Изобретение относится к похоронным принадлежностям, а именно к гробам, и может быть использовано для кремации или захоронения умерших людей.
Ближайшим аналогом является гроб сборный, включающий корпус и крышку, содержащие боковые и торцевые стенки, выполненные наборными основания (см., например, описание изобретения к патенту Российской Федерации 2191562, МПК 7 A61G 17/00, дата публикации 2002.10.27).
Недостатками ближайшего аналога являются недостаточно высокая технологичность, обусловленная выполнением наборных оснований корпуса и крышки из деталей прямоугольной и трапецеидальной формы, высокое содержание отходов в виде обрезков пиломатериала и высокая себестоимость изготовленного гроба сборного.
Техническим результатом заявленного решения является снижение себестоимости путем снижения отходов в виде обрезков пиломатериала за счет более рационального раскроя пиломатериала с максимально возможным использованием одного типоразмера пиломатериала.
Сущность технического решения поясняется чертежами, где
на фиг.1 показан вид снизу корпуса первого варианта выполнения;
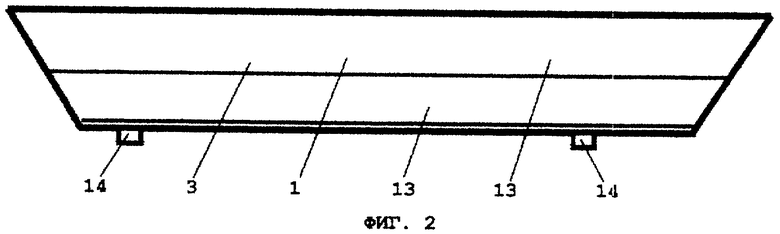
на фиг.2 показан вид сбоку корпуса первого варианта выполнения;
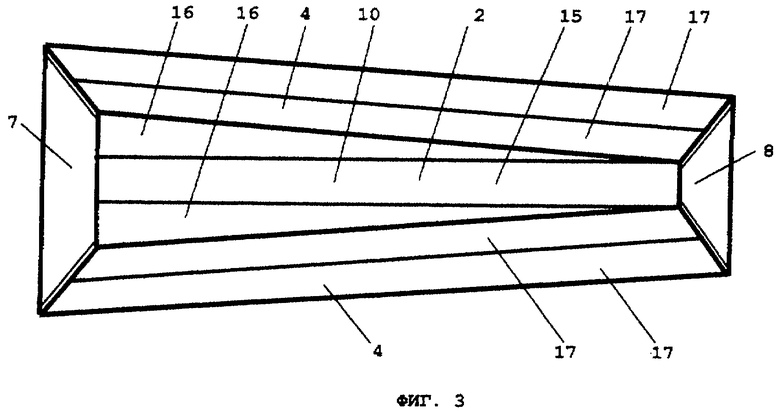
на фиг.3 показан вид сверху крышки первого варианта выполнения;
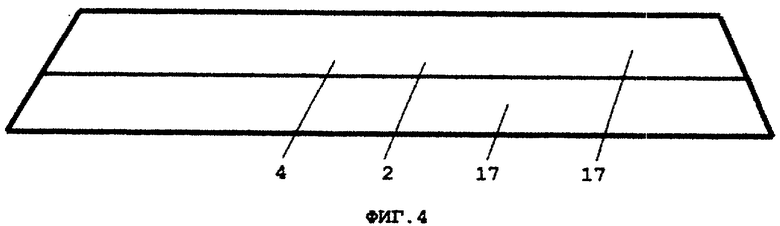
на фиг.4 показан вид сбоку крышки первого варианта выполнения;
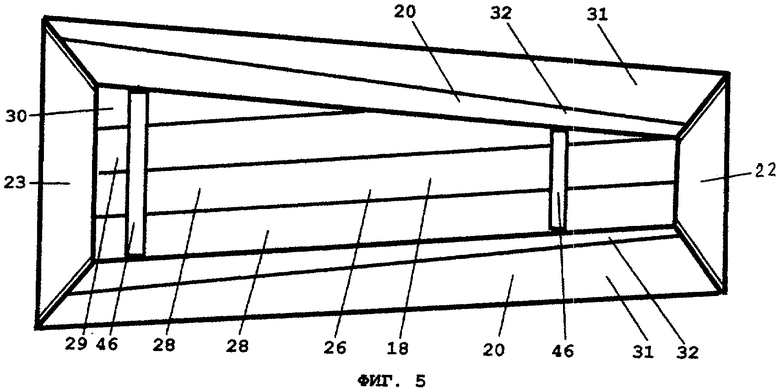
на фиг.5 показан вид снизу корпуса второго варианта выполнения;
