Область техники
Данное изобретение, с одной стороны, в общем случае относится к модульному контейнеру, или гробу, и с другой стороны - к модульному контейнеру, или гробу, имеющему цельное изображение.
Предпосылки создания изобретения
Гробы обычно приобретаются в период стресса вскоре после того, как в этом возникла печальная необходимость, вызванная смертью любимого человека. Хотя традиционно гробы приобретаются через похоронное бюро, гробы могли бы быть более доступными через альтернативные пункты продажи, например, непосредственно на складе похоронных принадлежностей, через Интернет, на предприятиях розничной торговли. Однако имеющийся выбор гробов по большей части ограничен стальными или деревянными гробами, которые дороги. Также громоздкие стальные или деревянные гробы трудно транспортировать, и они легко могут быть повреждены во время транспортировки, что затрудняет использование альтернативных мест продажи. Кроме того, гробы при хранении занимают значительное место и требуют условий хранения с контролем параметров окружающей среды. Отсюда следует, что имеется потребность в менее дорогих гробах. Также имеется потребность в модульных гробах, которые можно легко транспортировать и собирать и хранить в условиях, не требующих регулирования микроклимата.
Кроме того, стальные или деревянные гробы обычно выполнены в одном цвете. Например, деревянные гробы часто имеют выглядящую как дерево коричневую наружную поверхность. Стальные гробы часто выполнены в одном стальном цвете, например сером или серебристом. Нанесение наружной отделки обычно происходит после того, как деталь гроба была изготовлена. Следовательно, добавление различных рисунков к стальному или деревянному гробу происходит посредством применения морилки, грунтового покрытия, краски, лака или других подобных покрытий и может быть трудоемким и поэтому дорогим, и такая отделка легко может повреждаться во время транспортировки и хранения. Кроме того, по мере увеличения сложности рисунка значительно увеличивается стоимость. Это является одной из причин, почему гробы имеют одноцветную, монотонную наружную поверхность. Следовательно, существует потребность в способе изготовления гроба, который включает одно или несколько предварительно изготовленных изображений, например, нанесения цвета или рисунка, на наружную поверхность гроба во время или после изготовления.
Из уровня техники известны попытки украсить наружную сторону гроба. Например, в патенте США №1388426 описывается способ украшения наружной поверхности гроба. Этот способ включает трудоемкий и требующий значительного времени процесс.
В патенте США №6223404 описывается гроб, имеющий изготовленную по заказу декоративную наружную поверхность, и способы, с помощью которых панели из материала с клейким нижним слоем с нанесенным цифровым способом рисунком крепятся к поверхности гроба. Данный способ также требует трудоемкого и длительного процесса, включающего шаги нейтрализации кислого промывочного раствора на наружной поверхности гроба, полирования этой поверхности, нанесения грунтового покрытия и, наконец, нанесения материала нижнего слоя. В данном способе также подчеркивается сложность шага получения двумерного изображения, которое можно поместить на трехмерный гроб.
Краткое изложение сущности изобретения
Предметом данного изобретения является модульный гроб. С одной стороны, модульный гроб включает пару расположенных напротив друг друга боковых стенок, причем каждая стенка, кроме того, содержит одну или несколько боковых панелей, соединенных с возможностью скольжения с торцевой панелью. В одном варианте выполнения изобретение, кроме того, содержит пару расположенных напротив друг друга торцевых панелей, причем каждая из торцевых панелей имеет пару вертикальных сторон боковых панелей, и при этом вертикальная сторона каждой боковой панели крепится с возможностью скольжения к вертикальной стороне торцевой панели. В одном варианте модульный гроб, кроме того, содержит основание, которое крепится с возможностью скольжения к противоположным боковым панелям, противоположным торцевым панелям, при этом основание и каждая из боковых панелей и торцевых панелей содержит композицию, подвергающуюся литьевому формованию.
Предметом предлагаемого изобретения является способ нанесения изображения, образующего одно целое, на одну или несколько модульных частей гроба. В одном варианте этот способ включает помещение пленки с изображением в гнездо пресс-формы, нагнетание в гнездо пресс-формы расплавленной пластмассы с тем, чтобы сформировать деталь гроба; наложение многослойной пленки на эту деталь гроба и охлаждение этой детали гроба таким образом, чтобы изображение оказалось приклеенным к наружной стороне гроба. Тем самым в данном изобретении создается способ нанесения линзорастровых или голографических изображений на гроб. Также в данном изобретении предлагается недорогой способ создания на гробе отделки с внешним видом высокого качества, например отделки под камень. Указанные выше, а также дополнительные отличительные черты и преимущества данного изобретения станут более очевидными из нижеследующего подробного описания.
Краткое описание чертежей
Более полное понимание способа и устройства, предлагаемых в данном изобретении, можно получить благодаря ссылке на следующее подробное описание при его рассмотрении совместно с сопровождающими чертежами, на которых:
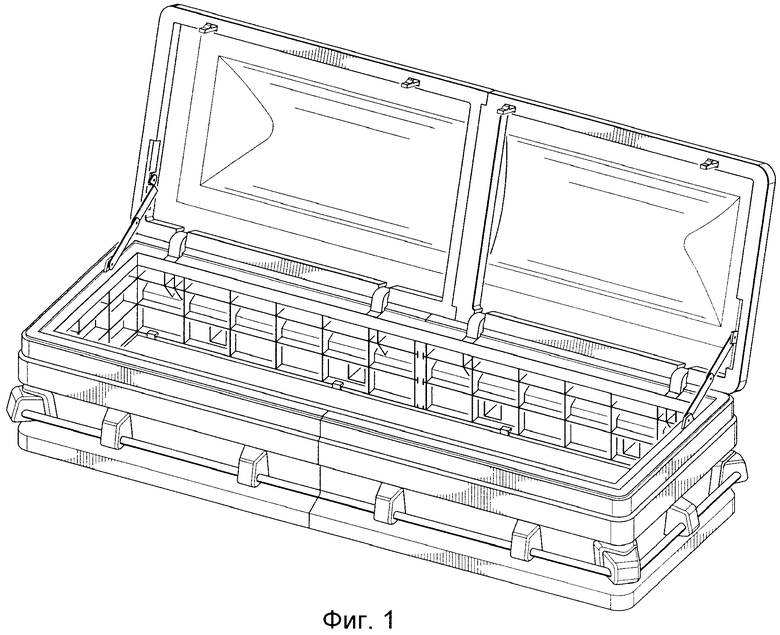
Фиг.1 - перспективный вид сверху гроба согласно одному из вариантов выполнения данного изобретения.
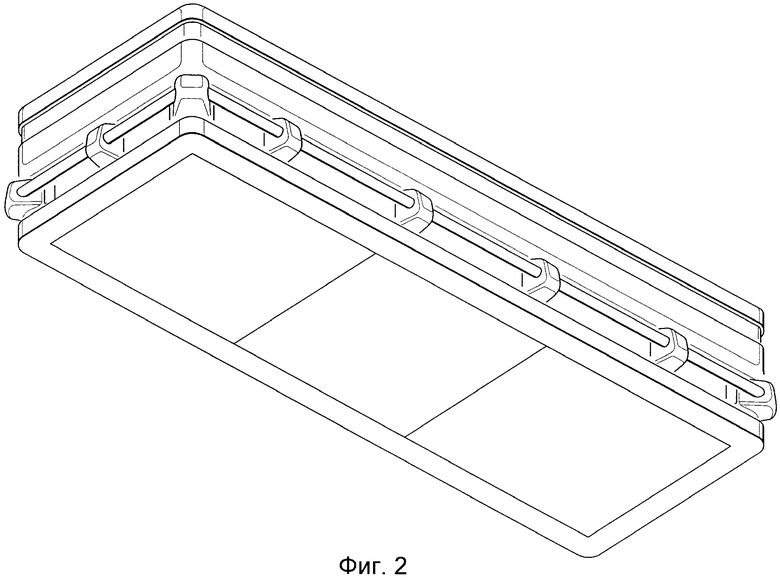
Фиг.2 - перспективный вид снизу гроба согласно одному из вариантов выполнения данного изобретения.
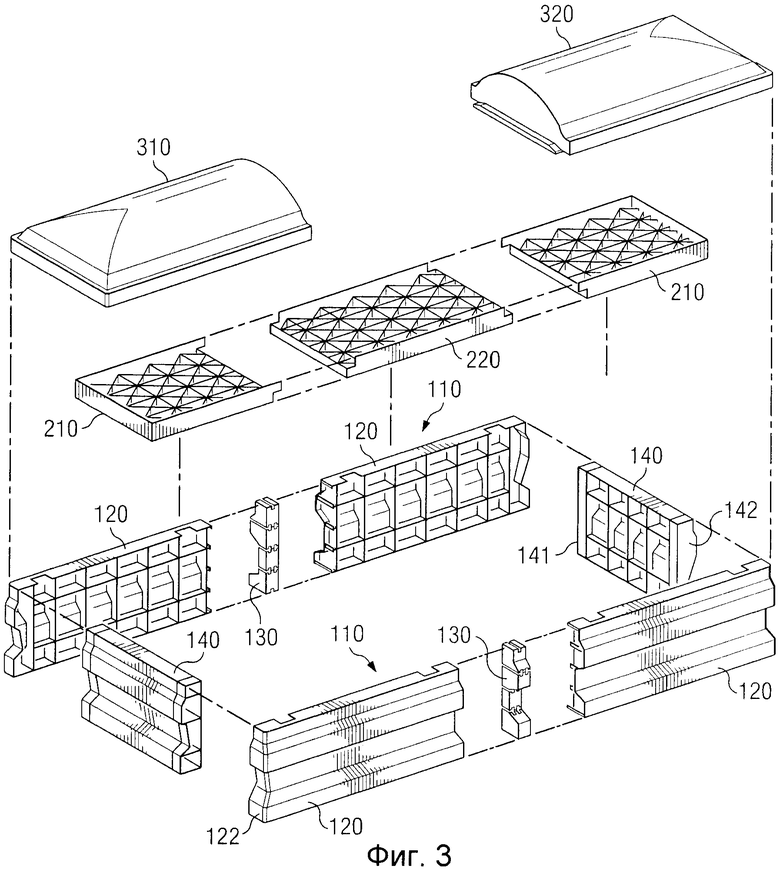
Фиг.3 - общее перспективное изображение с пространственным разделением деталей гроба согласно одному из вариантов выполнения данного изобретения.
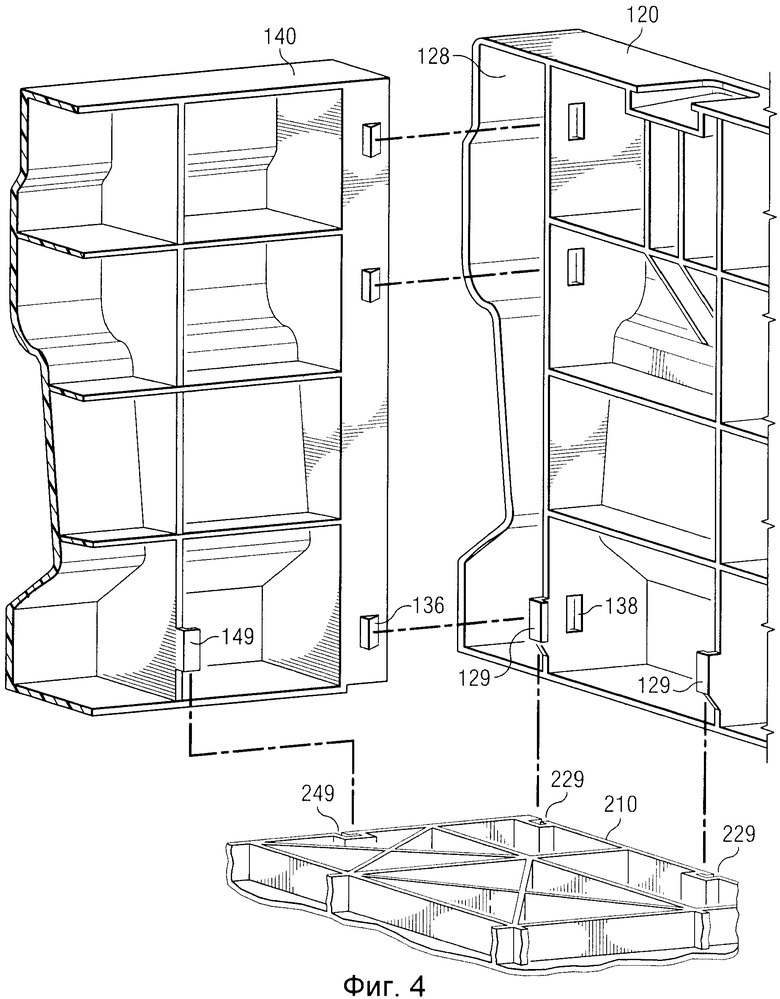
Фиг.4 - детальное изображение с частичным вырезом, показывающее соединение между боковой панелью, торцевой панелью и основанием, согласно одному из вариантов выполнения данного изобретения.
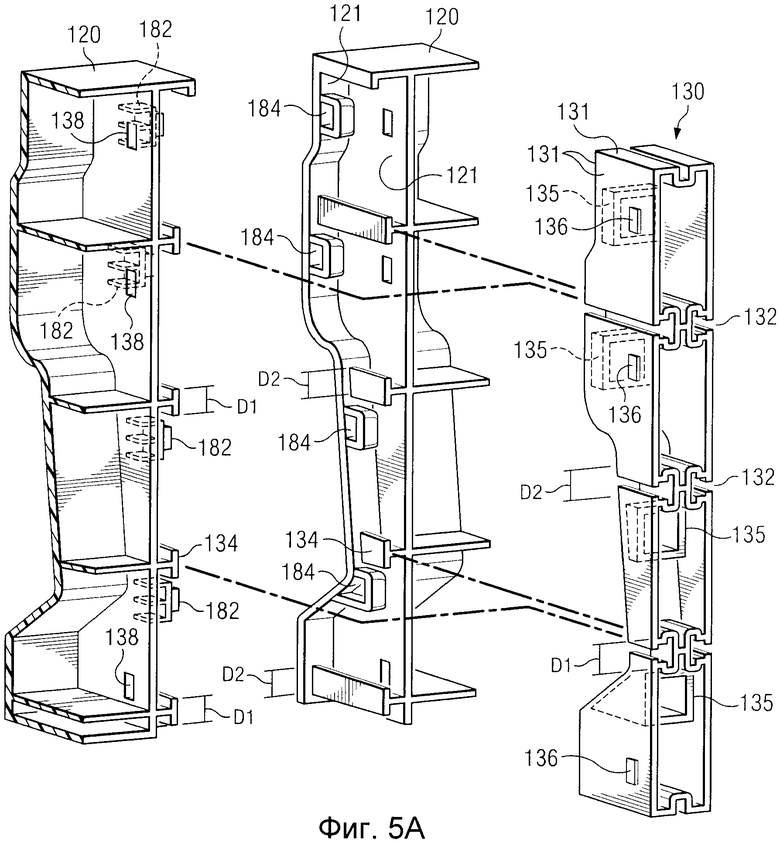
Фиг.5а - перспективное изображение сбоку с пространственным разделением деталей, показывающее соединение двух боковых панелей при помощи клиновидной детали, согласно одному из вариантов выполнения данного изобретения.
