Изобретение касается дальнейшего усовершенствования или дополнительного выполнения фиксации положения захватного язычка на жестяной крышке согласно параллельно поданной (находящейся одновременно на рассмотрении) заявки PCT/DE03/04283 от 23 декабря 2003.
В прикрепленном состоянии захватный язычок на жестяной крышке специалисты называют SOT (Stay on Tab - опорный язычок), он предусматривается для раскрытия области открывания на лицевой поверхности крышки (преимущественно называемой «Панель»). Для этого с помощью вертикально ориентированного опрокидывающего движения взятый за захватный конец захватный язычок поднимается, чтобы своим открывающим концом взломать область открывания вдоль линии ослабления (преимущественно называемой линией надреза).
Особенно при больших отверстиях (LOE, большие открывающие концы) в качестве областей открывания трудности известного уровня техники заключаются в том, чтобы зафиксировать положения захватного язычка в прикрепленном к жестяной крышке состоянии. Для этого уже был предложен ряд решений, например US 5799816 (Schubert). Там предлагается перфорация установочного участка захватного язычка, причем установочный участок преимущественно называется «заклепочный островок». Этот установочный участок закрепляется посредством заклепки на панели жестяной крышки, и при этом охватывает выполненным отверстием в установочном участке округлый продолговатый выступ, который может быть сформирован после прикрепления захватного язычка (см. столбец 3, строки 63-67, столбец 5, строки 37-44, пункт 3 формулы изобретения и фиг.2 и 4).
Перед изобретением стоит техническая задача, достичь такого же результата, но улучшить изготовление и надежность блокировки от вращения или выравнивания положения, устанавливаемого захватного язычка. Для этого предлагается способ.
Предпочтительно используется уже имеющаяся боковая кромка на традиционном захватном язычке, которую не нужно специально дополнительно выполнять, чтобы получить блокировку от вращения после прикрепления захватного язычка к панели. Единственное воздействие оказывается на саму жестяную крышку, которая содержит формование, как оно имеет место для заклепки на предварительной стадии, и которая предпочтительно также в течение выполнения заклепки параллельно с ней может предварительно формоваться и позднее на дополнительной технической операции выполняемой жестяной крышки подвергаться обработке давлением или более точному формованию (повторному формованию) (пункт 1 формулы изобретения). Выступ может также быть выполнен заодно с жестяной крышкой, так же, как это имеет место для места закрепления посредством выполнения за одно целое для установочного ушка захватного язычка.
Выступ не выступает сквозь отверстие установочного участка, а установочный участок не оснащается до этого отверстием и остается неповрежденным, и предусматривается действующая снаружи на установочный участок блокировка.
Особенно благоприятным является выполнение, по меньшей мере, одного несимметричного в поперечном сечении выступа, который на своей обращенной к установочному участку боковой поверхности выполнен более отвесным, чем дальняя от него боковая поверхность, так что выступ имеет поперечное сечение, которое выполнено несимметричным, в частности, в лежащем поперек его продольной протяженности направлении, причем несимметричное выполнение содержит более отвесную и менее отвесную боковые поверхности, которые не являются параллельными, и при этом более отвесная боковая поверхность находится ближе к соответствующему внешнему краевому участку установочного участка, чем менее отвесная боковая поверхность этого выступа. Для этого, выступ формуется из панели посредством первичного формования и посредством заключительного формования (повторного формования) приводится в свою окончательную форму, в частности при заключительном формовании осуществляется уменьшение толщины верхней стороны выступа. При этом из двух продольных боковых поверхностей выступа одна сформирована более отвесной в процессе повторного формования. Такое выполнение может быть также выбран при точечном или овальном выступе.
При заключительном формовании предпочтительно происходит уменьшение толщины верхней стороны (полосообразного) выступа (пункт 3 или 4 формулы изобретения). Тем самым возникает упрочнение этого участка, так же, как и всего выступа. Это касается также способа. Не одновременно с заключительным формованием может также быть нанесена линия насечки, на смещенных по времени технологических операциях. То же относится к предварительному формованию выступа, который не формируется одновременно с нанесением линии насечки (пункт 1 формулы изобретения).
Чтобы получить блокировочное действие, которое также может быть ограничивающим действием, т.е. должно пониматься полное устранение вращения вплоть до существенного сокращения вращения, имеется упор внешнего края плоского установочного участка (заклепочный островок) в выступ, сформированный из жестяной крышки.
Выступ может быть выполнен полосообразным (в виде линии) и ориентируется предпочтительно поперек и/или параллельно продольной протяженности захватного язычка (продольной оси или продольной плоскости), причем он воздействует на соответствующе ориентированную боковую кромку установочного участка для блокировочного действия или выполняется в очень тесном с ней соседстве. В продольном направлении выступ может проходить более чем 30%, предпочтительно более чем 50% до более чем 80% ширины установочного ушка (пункт 5 формулы изобретения).
