Изобретение относится к области металлообработки и может быть использовано в машиностроения для смазки и охлаждения режущего инструмента при обработке металлов резанием.
Существующие смазочно-охлаждающие жидкости (СОЖ) без присадок состоят из эмульсола и воды. Смазочно-охлаждающие технологические средства для обработки металлов резанием: Справочник / Под ред. С.Г.Энтелиса, Э.М.Берлинера. - 2-е изд., перераб. и доп. М.: Машиностроение, 1995, - с.251; 2. Топлива, смазочные материалы, технические жидкости. Справочник. / Под ред. Школьникова В.М. - М.: Химия, 1989, с.356). Смазочно-охлаждающие технологические средства для обработки металлов резанием позволяют снизить интенсивность износа и повысить работоспособность режущих инструментов за счет образования смазочных пленок на поверхности режущего инструмента и обрабатываемого материала, однако эффективность их недостаточна высока.
В качестве прототипа принята смазочно-охлаждающая жидкость [а.с. 1227657 А1 Россия С10М 173/00], мас.%: эмульсол на основе нефтяных масел, триэтаноламина 0,3-5,0; трихлоруксусная кислота 0,2-5,0; вода - остальное. Указанную СОЖ рекомендовано использовать путем подачи в зону резания методом полива при точении стали 45 с такими режимами резания: глубина резания 4 мм, подача 0,8 мм, скорость резания 200 м/мин. Однако при использовании высокопроизводительного оборудования (обрабатывающих центров) в новых производственных условиях данная охлаждающая жидкость не обеспечивает получение заданной шероховатости при увеличении скорости резания. При увеличении скорости резания повышение температуры может привести к испарению уксусной кислоты, что, в свою очередь, приведет к коррозии деталей и оборудования, а также к ухудшению санитарно-гигиенических условий труда и возможному заболеванию верхних дыхательных путей.
Техническая задача, решаемая изобретением, - снижение шероховатости обработанной поверхности, увеличение производительности обработки резанием за счет увеличения скорости обработки металлов без снижения качества, увеличение термостабильности за счет исключения из состава легколетучих веществ, а следовательно, улучшения санитарно-гигиенических условий труда.
Поставленная задача решается применением смазочно-охлаждающей жидкости для механической обработки металлов, содержащей эмульсол на основе нефтяных масел (Укринол-1М), воду и присадку. Смазочно-охлаждающая жидкость отличается от известной тем, что в качестве присадки используется натриевое мыло жирных кислот растительного масла и этиленгликоль - 1-3. Данная композиция содержит эмульсол на основе нефтяных масел (Укринол-1М) - 3,0-10,0; натриевое мыло жирных кислот растительного масла - 0,3-2,5; этиленгликоль 1-3; вода - остальное.
Предлагаемая СОЖ имеет низкую вязкость, довольно высокую плотность за счет введения в состав СОЖ натриевых мыл жирных кислот растительных масел и этиленгликоля, хорошие низкотемпературные свойства, т.к. температура замерзания -40°С, не содержит отравляющих веществ при термическом воздействии во время обработки металлов резанием, не вызывает коррозии деталей и оборудования. Жидкость устойчива к микробиологическому поражению и не вызывает заболеваний кожных покровов и верхних дыхательных путей. Используя метод охлаждения и смазывания зоны резания распыленной жидкостью, которая, попадая на поверхность контакта не в обычном состоянии, а в виде паров и отдельных частиц - молекул, радикалов, входящих в состав СОЖ, усиливает моющее действие благодаря улучшению смачиваемости твердой поверхности за счет действия ПАВ (натриевых мыл жирных кислот), а также интенсифицирование смазочного действия. Применение предлагаемой СОЖ обеспечивает шероховатость поверхности соответствующему 7-9 классу чистоты и стойкость инструмента на достаточно высоком уровне.
