещества, и тем, что в качестве диэлектрического вещества используется материал, поглощающий электромагнитные волны, полученный путем диспергирования магнитно-мягкого порошка в матрице синтетической смолы. Изделие согласно этому изобретению проявляет вносимое затухание -5 дБ для высокочастотной волны 1 ГГц или выше.
Кроме того, другой автор данного изобретения воспользовался вышеупомянутым техническим решением, чтобы изобрести ПФ для ГГц-полос, который используется в области частот от нескольких сотен мегагерц до десяти с небольшим гигагерц, и уже заявил его (описание к японскому патенту № 2004-222086). ПФ для ГГц-полос имеет структуру, в которой, в принципе, входная сигнальная линия и выходная сигнальная линия, выполненные из проводящих полосок, расположены так, что проходят в последовательном направлении с малым зазором между ними на одной стороне листа, который получен путем диспергирования порошка магнитно-мягкого металла в полимерной матрице, причем противоположные концы упомянутых сигнальных линий соединены емкостным средством, и при этом на обратной стороне листа расположена заземляющая линия.
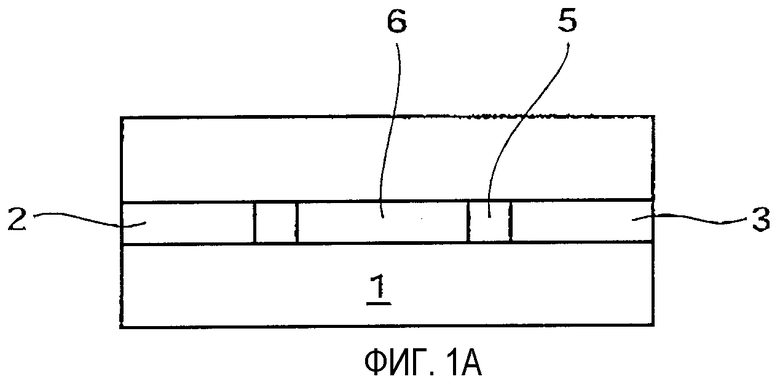
Конкретный пример вышеупомянутой структуры показан на фиг. 1. ПФ для ГГц-полос изготавливают путем расположения входной сигнальной линии (2) и выходной сигнальной линии (3), выполненных из проводящих полосок, таким образом, что обе эти сигнальные линии могут проходить в последовательном направлении с малым зазором между ними по листу (1), который получен путем диспергирования порошка магнитно-мягкого металла в полимерной матрице, сформированной в виде листа, соединения противоположных концов обеих сигнальных линий с емкостным средством и расположения заземляющей линии (4) на обратной стороне листа (1). Этот ПФ отличается тем, что емкостное средство образовано путем наслаивания внутренней линии (6), которая также выполнена из проводящей полоски, с введением изолирующей пленки (5) таким образом, что внутренняя линия служит перемычкой между входной сигнальной линией и выходной сигнальной линией, вследствие чего, как между входной сигнальной линией и внутренней линией, так и между внутренней линией и выходной сигнальной линией может образовываться электростатическая емкость. Полосу пропускания ПФ можно изменять путем выбора соответствующей электростатической емкости, полного сопротивления, определяемого значениями длины, ширины и толщины и формами входной сигнальной линии (2) и выходной сигнальной линии (3), а также параметрами формы частиц порошка магнитно-мягкого металла, и формой, и толщиной листа.
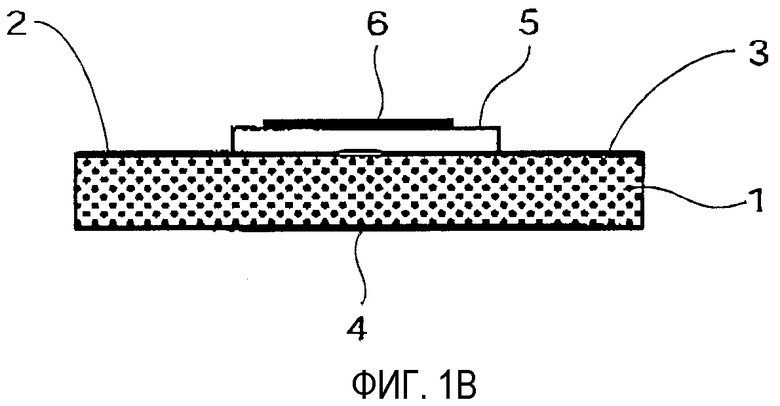
Вышеупомянутый ПФ для ГГц-полос имеет частотную характеристику проницаемости, показанную на фиг. 2. ПФ этого типа можно изготавливать имеющим малые размеры. Однако автоматизация производства оказывается непростой, и трудно удовлетворить требования экономичности. Этот ПФ также имеет недостаток низкого процента выхода годной продукции из-за того, что если значения электростатической емкости и полного сопротивления не точны, то получить желаемую частотную характеристику не удается.
