Изобретение относится к режущим элементам бритвенных станков со множеством лезвий.
В последние годы бритвенные станки с различными количествами лезвий предлагаются в патентной литературе и используются коммерчески, как описано, например, в патенте США №5.787.586, который в общем описывает тип конструкции, которая продается компанией The Gillette Company как бритва Mach III с тремя лезвиями, и в опубликованной патентной заявке США №2002/0144404, которая описывает бритвы с тремя лезвиями и четырьмя лезвиями.
Увеличение числа лезвий на бритвенном станке в общем имеет тенденцию увеличивать эффективность бритья бритвы и обеспечивать лучшее распределение нажимающих усилий на кожу, но это может также иметь тенденцию повышать тяговые усилия, снижать маневренность и снижать способность к подравниванию. Увеличение числа лезвий также требует увеличения площади, занимаемой лезвиями, или снижения расстояния между режущими кромками лезвий. Увеличение площади, занимаемой лезвиями, может повлиять на эффективность бритья. Снижение расстояния между лезвиями приводит к изменению в выпуклости кожи между режущими кромками и в эффективности бритья, потенциально требуя изменений в других параметрах геометрии лезвия, таких как угол касательной и открытость лезвия. Увеличение числа лезвий может также повлиять на способность лезвия к ополаскиванию, что влияет на способность удалять сбритые волоски из области лезвий.
Патент США №5.787.586 показывает бритвенные лезвия, которые установлены на изогнутые металлические опоры, вид опоры, который надежно изготовлялся много лет компанией The Gillette Company, в коммерческих продуктах Sensor и Mach III. Опубликованная патентная заявка США №2002/0144404 описывает конструкции с тремя лезвиями и с четырьмя лезвиями с прямыми металлическими поддерживающими стержнями в качестве опор лезвий и процедуру тестирования для определения индекса промывания, показывающего способность картриджа бритвенного станка к ополаскиванию для удаления сбритых волосков. В последнем документе отмечено, что поддерживающие стержни вносили вклад в хорошие значения индекса промывания, отмеченные в описанных вариантах осуществления.
Изобретение описывает в общем режущий элемент для бритвенного станка, который включает в себя удлиненное металлическое лезвие и удлиненную изогнутую металлическую опору, которая имеет удлиненную платформенную часть, удлиненную изогнутую часть и удлиненную основную часть. В общем, лезвие и платформенная часть опоры лезвия имеют размеры, делающие их более компактными, в то время как платформенная часть снабжена достаточно плоской областью для надежной поддержки лезвия. Платформенная часть проходит вперед от изогнутой части к переднему концу и включает в себя область присоединения (например, область сварки), которая отнесена от переднего конца и от изогнутой части. Платформенная часть также включает в себя плоскую часть, которая включает в себя область присоединения и проходит за ее пределы. Удлиненное металлическое лезвие имеет режущую кромку спереди, конец лезвия сзади, клиновидную часть, ведущую к режущей кромке, и часть постоянной толщины, проходящую от конца лезвия сзади до клиновидной части. Часть постоянной толщины лезвия поддерживается на платформенной части и крепится к платформенной части в области соединения, а клиновидная часть проходит вперед за пределы переднего конца платформенной части.
В одном варианте осуществления лезвие имеет длину менее 1 мм от режущей кромки до конца лезвия, предпочтительно менее 0,9 мм и наиболее предпочтительно примерно 0,85 мм.
В другом объекте изобретения платформенная часть опоры лезвия имеет длину менее 0,7 мм от переднего конца до изогнутой части, предпочтительно менее 0,6 мм и наиболее предпочтительно примерно 0,55 мм.
В еще одном объекте изобретения удлиненная изогнутая металлическая опора изготовлена из металла, который имеет толщину между 0,004" и 0,009" (предпочтительно между 0,005" и 0,007" и наиболее предпочтительно примерно 0,006"), а изогнутая часть имеет радиус кривизны, который менее 0,1 мм (предпочтительно менее 0,09 мм и наиболее предпочтительно менее 0,08 мм).