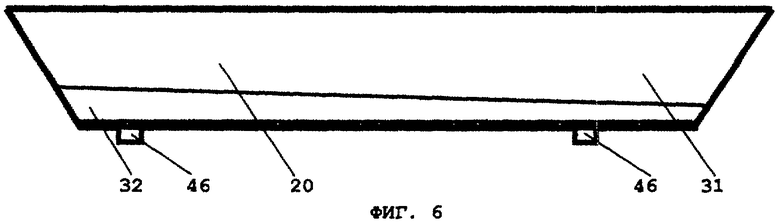
на фиг.6 показан вид сбоку корпуса второго варианта выполнения;
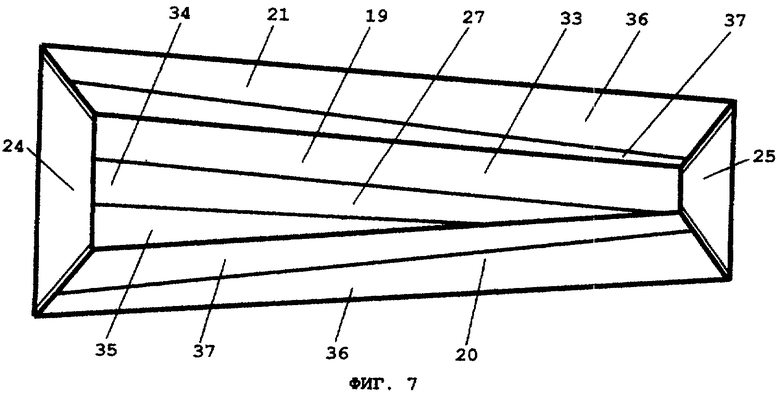
на фиг.7 показан вид сверху крышки второго варианта выполнения;
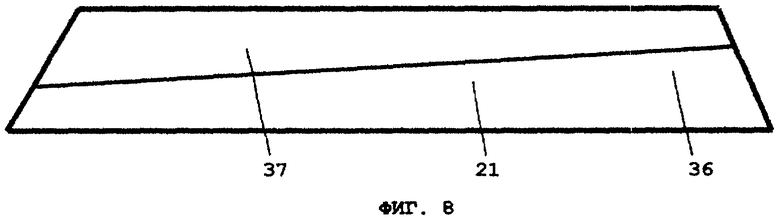
на фиг.8 показан вид сбоку крышки второго варианта выполнения;
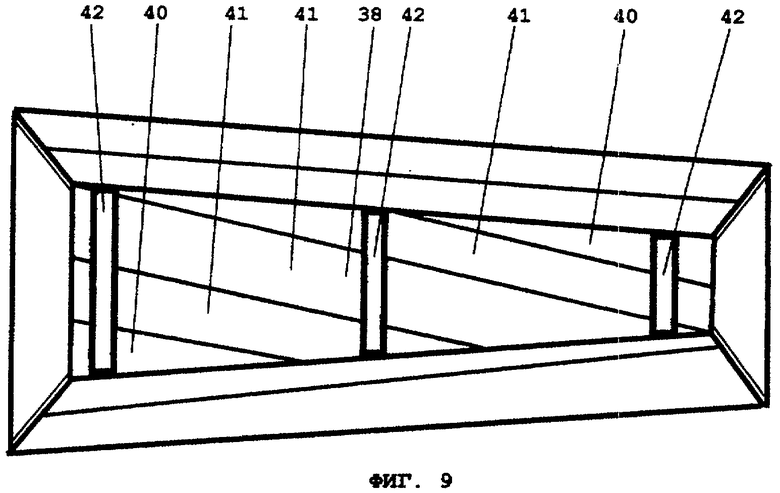
на фиг.9 показан вид снизу корпуса третьего варианта выполнения;
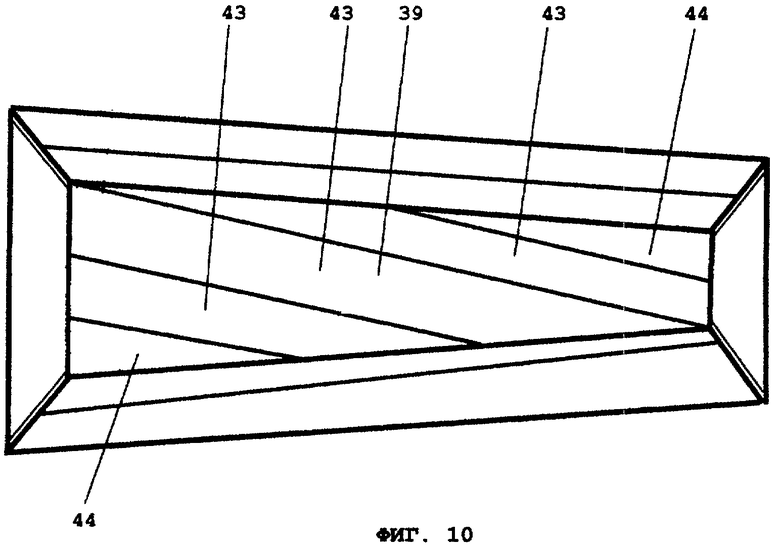
на фиг.10 показан вид сверху крышки третьего варианта выполнения;
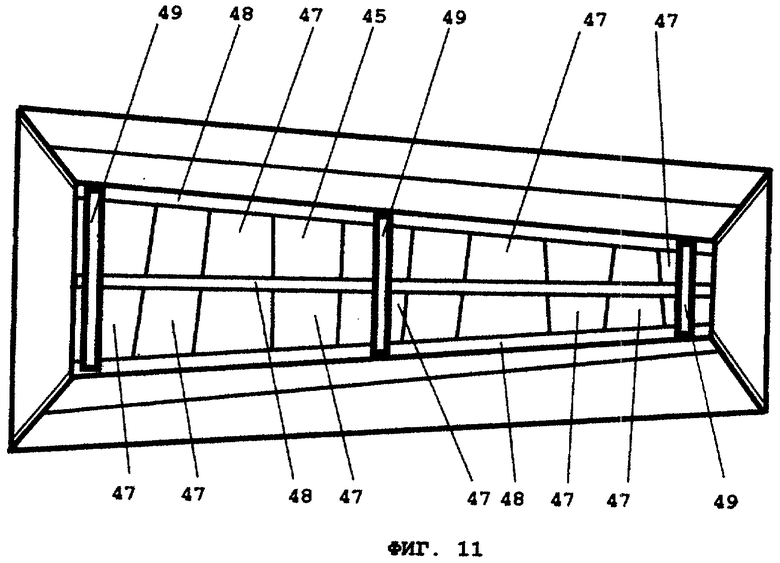
на фиг.11 показан вид снизу корпуса четвертого варианта выполнения;
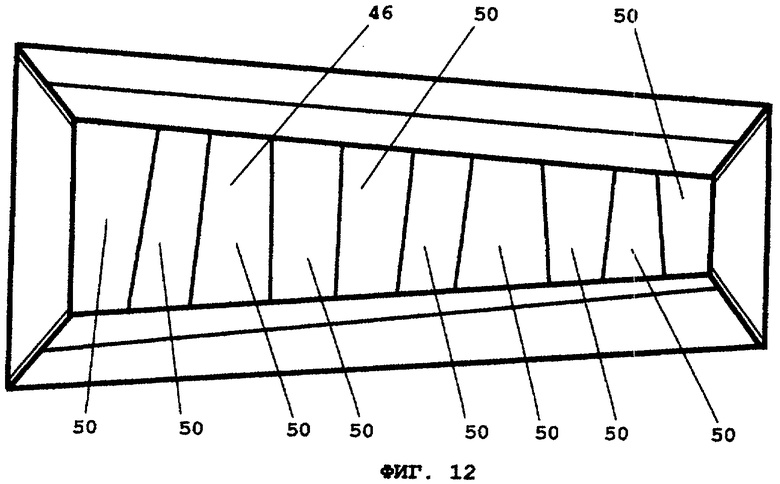
на фиг.12 показан вид сверху крышки четвертого варианта выполнения.