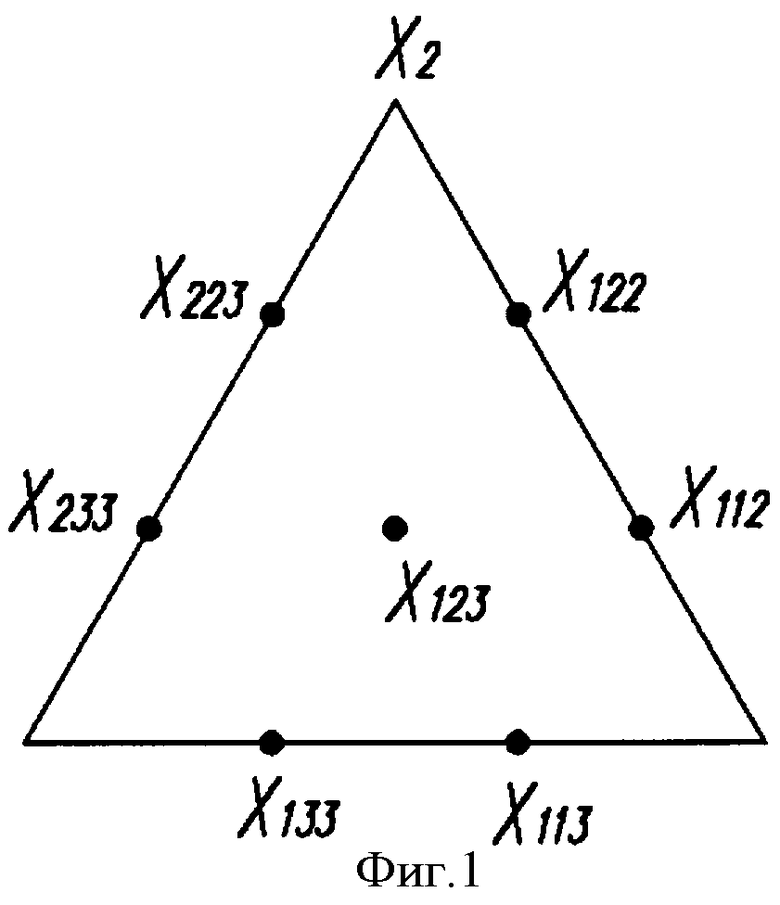
Фиг.1 - графическое изображение матрицы проведения эксперимента.
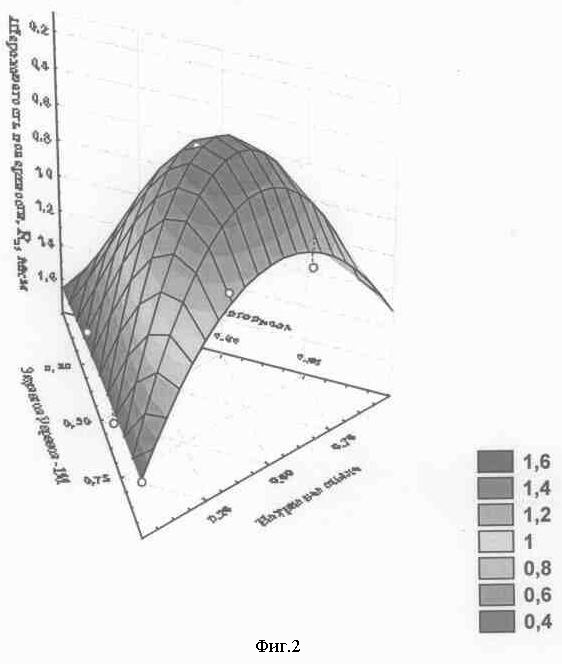
Фиг.2 - объемный график зависимости шероховатости поверхности от состава смазочно-охлаждающей жидкости.