Возможно предусмотрение большего количества выступов, причем не все выступы должны быть согласованы с тем же самым внешним краевым участком установочного участка. Выступы могут быть также выполнены по-разному, от полосообразных, круглых до овальных или комбинированных. Если предусмотрен прямолинейный внешний краевой участок установочного участка, может быть предпочтительным прямолинейная (полосообразная) форма выступа. Прямолинейная форма полосы может быть также получена посредством расположения в ряд, по меньшей мере, двух точечных выступов, которые тогда образуют группу, которая согласуется с тем же самым внешним краем установочного участка.
Если предусматривается множество выступов в вышеназванном смысле, они не должны воздействовать на ту же самую краевую линию установочного участка при начале вращения, но могут быть согласованы с различными боковыми кромками.
Если в качестве выступа предусматривается полоса, она по длине может быть больше, чем диаметр готовой головки заклепки.
После того, как установочный участок сформирован из части центральной области захватного язычка, имеются только небольшие видимые промежутки между установочным участком, перемещенным через двойные линии сгиба вниз на расположенную глубже плоскость, и расположенной примерно над ним параллельной плоскостью остального захватного язычка. Прикрепление выступов, по меньшей мере, одной из свободных, обращенных от установочного участка наружу боковых кромок является поэтому снаружи почти не видимо или с трудом различимо, так что блокировка от вращения для наблюдателя почти невидима. При необходимости ярко окрашенный захватный язычок в своем цветном виде дополнительно не изменяется.
Варианты осуществления поясняют и дополняют изобретение.
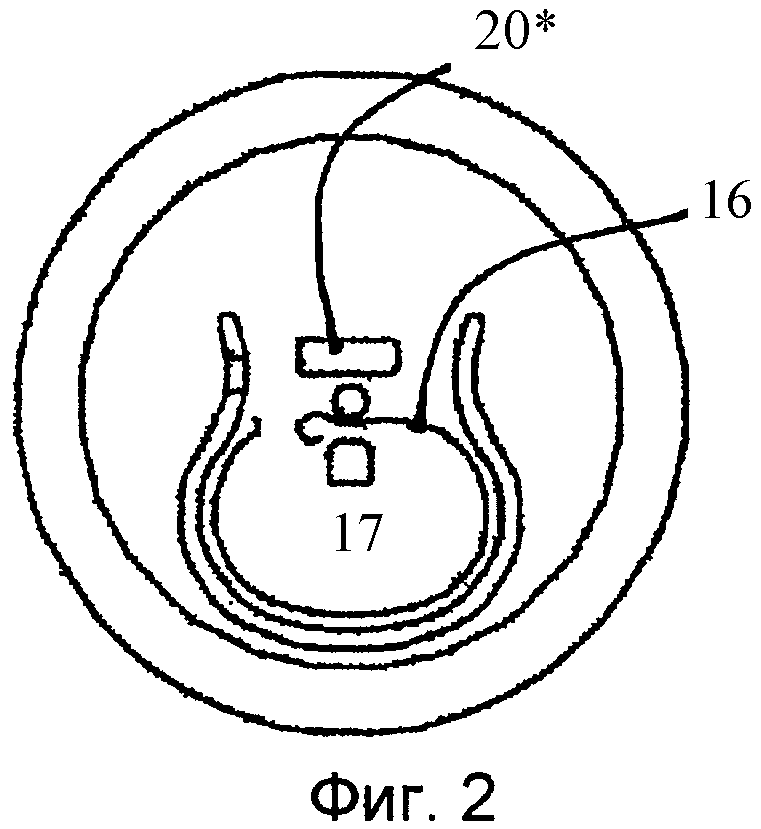
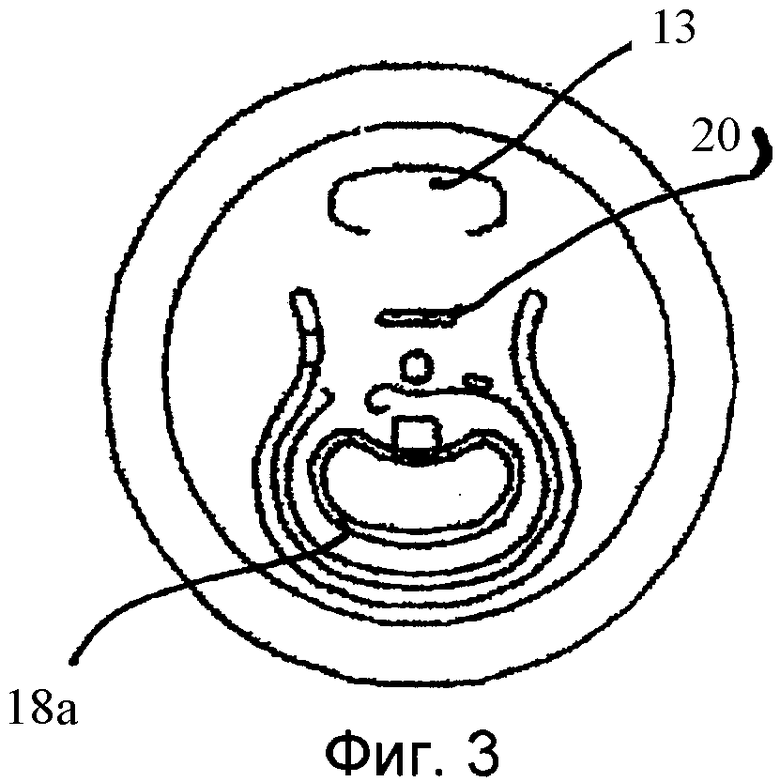
Фиг.1, фиг.2, фиг.3 показывают три этапа процесса изготовления жестяной крышки с операцией нанесения линии 16 ослабления, операцией нанесения углубления 13 для пальца и дополнительных выступов 18а в области открывания внутри линии ослабления и первой операцией, на которой формируется заготовка 20* выступа 20, которая обеспечивает блокирование вращения захватного язычка 30.