Краткое описание чертежей
На фиг. 1А представлен вид в плане ПФ для ГГц-полос, описанного в вышеупомянутом описании к японскому патенту № 2004-222086;
на фиг. 1В представлено вертикальное сечение ПФ, показанного на фиг. 1А;
на фиг. 2 представлен график, иллюстрирующий частотные характеристики коэффициента проницаемости ПФ для ГГц-полос, имеющего структуру, показанную на фиг. 1А и 1В;
на фиг. 3 представлено вертикальное сечение ПФ для ГГц-полос, изготовленного в рабочем примере согласно изобретению;
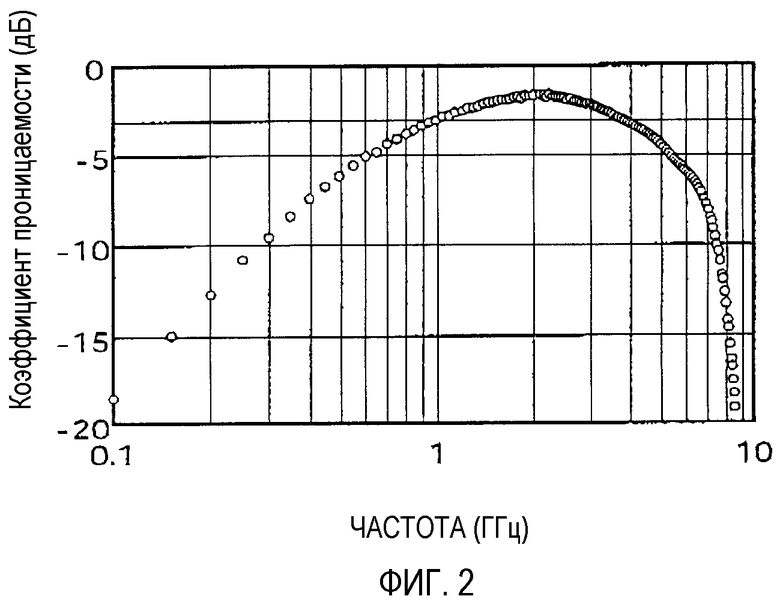
на фиг. 4А представлен вид в плане поверхности пленки, показывающий рисунок схемы, используемый для изготовления ПФ для ГГц-полос;
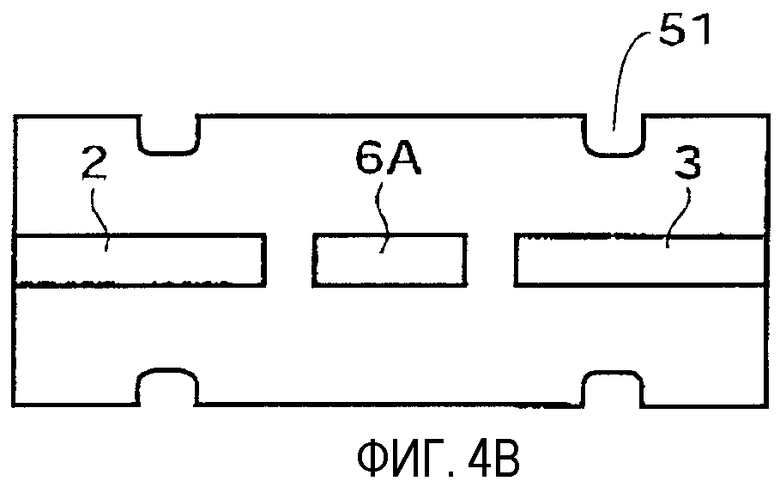
на фиг. 4В представлен вид обратной стороны пленки, показанной на фиг. 4А;
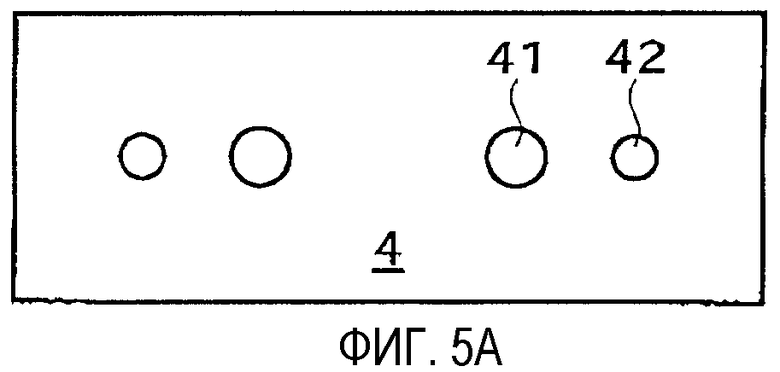
на фиг. 5А представлен вид в плане металлической детали для заземляющей линии, используемой для ПФ для ГГц-полос, показанного на фиг. 3;
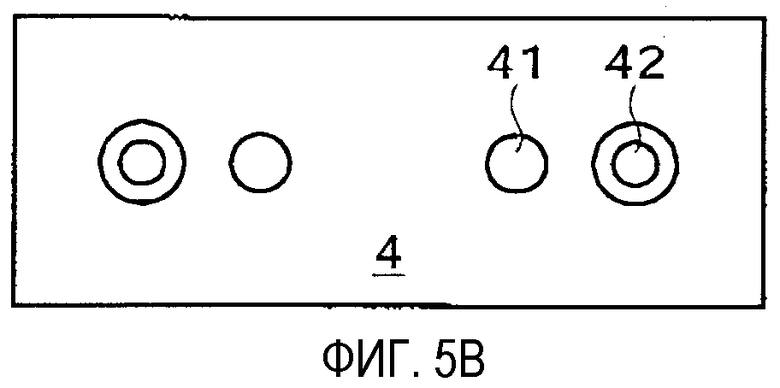
на фиг. 5В представлен вид в плане обратной стороны металлической детали, показанной на фиг. 5А; и
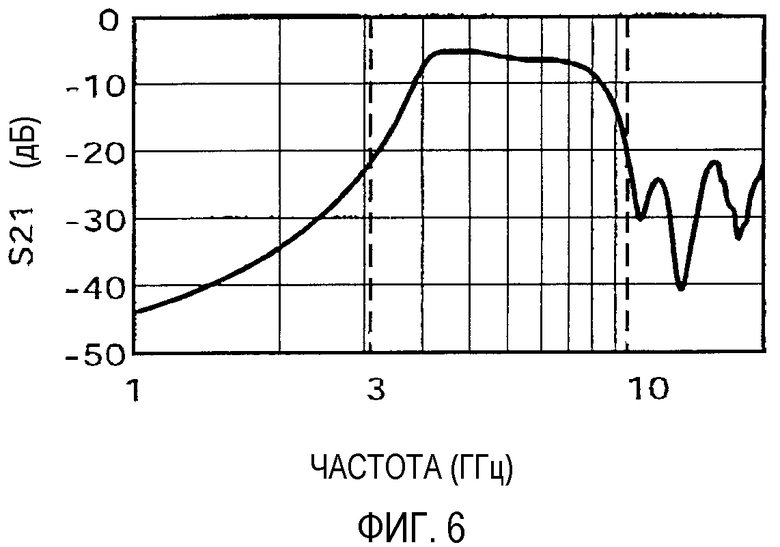
на фиг. 6 представлен график, иллюстрирующий характеристику S21 ПФ для ГГц-полос, изготовленного в рабочем примере согласно настоящему изобретению.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы разработать способ изготовления ПФ для ГГц-полос, имеющего вышеупомянутую структуру, легко автоматизируемый и, следовательно, экономичный, посредством которого можно легко получить желаемые частотные характеристики, а также высокий процент годной продукции.
Способ изготовления ПФ для ГГц-полос согласно изобретению предусматривает: расположение входной сигнальной линии (2) и выходной сигнальной линии (3), выполненных из проводящих полосок, таким образом, что обе сигнальные линии проходят в последовательном направлении с малым зазором между ними по поверхности листа (1), полученного путем диспергирования порошка магнитно-мягкого металла в полимерной матрице, полученной путем листообразования, укладку внутренней линии (6), выполненной из проводящей полоски, с введением изолирующей пленки (5) таким образом, что внутренняя линия служит перемычкой на противоположных концах как входной сигнальной линии, так и выходной сигнальной линии, и расположение заземляющей линии (4) на обратной стороне листа (1). Данный способ изготовления отличается этапами, на которых вставляют полуфабрикат, изготовленный путем расположения вышеупомянутых входной сигнальной линии (2), выходной сигнальной линии (3) и внутренней линии (6), на одной стороне полости пресс-формы для впрыскивания, вставляют металлическую деталь для заземляющей линии (4) на другой стороне полости пресс-формы, и осуществляют литьевое формование полимерного состава, полученного путем диспергирования порошка магнитно-мягкого металла в полимере, с образованием формованного изделия, в котором объединены вышеупомянутые компоненты.