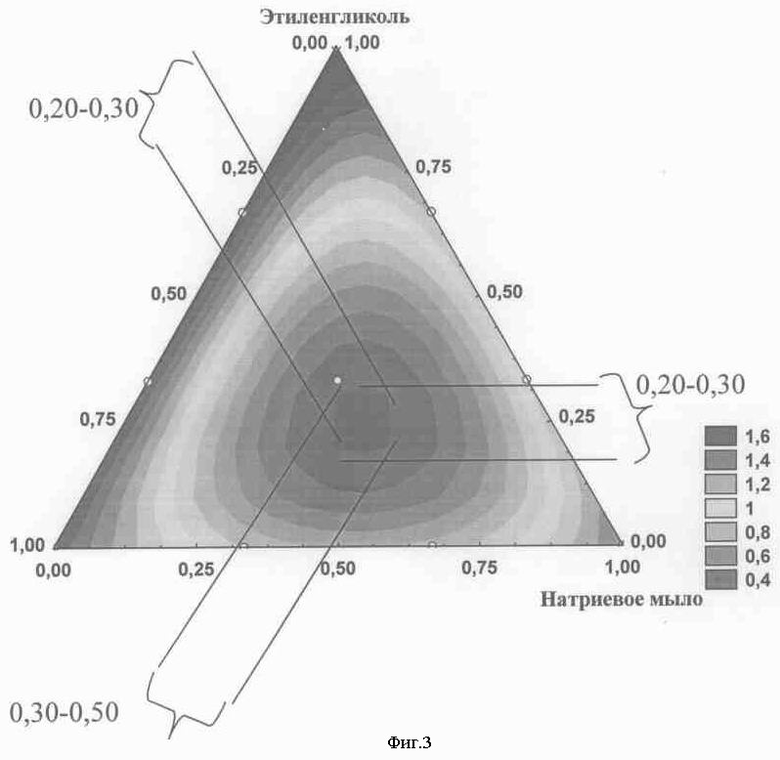
Фиг.3 - линии торов зависимости шероховатости обрабатываемой поверхности от состава смазочно-охлаждающей жидкости.
Экспериментальные исследования осуществляли на многофункциональном модуле типа «MAZAK». СОЖ подавали под давлением 2-3 МПа через сопло диаметром 0,2-0,5 мм. В качестве обрабатываемого материала использовали, стали 40Х13М и 45. Применяли резцы со сменными многогранными пластинками из твердого сплава Т14К8, Т14К8Al2O3, CoroMill-290. Режимы резания в диапазоне: скорости резания 250 м/мин для всех заготовок; подача 0,32 мм/об, глубина резания 2,7 мм.
Для проведения сравнительных испытаний были приготовлены опытные составы СОЖ, которые представлены в таблице 4.
Составы СОЖ готовят смешиванием компонентов в дистиллированной воде до однородного состояния.
Полученный раствор проверяют на pH, который не должен превышать 10.
Осуществлены испытания по оценке стабильности жидкости - отсутствие отстаивания, отсутствие выделения масла в течение 48 часов.
Для получения оптимального состава смазочно-охлаждающей жидкости нами применялся метод планирования эксперимента, в частности метод симплексных решеток.
При изучении свойств смеси, зависящих только от соотношений компонентов, факторное пространство представляет собой правильный (q-1)-мерный симплекс.
Для систем выполняется соотношение

где хi≥0 - концентрация компонента; q - количество компонентов.
При q=3 правильный симплекс - равносторонний треугольник. Каждая точка треугольника отвечает одному отдельному составу тройной системы, и наоборот, каждый состав представляется одной определенной точкой. Вершины треугольника соответствуют чистым веществам, стороны - двойным системам.
При планировании эксперимента для решения задач на диаграммах состав-свойство предполагается, что изучаемое свойство является непрерывной функцией аргументов и может быть с достаточной точностью представлено полиномом. Использование методов планирования эксперимента позволяет значительно сократить объем эксперимента при изучении многокомпонентных систем, отпадает необходимость в пространственном представлении сложных поверхностей, так как свойства можно определять из уравнений. При этом сохраняется возможность графической интерпретации результатов.
В настоящее время наибольшее применение получили симплекс-решетчатые планы Шеффе, с помощью которых и была построена матрица планирования экспериментов в данной работе (для полинома третьего порядка). Эти планы обеспечивают равномерный разброс экспериментальных точек по (q-1)-мерному симплексу (Фиг.1):
Выбор сочетания компонентного состава СОЖ, обоснование количества дозировок компонентов, проводили с использованием математического планирования эксперимента по ортогональным латинским прямоугольникам на симплексе.