Гроб сборный в первом варианте включает корпус 1 и крышку 2, содержащие боковые стенки 3, 4 и торцевые стенки 5, 6, 7, 8, выполненные наборными основания 9 корпуса 1 и основания 10 крышки 2 (фиг.1, 2, 3, 4).
Наборное основание 9 корпуса 1 выполнено из не менее чем двух прямоугольных деталей 11 и двух деталей 12 в форме прямоугольного треугольника. Прямоугольные детали 11 соединены между собой длинными сторонами, к другим длинным сторонам прямоугольных деталей 11 пристыкованы две детали 12 в форме прямоугольного треугольника длинными сторонами, каждая из которых вместе с соответствующей короткой стороной детали 12 в форме прямоугольного треугольника образует прямой угол треугольника (фиг.1). К наборному основанию 9 корпуса 1 прикреплены планки 14 для повышения прочности основания 9 (фиг.2). Боковые стенки 3 корпуса 1 выполнены наборными из деталей 13 многоугольной формы. Детали 13 многоугольной формы могут в одном из вариантов выполнены трапецеидальной формы (фиг.2). В другом варианте выполнения боковых стенок 3 одна из деталей 13 многоугольной формы каждой из боковых стенок 3 может быть выполнена треугольной формы. Боковые стенки 3 присоединены к деталям 12 основания 9 корпуса 1 и торцевым стенкам 5 и 6 корпуса 1, которые присоединены также и к основанию 9 корпуса 1. Присоединение может быть осуществлено, например, гвоздями (фиг.1, 2). Такое конструктивное выполнение корпуса 1 обеспечивает возможность изготовления деталей 13 боковых стенок 3, деталей 11 и 12 основания 9 из материала одинаковой ширины и толщины, например, из пиломатериала хвойных пород. Детали 12 изготовляются из прямоугольного отрезка пиломатериала разрезанием по диагонали прямоугольника. При этом детали 12 получаются зеркально одинаковыми. Изготовление деталей 13 боковых стенок 3, деталей 11 и 12 основания 9 из материала одинаковой ширины и толщины обеспечивает сокращение номенклатуры необходимого для изготовления корпуса 1 материала, в частности пиломатериала хвойных пород, и повышает технологичность изготовления, что приводит к снижению себестоимости корпуса 1.
Наборное основание 10 крышки 2 выполнено из прямоугольной детали 15 и двух деталей 16 в форме прямоугольного треугольника, к длинным сторонам прямоугольной детали 15 пристыкованы две детали 16 в форме прямоугольного треугольника длинными сторонами, каждая из которых вместе с соответствующей короткой стороной детали 16 в форме прямоугольного треугольника образует прямой угол треугольника (фиг.3). Боковые стенки 4 крышки 2 выполнены наборными из деталей 17 многоугольной формы. Детали 17 многоугольной формы могут в одном из вариантов выполнены трапецеидальной формы (фиг.4). В другом варианте выполнения боковых стенок 4 одна из деталей 13 многоугольной формы каждой из боковых стенок 4 может быть выполнена треугольной формы. Боковые стенки 4 присоединены к деталям 16 основания 10 крышки 2 и торцевым стенкам 7 и 8 крышки 2, которые присоединены также и к основанию 10 крышки 2 (фиг.3). Присоединение может быть осуществлено, например, гвоздями. Такое конструктивное выполнение крышки 2 обеспечивает возможность изготовления деталей 17 боковых стенок 4, деталей 15 и 16 основания 19 из материала одинаковой ширины и толщины, например из пиломатериала хвойных пород. Детали 16 изготовляются из прямоугольного отрезка пиломатериала разрезанием по диагонали прямоугольника. При этом детали 16 получаются зеркально одинаковыми. Изготовление деталей 17 боковых стенок 4, деталей 15 и 16 основания 10 из материала одинаковой ширины и толщины обеспечивает сокращение номенклатуры необходимого для изготовления крышки 2 материала, в частности пиломатериала хвойных пород, и повышает технологичность изготовления, что приводит к снижению себестоимости крышки 2.
Гроб сборный во втором варианте включает корпус 18 и крышку 19, содержащие боковые стенки 20, 21 и торцевые стенки 22, 23, 24, 25, выполненные наборными основания 26 корпуса 18 и основания 27 крышки 19 (фиг.1, 2).
Наборное основание 26 корпуса 18 выполнено из не менее чем двух деталей 28 в форме косоугольного параллелограмма, детали 29 в форме трапеции и детали 30 в форме треугольника, при этом детали 28 в форме косоугольного параллелограмма состыкованы между собой длинными сторонами, к одной из других длинных сторон деталей 28 в форме косоугольного параллелограмма пристыкована длинной стороной деталь 29 в форме трапеции, а к стороне детали 29 в форме трапеции, противоположной длинной стороне, пристыкована деталь 30 треугольной формы (фиг.5). Боковые стенки 20 корпуса 18 выполнены наборными из деталей 31и 32 многоугольной формы (фиг.5, 6). Детали 31 и 32 многоугольной формы могут в одном из вариантов выполнены трапецеидальной формы. В другом варианте выполнения боковых стенок 20 одна из деталей 31 или 32 многоугольной формы каждой из боковых стенок 20 может быть выполнена треугольной формы. К наборному основанию 26 корпуса 18 прикреплены планки 46 для повышения прочности основания 26 (фиг.5). Боковые стенки 20 прикреплены к деталям 28, 29, 30 основания 26 корпуса 18 и торцевым стенкам 22 и 23 корпуса 18, которые присоединены также и к основанию 26 корпуса 18. Присоединение может быть осуществлено, например, гвоздями (фиг.1, 2). Такое конструктивное выполнение корпуса 18 обеспечивает возможность изготовление деталей 31 и 32 боковых стенок 20, деталей 28, 29 и 30 основания 26 из материала одинаковой ширины и толщины, например из пиломатериала хвойных пород. Изготовление деталей 31 и 32 боковых стенок 20, деталей 28, 29 и 30 основания 26 из материала одинаковой ширины и толщины обеспечивает сокращение номенклатуры необходимого для изготовления корпуса 18 материала, в частности пиломатериала хвойных пород, и повышает технологичность изготовления, что приводит к снижению себестоимости корпуса 18.
Наборное основание 27 крышки 19 выполнено из детали 33 в форме косоугольного параллелограмма, к одной из длинных сторон детали 33 в форме косоугольного параллелограмма пристыкована длинной стороной деталь 34 в форме трапеции, а к стороне детали 34 в форме трапеции, противоположной длинной стороне, пристыкована деталь 35 треугольной формы (фиг.2). Боковые стенки 21 крышки 19 выполнены наборными из деталей 36 и 37 многоугольной формы (фиг.7, 8). Детали 36 и 37 многоугольной формы могут в одном из вариантов выполнены трапецеидальной формы. В другом варианте выполнения боковых стенок 21 одна из деталей 36 или 37 многоугольной формы каждой из боковых стенок 21 может быть выполнена треугольной формы. Боковые стенки 21 присоединены к деталям 33, 34, 35 основания 27 крышки 19 и торцевым стенкам 24 и 25 крышки 19, которые присоединены также и к основанию 27 крышки 19 (фиг.3, 4). Присоединение может быть осуществлено, например, гвоздями. Такое конструктивное выполнение крышки 19 обеспечивает возможность изготовления деталей 36 и 37 боковых стенок 21, деталей 33, 34 и 35 основания 19 из материала одинаковой ширины и толщины, например из пиломатериала хвойных пород. Изготовление деталей 36 и 37 боковых стенок 21, деталей 33, 34, 35 основания 27 из материала одинаковой ширины и толщины обеспечивает сокращение номенклатуры необходимого для изготовления крышки 19 материала, в частности пиломатериала хвойных пород, и повышает технологичность изготовления, что приводит к снижению себестоимости крышки 19.
Гроб сборный в третьем варианте включает корпус и крышку, содержащие боковые и торцевые стенки, выполненные наборными основание 38 корпуса и основание 39 крышки.
Боковые и торцевые стенки корпуса выполнены аналогично конструкции корпуса гроба сборного первого или второго варианта. Наборное основание 38 корпуса выполнено из состыкованных между собой деталей 41 четырехугольной формы и деталей 40 треугольной формы, длинные стороны которых направлены от одной торцевой стенки к другой торцевой стенке, и скрепленных не менее чем тремя поперечными рейками 42, длина которых определяется шириной наборного основания корпуса в месте установки соответствующей поперечной рейки 42 (фиг.9). Боковые стенки корпуса присоединены к деталям 40 и 41 основания 38 корпуса гроба сборного и торцевым стенкам корпуса гроба сборного, которые присоединены также и к основанию 38 корпуса. Присоединение может быть осуществлено, например, гвоздями.
Конструкция основания 38 корпуса позволяет использовать обрезки длинномерного материала, например пиломатериала хвойных пород, которые ранее представляли собой отходы производства и подвергались утилизации.
Боковые и торцевые стенки крышки гроба сборного третьего варианта выполнены аналогично конструкциям боковых и торцевых стенок крышки гроба сборного первого или второго варианта. Наборное основание 39 крышки выполнено из состыкованных между собой деталей 43 четырехугольной формы и деталей 44 треугольной формы, длинные стороны которых направлены от одной торцевой стенки к другой торцевой стенке (фиг.10). Детали 43 четырехугольной формы могут иметь в своих сторонах, состыкованных со сторонами рядом расположенных деталей 43 и деталей 44, элементы крепления, выполненные, например, в виде круглых или плоских шпилек. Боковые стенки крышки присоединены к деталям 43 и 44 основания 39 крышки и торцевым стенкам крышки, которые присоединены также и к основанию 39 крышки. Присоединение может быть осуществлено, например, гвоздями.
Конструкция основания 39 крышки позволяет использовать обрезки длинномерного материала, например пиломатериала хвойных пород, которые ранее представляли собой отходы производства и подвергались утилизации.
Значительное сокращение отходов материала при изготовлении деталей основания 38 корпуса и основания крышки 39 гроба сборного достигается путем более рационального раскроя обрезков длинномерного материала, что приводит к снижению себестоимости гроба сборного.
Гроб сборный в четвертом варианте включает корпус и крышку, содержащие боковые и торцевые стенки, выполненные наборными основания 45 корпуса и основания 46 крышки. Боковые и торцевые стенки корпуса выполнены аналогично конструкции боковых и торцевых стенок корпуса гроба сборного первого или второго варианта (фиг.1, 2, 3, 4, 5, 6, 7, 8).
Наборное основание 45 корпуса гроба сборного выполнено из состыкованных между собой деталей 47 четырехугольной формы, длинные стороны которых направлены от одной боковой стенки к другой боковой стенке, и скрепленных не менее чем тремя продольными рейками 48, длина которых определяется длиной наборного основания 45 корпуса в месте установки соответствующей рейки 48 (фиг.11). К продольным рейкам 48 основания 45 корпуса могут быть прикреплены планки 49 для повышения прочности основания 42 (фиг.11). Боковые стенки корпуса присоединены к деталям 47 основания 45 корпуса гроба сборного и торцевым стенкам корпуса гроба сборного, которые присоединены также и к основанию 45 корпуса. Присоединение может быть осуществлено, например, гвоздями.
Конструкция основания 45 корпуса позволяет использовать обрезки длинномерного материала, например пиломатериала хвойных пород, которые ранее представляли собой отходы производства и подвергались утилизации.
Наборное основание 46 крышки гроба сборного выполнено из состыкованных между собой деталей 50 четырехугольной формы, длинные стороны которых направлены от одной боковой стенки к другой боковой стенке крышки (фиг.12). Детали 50 четырехугольной формы могут иметь в своих сторонах, состыкованных со сторонами рядом расположенных деталей 50, элементы крепления, выполненные, например, в виде круглых или плоских шпилек. Боковые стенки корпуса присоединены к деталям 50 основания 46 крышки гроба сборного и торцевым стенкам крышки гроба сборного, которые присоединены также и к основанию 46 корпуса. Присоединение может быть осуществлено, например, гвоздями.
Конструкция основания 46 крышки позволяет использовать обрезки длинномерного материала, например пиломатериала хвойных пород, которые ранее представляли собой отходы производства и подвергались утилизации.
Значительное сокращение отходов материала при изготовлении деталей основания 45 корпуса и основания 46 крышки гроба сборного достигается путем более рационального раскроя обрезков длинномерного материала, что приводит к снижению себестоимости гроба сборного.
Производство гробов сборных первого, второго, третьего и четвертого варианта на одном предприятии позволяет значительно сократить отходы производства и снизить себестоимость гробов сборных.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРОБ СБОРНЫЙ | 2000 |
|
RU2191562C2 |
| ГРОБ | 2003 |
|
RU2254848C2 |
| НАБОР ДЛЯ СОЗДАНИЯ СБОРНО-РАЗБОРНОЙ ЯЩИКООБРАЗНОЙ КОНСТРУКЦИИ | 2014 |
|
RU2576529C1 |
| МОДУЛЬНЫЙ ГРОБ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ЛИТЬЕВОГО ФОРМОВАНИЯ | 2006 |
|
RU2414205C2 |
| СБОРНО-РАЗБОРНЫЙ КАРКАС ДЛЯ МОНОСТРУКТУРНОГО СООРУЖЕНИЯ | 2011 |
|
RU2465412C1 |
| НАБОР "ДРОНОВКА" ДЛЯ СОЗДАНИЯ СБОРНО-РАЗБОРНОЙ ЯЩИКООБРАЗНОЙ КОНСТРУКЦИИ | 2014 |
|
RU2573316C1 |
| НАБОР ДЕТАЛЕЙ ДЛЯ ИНФОРМАЦИОННОГО СТЕНДА | 2008 |
|
RU2377946C1 |
| Гроб | 1990 |
|
SU1836945A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБКИ ДЛЯ ФАЙЛОВ И ВЫПОЛНЕННАЯ НА ЕЕ ОСНОВЕ КОРОБКА, СОЕДИНИТЕЛЬНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ РЯДОВ КОРОБОК И АРХИВНАЯ КОРОБКА | 1993 |
|
RU2112660C1 |
| Устройство для выделения семян | 2019 |
|
RU2726419C1 |
Изобретение относится к похоронным принадлежностям, а именно к гробам, и может быть использовано для кремации или захоронения умерших людей. Варианты устройства позволяют вести изготовление деталей оснований корпуса и крышки, боковых деталей из материала, например пиломатериала хвойных пород, одной ширины и толщины. Техническим результатом заявленного решения является сокращение отходов производства в виде обрезков материала и снижение себестоимости гроба сборного. 4 н. и 8 з.п. ф-лы, 12 ил.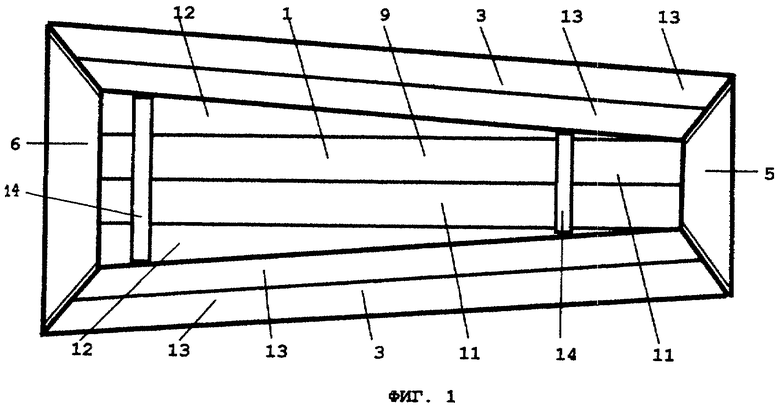
| ГРОБ СБОРНЫЙ | 2000 |
|
RU2191562C2 |
| RU 2000111272 А, 10.04.2002 | |||
| JP 7213566 А, 15.08.1995 | |||
| JP 2003180765 А, 02.07.2003. | |||