При осуществлении способа изготовления в соответствии с изобретением применяется этап травления медных фольг, наклеенных на пленке, с последующим литьевым формованием со вставлением, вследствие чего ПФ для ГГц изготавливается за один этап. Заметное увеличение производительности дает значительное снижение затрат. Литьевое формование является технологией, подходящей для массового производства унифицированных изделий, вследствие чего гарантируется, что частотные характеристики ПФ для ГГц-полос, изготавливаемых способом, соответствующим изобретению, будут стабильными и удовлетворяющими нормативам годной продукции. При осуществлении известного способа изготовления ПФ используются этапы формирования листов полимерного материала, на которых диспергируют порошок магнитно-мягкого металла и наслаивают травленое изделие на лист с клеем. Эта последовательность этапов изготовления неэффективна и страдает рассеянными характеристиками изделий. Предлагаемый способ решил эти проблемы.
Осуществление изобретения
Для получения полуфабриката путем расположения входной сигнальной линии (2), выходной сигнальной линии (3) и внутренней линии (6) на изолирующей пленке (5), рекомендуется наслаивать медные фольги толщиной 10-40 мкм, в типичном случае - толщиной примерно 20 мкм, с клеем, таким, как клей на основе эпоксидной смолы, на обеих сторонах полиимидной пленки толщиной 100-500 мкм, в типичном случае - толщиной примерно 250 мкм, или пленки стеклоэпоксидной смолы толщиной 100-200 мкм, и травить медные фольги. Этот способ прост и удобен.
Порошок магнитно-мягкого металла можно выбрать из тех, которые описаны в вышеупомянутом описании к японскому патенту № 2002-171104. Типичным является порошок сплава Fe-13Cr, имеющий средний размер частиц 3-20 мкм. Другими примерами являются порошок пермаллоя (Permalloy) или сендаста (Sendust) и порошок ферритов.
В качестве полимера, в котором диспергируют порошок магнитно-мягкого металла, можно использовать любой полимер, который является термопластичным и формуемым посредством литьевого формования. Примерами полезных полимеров являются: полиэтилен, полипропилен, полистирол, поливинилхлорид, сополимер акрилонитрила, бутадиена и стирола (ABS), полиацеталь, простой полифениленовый эфир, полиэтилентерефталат, полибутилентерефталат, полисульфон, полифениленсульфид и полиэфиримид. В частности, наиболее подходящим является полифениленсульфид. В предпочтительном варианте, добавляют достаточное количество наполнителя, который является порошком неорганического вещества, такого, как карбонат кальция, для повышения механической прочности формованного изделия.
В качестве материала металлической детали для заземляющей линии (4) можно с удобством использовать фосфористую бронзу ввиду ее надлежащей прочности. В любом случае материала для металлической детали, выгодно проводить литьевое формование путем впрыскивания полимера, содержащего порошок магнитно-мягкого металла, в пресс-форму через отверстие, предусмотренное в металлической детали. В этом случае, предпочтительно предусматривать отверстие (42), имеющее обратный конус, отличающийся от вышеупомянутого отверстия (41) для литьевого формования, через которое впрыскивают полимерный состав, как показано на фиг. 5А, чтобы полимерный состав, впрыскиваемый в пресс-форму, мог попадать в отверстие (42) и гарантировать объединение формуемых изделий.
Для практического осуществления настоящего изобретения полезно рассмотреть указания, приведенные в вышеупомянутом описании к японскому патенту № 2004-222086. Например, в этом первоисточнике сказано, что в ПФ для ГГц-полос наиболее простого типа, как показано на фиг. 1, связь между «частотой режекции», f (ГГц), и длиной перекрытия, L (см), внутренней линии (6) с входной сигнальной линией (2) и выходной сигнальной линией (3) будет - если размеры деталей ПФ таковы, как те, которые получены в примере 2 указанного первоисточника, - иметь следующий вид:
f (ГГц)=75×1/K·L (мм)
При осуществлении этого изобретения возможны различные конкретные варианты. Например, вместо металлической детали для заземляющей линии можно использовать схемную плату как таковую. В этом случае, схемную плату используют в качестве одного компонента пресс-формы для литьевого формования, размещая этот компонент напротив другого компонента, который является вышеупомянутым полуфабрикатом, содержащим изолирующую пленку (5), на которой расположены входная сигнальная линия (2), выходная сигнальная линия (3) и внутренняя линия (6), а полимерный состав впрыскивают между этими компонентами.