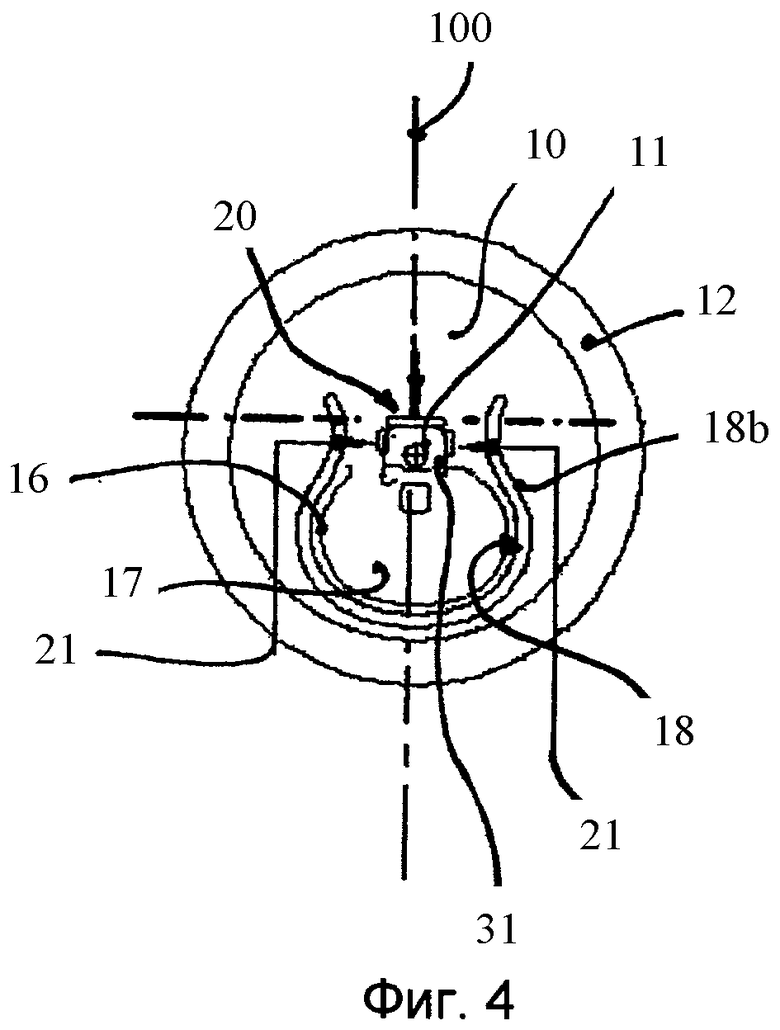
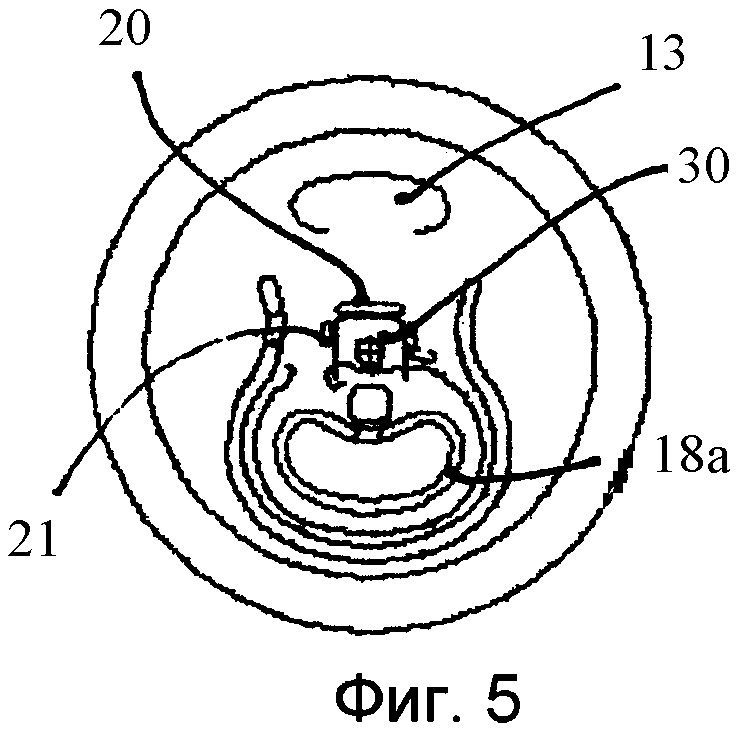
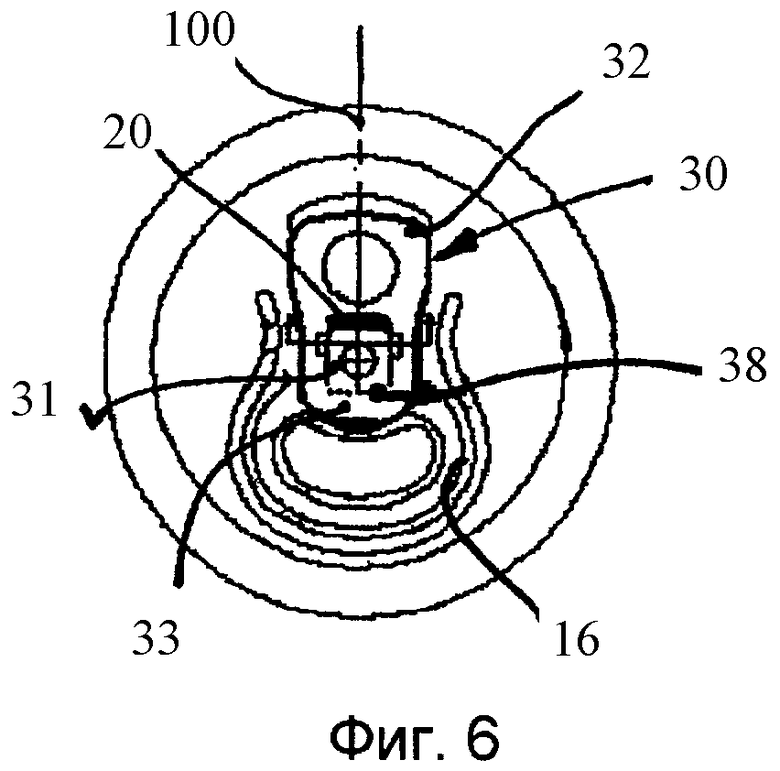
Фиг.4, 5, 6 показывают три этапа процесса изготовления жестяной крышки с операцией нанесения линии 16 ослабления, со следующей операцией нанесения углубления 13 для пальца и дополнительных выступов 18а в области открывания внутри линии ослабления и еще следующей операцией, на которой захватный язычок 30 посредством формируемой за одно целое на листе крышки заклепки 