В еще одном объекте изобретение определяет в общем блок лезвий бритвенного станка, включающий в себя по меньшей мере четыре (предпочтительно по меньшей мере пять) режущих элементов, как уже описано, с шириной между лезвиями менее 1,2 мм, предпочтительно менее 1,1 мм и наиболее предпочтительно примерно 1,05 мм.
Конкретные варианты осуществления изобретения могут включать в себя один или несколько следующих признаков. Угол межу основной частью и платформенной частью находится между 109° и 115°, предпочтительно между 110° и 113°, наиболее предпочтительно составляет примерно 111,5°. Лезвия крепятся к платформенной части сваркой.
Варианты осуществления изобретения могут включать в себя одно или несколько из следующих преимуществ. Режущие элементы в соответствии с изобретением могут надежно изготавливаться и достаточно компактны, чтобы обеспечить использование в бритвах с несколькими лезвиями, с по меньшей мере 4 или 5 лезвиями, снижая при этом ширину и сохраняя хорошую способность к ополаскиванию.
Другие преимущества и признаки изобретения будут очевидны из следующего описания конкретных вариантов осуществления и из формулы изобретения.
Подробности одного или более вариантов осуществления изобретения иллюстрируются прилагаемыми чертежами и нижеследующим описанием. Другие признаки, объекты и преимущества изобретения будут очевидны из описания и чертежей, и из формулы изобретения.
Фиг.1 является перспективным видом бритвенного станка.
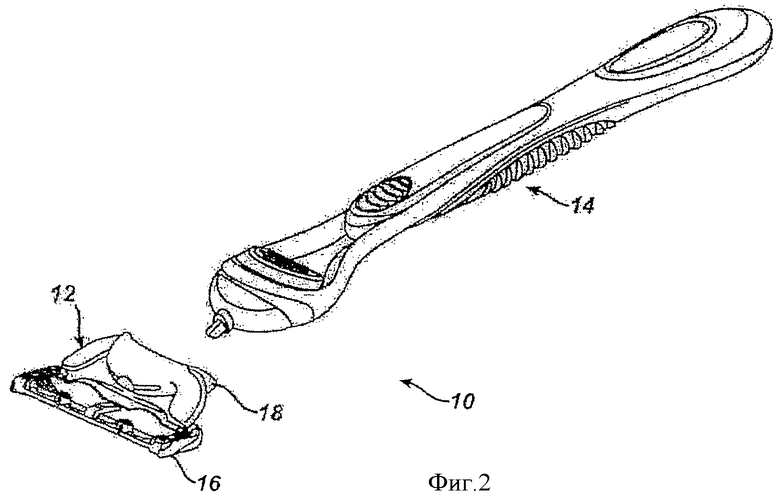
Фиг.2 является перспективным видом бритвы по Фиг.1, показывающим ее заменяемый картридж, отделенный от его ручки.
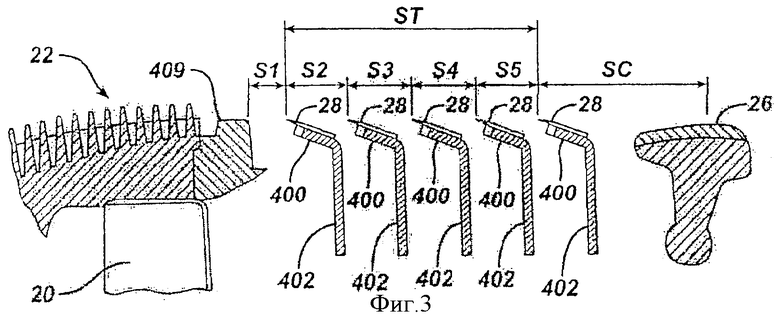
Фиг.3 является вертикальным разрезом, показывающим относительные положения некоторых компонентов картриджа бритвенного станка по Фиг.1.
Фиг.4 является видом сверху режущего элемента картриджа по Фиг.3.
Фиг.5 является видом спереди режущего элемента по Фиг.4.
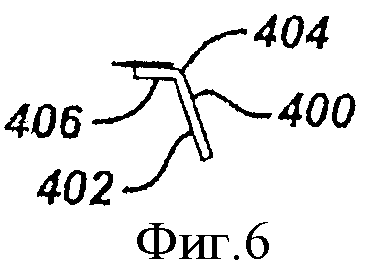
Фиг.6 является вертикальным разрезом режущего элемента Фиг.4.