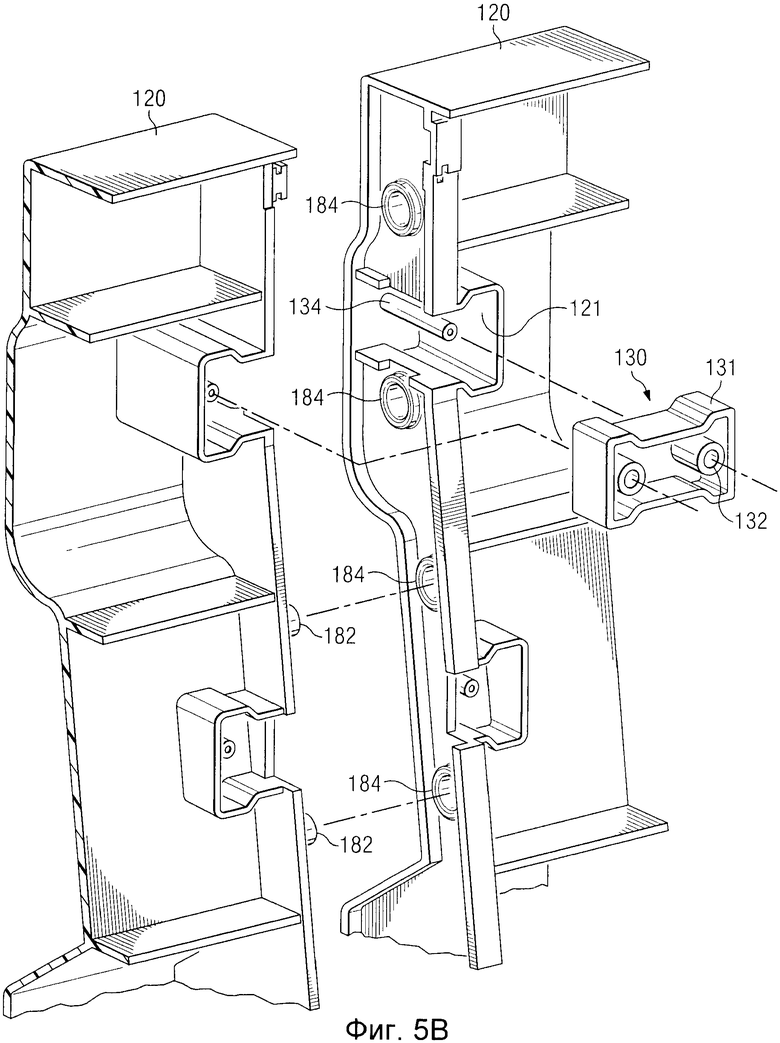
Фиг.5в - перспективное изображение сбоку с пространственным разделением деталей, показывающее соединение двух боковых панелей при помощи клиновидной детали, согласно альтернативному варианту выполнения данного изобретения.
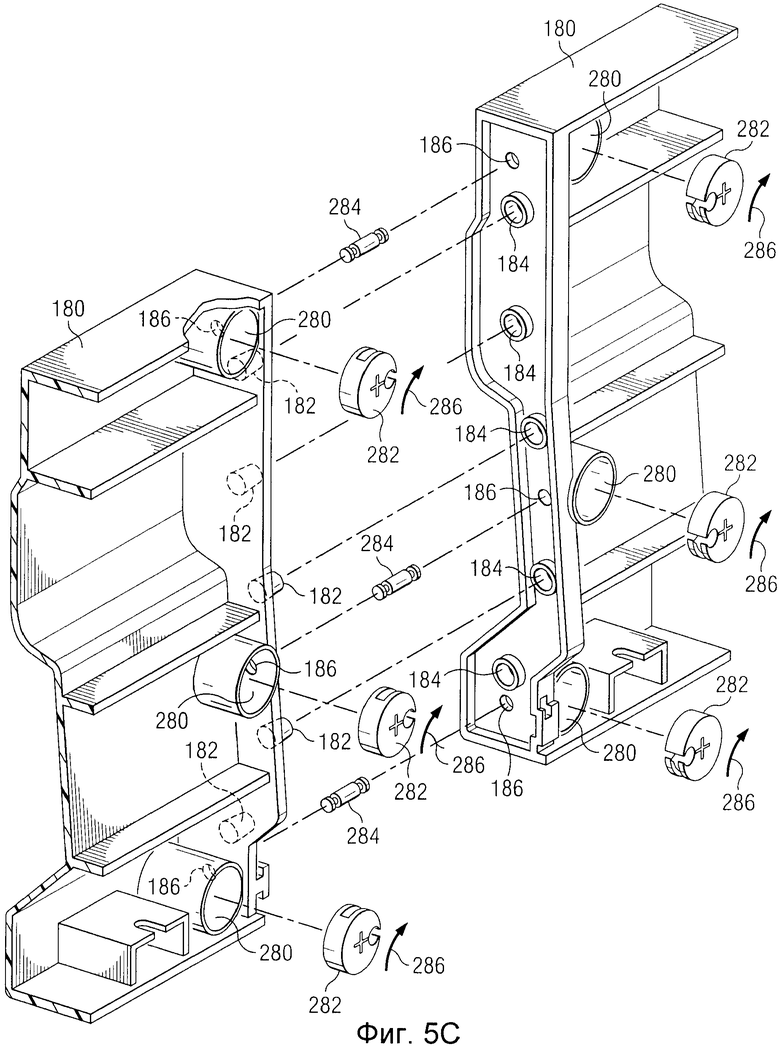
Фиг.5с - перспективное изображение сбоку с пространственным разделением деталей, показывающее соединение двух боковых панелей при помощи байонетного зажима, согласно одному из вариантов выполнения данного изобретения.
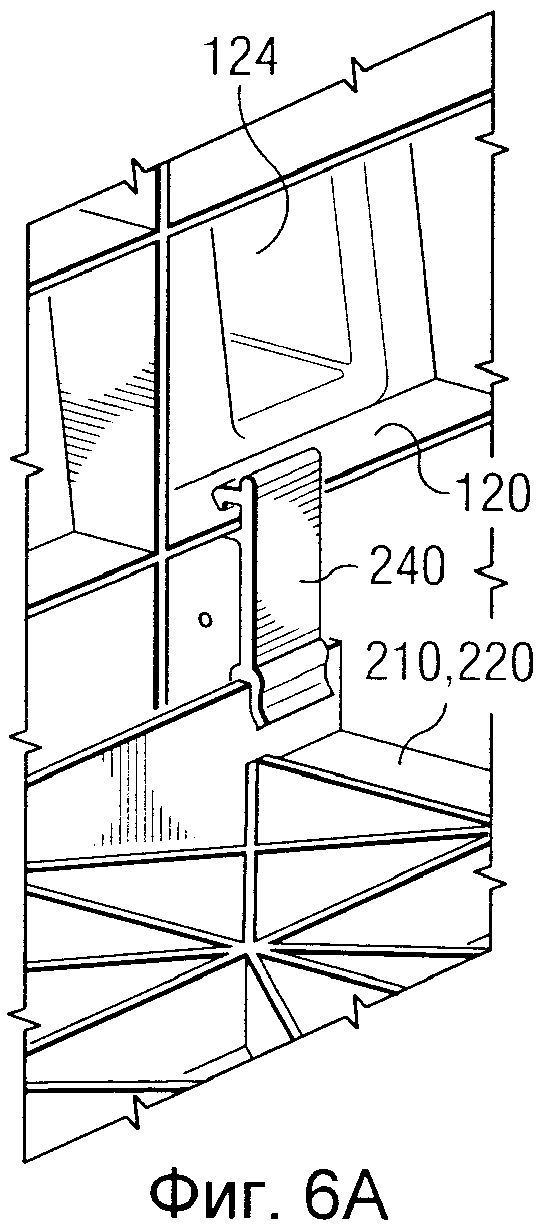
Фиг.6а - перспективное изображение, показывающее каким образом основание может дополнительно крепиться к боковой панели, согласно одному из вариантов выполнения данного изобретения.
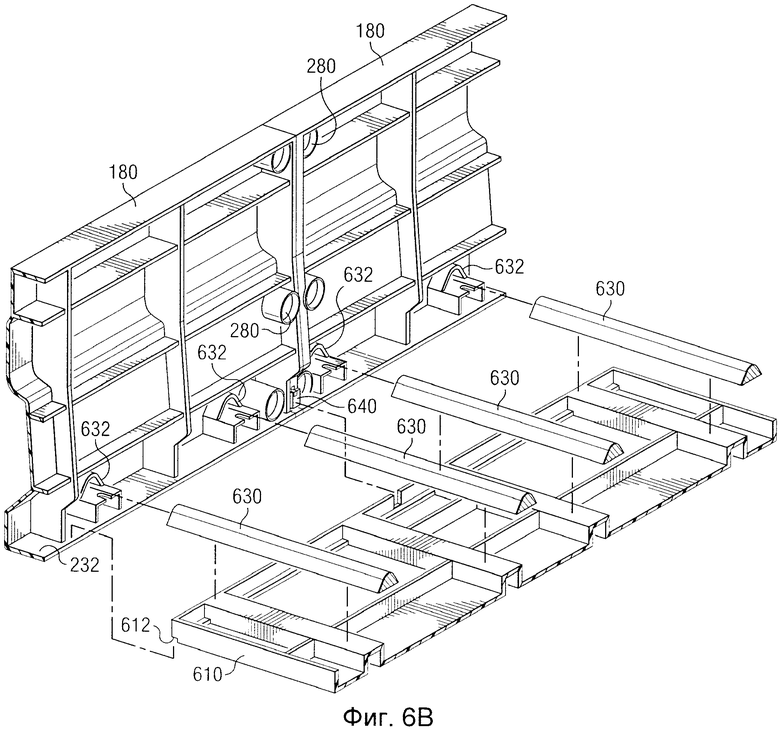
Фиг.6в - перспективное изображение, показывающее основание, согласно альтернативному варианту выполнения данного изобретения.
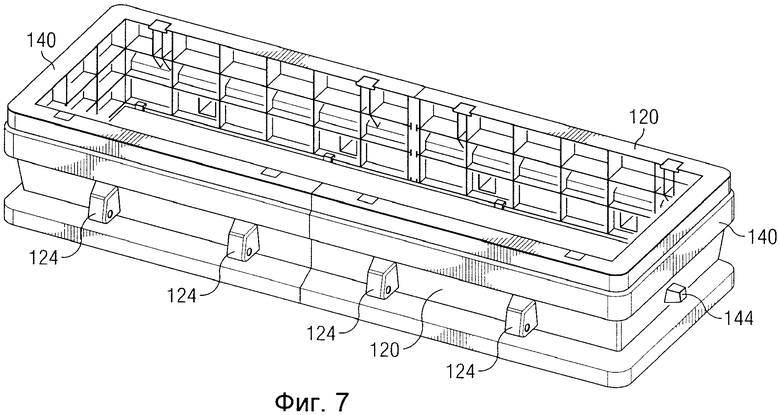
Фиг.7 - перспективное изображение частично собранного гроба согласно одному из вариантов выполнения данного изобретения.
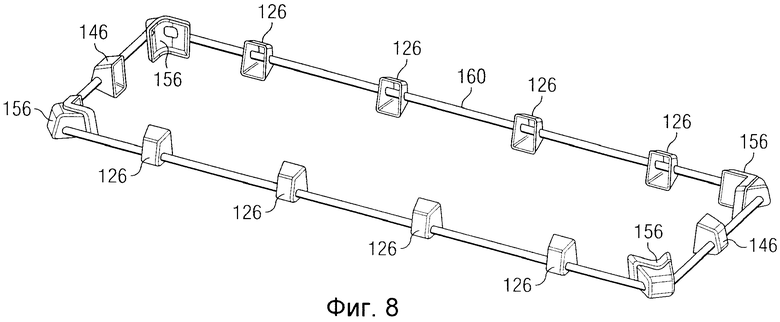
Фиг.8 - перспективное изображение, на котором показаны поручни для переноски гроба, согласно одному из вариантов выполнения данного изобретения.
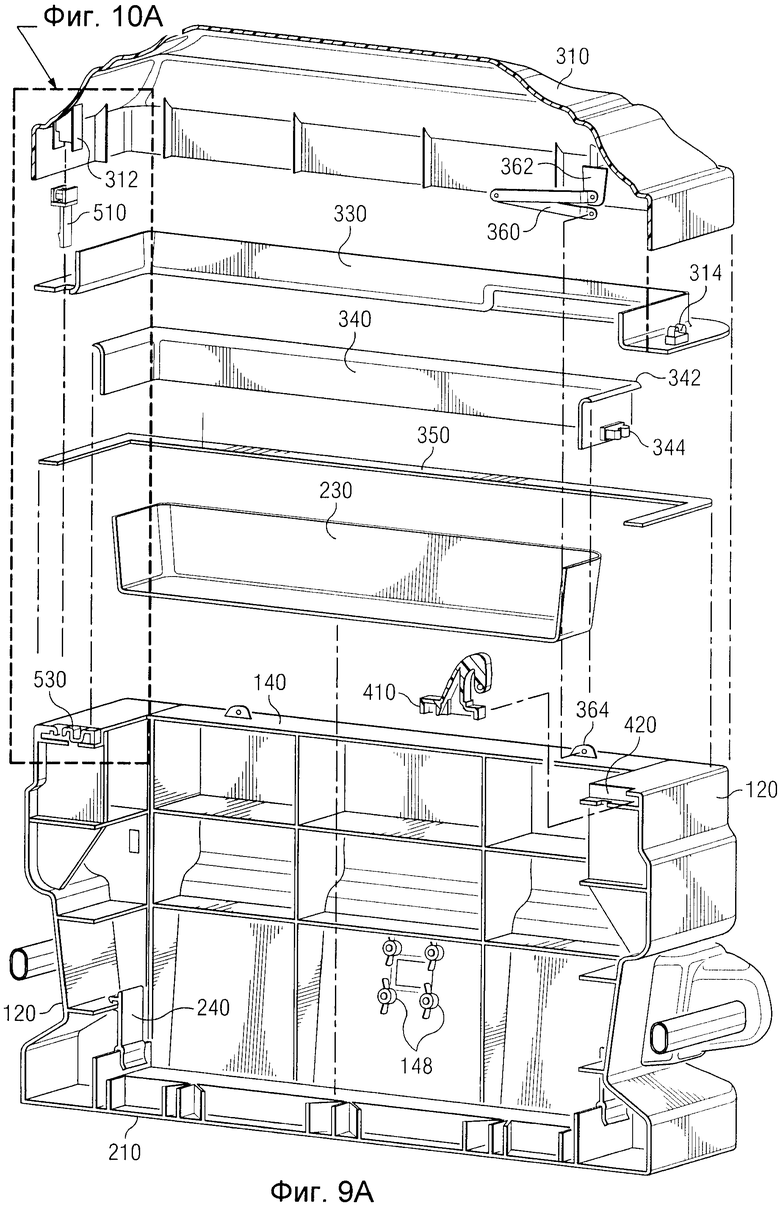
Фиг.9а - перспективное изображение с частичным вырезом и пространственным разделением деталей внутренней стороны одного из торцов гроба согласно одному из вариантов выполнения данного изобретения.