11 прикрепляется над установочным участком 31, который схематично обозначен в качестве плоского установочного ушка во всех трех представлениях,
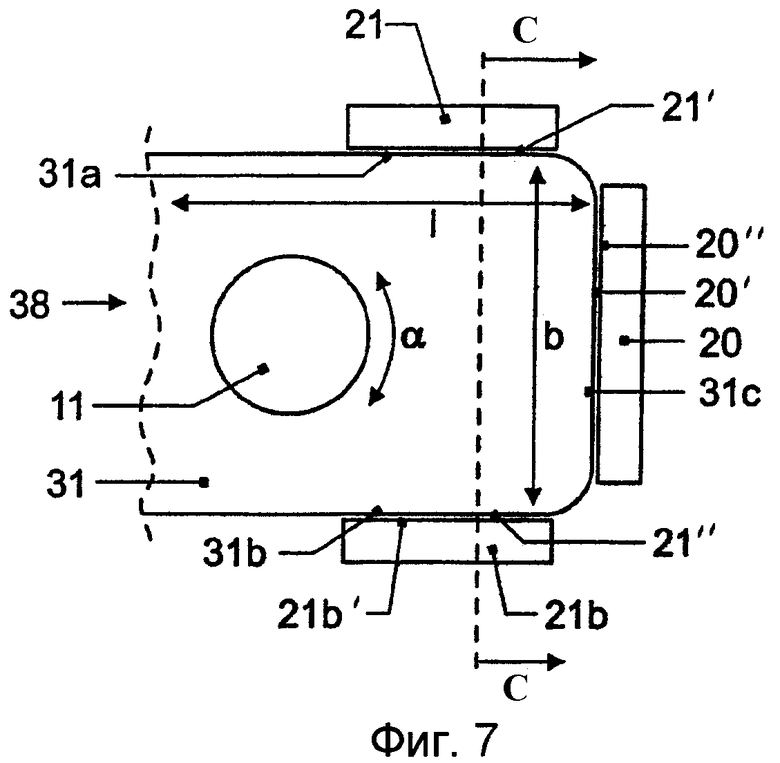
фиг.7 показывает дополнительную последующую операцию процесса изготовления, на которой захватный язычок 30 посредством формируемой за одно целое на листе крышки заклепки 11 прикрепляется над установочным участком 31, который служит в качестве плоского установочного ушка (заклепочного островка) для монтажа.