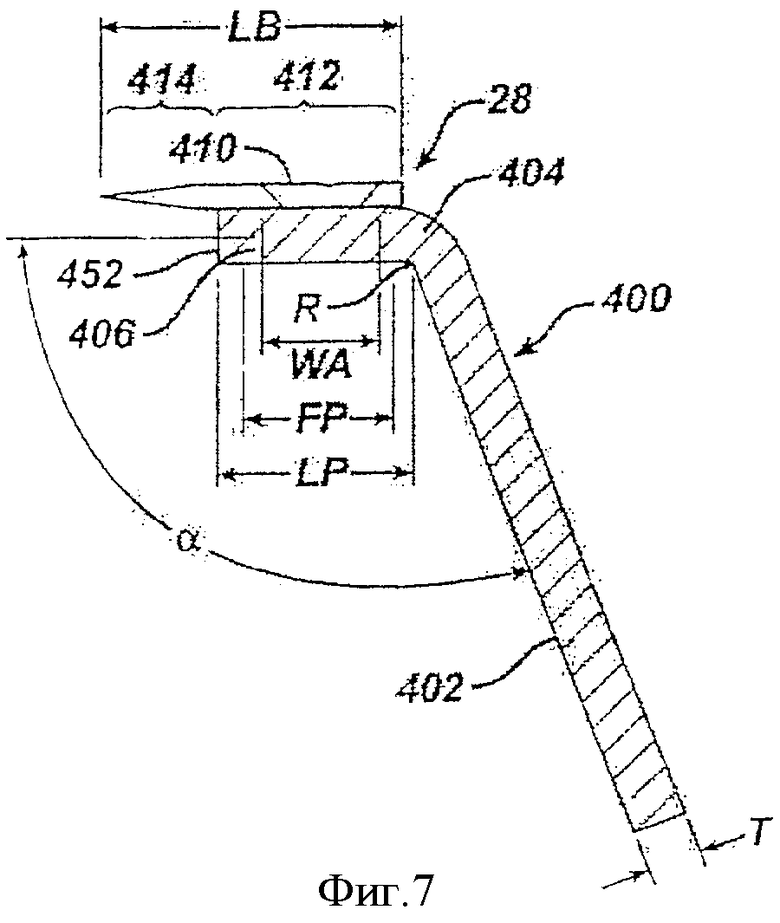
Фиг.7 является увеличенным вертикальным разрезом режущего элемента по Фиг.4.
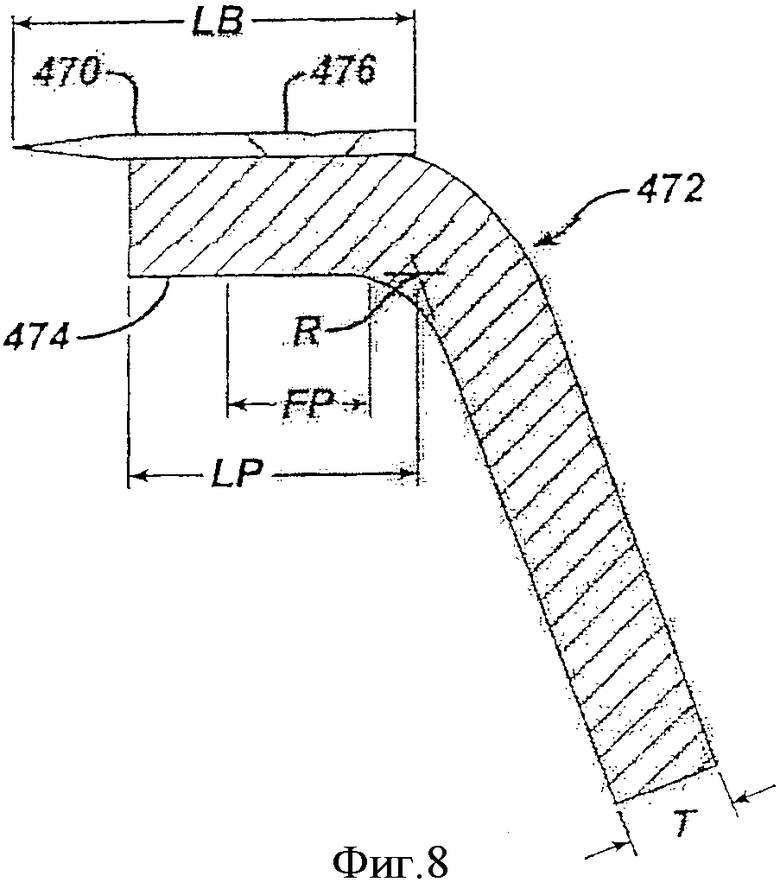
Фиг.8 является вертикальным разрезом прототипа режущего элемента.