Примеры
ПФ для ГГц-полос, имеющий структуру с сечением, показанным на фиг. 3, изготавливали способом, соответствующим изобретению. Этот ПФ имеет несколько внутренних линий (6) между входной сигнальной линией (2) и выходной сигнальной линией (3), а электростатическая емкость возникает не только между входной сигнальной линией (2) и внутренней сигнальной линией (6А) и между внутренней сигнальной линией (6С) и выходной сигнальной линией (3), но и между внутренними линиями (6А и 6В, 6В и 6С). Эта структура дает крутую кривую характеристик среза полосы, т.е. крутые характеристики полосового пропускания.
На обе поверхности пленки полиимидной смолы толщиной 25 мкм с помощью клея на основе эпоксидной смолы наклеивали медные фольги толщиной 20 мкм и проводили вытравливание с формированием схемы (входной сигнальной линии, внутренних линий и выходной сигнальной линии) рисунка верхней поверхности, как показано на фиг. 4А, и рисунка обратной стороны, как показано на фиг. 4В (т.е. входной сигнальной линии, внутренних линий и выходной сигнальной линии). Как видно на чертежах, по обе стороны пленки (51) предусмотрены два выреза с целью укладки пленки со схемой c образованием разделителя, который предусмотрен на пресс-форме для впрыскивания, когда металлическую деталь, выполняющую функцию заземляющей линии (4), вставляют в пресс-форму.
Листу фосфористой бронзы толщиной 0,5 мм путем механической обработки придана форма, показанная на фиг. 5А и 5В, в которой предусмотрены изображенные отверстия. В качестве порошка материала магнитно-мягкого металла использовали сплав Fe-13Cr со средним размером частиц 8 мкм.
В качестве материала смоляной матрицы использовали фениленсульфидную смолу, в которую примешивали вышеупомянутый порошок магнитно-мягкого металла, достигая процента объемного заполнения на уровне 10%. Вышеупомянутый рисунок схемы укладывали на одну часть пресс-формы, лист фосфористой бронзы укладывали на другую часть пресс-формы, и впрыскивали расплавленную полимерную смесь с помощью экструдера между вышеупомянутыми двумя компонентами. Таким образом, было изготовлено цельное изделие - ПФ для ГГц-полос.
Характеристики проницаемости S21 (дБ) ПФ для ГГц-полос, изготовленного вышеописанным способом, определяли в диапазоне частот от 0,1 ГГц (100 МГц) до 10 ГГц с помощью «сетевого анализатора», поставляемого фирмой Japan HP. Наблюдаемые значения отображены в виде графика на фиг. 6. Из этого графика видно, что ПФ, изготовленный вышеописанным способом, имеет характеристики, которые обуславливают внесение затухания -20 дБ или более на частоте 30 ГГц или ниже и затухания на частоте 11 ГГц или выше, вследствие чего сделан вывод, что этот ПФ может быть использован в качестве СШППФ (сверхширокополосного полосового фильтра), используемого для пропускания волн от 3,1 до 10,6 ГГц.