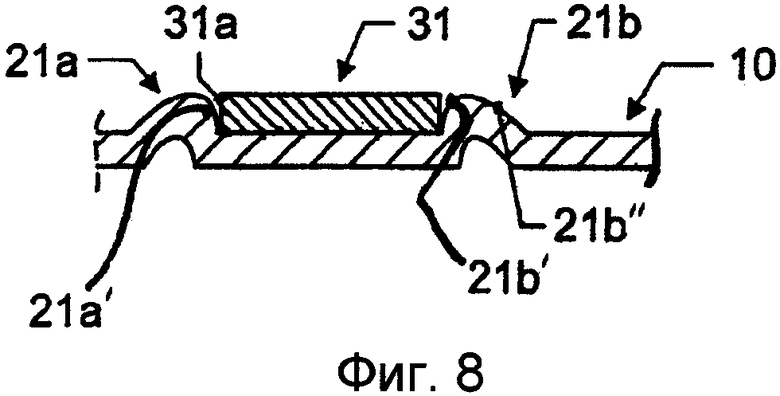
Фиг.8 представляет разрез вдоль обозначенной линии С-С на фиг.7.
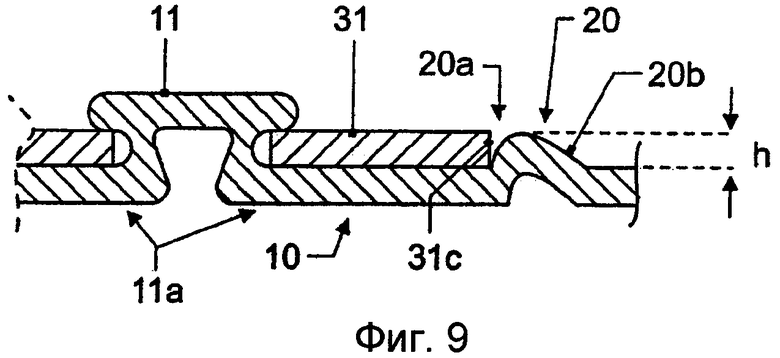
Фиг.9 представляет поперечное сечение в продольной плоскости 100, для пояснения острой передней кромки 20а полосообразного или линиеобразного выступа 20.
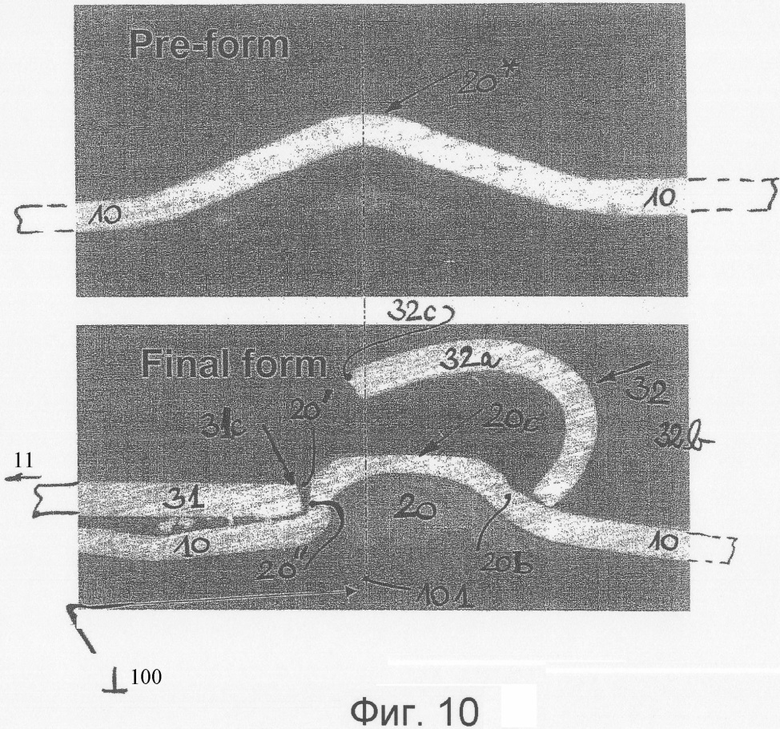
Фиг.10 представляет разрез варианта осуществления с соответствующим фиг.9 представлением.