На Фиг.1 и 2 бритвенный станок 10 включает в себя одноразовый картридж 12 и ручку 14. Картридж 12 включает в себя соединяющий элемент 18, который соединен с ручкой 14, и блок 16 лезвий, который шарнирно соединен с соединяющим элементом 18. Блок 16 лезвий включает в себя пластиковый корпус 20, первичную защиту 22 в передней части корпуса 20, крышку 24 со смазывающей полоской 26 в задней части корпуса 20, пять удлиненных лезвий 28 между первичной защитой 22 и первичной крышкой 24 и сборку 30 подравнивающего лезвия, прикрепленную к задней части корпуса 20 зажимами 32, которые также удерживают лезвия 28 на корпусе 20.
На Фиг.3-6 видно, что каждое удлиненное лезвие 28 держится на соответствующей удлиненной изогнутой опоре 400, имеющей удлиненную нижнюю основную часть 402, удлиненную изогнутую часть 404 и удлиненную платформенную часть 406, на которой держится лезвие 28. Ширина лезвия определяется как расстояние от края лезвия до контактирующего с кожей элемента, расположенного непосредственно перед этим краем, при измерении по касательной, проходящей между этим элементом и краем лезвия. Режущие кромки 406 каждого лезвия отнесены от режущих кромок 408 соседних лезвий на расстояние межлезвийной ширины S2=S3=S4=S5; межлезвийная ширина находится между 0,95 мм и 1,15 мм, предпочтительно между 1,0 мм и 1,1 мм и наиболее предпочтительно составляет 1,05 мм. Обнаженность лезвия определяется как перпендикулярное расстояние или высота края лезвия, измеренная по отношению к плоскости, касающейся контактирующих с кожей поверхностей элементов блока лезвий, перед краем и позади края. Поскольку все режущие кромки покоятся на зажимах 32, находясь в положении покоя, они находятся в одной плоскости, так что обнаженность трех промежуточных лезвий нулевая. Переднее лезвие 28 имеет отрицательную обнаженность 0-0,4 мм, а последнее лезвие 28 имеет положительную обнаженность. Ширина S1 от передней поперечины 409 до режущей кромки переднего лезвия 28 составляет 0,65 мм, а расстояние SC от режущей кромки последнего лезвия 28 до точки касания на смазывающей полоске 26 крышки 24 составляет 3,16 мм. Расстояние ST от первой режущей кромки 408 до последней режущей кромки 408 в четыре раза больше ширины между лезвиями и таким образом находится между 3,8 мм и 4,6 мм, предпочтительно между 4,0 мм и 4,4 мм и наиболее предпочтительно составляет примерно 4,2 мм, т.е. находится между 4,1 мм и 4,3 мм.
На Фиг.4-6 лезвие 28 присоединено к платформенной части 406 тринадцатью точечными сварками 410, нанесенными лазером, который плавит металл лезвия 28 в области WA сварки для создания расплавленного металла, который образует сварку 410 с платформенной частью 406 после остывания. Область WA сварки является областью крепления, в которой лезвие крепится к платформенной части. Область WA сварки расположена в пределах плоской части FP платформенной части 406. Длина LB лезвия от режущей кромки 408 до конца 450 лезвия составляет менее 1 мм, предпочтительно менее 0,9 мм и наиболее предпочтительно примерно 0,85 мм. Лезвие 28 имеет часть 412 с однородной толщиной, которая поддерживается на платформенной части 406, и клиновидную часть 412, которая выступает за пределы переднего конца 452 платформенной части 406.
