Область техники, к которой относится изобретение
Настоящее изобретение касается реактивного сопла с переменной площадью сечения, установленного на конце неподвижной конструкции круглого сечения выхлопного канала для горячих газов турбореактивного двигателя, в частности, двигателя для военных самолетов.
Уровень техники
Некоторые военные самолеты, оснащенные турбореактивными двигателями, должны выполнять задачи в условиях полетов на дозвуковой или на сверхзвуковой скорости. Поэтому эти турбореактивные двигатели оборудованы системой подогрева и осесимметричным соплом или соплом другого типа, например, двумерным соплом. В оборудованных системой подогрева турбореактивных двигателях сопло должно иметь изменяющееся сечение. По этой причине створки внутреннего выхлопного канала, называемые «горячими створками», устанавливают с возможностью поворота вокруг оси, перпендикулярной к оси турбореактивного двигателя и касательной по отношению к диаметру, близкому к диаметру выхлопного канала.
Поворот каждой из этих створок управляется общим синхронизированным устройством наклона. Между каждой управляемой горячей створкой находится ведомая створка, которая не является управляемой и направление которой определяется двумя смежными по отношению к ней управляемыми горячими створками. Поэтому каждая ведомая створка содержит боковые части, которые трутся об управляемую горячую створку.
Кроме того, на уровне горячего газо-выпускного канала расположена прокладка сопла, которая находится в контакте с каждой из ведомых створок и с каждой из управляемых горячих створок.
Однако различные повороты створок приводят к износу от трения, в частности, на уровне передней зоны контакта между каждой створкой и уплотнительной прокладкой или уплотнительными прокладками сопла. Действительно, необходимо отметить, что эти створки выполнены из композитного материала с керамической матрицей. При этом прокладки сопла являются металлическими.
Другими словами, на уровне заднего края сопла и шарнирной оси створок возникают проблемы быстрого обоюдного износа прокладки сопла и трущейся поверхности створки по причине относительного трения, что отрицательно сказывается на сроке службы элементов сопла.
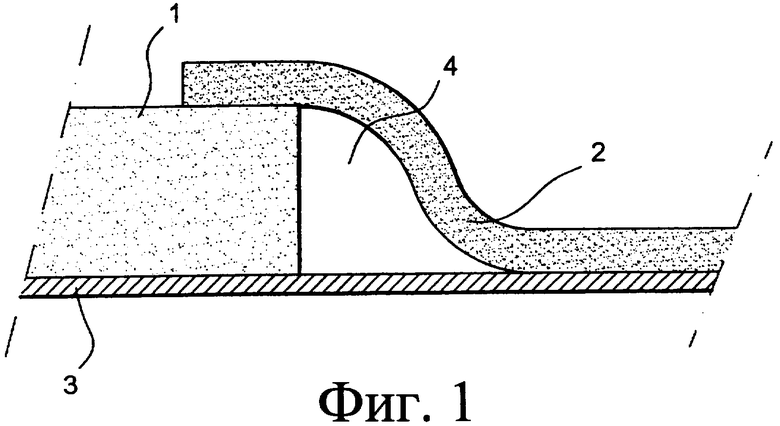
С другой стороны, при использовании композитных материалов с керамической матрицей створки не могут иметь радиусы слишком малой кривизны, то есть не должны иметь угловые формы. Поэтому ухудшается герметичность между каждой ведомой створкой и двумя смежными управляемыми горячими створками. Действительно, как показано на фиг.1, если ведомая створка 1 может иметь компактную форму, то иначе обстоит дело с управляемой горячей створкой 2, которая выполнена в виде деформированного металлического листа. В результате между боковым краем ведомой створки 1 и поверхностью управляемой горячей створки 2 и наружной поверхностью прокладки 3 сопла образуется довольно значительное пространство 4.
Задачей настоящего изобретения является устранение этих недостатков.
Раскрытие изобретения
В этой связи главным объектом настоящего изобретения является управляемая горячая створка осесимметричного сопла турбореактивного двигателя, выполненная с возможностью поворота вокруг оси, перпендикулярной к оси турбореактивного двигателя, и содержащая:
накладку из композитного материала с керамической матрицей; и
трущуюся поверхность, выполненную по ширине под накладкой створки и предназначенную для контакта с прокладкой сопла, причем эта прокладка выполнена из металла.
В соответствии с настоящим изобретением трущуюся поверхность выполняют металлической.