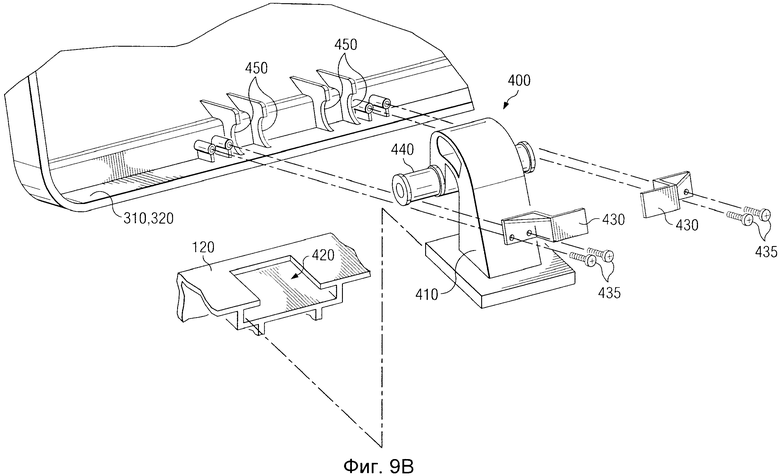
Фиг.9в - перспективное изображение с пространственным разделением деталей, на котором показан узел петли, согласно одному из вариантов выполнения данного изобретения.
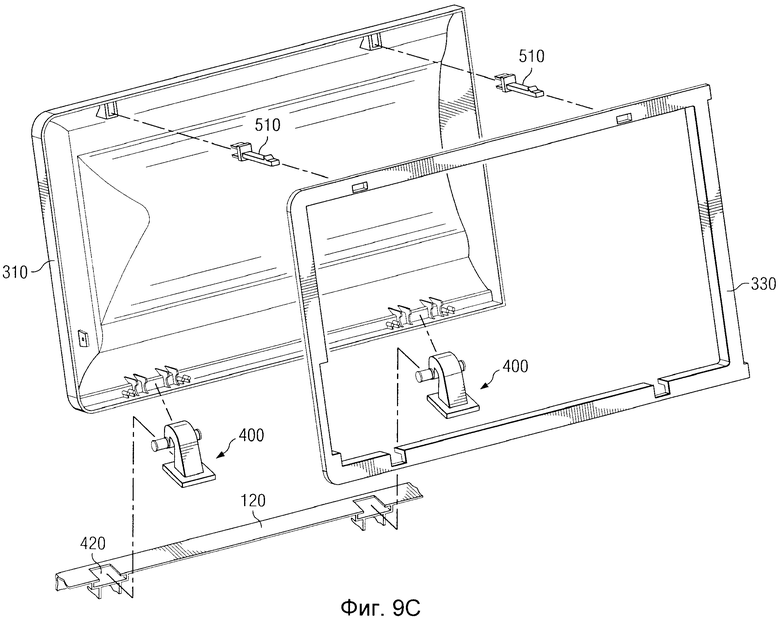
Фиг.9с - перспективное изображение с пространственным разделением деталей, на котором показан узел крышки, согласно одному из вариантов выполнения данного изобретения.
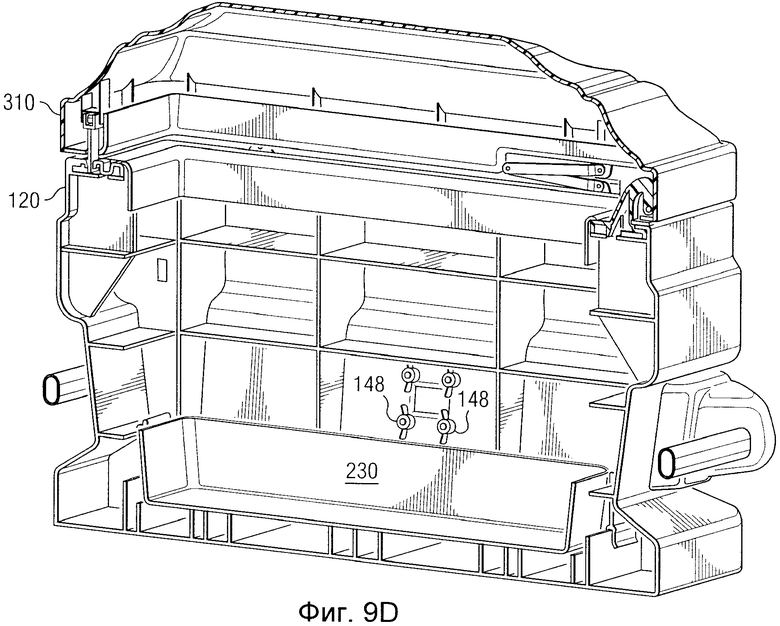
Фиг.9d - перспективное изображение с частичным вырезом, на котором показан торец гроба с внутренней стороны, согласно одному из вариантов выполнения данного изобретения.
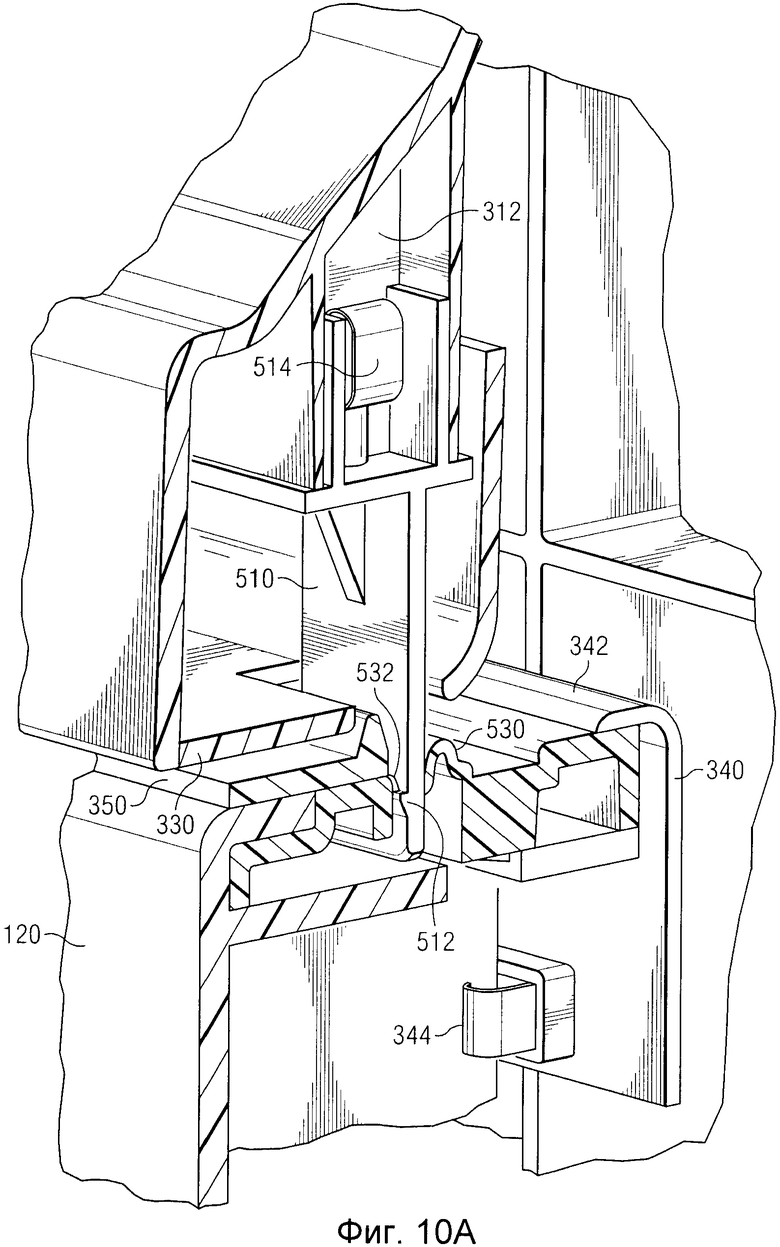
Фиг.10а - вид с частичным вырезом части, помеченной "Фиг.10а" на Фиг.9а, на котором показан фиксирующий механизм, согласно одному из вариантов выполнения данного изобретения.
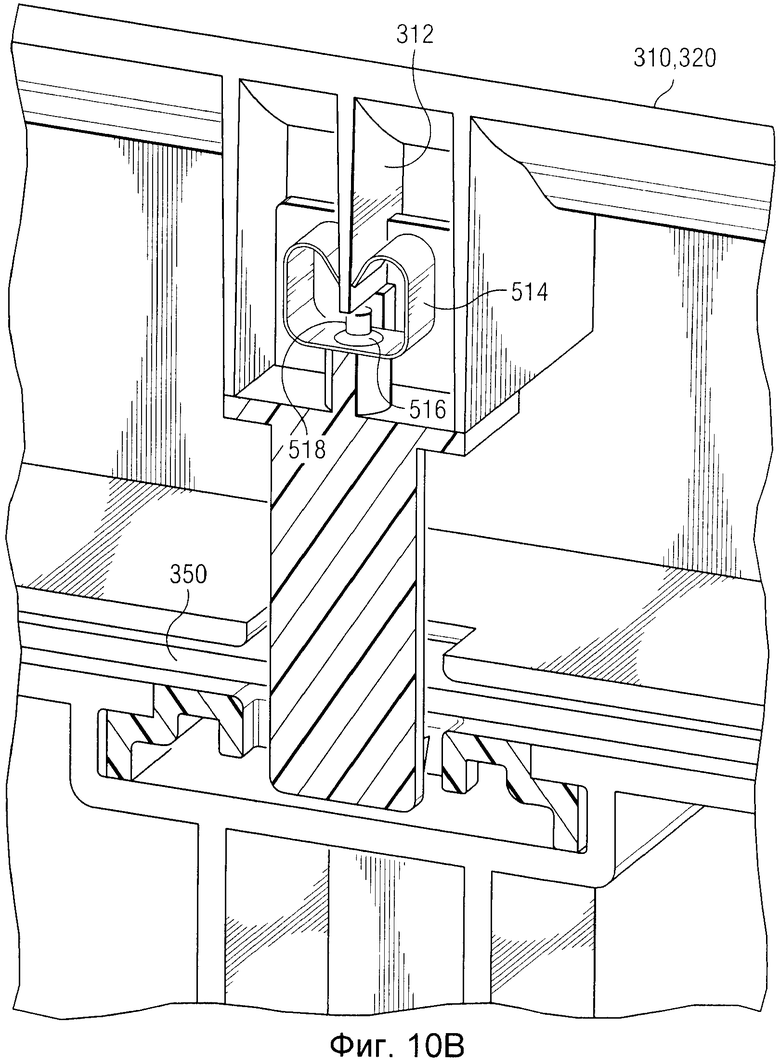
Фиг.10в - альтернативный вид с частичным вырезом, на котором показан фиксирующий механизм, изображенный на Фиг.10а.
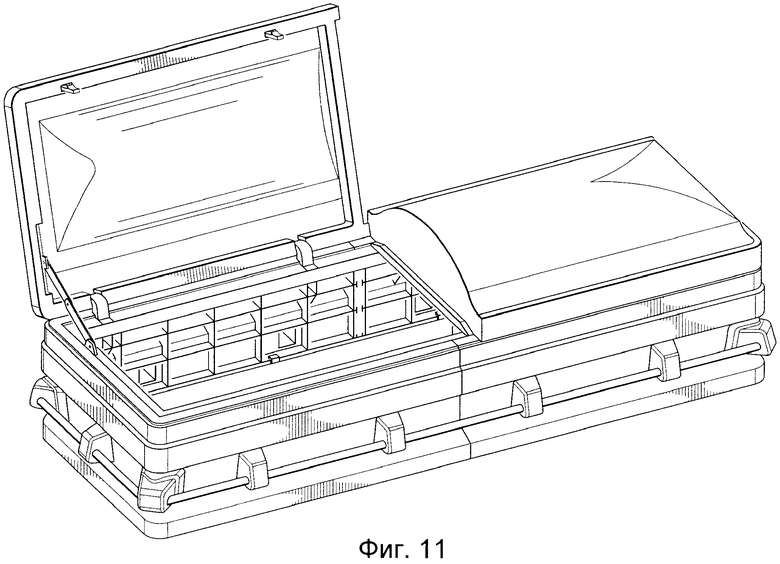
Фиг.11 - перспективный вид сверху гроба согласно одному из вариантов выполнения данного изобретения.
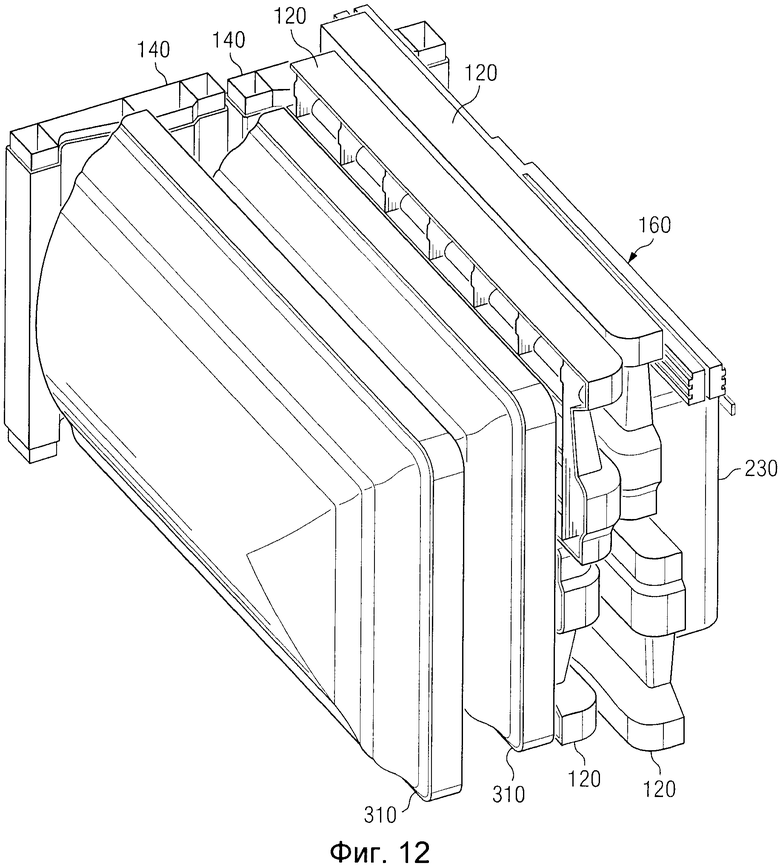
Фиг.12 - упрощенный перспективный вид, иллюстрирующий конфигурацию упаковки комплекта деталей для изготовления модульного гроба, согласно одному из вариантов выполнения данного изобретения.