Удлиненная изогнутая металлическая опора 400 изготавливается из металла толщиной между 0,004" и 0,009" (размерность Т), предпочтительно из металла толщиной между 0,005" и 0,007" и наиболее предпочтительно из металла толщиной примерно 0,006". Платформенная часть 406 имеет длину LP от своего переднего конца 452 до изогнутой части 404 менее 0,7 мм, предпочтительно менее 0,6 мм и наиболее предпочтительно примерно 0,55 мм. Изогнутая часть 404 имеет внутренний радиус R кривизны, который составляет менее 0,1 мм, предпочтительно менее 0,09 мм и наиболее предпочтительно менее 0,08 мм. Угол α между основной частью 402 и платформенной частью 406 находится между 108° и 115°, предпочтительно между 110° и 113°, наиболее предпочтительно он составляет примерно 111,5°.
Фиг.8 является схематическим представлением лезвия 470 и угловой опоры 472, используемой в бритвенном станке Mach III. Лезвие 470 имеет длину лезвия LB 1,23 мм. Опора 472 изготовлена из металла 0,011" толщиной, имеет платформенную часть 474 с длиной LP 0,83+0,10/-0,05 и радиусом кривизны R 0,20 мм 9 (max). Платформенная часть 474 имеет венец с изгибом за плоской частью FP, на котором расположена сварка 476. Плоская часть FP имеет минимальное измерение 0,3 мм. В бритвенном картридже ширина между лезвиями составляет 1,50 мм, так что расстояние от режущей кромки переднего лезвия до режущей кромки последнего лезвия составляет 3,00 мм. Если та же ширина между лезвиями была бы сохранена в картридже бритвенного станка с пятью лезвиями, расстояние от режущей кромки переднего лезвия до режущей кромки последнего лезвия составляло бы 6,00 мм. Если бы те же лезвия 407 и угловые опоры 472 использовались с меньшей шириной между лезвиями, уменьшенные расстояния между соседними лезвиями 470 и угловыми опорами 472 увеличили бы возможность снизить способность ополаскивания, с увеличенной вероятностью удержания сбритых волосков в области лезвия и сниженной эффективностью бритья.
На Фиг.7, поскольку угловая опора 400 вырезана и сформирована из более тонкого металла, она облегчает обеспечение сниженного радиуса R кривизны, таким образом позволяя большей части платформы быть плоской. Использование более тонкого материала для опоры также облегчает способность обеспечивать более высокий процент площади платформы плоским после формирования. Минимальный размер плоской области требуется для точной и надежной поддержки лезвия 28, которое имеет пониженную длину для своей части 412 с однородной толщиной, благодаря более короткой длине. Более короткая часть 412 с однородной толщиной может использоваться, все еще обеспечивая при этом необходимую точную поддержку лезвия, поскольку степень изогнутых областей платформенной части 406 вне плоской области FA снижена. Такая точная поддержка лезвия необходима для обеспечения желательной геометрии лезвия для желательной эффективности бритья.
Другие варианты осуществления изобретения находятся в объеме прилагаемой формулы изобретения. Например, лезвия могут быть присоединены к изогнутым опорам методами сварки, например, электродуговой сваркой, или другими методами присоединения, такими как приклеивание или сшивание.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИТВЕННЫЕ СТАНКИ СО МНОЖЕСТВОМ ЛЕЗВИЙ | 2005 |
|
RU2336157C2 |
| БРИТВЕННЫЕ КАРТРИДЖИ И БРИТВЫ | 2005 |
|
RU2358859C2 |
| БРИТВЫ И БРЕЮЩИЕ КАРТРИДЖИ С ЗАЩИТОЙ | 2005 |
|
RU2354539C2 |
| БРИТВА С КНОПКОЙ | 2005 |
|
RU2346806C2 |
| БРИТВЕННАЯ СИСТЕМА | 2005 |
|
RU2359815C2 |
| ОПОРА ЛЕЗВИЯ, РЕЖУЩИЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ОПОРУ ЛЕЗВИЯ, ГОЛОВКА БРИТВЫ, СОДЕРЖАЩАЯ ТАКОЙ РЕЖУЩИЙ ЭЛЕМЕНТ, И МЕХАНИЧЕСКИЙ БРИТВЕННЫЙ СТАНОК, СОДЕРЖАЩИЙ ТАКУЮ ГОЛОВКУ БРИТВЫ | 2018 |
|
RU2760146C2 |
| БРИТВЕННЫЙ КАРТРИДЖ С ПОДВИЖНЫМИ ЛЕЗВИЯМИ | 1998 |
|
RU2196042C2 |
| ИЗОГНУТЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2530919C2 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ БРИТВЕННЫХ ПРИБОРОВ С МНОЖЕСТВОМ ЛЕЗВИЙ, КОТОРЫЕ ИМЕЮТ УЗКУЮ ПЛАТФОРМУ ДЛЯ СПОСОБСТВОВАНИЯ ОПОЛАСКИВАНИЮ/ПРИКРЕПЛЕННОЕ СВАРКОЙ ЛЕЗВИЕ НА ДЕРЖАТЕЛЕ С УЗКИМ ПЛАТФОРМЕННЫМ УЧАСТКОМ | 2021 |
|
RU2825740C1 |
| БРИТВЫ И ДРУГИЕ СОСТАВНЫЕ УСТРОЙСТВА ДЛЯ СРЕЗАНИЯ ВОЛОС | 2005 |
|
RU2366568C2 |


Изобретение относится к режущим устройствам и может быть использовано для бритья. Блок лезвий бритвенного станка содержит корпус, по меньшей мере четыре режущих элемента, крышку в передней части корпуса и защиту в задней части корпуса. Каждый режущий элемент содержит удлиненное металлическое лезвие с режущей кромкой, конец лезвия, клиновидную часть и часть с однородной толщиной. Причем лезвие имеет длину менее 1 мм от режущей кромки до конца лезвия и содержит удлиненную изогнутую металлическую опору. Указанная металлическая опора имеет удлиненную платформенную часть, удлиненную изогнутую часть и удлиненную основную часть. Платформенная часть проходит вперед от упомянутой изогнутой части до переднего конца и включает в себя плоскую часть, содержащую область сварки, отнесенную от переднего конца и изогнутой части. Удлиненная основная часть отходит вниз от изогнутой части. Часть с однородной толщиной лезвия поддерживается на платформенной части в области сварки, а клиновидная часть проходит вперед за пределы переднего конца платформенной части. В результате обеспечивается повышение эффективности бритья. 6 н. и 18 з.п. ф-лы, 8 ил.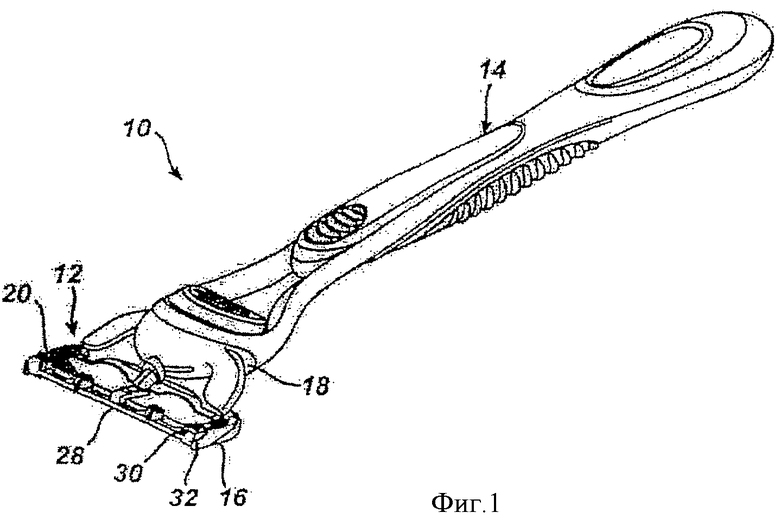
| US 6009624 А, 04.01.2000 | |||
| БЕЗОПАСНЫЕ БРИТВЫ | 1998 |
|
RU2182077C2 |
| ЛЕЗВИЕ БРИТВЫ | 1991 |
|
RU2031773C1 |
| US 6216349 B1, 17.04.2001 | |||
| US 3832774 A, 03.09.1974. | |||