Таким образом, контакт металл/металл этой поверхности относительно прокладки сопла значительно снижает износ на этом уровне.
Для повышения герметичности уплотнения между ведомой створкой, смежной с ней управляемой горячей створкой и прокладкой сопла трущаяся поверхность ограничена в боковом направлении двумя боковинами, практически перпендикулярными к трущейся поверхности и предназначенными для установки напротив и вблизи боковин смежных ведомых створок.
В первом предпочтительном варианте выполнения настоящего изобретения трущуюся поверхность выполняют непосредственно на управляемой горячей створке.
Предпочтительно такую трущуюся поверхность управляемой горячей створки выполняют встроенной в раму во время изготовления литьем указанной управляемой горячей створки.
Во втором варианте выполнения настоящего изобретения трущуюся поверхность выполняют в виде отдельной детали, закрепляемой на управляемой горячей створке, в частности трущуюся поверхность выполняют на опорной детали, которую изготавливают отдельно и закрепляют на указанной створке.
В этом случае крепление может быть осуществлено при помощи крепежных винтов, удерживающих опорную деталь трущейся поверхности между накладкой створки и рамой створки.
Краткое описание чертежей
Сущность настоящего изобретения и его различные отличительные технические признаки будут более очевидны из нижеследующего подробного описания двух вариантов выполнения настоящего изобретения.
Это описание приводится со ссылками на прилагаемые чертежи, на которых:
Фиг.1 - изображение в разрезе описанного выше соединения между ведомой створкой и известной из предшествующего уровня техники управляемой горячей створкой.
Фиг.2 - аксонометрическое изображение управляемой горячей створки согласно первому варианту выполнения настоящего изобретения.
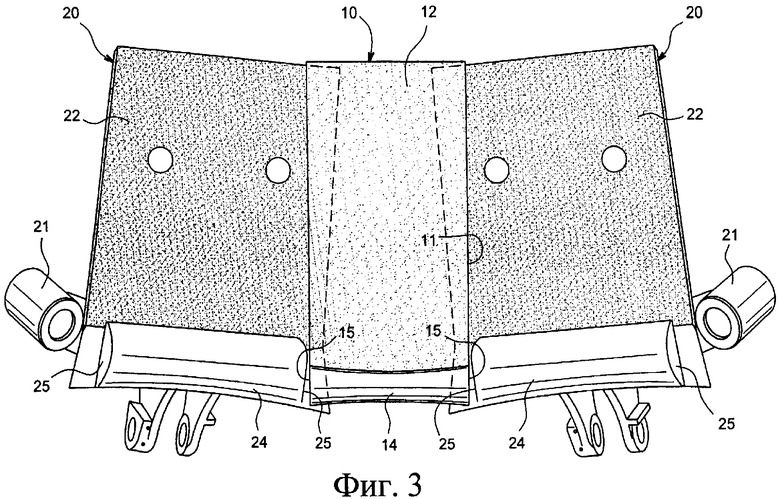
Фиг.3 - изображение двух управляемых горячих створок, охватывающих ведомую створку, согласно первому варианту выполнения настоящего изобретения.
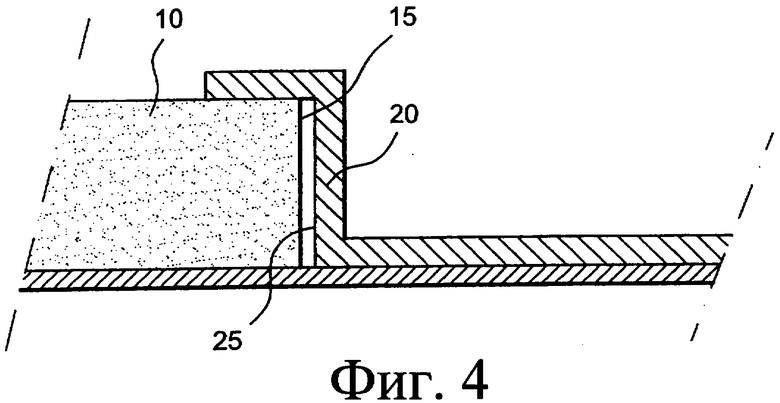
Фиг.4 - изображение внутреннего устройства управляемой горячей створки согласно второму варианту выполнения настоящего изобретения.