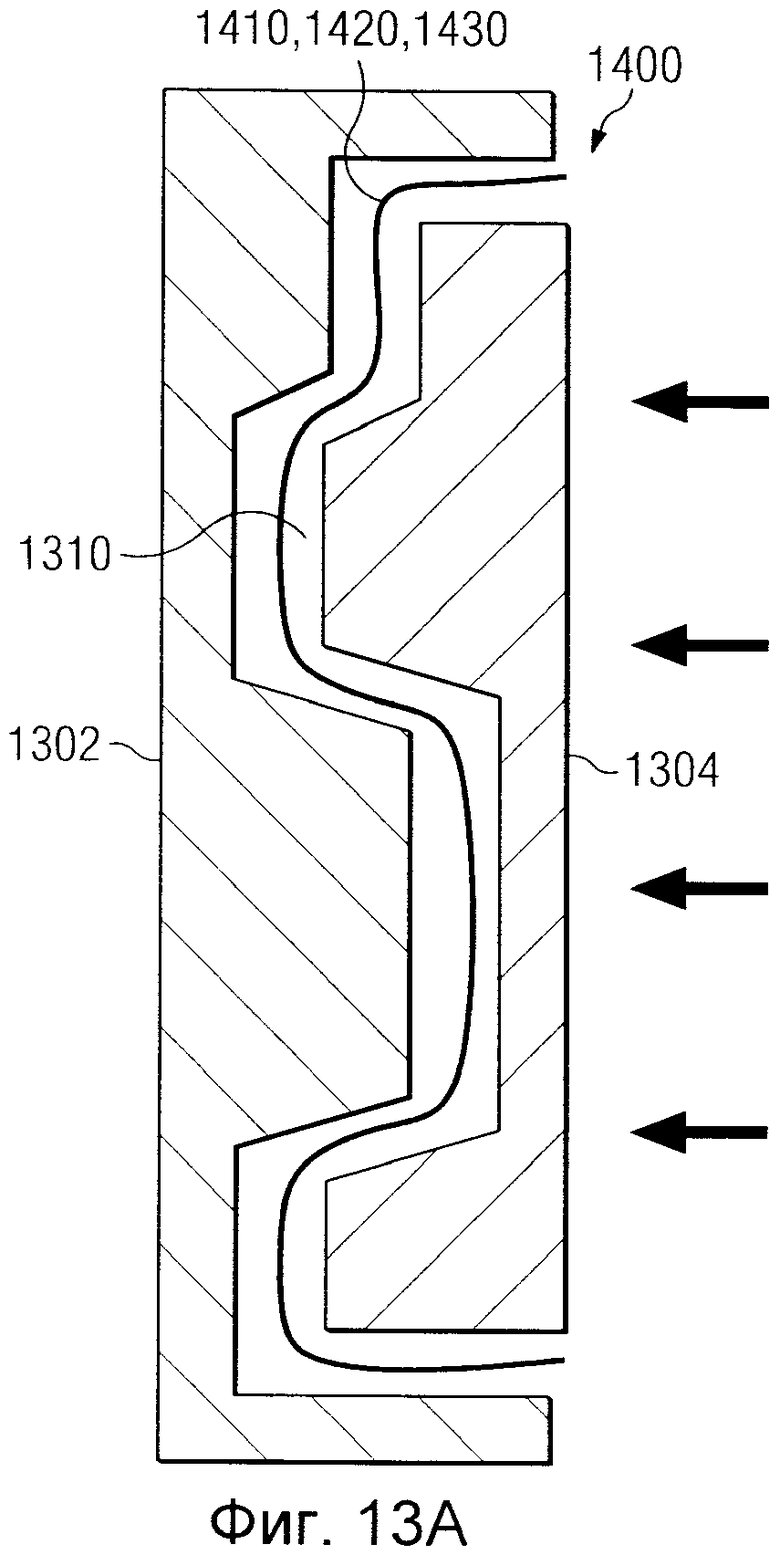
Фиг.13а - упрощенное изображение поперечного сечения пресс-формы, содержащей многослойную пленку, согласно одному из вариантов выполнения данного изобретения.
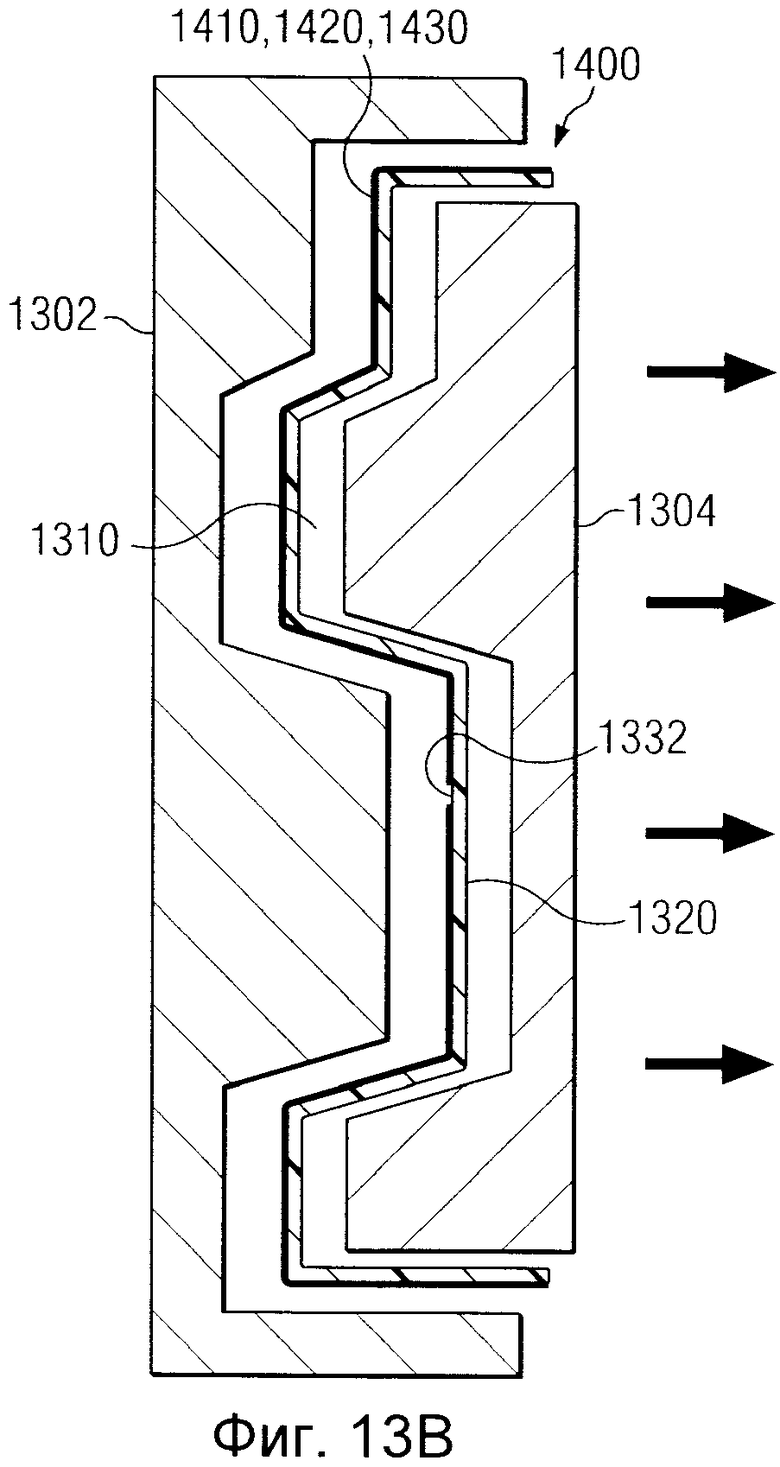
Фиг.13в - упрощенное поперечное сечение пресс-формы, содержащей многослойную пленку, расположенную на наружной стороне боковой панели гроба, согласно одному из вариантов выполнения данного изобретения.
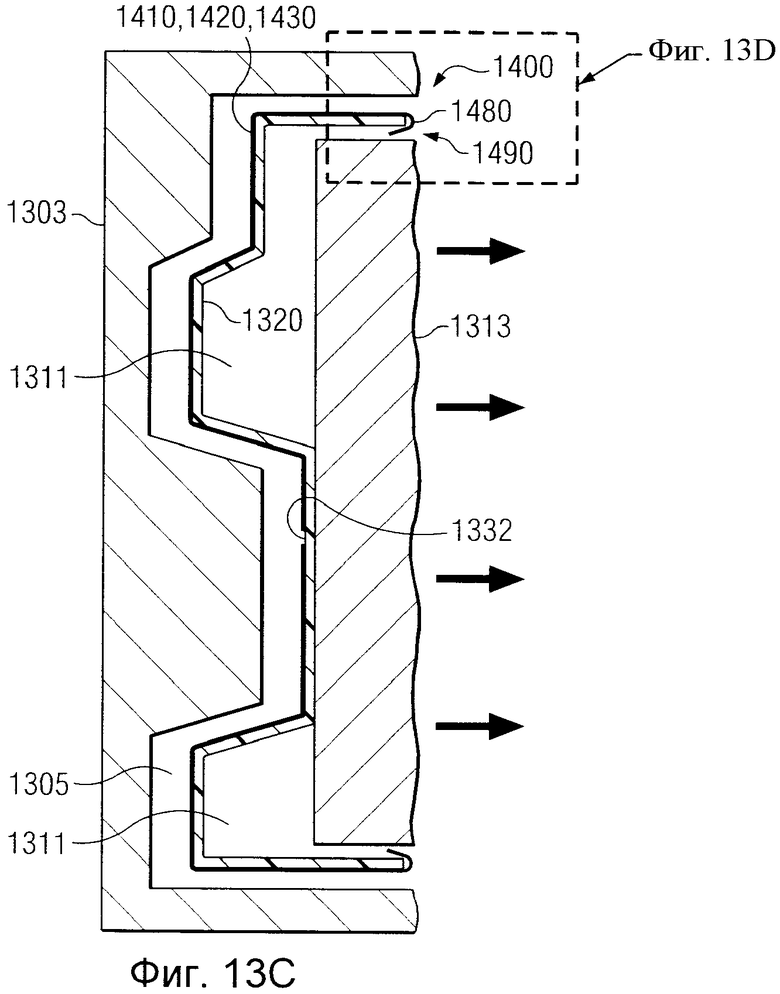
Фиг.13с - упрощенное поперечное сечение, на котором показан процесс формования в самозакрывающемся зажиме, согласно одному из вариантов выполнения данного изобретения.
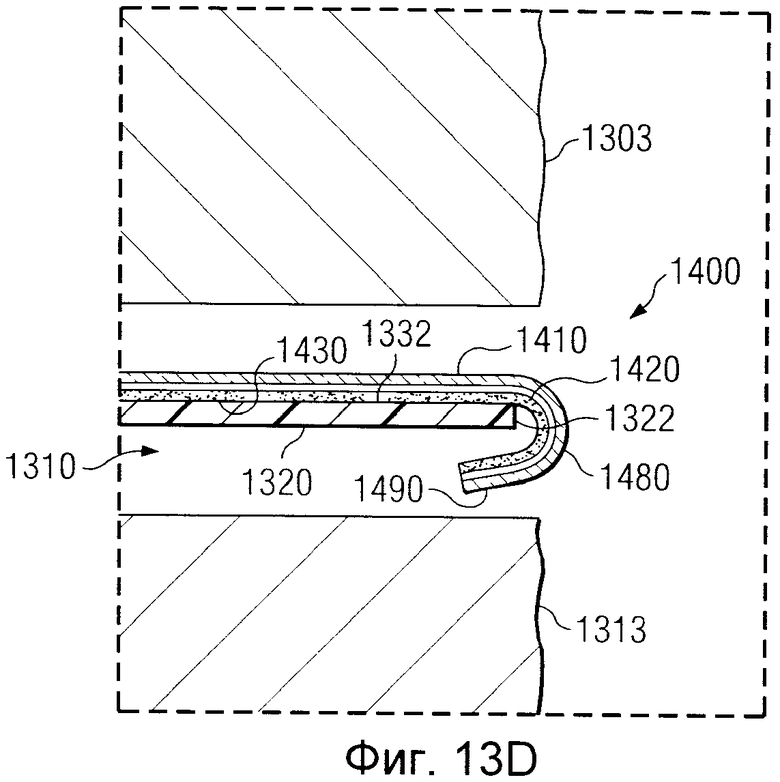
Фиг.13d - частичное увеличенное изображение Фиг.13с, на котором показан край многослойной пленки, согласно одному из вариантов выполнения данного изобретения.
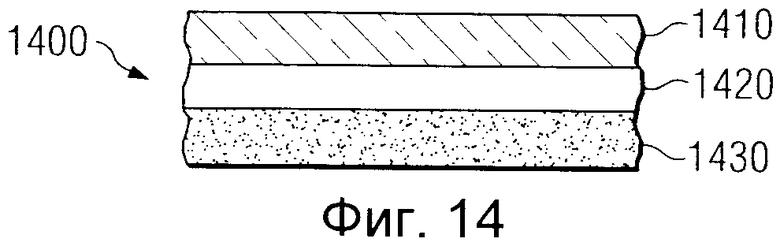
Фиг.14 - схематическое поперечное сечение многослойной пленки, известной из уровня техники.
На Фиг.15а показано перспективное изображение с пространственным разделением деталей многослойной пленки с изображением Девы Марии Гваделупской и части затвердевшей боковой панели гроба, имеющей наружную сторону, соответствующую одному из вариантов выполнения данного изобретения.