Полосовые фильтры для ГГц-полос, изготовленные в соответствии с предлагаемым способом, находят - в качестве полосовых фильтров, используемых в диапазоне частот от нескольких сотен мегагерц до десяти с небольшим гигагерц, - широкое применение в различных технических областях, таких, как мобильные телефоны, служба здравоохранения, электронный сбор пошлин, персональные радиосети и узкополосная связь, имея целью пропускание волн желаемого диапазона частот и срезание других волн. В частности, предлагаемый ПФ пригоден для пропускания волны в диапазоне от 3,1 до 10,6 ГГц, который назначен ФКК в качестве полосы сверхширокополосной (СШП (UWB)) связи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРХВЫСОКОЧУВСТВИТЕЛЬНЫЙ МАГНИТНЫЙ МИКРОДАТЧИК | 2018 |
|
RU2746978C1 |
| УГОЛКОВАЯ АНТЕННА | 2001 |
|
RU2185696C1 |
| ПРОМЕЖУТОЧНЫЙ СЛОЙ ДЛЯ ЛАМИНИРОВАННОГО СТЕКЛА И ЛАМИНИРОВАННОЕ СТЕКЛО | 2006 |
|
RU2418755C2 |
| ДВУХДИАПАЗОННАЯ АНТЕННА | 1997 |
|
RU2183372C2 |
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ R - FE - B ПОСТОЯННЫХ МАГНИТОВ | 1995 |
|
RU2112627C1 |
| Композиция для многослойного покрытия | 1980 |
|
SU1491343A3 |
| УСТРОЙСТВО ПОДАВЛЕНИЯ ПОМЕХ ДЛЯ ПРИЕМНИКОВ ШИРОКОПОЛОСНЫХ СИГНАЛОВ | 1994 |
|
RU2123235C1 |
| АНТЕННОЕ УСТРОЙСТВО | 2012 |
|
RU2566967C2 |
| АСИНХРОННАЯ СИСТЕМА СВЯЗИ С ШИРОКОПОЛОСНЫМИ СИГНАЛАМИ | 1995 |
|
RU2127022C1 |
Изобретение относится к области электрорадиотехники, в частности к способу изготовления полосового фильтра (ПФ) для ГГц (гигагерц) - полос, имеющего структуру, в которой входная сигнальная линия и выходная сигнальная линия, выполненные из проводящих полосок, проходят в последовательном направлении с малым зазором на одной поверхности листа, который получен путем диспергирования порошка магнитно-мягкого металла в полимерной матрице, причем внутренняя линия, выполненная из проводящей полоски с введением изолирующей пленки, образует перемычки на сигнальных линиях, а по обратной поверхности листа проходит заземляющая линия. Способ предусматривает вставление полуфабриката, полученного путем расположения на обеих сторонах изолирующей пленки вышеупомянутых входной сигнальной линии, выходной сигнальной линии и внутренней линии, на одной стороне полости пресс-формы для впрыскивания, металлической детали для заземляющей линии на другой стороне полости пресс-формы, и впрыскивание полимерного состава для получения формованного изделия. Техническим результатом изобретения является автоматизация процесса изготовления полосовых фильтров малых размеров с высоким выходом годной продукции с желаемой частотной характеристикой. 6 з.п. ф-лы, 9 ил.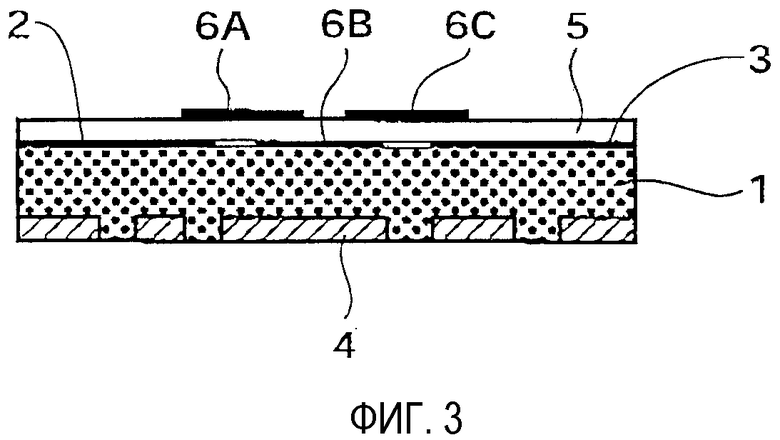
| JP 2002171104 A, 14.06.2002 | |||
| ТОНКОПЛЕНОЧНЫЙ МНОГОСЛОЙНЫЙ ЭЛЕКТРОД, СВЯЗАННЫЙ ПО ВЫСОКОЧАСТОТНОМУ ЭЛЕКТРОМАГНИТНОМУ ПОЛЮ, ВЫСОКОЧАСТОТНАЯ ЛИНИЯ ПЕРЕДАЧИ, ВЫСОКОЧАСТОТНЫЙ РЕЗОНАТОР, ВЫСОКОЧАСТОТНЫЙ ФИЛЬТР, ВЫСОКОЧАСТОТНЫЙ ПОЛОСОВОЙ РЕЖЕКТОРНЫЙ ФИЛЬТР И ВЫСОКОЧАСТОТНОЕ УСТРОЙСТВО | 1994 |
|
RU2139613C1 |
| Управляемый фильтр СВЧ | 1987 |
|
SU1571752A1 |
| Полосовой фильтр | 1982 |
|
SU1091262A2 |
| WO 03052863 A1, 26.06.2003 | |||
| US 2003020567 A, 30.01.2003. | |||