Варьированию по трем уровням подвергали основные компоненты состава СОЖ: Эмульсол на основе нефтяных масел (Укринол-1М); натриевое мыло жирных кислот растительного масла и этиленгликоль.
Уровни варьирования основных факторов эксперимента приведены в таблице 1.
Уровни варьирования компонентов
План эксперимента на основе матрицы трехфакторного эксперимента на трех уровнях включает 11 опытов. Матрица эксперимента представлена в таблице 2.
Матрица проведения эксперимента и результаты функций отклика
Шероховатость поверхности:
Ra, мкм=1,4771·Х1+1,3086·Х2+1,6543·Х3-2,8254·Х1·Х2-0,0932·Х1·Х3-1,8739·Х2·Х3-16,9425·X1·X2·X3
Графическое решение полученной функции представлено на Фиг.2 и Фиг.3. Оптимальные значения состава предлагаемой СОЖ представлены в таблице 3.
Оптимальные значения функции отклика и соответствующие значения факторов
Были одновременно исследованы образцы смазочно-охлаждающих жидкостей предлагаемой и соответствующей по составу прототипу на шероховатость обрабатываемой поверхности, результаты приведены в таблице 4.
Концентрация компонентов смазочно-охлаждающих жидкостей и шероховатость обрабатываемой поверхности
Таким образом, предлагаемый состав СОЖ позволяет снизить шероховатость обработанной поверхности в 10 раз.
Для сравнительных испытаний влияния скорости резания на шероховатость обрабатываемой поверхности были проведены исследования предлагаемой СОЖ и прототипа на многофункциональном модуле типа «MAZAK». В качестве обрабатываемого материала использовали стали 40Х и 45. Применяли резцы со сменными многогранными пластинками из твердого сплава Т14К8, Т14К8Аl2O3, CoroMill-290. Режимы резания в диапазоне скорости резания от 150 до 250 м/мин для всех заготовок. Результаты влияния состава СОЖ и скорости резания на шероховатость обработанной поверхности приведены в таблице 5.
Влияние состава СОЖ и скорости резания на шероховатость обработанной поверхности
Таким образом, предлагаемый состав СОЖ позволяет снизить шероховатость обработанной поверхности в 3,9-7,8 раза, увеличить производительность обработки резанием до 15 раз, сохранить биостойкость и стабильность на высоком уровне, улучшить санитарно-гигиенические условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2144944C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2018 |
|
RU2676690C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2017 |
|
RU2650525C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1081200A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1991 |
|
RU1822197C |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2831570C1 |
| Смазочно-охлаждающая жидкость "сож дии-9" для механической обработки металлов | 1981 |
|
SU1018964A1 |
| КОНЦЕНТРАТ ВОДНОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1995 |
|
RU2109036C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ НА ОСНОВЕ ОТХОДОВ МАСЛОЖИРОВОГО ПРОИЗВОДСТВА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2021 |
|
RU2769313C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2005 |
|
RU2293759C1 |
Использование: в области металлообработки для смазки и охлаждения режущего инструмента при обработке металлов резанием. Сущность: жидкость содержит, мас.%: эмульсол Укринол-1М 3-10, натриевое мыло жирных кислот растительного масла 0,3-2,5, этиленгликоль 1-3, вода до 100. Технический результат - снижение шероховатости обработанной поверхности в 3,9-7,8 раз, повышение производительности обработки до 5 раз, улучшение санитарно-гигиенических условий труда. 3 ил., 5 табл.
Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая эмульсол, воду и присадку, отличающаяся тем, что содержит в качестве эмульсола Укринол-1М, в качестве присадки натриевое мыло жирных кислот растительного масла и этиленгликоль при следующем соотношении компонентов, мас.%:
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1227657A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1994 |
|
RU2076897C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2107715C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2046824C1 |
| БЕРДИЧЕВСКИЙ Е.Г | |||
| Смазочно-охлаждающие технологические средства для обработки материалов | |||
| - М.: Машиностроение, 1984, с.82. | |||