Выполняемая по способу согласно фиг.1-3 жестяная крышка имеет видимый краевой участок 12 в качестве загибаемой кромки, которая подходит для загибания на корпус металлической банки для напитков. Сама жестяная крышка сама изготовлена из листа металла небольшой толщины, в большинстве случаев менее 0,24 мм, и изображена на фиг.1 уже после предварительной производственной обработки. Крышка имеет внутреннюю гладкую поверхность 10 (панель), которая окружена загибаемой кромкой 12. Внутри лицевой, поверхности 10 крышки должна быть выполнена линия 16 ослабления вокруг области открывания, окруженной по существу U-образным выступом 18. Внутри этого выступа, который открывается в центральной области панели, должна быть выполнена по существу овальная линия 16 ослабления в качестве линии насечки (надреза), которая имеет участок перехода, который не снабжается насечками и тем самым служит в качестве соединительного участка для остальной панели 10, когда участок 17 открывания взламывается посредством воздействия описанного ниже захватного язычка, вдоль линии 16 насечки. Это наглядно поясняет фиг.2.
Примерно в центре панели предусмотрено место 11 закрепления. С ним схематично согласован установочный участок в качестве металлического ушка (31), которое является частью захватного язычка согласно фиг.3, с которым ушко сформировано за одно целое через линию сочленения в виде линии 38 сгиба. Этот захватный язычок 30 имеет захватный участок 32, здесь снабженный круговым отверстием, за который пользователь приводит в действие захватный язычок, для разрыва по линии 16 насечки согласно фиг.2. Захватный язычок 30 перед установочным участком 31 также имеет открывающий носик 33, который подходит в качестве выступа для взламывания участка 17 открывания, для чего на фиг.2 в рабочем шаге предусматривается дополнительный выступ 18а в виде гофра в форме глазного яблока, который усиливает поперечно расположенную область открывания (LOE), чтобы можно было прикладывать усилия открывания к начальному участку взламывания (выполненному виде петли концу линии 16 насечки). Установленный захватный язычок 30 расположен по существу параллельно панели, которая сама не должна быть сформирована точно в одной плоскости, а может быть слегка искривлена, и при этом область вокруг места 11 закрепления выполняется по существу плоской и позволяет здесь по существу параллельное расположение установочного ушка 31 захватного язычка 30.
Вокруг места 11 закрепления согласно чертежам выполнен, по меньшей мере, один, предпочтительно три полосообразных выступа 20 в виде гофров, выступающих вверх (следовательно, на внешней стороне крышки). Расположенный поперек центральной плоскости 100 выступ 20 длиннее, чем оба соседних выступа, которые проходят параллельно центральной плоскости 100. Они представлены для наглядности позициями 21а, 21b на фиг.6 и 7, там также более подробно представлен более длинный выступ 20 по отношению к установочному ушку 31.
На технологической позиции изготовления формование трех выступов 20 (или также 21а, 21b) улучшается или выполняется точнее. Это «повторное формование» приводит к формированию выступов, как они позднее используются для фиксации положения согласно фиг.6. В этой технологической позиции, по меньшей мере, один выступ получает правильную геометрию профиля, после того, как, по меньшей мере, один будет выполняться за одно целое из листа крышки (панели) согласно фиг.1.
Заключительное формование включает в себя придающую форму обработку давлением заготовки 20* посредством процесса штамповки, чтобы сделать более плоской поверхность 20с. При заключительном формовании инструмент для формирования используется как сверху, так и снизу. При этом при помощи заметного слева в поднимающейся боковой поверхности заготовки 20* легкого изгиба в нижней окончательной форме снова можно видеть, как острая передняя кромка 20′′ наносится на сначала плоскую поднимающуюся левую наклонную поверхность сформованного валика 20*. Справа от поперечной плоскости 101 вторая наклонная поверхность валика формуется снизу вверх, чтобы приблизительно образовать начинающуюся подъемом валика 20* плоскую поверхность 20с, которая в области 20b плавно переходит в остальной лист 10 крышки.
Дополнительно в готовой форме уже расположен установочный участок 31, установленный на заклепке 11, и также прикрепленный язычок 30 согласно фиг.3, в данном случае в сечении. При этом выступ с его промежуточной перемычкой расположен между левым отверстием и захватным отверстием 32b по существу над поперечно проходящим выступом 20. Оба отверстия выступа видны на фиг.3, одно отверстие возникает при выполнении установочного участка 31, который через линию 38 сочленения соединен с захватным язычком 30, в то время как отверстие для пальца выполняется особым образом. Это отверстие 32b является составной частью захватного участка 32, причем между двумя отверстиями расположена перемычка 32а с передней кромкой 32с, которая при изготовлении находится в соединении со свободной кромкой 31с с установочного участка 31. Вместе с тем большая часть выступа 20 расположена ниже перемычки и снаружи почти не заметна.
В этой связи, с двухстадийным выполнением наряду с последовательностью обработки согласно фиг.4-6, также может быть произведена измененная последовательность обработки, так сначала нанесение по меньшей мере одной заготовки на первой технологической операции, еще без нанесения линии насечки или надреза (в качестве линий ослабления), когда имеется одна линия 16 ослабления. Это для выступа 20 с соответствующей ему заготовкой 20* наглядно поясняют фиг.1, 2, 3, причем последующий монтаж может быть таким же, как изображено на фиг.6.