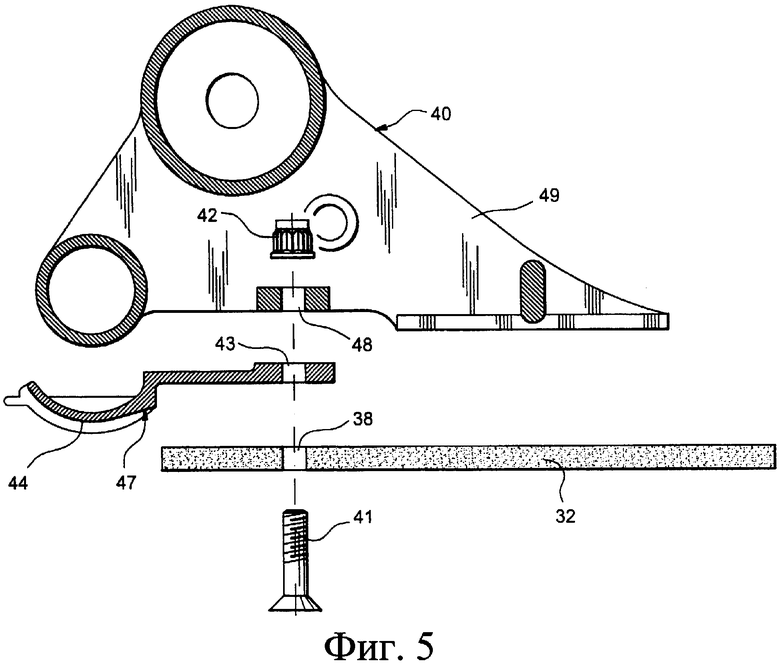
Фиг.5 - изображение соединения между ведомой створкой и управляемой горячей створкой в соответствии с настоящим изобретением.
Осуществление изобретения
Как видно из фиг.2, первый вариант выполнения управляемой горячей створки заключается в следующем. С каждой стороны главного корпуса (рамы) 29, состоящего из двух противоположных каркасных конструкций, установлена втулка 21, предназначенная для установки в ней приводного рычага створки. В нижней части рамы 29 выполнено поворотное отверстие 26, вокруг оси которого вращается створка. В этой же нижней части находится подошва 27, предназначенная для соединения с накладкой 22 створки, имеющей соответствующую форму и выполненной из термостойкого материала, такого как композитный материал с керамической матрицей. В задней нижней части непосредственно под концом накладки 22 расположена трущаяся поверхность 24, выполненная удлиненной со слегка выпуклым сечением. Кроме того, по своей длине она выполнена слегка изогнутой и имеет слегка вогнутую форму в направлении ширины створки. Она ограничена в боковом направлении двумя боковинами 25, перпендикулярными к удлиненной форме этой трущейся поверхности 24.
В данном варианте выполнения накладка 22 является частью створки. Действительно, ее вставляют с паз 28 над трущейся поверхностью 24 и закрепляют в момент изготовления подошвы 27 створки в ходе формования литьем. Основная часть управляемой горячей створки выполнена из металла, тогда как накладку 22 створки выполняют из композитного материала с керамической матрицей.
На фиг.3 показаны две управляемые горячие створки 20, расположенные по бокам ведомой створки 10. Каждая накладка 22 управляемых горячих створок 20 перекрывает боковые края соответствующей накладки 12 ведомой створки 10. Для того чтобы улучшить герметичность узла оснований всех створок, на уровне их трущейся поверхности 24 на управляемых горячих створках 20 и трущейся поверхности 14 на ведомых створках 10 края или боковины 25 каждой трущейся поверхности 24 должны находиться, как можно ближе к соответствующим смежным боковинам 15 смежных ведомых створок 10. В силу того, что боковины 25 трущихся поверхностей 24 расположены перпендикулярно по отношению к последним и, следовательно, по отношению к каждой накладке 22, боковины 25 управляемых горячих створок 20 и боковины 15 ведомых створок 10 могут находиться друг против друга и почти параллельно друг другу и, следовательно, очень близко друг к другу. На фиг.4 проиллюстрировано более понятно по сравнению с фиг.1 улучшение герметичности на этом уровне. Действительно, боковины 15 ведомых створок 10 и боковины 25 управляемых горячих створок 20 располагаются очень близко друг к другу, и пространство 4, показанное на фиг.1, значительно уменьшается, что способствует повышению герметичности всего узла на этом уровне.