Поскольку используется несколько выступов для блокировки вращения захватного язычка, то все заготовки 20* выполнены согласно фиг.1. Здесь изображена только одна. Нанесение первой линии насечки осуществляется позднее в отдельной технологической операции, например после заключительного формования (дальнейшего выполнения) предварительно сформованного выступа 20*. Здесь один выступ получает правильный, ему предназначенный профиль, как он представлен на фиг.10 внизу. Вместе с тем может быть достигнуто то, что сильно нагружающий лист ход надреза не происходит во время сильно нагружающего лист крышки формирования заготовки на первой технологической операции. Перед или после нагружающего, в данном случае лист, заключительного формования может быть осуществлено нанесение линии насечки. При заключительном формовании толщина стенки по верхней стороне выступа сокращается приблизительно на 10% до 15%, при одновременно происходящем уплотнении и упрочнении этой области, что достигается посредством процесса штамповки как сверху, так и снизу.
Показанная на фиг.4-6 жестяная крышка имеет краевой участок 12, пригодный для фальцевания на корпусе банки для напитка. Сама жестяная крышка изготовлена на жести небольшой толщины, большей частью менее 0,24 мм, и уже прошла через предшествующие стадии изготовления. Она имеет внутреннюю поверхность 10 (плоскость), окруженную фальцованным краем 12. В пределах поверхности 10 вокруг вскрываемой области выполнена линия 16 ослабленной прочности, окруженная, по существу, U-образным выступом 18. Внутри этого выступа, открытого к средней части плоскости, по существу, О-образная линия 16 ослабленной прочности выполнена в виде линии надсечки (score), имеющей переходный участок, который не надсечен и служит, тем самым, в качестве соединительного участка с остальной плоскостью 10, когда вскрываемая область 17 взламывается вдоль линии 16 надсечки под действием рассматриваемого ниже захватного язычка.
Приблизительно посередине в плоскости предусмотрено место 11 прикрепления, хорошо заметное в увеличенных фрагментах. Оно схематично связано с участком размещения в виде жестяной лапки 31, являющейся частью захватного язычка по фиг.6, с которым отформован за одно целое посредством шарнирной линии в виде линии 38 сгиба. Этот захватный язычок 30 имеет участок 32 для захвата, снабженный здесь кругообразным отверстием, с помощью которого потребитель приводит в действие язычок для пробивания линии 16 надсечки по фиг.1. Захватный язычок 30 имеет перед участком 31 размещения также вскрывающий участок 33, расположенный в виде носика для взламывания над взламываемой областью, для чего по фиг.5 в ходе одной рабочей операции выполнен дополнительный выступ 18а в форме глазного яблока, который усиливает лежащую поперек вскрываемую область LOE, чтобы можно было приложить усилия вскрытия к начальному взламываемому участку (выполненный дугообразным конец линии 16 надсечки). Язычок 30 лежит, по существу, параллельно плоскости крышки, которая сама необязательно должна быть выполнена точно в одной плоскости, а может быть слегка выпуклой, однако область вокруг места 11 прикрепления выполнена, по существу, плоской и допускает здесь, по существу, параллельное расположение установочной лапки 31 захватного язычка 30.
Для наглядности обозначена продольная средняя плоскость 100, проходящая в направлении продольной протяженности захватного язычка 30. Поперечная плоскость 101 проходит перпендикулярно ей.
В установленном положении (staked end) участок 32 для захвата находится над желобком 13 для пальца, который выполнен в плоскости 10 приблизительно на том же расстоянии, что и внутреннее усиливающее ребро 18а с другой стороны места 11 прикрепления. Захватный язычок прикрепляют в ходе изготовления готовой жестяной крышки только на фиг.6. Предварительно сначала место прикрепления отформовывают в виде пузырька, с тем чтобы участок 31 размещения захватного язычка 30 можно было закрепить на плоскости крышки. Вокруг этого места 11 прикрепления на фиг.4 отформовывают три полосообразных выступа в виде гофров, направленных вверх (т.е. к наружной стороне жестяной крышки). Лежащий поперек средней плоскости 100 выступ 20 длиннее обоих соседних выступов, проходящих параллельно средней плоскости 100, которые обозначены поз.21а, 21b, где более длинный выступ 20 изображен более точно по отношению к установочной лапке 31.
Установочная лапка 31 обозначена на фиг.4 только для пояснения расстояний выступов от места 11 прикрепления, однако в этот момент ее еще нет на жестяной крышке. На следующем этапе улучшают или точнее выполняют отформовывание выступов 20, 21а, 21b. Этот процесс "reforming" приводит к образованию выступов (гофров), используемых позднее для фиксации положения по фиг.6 и описанным ниже фигурам. На этом этапе эти выступы приобретают свою точную геометрию профиля после их отформовывания за одно целое в жестяной крышке (плоскости) и проходят в направлении h, по меньшей мере, на высоту, соответствующую толщине жести участка 31 размещения захватного язычка 30.