В варианте выполнения на фиг.5 показана накладка 32, предназначенная для крепления на управляемой горячей створке 40 при помощи нескольких крепежных винтов 41 и гаек 42. В этом случае контактная поверхность 44 находится на опорной детали 47, которую не закрепляют на раме 49 управляемой горячей створки 40 во время ее изготовления. Наоборот, она образует отдельную деталь, которую обрабатывают механически для получения соединяемой металлической детали. Очевидно, что при помощи крепежных средств, таких как крепежные винты 41, соответствующие гайки 42 и сквозные отверстия 43 в опорной детали 47, сквозные отверстия 48 в раме 49 управляемой горячей створки и сквозные отверстия 38 в накладке 32 створки весь узел может жестко крепиться с возможностью разборки, причем независимо от условий изготовления.
Само собой разумеется, что геометрическая форма опорной детали 47 и, в частности, трущейся поверхности 44 и боковин должна соответствовать геометрической форме деталей, описанных выше в рамках первого варианта выполнения настоящего изобретения. В данном втором варианте выполнения обеспечиваются аналогичные условия износа на уровне трущихся поверхностей 44 относительно уплотнительной прокладки сопла на этом же уровне.
Управляемая горячая створка осесимметричного сопла турбореактивного двигателя выполнена с возможностью поворота вокруг оси, перпендикулярной к оси турбореактивного двигателя, и содержит накладку из композитного материала с керамической матрицей и трущуюся поверхность, выполненную металлической. Трущаяся поверхность выполнена по ширине под накладкой створки, предназначена для контакта с прокладкой сопла, выполненной из металла, и ограничена двумя боковинами, перпендикулярными к трущейся поверхности, предназначенными для установки напротив боковин смежной ведомой створки. Трущуюся поверхность выполняют либо интегрированной в управляемую горячую створку, либо на опорной детали, которую изготавливают отдельно и закрепляют на управляемой горячей створке. Изобретение позволяет снизить износ прокладки сопла и трущейся поверхности створки, а также повысить герметичность между ведомой створкой и смежной с ней управляемой горячей створкой. 5 з.п. ф-лы, 5 ил.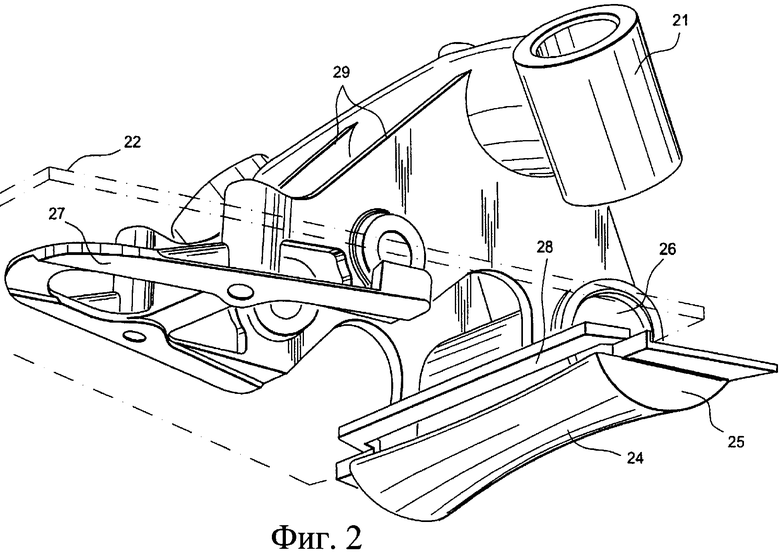
накладку (22, 32) из композитного материала с керамической матрицей; и
трущуюся поверхность (24, 44), выполненную по ширине под накладкой створки и предназначенную для контакта с прокладкой (3) сопла, причем эта прокладка выполнена из металла, отличающаяся тем, что трущуюся поверхность выполняют металлической.
| US 4641783 A, 10.02.1987 | |||
| РЕГУЛИРУЕМОЕ СОПЛО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1983 |
|
SU1103635A1 |
| Способ изготовления пружин из ленты | 1976 |
|
SU622538A1 |
| СПОСОБ ПОДГОТОВКИ КАРТОФЕЛЯ ПЕРЕД ЗАКЛАДКОЙ НА ХРАНЕНИЕ | 2002 |
|
RU2227433C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 46375550 A, 20.01.1987. | |||