На фиг.6 этот захватный язычок 30 укладывают на стержень заклепки, выполняемый в процессе формования с головкой заклепки, причем он изображен большего диаметра, чем на фиг.4 и 5. Этой головкой заклепки захватный язычок 30 прикрепляют к плоскости крышки посредством участка 31 размещения, соединенного линией 38 сгиба с остальным захватным язычком 30. Вскрывающий участок 33 лежит над взламываемой областью в пределах линии 16 надсечки близко к дополнительному усиливающему выступу 18а.
Для обеспечения взламывающего усилия и точности в процессе взламывания захватный язычок 30 не должен иметь возможность поворотного движения, обозначенного на фиг.7 как α.
Изобретение относится к устройствам для хранения и упаковки напитков. Предложен способ формования жестяной крышки. Крышка имеет выступ, который выполняется в две стадии. Первая стадия для формования заготовки выступа из панели жестяной крышки, при этом заготовка выступа выполняется рядом с установочным участком захватного язычка, но удаленно от места закрепления. Вторая стадия для заключительного формования переднего края заготовки выступа. Далее формуется линия насечки. Формование насечки по времени не совпадает ни со стадией формования заготовки выступа, ни с заключительным формованием. Изобретение обеспечивает надежную блокировку от вращения и выравнивание положения захватного язычка. 6 з.п. ф-лы, 10 ил.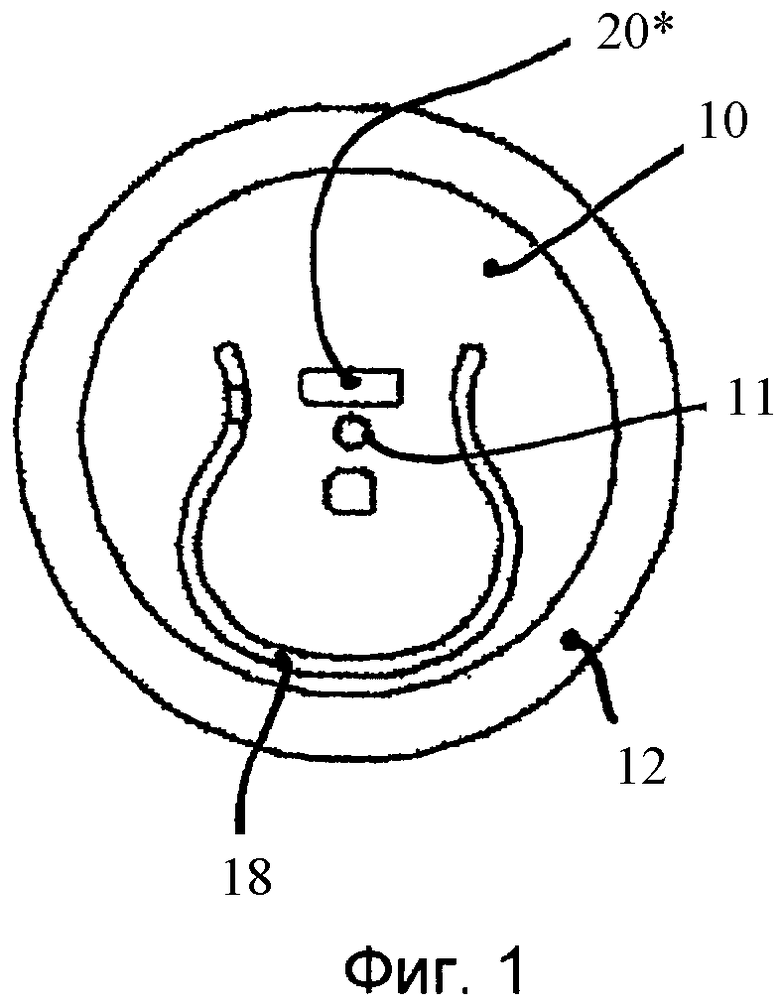
(i) выступ (20, 21а, 21b) выполняется на панели (10) в две стадии:
(a) первая стадия для формования заготовки (20*) выступа из панели (10) жестяной крышки, при этом заготовка расположена рядом с установочным участком (31) захватного язычка (30), но удаленно от места (11) закрепления,
(b) вторая стадия для заключительного формования переднего края (20′′, 21b′) заготовки (20*) выступа, после которой для внешнего - согласованного с выполненным на этой стадии передним краем (20′′, 21b′) - краевого участка (31с) упомянутого выступа обеспечивается лучшая блокировка;
(ii) формуется линия (16) насечки, причем это формование по времени не совпадает ни со стадией формования, ни со стадией заключительного формования.
| US 3868918 А, 04.03.1975 | |||
| US 3416700 А, 17.12.1968 | |||
| US 3750606 А, 07.08.1973 | |||
| US 3494500 А, 10.02.1978 | |||
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |