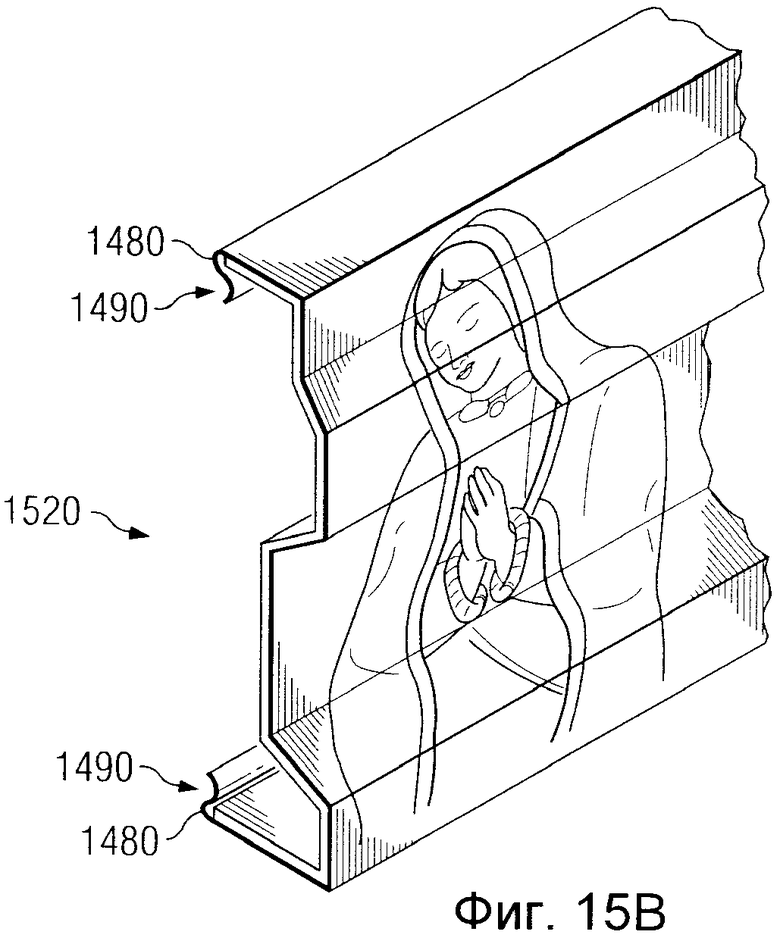
Фиг.15в - перспективное изображение части боковой панели гроба с изображением Девы Марии Гваделупской; и
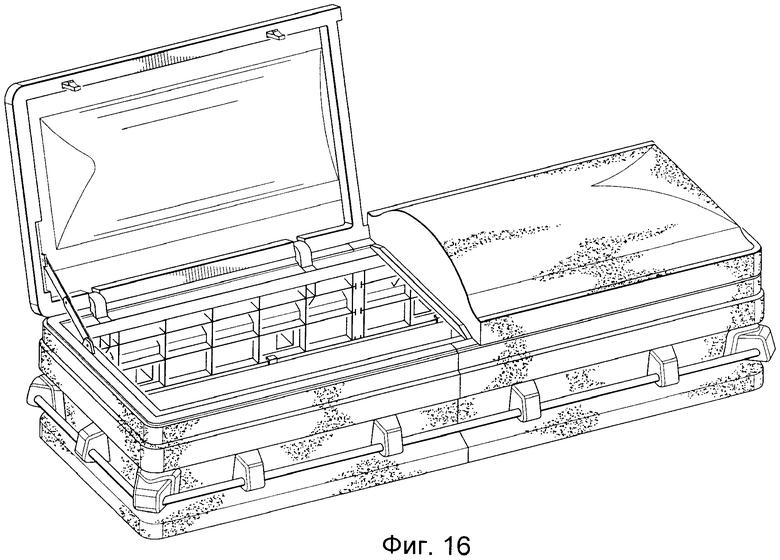
Фиг.16 - перспективное изображение гроба с попыткой показать отделку под камень согласно одному из вариантов выполнения изобретения.
При использовании на различных фигурах чертежей одними и теми же ссылочными материалами обозначены одни и те же или аналогичные детали. Кроме того, когда в данном тексте используются термины "верх", "низ", "первый", "второй", "верхний", "нижний", "высота", "ширина", "длина", "торец", "сторона", "горизонтальный", "вертикальный" и подобные термины, следует понимать, что эти термины имеют отношение только к конструкции, изображенной на чертеже, и используются только для облегчения описания изображения.
Подробное описание
Фиг.1 представляет собой перспективный вид сверху гроба согласно одному из вариантов выполнения данного изобретения. В данном тексте термин "контейнер" является синонимичным термину "гроб" и включает его. Фиг.2 представляет собой перспективный вид снизу гроба согласно одному из вариантов выполнения данного изобретения. Фиг.3 представляет собой общее перспективное изображение с пространственным разделением деталей гроба согласно одному из вариантов выполнения данного изобретения. Как видно из Фиг.3, гроб содержит пару расположенных напротив друг друга боковых стенок 110. Такие же ссылочные номера используются для обозначения одних и тех же соответствующих элементов на всех чертежах, если не оговорено иное. Боковые стенки 110 содержат одну или несколько боковых панелей 120. В одном варианте выполнения каждая боковая стенка 110 содержит пару боковых панелей 120, которые соединены друг с другом с возможностью скольжения при помощи клиновидной детали 130. Каждая боковая панель 120 включает вертикальную сторону 122, предназначенную для крепления с возможностью скольжения с вертикальной стороной 141, 142 торцевой панели. Следует отметить, что "вертикальные" стороны 141, 142 боковой панели не обязательно являются вертикальными, но подобные стороны могут быть закругленными. Термин "вертикальные" используется лишь для того, чтобы обозначить стороны 141, 142 торцевой панели 140, которые крепятся к боковой панели 120. Аналогичным образом вертикальная сторона 122 боковой панели 120 может быть закругленной или иметь любую другую форму и просто называется "вертикальной", чтобы обозначить сторону 122 боковой панели 120, которая крепится к торцевой панели 140. Основание может содержать одну или несколько частей. В одном варианте выполнения основание содержит две концевые части 210 основания и среднюю часть 220 основания. Основание может крепиться к расположенным напротив друг друга боковым панелям 120 и/или к расположенным напротив друг друга торцевым панелям 140.
Крышка может содержать одну или несколько частей. В одном варианте выполнения первая часть 310 крышки и вторая часть 320 крышки могут крепиться к боковой стенке 110. В одном варианте выполнения первая часть 310 крышки крепится к первой боковой панели 120, а вторая часть 320 крышки крепится к примыкающей к ней второй боковой панели 120.
Основание, боковые стенки, торцевые панели и крышка могут содержать полимерную композицию. Хотя компоненты основания, боковых стенок, торцевых панелей и крышки, а также узел петли могут быть выполнены из множества различных материалов с использованием различных технологических приемов для их изготовления, в одном варианте выполнения они изготавливаются методом литьевого формования из подходящей пластмассы, содержащей волокна для упрочнения. Пластмассы, которые можно использовать, включают следующие материалы, но не ограничиваются ими, ABS (сополимер акрилонитрила бутадиена и стирола), поликарбонат, стекловолокно, металлы и их смеси. Можно использовать любую композицию для литьевого формования. В используемом в данном тексте смысле "композиция для литьевого формования" определяется как любой материал, смола или композит, который может подвергаться литьевому формованию. В дальнейшем необходимо отмерить, что можно использовать различные добавки для различных деталей, изготавливаемых методом литьевого формования. Для того чтобы сделать компоненты более жесткими, можно выполнить ребра жесткости и другие сложные структуры.
Как показано на Фиг.3, каждая боковая панель 120 содержит один закругленный край около торцевой панели 140. Подобная иллюстрация является всего лишь одним из примеров того, как можно выполнить закругленный угол. В одном варианте выполнения (не показан) торцевая панель содержит один или более одного закругленных углов. В одном варианте выполнения (не показан) боковая панель содержит закругленный угол. Некоторые потребители полагают, что закругленные углы являются более предпочтительными в гробах, и гробы с закругленными углами являются более дорогими в производстве и, следовательно, более дорогими на рынке. Например, затраты при изготовлении металлического или стального гроба с закругленным краем становятся значительными вследствие необходимости выполнения операции формования, штамповки, прессования, чтобы сформировать металлический или стальной материал. Подобное формовочное оборудование является дорогостоящим. Следовательно, стальные или металлические гробы обычно разрезаются вдоль и свариваются вместе, чтобы образовать прямые углы. Однако гробы, изготовленные из листового металла, все еще остаются трудоемкими вследствие необходимости выполнения сварки и шлифовки при сборки гробов. Для деревянных гробов более характерны закругленные углы, но дерево является относительно тяжелым, объемным и дорогостоящим для транспортировки. Как металлические, так и деревянные гробы, если они не были собраны до транспортировки, создают значительные затруднения при сборке в месте продажи или использования, чем отличаются от данного изобретения, которое можно легко собрать по причинам, подробно рассмотренным ниже.
Фиг.4 представляет собой детальное изображение с частичным вырезом, показывающее соединение между боковой панелью 120, торцевой панелью 140 и основанием 210, согласно одному из вариантов выполнения данного изобретения. В показанном варианте выполнения торцевая панель 140 выполнена такого размера, чтобы она входила в гнездо 128 боковой панели 120 для соединения. В данном тексте термин "входить для соединения" и термин "входить для крепления" определяется как крепление или соединение двух деталей таким образом, чтобы эти детали образовывали тугую посадку. "Тугая посадка" - термин, известный специалистам в данной области. Этот термин может относиться к соединению, обусловленному взаимным давлением, действующим на поверхности соприкосновения между двумя соприкасающимися деталями, при этом эти две детали не требуют сварного соединения, винтового соединения или гвоздевого соединения. Таким образом, в одном варианте выполнения боковая панель 120 и гнездо 128 имеют такие размеры, чтобы максимально увеличить площадь соприкосновения между наружной поверхностью боковой панели 120 и внутренней поверхностью гнезда 128. Кроме того, входящий элемент 136 на торцевой панели 140 расположен таким образом, чтобы он защелкивался в охватывающем его элементе 138 на боковой панели 120. Подобные элементы 136, 138 помогают дополнительно скрепить эти две детали и неподвижно зафиксировать эти две детали. Подобные элементы не только помогают соединять вместе две детали, но они также показывают сборщику, что соединение выполнено полностью. Следует указать на то, что данное специфическое соединение приводится здесь в качестве иллюстрации, но не ограничения. Можно иметь любое количество пар входящих и охватывающих их элементов любой конфигурации. Например, в не показанном здесь варианте выполнения подобные входящие и охватывающие элементы выполнены на основании 210 и торцевой панели 140, чтобы дополнительно скрепить торцевую панель 140 и основание 210 и/или сигнализировать сборщику о том, что соединение выполнено полностью. В одном варианте, здесь не показанном, подобные входящие и охватывающие элементы выполнены на основании и боковой панели с той же целью.
Также следует отметить, что панели могут быть спроектированы таким образом, чтобы боковая панель имела размеры, позволяющие ей входить в соединение с гнездом торцевой панели (здесь не показано). Такой вариант выполнения может иметь место, если торцевая панель 140 является закругленной, а боковая панель 120 плоской в угловом соединении.
Как показано на Фиг.4, в одном варианте выполнения концевая часть 210 основания содержит охватывающий L-образный элемент 229, который предназначен для взаимного сцепления с боковой панелью и в который может входить L-образный фиксирующий элемент 129 на боковой панели. Аналогично концевая часть 210 основания содержит охватывающий L-образный элемент 249, который предназначен для взаимного сцепления с торцевой панелью и в который может входить L-образный фиксирующий элемент 249 на торцевой панели. Следует отметить, что хотя в варианте выполнения, изображенном и обсуждаемом в связи с Фиг.4, предлагаются пазы L-образной формы, любая форма (клиновидная или неклиновидная, L-образная, Т-образная и т.п.), количество и сочетание (входящий элемент на основании и охватывающий на панели или охватывающий на панели и входящий на основании) элементов, образующих взаимное сцепление, которые можно использовать для соединения путем насаживания друг на друга части 210 основания и боковой панели 120 и/или торцевой панели 140, не выходят за пределы объема и сущности данного изобретения.
Фиг.5а представляет собой перспективное изображение сбоку с пространственным разделением деталей, показывающее соединение двух боковых панелей 120 при помощи клиновидной детали 130, согласно одному из вариантов выполнения данного изобретения. Хотя на изображенной здесь клиновидной детали 130 видны три пары Т-образных охватывающих пазов 132, клиновидная деталь 130 может содержать любую комбинацию (количество, форму, расположение входящих/охватывающих) элементов, образующих взаимное сцепление. В одном варианте образующий сцепление элемент представляет собой входящий элемент или охватывающий элемент. Если элементы, образующие взаимное сцепление, представляют собой детали, выполненные за одно целое с боковыми панелями, торцевыми панелями и основанием, то это позволяет осуществить взаимное сцепление в таком количестве мест, как требуется без дополнительного использования сварки, гвоздей, винтов, гаек, болтов или клея. В одном варианте выполнения клиновидная деталь 130 содержит один или несколько Т-образных охватывающих пазов. Кроме того, клиновидная деталь 130 может содержать одну или несколько пар Т-образных входящих выступов и/или одну или несколько пар Т-образных охватывающих пазов. Аналогично боковые панели 120 могут содержать одну или несколько пар Т-образных входящих выступов или охватывающих пазов. В одном варианте выполнения Т-образные охватывающие пазы 132 и Т-образные входящие выступы 134, расположенные на боковых панелях 120, имеют клиновидную форму. Таким образом, в одном варианте выполнения входящие Т-образные выступы 134 содержат первый размер D1 на внутренней части боковой панели 120 и второй, больший размер D2 на наружной части боковой панели 120. Аналогично в одном варианте выполнения охватывающие Т-образные пазы 132 содержат первый размер D1 на внутренней части охватывающего паза 132 и второй, больший размер D2 на наружной части охватывающего паза 132. Конечно, клиновидность может быть обратной с меньшим вторым размером D2. Входящие выступы 134 и охватывающие их Т-образные пазы 132 соединяются, когда их вдвигают друг в друга, и прочно соединяют две боковые панели 120. В одном варианте выполнения клин 130 и боковая панель имеют размеры, максимально увеличивающие площадь соприкосновения между наружной поверхностью 131 клина и частью внутренней поверхности 121 боковой панели. Входящий 136 и охватывающий 138 фиксирующие элементы могут быть выполнены для того, чтобы зафиксировать клин 130 в нужном положении между двумя боковыми панелями 120.
Хотя это и не является необходимым, в одном варианте выполнения первая боковая панель 120 содержит множество клиновидных или неклиновидных выполненных за одно целое установочных выступов 182, которые могут быть установлены на одной линии со множеством соответствующих им клиновидных или неклиновидных установочных пазов 184, выполненных за одно целое со второй боковой панелью 120. Фиксирующую раму 135 на клиновидной детали 130 можно использовать для того, чтобы зафиксировать установочные выступы 182 и установочные пазы 184 в нужном положении и способствовать поглощению любых ударных нагрузок на узел боковых стенок.
Описанная выше конфигурация является предпочтительной по нескольким причинам. Во-первых, клиновидная деталь 130 позволяет скреплять друг с другом боковые панели 120 практически без каких-либо инструментов. В крайнем случае может потребоваться резиновый молоток, чтобы с усилием вставить клиновидную деталь 130 в нужное положение между двумя боковыми панелями 120. Во-вторых, конфигурация Т-образных выступов и пазов распределяет все силы и напряжения, прилагаемые к соединению стенки, по значительной площади. В-третьих, поскольку Т-образные выступы и пазы ориентированы параллельно всем нормальным силам, действующим на панели, т.е. силам, которые перпендикулярны плоскости боковых панелей, можно выполнить прочное соединение в месте стыка между двумя боковыми панелями 120. Таким образом, Т-образные выступы и пазы обеспечивают сопротивление силам, нормальным к месту стыка боковых панелей. В-четвертых, поскольку соединение выполняется пользователем по интуиции, данная конструкция облегчает сборку. В-пятых, поскольку не требуется ни винтов, ни гвоздей, соединения может быть выполнено относительно быстро, что приводит к более рациональной сборке гроба. Кроме того, подобное соединение превосходит гайки, болты, винты или гвозди, поскольку скрепляющее усилие распределяется по большей площади поверхности. В-шестых, это соединение также может быть разобрано при помощи малого количества инструментов или вовсе без них.
Хотя в нескольких рассмотренных выше вариантах выполнения предпочтение отдается Т-образным выступам и пазам, можно использовать любой тип и количество клиновидных или неклиновидных элементов для взаимного сцепления, не выходя за пределы сущности и объема данного изобретения. Например, Фиг.5в представляет собой перспективное изображение сбоку с пространственным разделением деталей, показывающее соединение двух боковых панелей 120 при помощи клиновидной детали 130, согласно альтернативному варианту выполнения данного изобретения. Из Фиг.5в видно, что I-образная клиновидная деталь 130 содержит полый цилиндр, содержащий вырез 132 в середине полого цилиндра. Боковая панель 120 содержит цилиндрический выступ 134 меньшего размера, который плотно входит в вырез 132. В одном варианте выполнения клин 130 и цельная часть внутренней поверхности 121 боковой панели имеют такие размеры, чтобы максимально увеличить площадь соприкосновения между наружной поверхностью 131 клина и частью внутренней поверхности 121 боковой панели. Выступ 134 и соответствующий ему вырез 132 могут быть скошенной или нескошенной формы и могут иметь входящие и охватывающие элементы (не показаны), аналогичные тем, которые были обозначены числами 136 и 138 на Фиг.4, чтобы облегчить клиновидной детали защелкиваться на место. Кроме того, в одном варианте выполнения еще одно крепежное приспособление, включающее, но не ограниченное крыльчатой гайкой с шайбой или без шайбы (не показано), шплинтом или другим приспособлением, может быть вставлено сквозь выступ 134 и вырез 132.
Кроме того, возможно также использовать другие способы крепления боковых панелей при минимальном использовании инструментов, которые не будут выходить за пределы сущности и объемы данного изобретения. В одном варианте выполнения компоненты гроба, такие как две или более боковых панелей, соединяются друг с другом при помощи тугой посадки. В одном варианте выполнения две или более боковых панелей соединяются друг с другом по тугой посадке посредством байонетного зажима. Например, Фиг.5с представляет собой перспективное изображение сбоку с пространственным разделением деталей, показывающее соединение двух боковых панелей 180 при помощи байонетного зажима, согласно одному из вариантов выполнения данного изобретения. Как показано на Фиг.5с, каждая боковая панель 180 может быть сформована таким образом, чтобы она содержала ряд выемок 280, в которые входят кулачки. Можно выполнить отверстие 186, примыкающее к выемке 280, которое позволяет установить штифт 284. Первая боковая панель 180 может содержать ряд конических или неконических установочных выступов 182, в которые могут быть установлены соосно с рядом соответствующих им конических или неконических установочных выемок, выполненных за одно целое со второй боковой панелью 180. Установочные выемки 184 и установочные выступы 182 могут помочь выровнять две боковые панели 180 во время сборки. Первая и вторая боковые панели 180 могут быть затем соединены посредством тугой посадки и зафиксированы друг с другом при помощи байонетного зажима. В показанном здесь варианте выполнения байонетный зажим содержит два кулачка 282 и штифт 284. Штифт 284 входит в выемку 280 и проходит через отверстие 286 таким образом, что штифт 284 частично располагается в выемке 280 каждой боковой панели 180. Затем в каждую выемку 280 можно поместить кулачок 282 поверх штифта 284, и каждый кулачок 282 затем поворачивается в направлении стрелки 286 и скрепляет друг с другом боковые панели 180. Хотя кулачок 282 может иметь такую конфигурацию, что его можно повернуть при помощи отвертки, как показано на Фиг.5с, кулачок 282 в непоказанном здесь варианте выполнения может иметь конфигурацию с выступом, аналогичным крыльчатой гайке, которым может быть затянут вручную, чтобы способствовать уменьшению количества или вовсе исключению каких-либо инструментов, необходимых для сборки. В одном варианте выполнения можно использовать одиночный кулачок со штифтом, предназначенным для крепления одиночного кулачка.
Фиг.6а представляет собой перспективное изображение, показывающее, каким образом основание может дополнительно крепиться к боковой панели, согласно одному из вариантов выполнения данного изобретения. Как показано на Фиг.4, основание 210 соединяется с боковой панелью 120, когда вставляется в нее, а пружинный зажим 240, как показано на Фиг.6а, может использоваться только лишь для того, чтобы обеспечить дополнительную опору и надежность соединения при больших нагрузках. Один или несколько пружинных зажимов можно использовать для того, чтобы дополнительно скрепить каждую сторону концевой части основания 210 и/или средней части 220 основания с боковой панелью 120 и/или с торцевой панелью 140. В одном варианте выполнения один или несколько пружинных зажимов 240 используются в месте стыков между концевой частью 210 основания и средней частью 220 основания или рядом с этими стенками. Такой конфигурации следует отдать предпочтение по нескольким причинам.
Во-первых, пружинные зажимы 240 позволяют надежно прикреплять боковые панели 120 к концевой части 210 основания или к средней части 220 основания без использования каких-либо инструментов. Во-вторых, вследствие того что соединение выполняется пользователем интуитивно, подробная конструкция облегчает сборку. В-третьих, поскольку не требуется винтов или гвоздей, соединение может быть выполнено относительно быстро, что приводит к большей производительности при сборке гроба.
В одном варианте выполнения зев пружинного зажима 240 рассчитан таким образом, чтобы он был немного меньше, чем ребра внутри боковой панели 120 или торцевой панели 140 (не показано) или концевой части 210 основания и/или средней части 220 основания. Это позволяет пружинному зажиму 240 образовывать тугую посадку и удерживать ребра боковой панели 120 и концевой части 210 основания и/или части 220 основания для того, чтобы лучше скрепить соединения между боковой панелью 120 и любой частью основания 210, 220. Также на Фиг.6а изображено гнездо 124 для поручней боковой панели, о котором подробнее будет говориться ниже.
Фиг.6в представляет собой перспективное изображение, показывающее основание, согласно альтернативному варианту выполнения данного изобретения. Часть 612 части 610 основания располагается на выступающем крае 232 боковой панели. Увеличивающий жесткость груз 630, выполненный из металла или пластика, может вставляться в гнездо 632, расположенное около выступающего края 232 боковой панели. В одном варианте выполнения гнездо 632 изготавливается за одно целое с боковой панелью 180. Можно выполнить стыковочный выступ 640, который помогает удерживать часть 610 основания в заданном положении во время и после сборки.
Фиг.7 представляет собой перспективное изображение частично собранного гроба согласно одному из вариантов выполнения данного изобретения. В одном варианте выполнения одно или несколько гнезд 124 для поручней на боковой панели формуются как одно целое с каждой боковой панели 120. В альтернативном варианте (не показан) одно или несколько гнезд для поручней формуются как одно целое с основанием. Таким образом, в одном варианте выполнения по крайней мере одна боковая панель или основание содержат, кроме того, одно или несколько гнезд 124 для поручней, при этом гнезда для поручней выполнены как одно целое с боковой панелью или основанием. Одним из преимуществ изготовления гнезда 124 для поручня за одно целое является то, что силы, прилагаемые через отверстия к гнезду 124 для поручня со стороны поручня, распределяются более равномерно по большей площади, чем в том случае, если бы гнездо 124 для поручня крепилось при помощи кого-либо крепежного приспособления. Следовательно, выполненное за одно целое гнездо 124 для поручня имеет большую прочность и может выдерживать большую нагрузку, чем гнезда для поручня, не выполненные за одно целое, а прикрепленные. Другое преимущество состоит в том, что отверстие в гнезде для поручня может быть выполнено одновременно с боковой панелью или основанием, что сокращает операции при сборке для конечного пользователя.
Фиг.8 представляет собой перспективное изображение, на котором показаны поручни 160 для переноски гроба согласно одному из вариантов выполнения данного изобретения. Из Фиг.7 и 8 видно, что каждое из гнезд 124 для поручней на боковой панели содержит отверстие, в которое вставляется поручень 160. В одном варианте выполнения поручень 160 содержит четыре отдельных перекладины; два длинных поручня проходят через гнезда 124 для поручней, а два более коротких поручня примыкают к торцевой панели 140. Как только гроб собран, как показано на Фиг.7, поверх гнезд 124 для поручней на боковой панели 120 можно надеть с защелкиванием декоративные крышки. Декоративные крышки 126, 146 и 156 поручней могут содержать любой декоративный рисунок, включая крест или другой символ. Затем длинные поручни можно просунуть сквозь отверстия в гнездах 124. Короткие поручни можно просунуть сквозь декоративные крышки 146 торцевых панелей и сквозь четыре угловые декоративные крышки 156 для поручней. Одно из преимуществ такой конфигурации состоит в том, что она позволяет крепить поручень без использования инструментов. Соединительная или угловая муфта (не показана), находящаяся внутри угловой крышки 156 для поручней, соединяет короткие поручни с длинными поручнями. Любая из декоративных крышек 126, 146, 156 для поручней может крепиться большим количеством способов, включая соединение защелкиванием, соединение с помощью крепежных средств, включая гайку, или болт, или винт, клеевое соединение, такое как двусторонняя лента, и/или может удерживаться на месте самим поручнем 160. В одном варианте выполнения поручень 160 содержит две отдельные перекладины, примыкающие к боковым панелям 120.
Фиг.9а представляет собой перспективное изображение с частичным вырезом и пространственным разделением деталей внутренней стороны одного из торцов гроба согласно одному из вариантов выполнения данного изобретения. Фиг.9в представляет собой перспективное изображение с пространственным разделением деталей, на котором показан узел петли, согласно одному из вариантов выполнения данного изобретения. Из Фиг.9а и 9в видно, что узел 400 петли включает основание 410 петли, которое входит в паз 420 петли, причем паз 420 петли расположен на верхней части боковой панели 120. Две детали, включающие стержень 440 петли, могут быть вставлены в отверстие в основание 410 петли и соединены по особо тугой посадке. В одном варианте выполнения весь узел 400 петли выполнен из пластика методом литьевого формования. Одно или несколько гнезд 450 для стержня 440 петли могут быть выполнены за одно целое с первой частью 310 крышки и/или второй частью 320 крышки. В одном варианте выполнения для крепления кронштейна 430 петли к крышке 310, 320 можно использовать винты 435. В одном варианте выполнения для крепления узла 400 петли к крышке 310, 320 необходима только отвертка. Следовательно, в одном варианте выполнения данного изобретения гроб можно собрать с минимальным количеством инструментов, и единственными инструментами, которые могут потребоваться, являются отвертка и резиновый молоток. Также необходимо подчеркнуть, что винты 435 можно заменить винтами такой конфигурации, которая позволит прикрепить петлю к крышке 310, 320 таким образом, что не потребуется никаких инструментов. Например, можно использовать пару винтов 435, имеющих надставку, подобную крыльчатой гайке, которую можно затянуть рукой. В одном варианте выполнения подобная надставка не превосходит диаметра головки винта 435. В одном варианте выполнения используется крепежное приспособление типа шплинта. Таким образом, в некоторых вариантах выполнения данного изобретения предлагается модульный гроб, для сборки которого не требуется каких-либо инструментов.
Фиг.9с представляет собой частичное перспективное изображение с пространственным разделением деталей, на котором показан узел крышки, согласно одному из вариантов выполнения данного изобретения. Как видно на Фиг.9а и 9с, рама 330 крышки может быть размещена по внутреннему периметру крышки 310. Рама 330 крышки может быть изготовлена методом литьевого формования таким образом, что ряд металлических пружинных зажимов 314 кардиоидной формы могут быть вставлены с защелкиванием в раму 330 крышки, что лучше всего видно на Фиг.9а. В зев металлического пружинного зажима 314 может входить соответствующее ребро на крышке 310, чтобы фиксировать положение рамы 330 крышки. Вследствие того что металлический пружинный зажим 314 содержит крутую поверхность зева, поверхность зева может зажимать примыкающее ребро. Аналогичным образом рама крышки может быть соединена с любой другой частью крышки, включая вторую часть 320 крышки.
Фиг.9d представляет собой перспективное изображение с частичным вырезом, на котором показан торец гроба с внутренней стороны, согласно одному из вариантов выполнения данного изобретения. Как видно из Фиг.9а и 9d, в одном варианте выполнения изобретения гроб включает раму 340 гроба и прокладку 350, размещенную по наружному верхнему периметру боковых панелей 120 и торцевых панелей 140. Рама 340 гроба может содержать такие эстетические особенности, как отогнутая кромка 342. Рама 340 гроба может крепиться к боковым панелям 120 и торцевым панелям 140 при помощи ряда металлических пружинных зажимов 344 таким же образом, как рама крышки крепится к крышке 310, что обсуждалось выше.
В одном варианте выполнения внутренняя сторона боковых панелей 120 и торцевых панелей 140 покрывается тканью. Ткань может прикрепляться к верхней части боковых панелей 120 и торцевых панелей 140 при помощи металлических пружинных зажимов 344. В одном варианте выполнения на дно гроба помещается поддон 230. Поддон 230 может также быть покрыт или не покрыт тканью. В данном варианте выполнения в гроб также помещается несплющиваемый надувной матрас, чтобы приподнять тело на требуемую высоту в открытом гробе или при другой церемонии. Прокладка 350 может крепиться при помощи клея. Простой узел 360 кронштейна может крепиться к основанию 362 ограничительного кронштейна на крышке и к основанию 364 ограничительного кронштейна на торцевой панели, чтобы помешать крышке открываться слишком широко. Каждое из этих оснований 362, 364 кронштейнов может быть выполнено как одно целое с соответствующими им деталями методом литьевого формования. Также на Фиг.9d показаны крыльчатые гайки 148, которые используются для крепления декоративной крышки 146 поручня торцевой панели к наружной стороне торцевой панели 140.
Фиг.10а представляет собой вид с частичным вырезом части, помеченной "Фиг.10а" на Фиг.9а, на котором показан фиксирующий механизм, согласно одному из вариантов выполнения данного изобретения. Фиг.10в представляет собой альтернативный вид с частичным вырезом, на котором показан фиксирующий механизм, изображенный на Фиг.10а. Из Фиг.10а и 10в видно, что в одном варианте выполнения узел зажимного патрона включает пружинный зажим 514, охватываемый элемент 510 и гнездо 530. В одном варианте выполнения пружинный зажим 514 содержит кольцеобразный выступ 516, который может быть очень туго насажен на цилиндрический наконечник 518, выполненный за одно целое с охватываемым элементом 510. В одном варианте выполнения зев пружинного зажима 514 может быть туго насажен на ребро 312, выполненное за одно целое с частью 310, 320 крышки. Гнездо 530 зажимного патрона крепится насаживанием к верхней части боковой стенки 120. Выступ 512 зажимного патрона сопрягается с выступом 532 гнезда зажимного патрона после того, как он будет вставлен в гнездо 530 зажимного патрона. Одно из преимуществ такой конфигурации состоит в том, что ни одного зажимного патрона не видно с наружной стороны гроба. Таким образом, зажимной патрон не крепится к наружной поверхности боковой панели или крышки.
Для открывания между рамой 330 крышки и боковой панелью 120 можно вставить жесткую плоскую карту (например, предмет, подобный кредитной карте), и его можно использовать, чтобы надавить на охватываемый элемент 510 внутрь и позволить открыться крышке 310. В одном варианте выполнения L-образная прокладка 350 из эластичного резиноподобного материала помещается по верхнему периметру боковой панели 120, и предметом, подобным кредитной карте, можно вдавить часть прокладки 350 в охватываемый элемент 510, что позволит открыть крышку 310.
Специалисту в данной области будет понятно, что подобная отличительная характеристика может быть изменена на обратную, и в одном варианте выполнения гнездо 530 зажимного патрона крепится к крышке 310, 320, а охватываемый элемент 510 зажимного патрона выступает из боковой панели 120. Аналогичным образом специалисту будет понятно, что как гнездо 530 зажимного патрона, так и охватываемый элемент 510 зажимного патрона могут крепиться к крышке 310, 320 или боковой панели 120 при помощи пружинного зажима или монтироваться по особо тугой посадке. Следовательно, предполагается, что данное изобретение включает все варианты выполнения, в которых охватываемый элемент 510 зажимного патрона или гнездо 530 зажимного патрона крепятся к крышке 310, 320 и в которых, кроме того, охватываемый элемент 510 зажимного патрона или гнездо 530 зажимного патрона крепит съемно крышку 310, 320 к боковой панели 120, и при этом эти детали зажимного патрона соединяются друг с другом путем защелкивания. Еще одно преимущество подобной конфигурации состоит в том, что для того чтобы прикрепить узел зажимного патрона к боковой панели 120 или крышке 310, 320, не требуется никаких инструментов.
Фиг.11 представляет собой перспективный вид сверху гроба согласно одному из вариантов выполнения данного изобретения. Подобно традиционным гробам данный гроб предоставляет возможность видеть открытый гроб.
Фиг.12 представляет собой упрощенный перспективный вид, иллюстрирующий конфигурацию упаковки комплекта деталей для изготовления модульного гроба, согласно одному из вариантов выполнения данного изобретения. Как показано на Фиг.12, различные детали гроба могут быть рационально упакованы в виде комплекта, имеющего компактную форму, для транспортировки или хранения до тех пор, пока не потребуется произвести частичную или полную сборку. В одном варианте выполнения части 310 крышки могут примыкать друг к другу и быть уложены друг в друга. Боковые панели 120 могут быть сгруппированы вместе между частью 310 крышки и поддоном 230 основания. Внутрь поддона 230 основания могут укладываться одна или несколько частей основания (не показано). Расположенные рядом торцевые панели 140 могут быть ориентированы перпендикулярно боковым панелям 120 или крышке 310. В одном варианте выполнения (не показан) комплект включает две торцевые панели, две боковые стенки и основания. Следует подчеркнуть, что данная в качестве примера конфигурация, изображенная на Фиг.12, служит целям иллюстрации, а не целям ограничения. Любая компактная или рациональная упаковка для транспортировки может использоваться в том случае, если она минимизирует объем при хранении разобранного гроба. В одном варианте выполнения объем гроба для хранения или в упакованном виде приблизительно на 50% меньше, чем объем гроба в собранном виде. Разобранный гроб, включающий комплект для изготовления модульного гроба, можно затем поместить в контейнер для транспортировки, чтобы предохранить гроб от повреждений во время транспортировки.
В одном варианте выполнения предметом данного изобретения является способ нанесения цельного изображения на одну или несколько модульных частей гроба. В используемом здесь смысле термин "изображение" определяется как видимый рисунок, отличающийся по цвету от формованной детали гроба до наложения на нее пленки, и включает однотонный цветной фон в добавление к рисункам различного цвета. Рисунок может быть нанесен на лист пленки, а затем этот лист может быть соединен с одной или несколькими деталями гроба.
В одном варианте выполнения лист пленки с изображением помещается в пресс-форму для литьевого формования до формования деталей гроба посредством процесса литьевого формования. Фиг.13а представляет собой упрощенное изображение поперечного сечения пресс-формы, содержащей многослойную пленку 1400, до введения расплавленной пластмассы согласно одному из вариантов выполнения данного изобретения. Фиг.13в представляет собой упрощенное изображение поперечного сечения пресс-формы с многослойной пленкой 1400, расположенной на наружной поверхности 1332 сформованной боковой панели 1320 гроба, согласно одному из вариантов выполнения данного изобретения. Как показано на Фиг.13а, подвижная часть 1304 пресс-формы и неподвижная часть 1302 пресс-формы образует полость 1310 пресс-формы. Многослойная пленка 1400 помещается в полость 1310 пресс-формы. Как видно из Фиг.13в, неподвижная часть 1302 пресс-формы затем охватывает полость 1310 пресс-формы, и расплавленная пластмасса нагнетается в полость 1310 через впускной канал (не показан), чтобы образовать сформованную часть гроба, например боковую панель 1320 гроба, которая соответствует форме пресс-формы и с наружной стороны 1332 которой расположена многослойная пленка 1400 с изображением. Затем сформованная часть гроба охлаждается и часть 1320 гроба отверждается. В одном варианте выполнения, когда часть 1320 гроба затвердевает, многослойная пленка 1400 оказывается заделанной в наружную поверхность 1332 боковой панели 1320 гроба. Как показано, многослойная пленка 1400 кончается по контуру деталей 1320 гроба. Подвижная часть 1304 пресс-формы открывается при движении в общем направлении, обозначенном стрелками, и затвердевшая деталь 1320 гроба удаляется из полости 1310 пресс-формы.
В одном варианте выполнения (не показан) многослойная пленка 1400 заканчивается не по краю детали гроба, а внутри сформованной пластмассовой детали согласно дизайну. Такой вариант выполнения можно использовать, например, для того чтобы создать двухцветный рисунок: первый цвет обеспечивается нагнетаемой пластмассой, а второй цвет может быть обеспечен за счет пленки.
В одном варианте выполнения пленка, которая может содержать многослойную или слоистую пленку 1400, содержит изображение.
Фиг.14 представляет собой схематическое поперечное сечение многослойной пленки, известной из уровня техники. Изображение может быть выполнено в виде слоя 1420 печатной краски на многослойной пленке. Как показано, многослойная пленка содержит защитный слой 1410 из прозрачного полимера, на котором имеется графический рисунок 1420 из слоя печатной краски и слой 1430 какого-либо адгезива. Подобные пленки хорошо известны из уровня техники. Например, чтобы изготовить подобную пленку, изображение 1420 может быть нанесено методом выворотной печати на пленку 1410 из сополимера акрилонитрила, бутадиена и стирола (ABS), полиэтиленгликоля терефталата (PETg) или другую подходящую пленку 1410 любым подходящим способом нанесения графического изображения. Имеется несколько способов нанесения графического изображения, хорошо известных в данной области, включая глубокую печать и фексографию. В одном варианте выполнения печатается голографическое изображение с использованием металлической печатной краски. В одном варианте выполнения металлическая печатная краска модифицируется при помощи лазера. Слой 1430 какого-либо адгезива может быть наложен поверх слоя 1420 печатной краски только путем экструзии или путем припрессовки. Приведенный выше пример многослойной пленки с изображением дан для цели иллюстрации, а не ограничения. Любая однослойная или многослойная пленка, которая может быть наложена и/или заделанная в деталь гроба, может использоваться согласно одному из вариантов выполнения данного изобретения. Кроме того, в одном варианте выполнения прозрачная пленка накладывается на деталь гроба в качестве защитного слоя для гроба.
Способ наложения заранее выполненного изображения на деталь гроба может осуществляться многочисленными путями, хорошо известными в данной области, включая, но не ограничиваясь неструктурным наложением, вакуумным термоформованием и погружением.
На Фиг.15а показано перспективное изображение с пространственным разделением деталей многослойной пленки 1400 с изображением 1420 Девы Марии Гваделупской и части затвердевшей боковой панели 1520 гроба, имеющей наружную поверхность 1532, согласно одному из вариантов выполнения данного изобретения. В одном варианте выполнения весь лист пленки 1400 нагревается целиком таким образом, что когда лист далее подается на установку для формования (не показано), достигается общий баланс температур. После нагревания лист транспортируется на установку для формования, где он одним из нескольких способов запрессовывается в деталь 1520 гроба по ее контуру, как показано на Фиг.15в.
Наложение листа термоформованием на деталь гроба может быть выполнено при помощи различных традиционных методов, например при вакуумном термоформовании предварительно отрезанный лист многослойной пленки 1400 с изображением 1420 нагревается. Можно использовать вакуумирование, чтобы удалить воздух между листом многослойной пленки 1400 и деталью 1520 гроба и/или можно использовать матрицу, чтобы запрессовать лист в деталь 1520 гроба. Остаточное тепло на листе пленки 1400 можно удалить после формования. После охлаждения готовое изделие удаляется из установки для формования и передается на пресс для обрубки заусенцев, на котором готовое изделие зачищается от перемычек. Слой 1430 адгезива соединяет многослойную пленку с наружной стороной 1532 гроба.
Следует отметить, что может быть предпочтительно, чтобы изображение 1420 было напечатано на многослойной пленке таким образом, чтобы исправить искажения, которые возникают, когда изображение накладывается по контуру детали 1520 гроба. Исправление искажений может быть выполнено следующим образом. Изображение создается сперва как стандартный плоский рисунок. Лист такого же размера, как и лист, используемый при изготовлении, с напечатанной на нем сеткой формируется поверх действительной детали (или изображения этой детали), чтобы создать сформированную сетку. Расположение точек сетки на листе с сформированной сеткой ставится в соответствие с первоначальным плоским рисунком. Точки на плоском рисунке передвигаются с использованием стандартного программного обеспечения для обработки изображений в новые положения против движения, наблюдаемого в сформированной сетке. В результате этого получается новое окончательное изображение, которое при наложении на деталь гроба не будет иметь искажения графики, независимо от используемого рисунка. Следовательно, в одном варианте выполнения данное изобретение предлагает способ компенсировать искажение, в результате чего образуется неискаженное изображение.
В одном варианте выполнения для наложения пленки на деталь гроба используется способ формования в самозакрывающемся зажиме. Фиг.13с представляет собой упрощенное изображение поперечного сечения, на котором показан процесс формования в самозакрывающемся зажиме, согласно одному из вариантов выполнения данного изобретения. Фиг.13d представляет собой частичное увеличенное изображение Фиг.13с, на котором показан край многослойной пленки 1400, согласно одному из вариантов выполнения данного изобретения. На Фиг.13с и 13d видно, что лист пленки 1400, содержащей соответствующую смолу, полимер или подобный материал, нагревается в одном варианте выполнения до температуры, при которой пленка становится пластичной. В одном варианте выполнения пленка не нагревается, а содержит чувствительный к давлению слой 1430 адгезива. Затем пленка опускается на сформованную деталь 1320 гроба. В одном варианте выполнения края листа 1400 натягиваются вокруг периметра детали гроба до тех пор, пока не произойдет их контакт с краями 1322 детали 1320 гроба.
В одном варианте выполнения лист 1400 растягивается и соответствует детали гроба только до того предела, как натянется лист 1400. Далее, матрица 1303, имеющая внутреннюю часть 1305 матрицы, приблизительно соответствующую наружному 1332 размеру детали 1320 гроба, захватывает и прижимает края листа к детали гроба по наружному периметру 1332 детали гроба.
На внутреннюю часть 1305 матрицы воздействуют положительным давлением воздуха, что заставляет лист 1400 еще более соответствовать форме детали 1320 гроба. Одновременно с этим опорное приспособление 1313, удерживающее деталь 1320 гроба, создает разряжение во внутренней части 1311 детали 1320 гроба. Это заставляет лист 1400 загибаться вокруг края 1322 детали 1320 гроба. Аналогично этому разряжение, прикладываемое к детали 1320 гроба, вытягивает весь дополнительный воздух из промежутка между деталью 1320 гроба и примыкающим к ней листом 1400. Результирующая комбинация дает положительное давление на внутреннюю часть 1305 матрицы, лист 1400, принявший форму наружной стороны 1332 детали 1320 гроба, разряжение, приложенное ко внутренней части 1311 детали гроба, и опорное приспособление 1313, удерживающее деталь 1320 гроба.
В отличие от традиционного процесса термоформования при формовании в самозакрывающемся зажиме лист 1400 закручивается 1480 вокруг края 1322 детали 1320 гроба. Фиг.15в иллюстрирует это в виде перспективного изображения. Излишек 1490 листа 1400 затем можно обрезать, оставив чистый край, невидимый для конечного пользователя. Описанный выше процесс формирования самозакрывающегося зажима может быть особенно полезен при наложении изображения на деталь гроба, изготовленную из любого материала, включая дерево и металл, такой как сталь.
Как показано на Фиг.13d, помещение многослойной пленки 1400 в полость 1310 пресс-формы происходит таким образом, что многослойная пленка 1400 содержит наполовину загнутые 1480 края, что позволяет добиться того, чтобы многослойная пленка 1400 полностью покрывала всю наружную поверхность 1332 сформованной детали гроба и чтобы никто не мог заметить различия между пленкой 1400 и пластмассовой основой 1332. Иными словами, в одном варианте выполнения край многослойной пленки загибается вокруг по крайней мере части края 1322 детали 1320 гроба. Такой вариант выполнения обладает тем преимуществом, что он обеспечивает большую удерживающую силу пленки 1400 на детали 1320 гроба и большую эстетическую привлекательность. Оставшаяся часть 1490 пленки может быть затем удалена.
Фиг.16 представляет собой перспективное изображение гроба с попыткой показать отделку под камень согласно одному из вариантов выполнения данного изобретения. Изображение отделки, имитирующей камень, обеспечивается многослойной пленкой. Хотя Фиг.16 представляет собой несколько грубую попытку показать гроб с отделкой, имитирующей камень, специалисты в данной области, вооруженные данным описанием, согласятся, что красоту, которую можно придать гробу благодаря отделке под камень, вряд ли можно преувеличить. Отделка под камень может имитировать один или несколько образцов камней, таких как гранит, мрамор, известняк, травертин и брекчия. Тем самым в изобретении предлагается способ изготовления гробов совершенно нового направления, недостижимого в настоящее время. Изготовление гроба из камня является недопустимо сложным. Кроме того, для всех практических целей один лишь вопрос веса настоящего каменного гроба исключает его любое реальное коммерческое использование. Сложности и проблемы, связанные с изготовлением и транспортировкой настоящего каменного гроба еще более исключает его реальное коммерческое использование. Следовательно, в одном варианте выполнения данного изобретения предлагается способ изготовления модульного гроба, детали которого похожи на камень, но весят ничтожную долю самого камня. Таким образом, в данном изобретении предлагается способ придания гробу элегантной, изысканной отделки, имитирующей камень.
В одном варианте выполнения изображение содержит один или несколько патриотических символов, таких как флаг или символ вооруженных сил. В одном варианте выполнения изображение имитирует дерево, чтобы с меньшими затратами обеспечить внешний вид деревянного гроба. В одном варианте выполнения изображение имитирует сталь, чтобы с меньшими затратами обеспечить внешний вид стального гроба. В одном варианте выполнения изображение содержит один или несколько цветов, чтобы с меньшими затратами обеспечить внешний вид окрашенного гроба.
Следует подчеркнуть, что все эти изображения могут иметь нужную конфигурацию за счет правильного совмещения изображения на пленке с соответствующей деталью гроба таким образом, чтобы при сборке гроба из модульных деталей гроба две или более двух деталей гроба образовывали единый дополняющий друг друга рисунок на подобие того, как собирается картинка-головоломка. Например, в одном варианте выполнения данного изобретения имеется возможность имитировать внешний вид гроба, покрытого флагом.
В одном варианте выполнения изображение содержит голографическое изображение. Голографические многослойные пленки известны в данной области техники, например, по патентам США №4971646 и 5200253. В одном варианте выполнения для того, чтобы голографическое изображение стало видимым, необходимо сфокусироваться на этом изображении. В одном варианте выполнения голографическое изображение печатается на тонкой полимерной пленке металлической печатной краской. В одном варианте выполнения голографические изображения создаются при использовании лазера, который позволяет дифрагировать свету во множестве направлений, давая зрителю возможность видеть два изображения в одном месте.
В одном варианте выполнения изображение содержит одно или несколько линзорастровых изображений. В используемом здесь смысле линзорастровые изображения определяются как изображения, которые показывают глубину или движение по мере изменения угла зрения. Многослойные линзорастровые пленки известны в данной области техники, например, по патенту США №6372636.
В одном варианте выполнения изображение содержит один или несколько двумерных или трехмерных религиозных символов, таких как Папа Иоанн Павел, Дева Мария, Дева Мария Гваделупская, крест, Иисус и т.п. Гроб с голографическим или линзорастровым изображением может создать особую атмосферу для участников торжественной похоронной службы, когда изображения, подобные религиозным образам, появятся на гробе. Тем самым в данном изобретении предлагается способ передавать с большим вкусом символический смысл торжественной церемонии.
Данное изобретение имеет целый ряд преимуществ по сравнению с известным уровнем техники. Во-первых, пластмассовые гробы, предлагаемые в данном изобретении, не такие дорогие при изготовлении, как традиционные гробы из дерева и стали. Во-вторых, подобный гроб можно легко транспортировать в виде более компактного комплекта деталей, чем традиционный деревянный или стальной гроб или немодульный гроб, изготовленный из других материалов. Далее, поскольку пластмасса легче дерева или металла, гроб, предлагаемый в данном изобретении, не так дорого перевозить и с ним легче обращаться как в разобранном, так и в собранном виде. Кроме того, такой гроб легче передвигать и хранить.
В-третьих, гроб, предлагаемый в данном изобретении, можно быстро и легко построить и собрать в похоронном бюро или одному человеку, имеющему маленький опыт в сборке или совсем его не имеющему. Единственные инструменты, которые могут понадобиться, включают резиновый молоток и отвертку. Сборка деталей, соединяемых защелкиванием или по тугой посадке, выполняется интуитивно так, как детали соединяются друг с другом. Подобные преимущества могут оказаться полезными в районах стихийных бедствий. Подобные преимущества также обеспечивают возможность непосредственно на рынке реализовывать гробы потребителям по телефону или через Интернет без дополнительных затрат на посредников. Кроме того, такой гроб может быть продан потребителям через магазины, минуя традиционные похоронные бюро и вытекающую отсюда наценку.
В-четвертых, гроб изготавливается из материала, более долговечного, чем известные из уровня техники гробы. Например, в отличие от дерева, пластик не вспучивается и не деформируется. В отличие от металла пластик не ржавеет и не образует вмятин. Далее, когда гроб, предлагаемый в данном изобретении, упакован, он может транспортироваться без опасения возможного воздействия неблагоприятных атмосферных условий. Например, гробы и комплекты с деталями гробов, предлагаемые в данном изобретении, можно хранить на улице, не беспокоясь о воздействии природных факторов, включая, но не ограничиваясь температурой, влажностью, сыростью, песчаной бурей и т.п. Подобное преимущество может быть полезно в районах стихийных бедствий. Дерево, напротив, должно храниться в условиях контроля окружающей среды. Аналогично, если металлические гробы оказываются в условиях высокой влажности или сырости, они могут подвергнуться коррозии, особенно в тех местах, где окрашенный металл оказался поцарапанным при транспортировке. Таким образом, в данном изобретении предлагается гроб, более устойчивый к условиям транспортировки и хранения.
В-пятых, подобный гроб можно изготовить с имитацией гробов, изготовленных из дерева и стали. Например, пластмассовые детали, выполненные методом литьевого формования, могут быть отделаны под дерево. Кроме того, закругленные углы, которые используются в деревянных гробах, могут быть выполнены и в пластмассовых гробах согласно данному изобретению. Кроме того, цвет пластмассы можно легко изменить, чтобы он имитировал цвета стали. Более того, гроб, предлагаемый в данном изобретении, имеет такие же принадлежности, как и гробы, известные из уровня техники. Следовательно, в данном изобретении предлагается гроб, имеющий внешний вид и конструкцию такие же, как у известных из уровня техники гробов, но при меньшей стоимости. Таким образом, имеется очень мало или вовсе не имеется препятствий для использования гроба, изготовленного из менее дорогих пластических материалов, как предлагается в данном изобретении.
В-шестых, в данном изобретении предлагается способ создания изображения, заделанного в материал, из которого сформован гроб. Кроме того, в данном изобретении предлагается доступная альтернатива дорогостоящим стальным или деревянным гробам, не уступающая им внешним видом гроба. Фактически данное изобретение благодаря созданию модульного гроба, выглядящего совсем как каменный, но весящего ничтожную долю каменного, может предложить гроб, который по своему внешнему виду значительно превосходит те, которые присутствуют на рынке в настоящее время. Теперь для специалистов в данной области будет очевидно, что здесь был описан модульный контейнер, или гроб. Используемые здесь термины и выражения использовались в качестве терминов для описания, но не для ограничения; и таким образом, отсутствует намерение исключить эквиваленты, но напротив, имеется намерение охватить каждый и все эквиваленты, которые можно использовать, не выходя за пределы сущности и объема данного изобретения.
Подводя итог, можно сказать, что хотя данное изобретение было подробно показано и описано со ссылками на предпочтительный вариант выполнения, специалистам в данной области будет понятно, что в нем возможно произвести различные изменения в форме и деталях, не выходя за пределы сущности и объема данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ БОКОВОЙ СТЕНКИ И УЗЕЛ КРЫШКИ ДЛЯ ГРОБА | 2005 |
|
RU2422124C2 |
| БАЛЮСТРАДА И СПОСОБ СБОРКИ БАЛЮСТРАДЫ | 1994 |
|
RU2091546C1 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2003 |
|
RU2334593C2 |
| МОДУЛЬНЫЕ СОЕДИНИТЕЛИ ДЛЯ ОСВЕТИТЕЛЬНОГО УСТРОЙСТВА В СБОРЕ | 2017 |
|
RU2719338C2 |
| ГРОБ | 2003 |
|
RU2254848C2 |
| ГРОБ СБОРНЫЙ (ВАРИАНТЫ) | 2007 |
|
RU2350306C2 |
| УСТРОЙСТВО ПОДСВЕТКИ, УСТРОЙСТВО ОТОБРАЖЕНИЯ И ТЕЛЕВИЗИОННЫЙ ПРИЕМНИК | 2008 |
|
RU2451315C1 |
| СИСТЕМА И СПОСОБ ОБНАРУЖЕНИЯ ОРИЕНТИРА | 2010 |
|
RU2568739C2 |
| ВВОД ТРАНСФОРМАТОРА | 2020 |
|
RU2787844C1 |
| УСТРОЙСТВО ЗАМЕНЫ ПЕРЧАТКИ ДЛЯ РАБОТЫ В ИЗОЛИРОВАННОМ ПРОСТРАНСТВЕ И СПОСОБ ЗАМЕНЫ ПЕРЧАТКИ | 2008 |
|
RU2430828C2 |

Изобретение относится к области производства ритуальных принадлежностей. Способ изготовления гроба включает помещение пленки с изображением в гнездо пресс-формы, нагнетание в гнездо пресс-формы расплавленной пластмассы, наложение пленки на деталь гроба и охлаждение. При охлаждении изображение приклеивается к наружной стороне гроба. Изготовленный методом литьевого формования гроб содержит пару боковых стенок, пару торцевых панелей и основание. Каждая боковая стенка содержит, по меньшей мере, одну боковую панель. Вертикальная сторона каждой боковой панели крепится к вертикальной стороне торцевой панели с возможностью скольжения. Основание крепится к боковым панелям и торцевым панелям с возможностью скольжения. Боковые стенки или основание содержат гнезда для поручня. Основание, каждая из боковых панелей и каждая из торцевых панелей содержат композицию, подвергшуюся литьевому формованию. Обеспечивается возможность формования детали гроба с одновременным нанесением изображения. Достигается возможность простой установки поручня. 4 н. и 38 з.п. ф-лы, 16 ил.
1. Гроб, содержащий пару расположенных напротив друг друга боковых стенок, при этом каждая боковая стенка, кроме того, содержит одну или более одной боковых панелей, соединенных с торцевой панелью с возможностью скольжения, пару расположенных напротив друг друга торцевых панелей, причем каждая торцевая панель имеет пару вертикальных сторон торцевой панели и вертикальная сторона каждой боковой панели крепится к вертикальной стороне торцевой панели с возможностью скольжения, и основание, которое крепится к расположенным напротив друг друга боковым панелям и расположенным напротив друг друга торцевым панелям с возможностью скольжения, причем боковые стенки или основание содержат гнезда для поручня, а основание и каждая из боковых панелей и торцевых панелей содержит композицию, подвергшуюся литьевому формованию.
2. Гроб по п.1, в котором гнездо для поручня составляет одно целое с боковой панелью или основанием.
3. Гроб по п.2, содержащий поручень, при этом поручень проходит сквозь крышку для поручня.
4. Гроб по п.1, в котором, по крайней мере, одна из боковых стенок содержит, кроме того, две или более двух боковых панелей, при этом боковые панели соединены друг с другом с возможностью скольжения посредством клиновидной детали.
5. Гроб по п.4, в котором клиновидная деталь содержит одну или более одной пары противоположных Т-образных пазов или выступов.
6. Гроб по п.4, в котором и боковая панель, и клиновидная деталь содержат один или более одного элемента для взаимного сцепления, причем эти элементы имеют клиновидную форму.
7. Гроб по п.1, в котором, по крайней мере, одна из боковых стенок содержит, кроме того, две или более двух боковых панелей, при этом боковые панели соединены друг с другом по тугой посадке.
8. Гроб по п.7, в котором боковые панели соединены друг с другом по тугой посадке посредством одного или более чем одного байонетного зажима.
9. Гроб по п.1, содержащий, кроме того, крышку, причем крышка крепится к шарнирному пазу посредством, по крайней мере, одного узла петли и узел петли выполнен из композиции, подвергшейся литьевому формованию.
10. Гроб по п.9, содержащий, кроме того, узел зажимного патрона, имеющий входящий элемент и гнездо, причем входящий элемент зажимного патрона или гнездо зажимного патрона крепятся к крышке и, кроме того, входящий элемент зажимного патрона или гнездо зажимного патрона крепят съемным образом крышку к боковой панели, и при этом узел зажимного патрона соединяется защелкиванием.
11. Гроб по п.9, содержащий, кроме того, зажимный патрон, в котором зажимный патрон не крепится к наружному периметру боковой панели и в котором зажимный патрон крепит съемным образом крышку к боковой панели.
12. Гроб по п.9, в котором крышка содержит один или более одного закругленного угла.
13. Гроб по п.1, в котором закругленный угол обеспечивается одной или более чем одной торцевой панелью или одной или более чем одной боковой панелью.
14. Гроб по п.1, в котором основание, кроме того, содержит пару концевых частей и одну или более чем одну среднюю панель.
15. Гроб по п.1, в котором основание, кроме того, крепится к боковым панелям посредством одного или более чем одного пружинного зажима.
16. Гроб по п.1, содержащий, кроме того, прокладку, расположенную по верхнему периметру боковых панелей и торцевых панелей.
17. Гроб по п.16, в котором прокладка выполнена такой формы, что она может быть надета по тугой посадке на боковые панели и/или торцевые панели.
18. Гроб по п.1, имеющий, кроме того, цельное изображение.
19. Гроб по п.18, в котором изображение содержит отделку под камень.
20. Гроб по п.19, в котором гроб содержит две или более двух деталей, содержащих отделку под камень.
21. Гроб по п.18, в котором изображение включает голографическое изображение или линзорастровое изображение, или имитирует отделку дерева, или имитирует отделку стали.
22. Гроб по п.18, в котором изображение не обнаруживает искажений.
23. Способ изготовления гроба по п.18, содержащий следующие шаги:
а) помещение пленки, имеющей изображение, в полость пресс-формы, причем полость пресс-формы определяется подвижной частью пресс-формы и неподвижной частью пресс-формы;
в) нагнетание расплавленной пластмассы в полость пресс-формы, чтобы сформировать деталь гроба, имеющую такую наружную поверхность, что эта наружная поверхность находится в соединении с многослойной пленкой;
c) охлаждение детали гроба;
d) удаление детали гроба из полости пресс-формы, при этом указанное изображение находится на наружной поверхности детали гроба.
24. Способ по п.23, в котором гроб содержит, кроме того, единое дополняющее изображение.
25. Способ изготовления гроба по п.18, содержащий следующие шаги:
а) получение детали гроба, имеющей наружную поверхность;
в) отрезание пленки, имеющей изображение и слой адгезива, по контуру указанной наружной поверхности;
с) приклеивание наружной указанной поверхности детали гроба к слою адгезива на пленке.
26. Способ по п.25, в котором пленка на шаге в) загибается вокруг, по меньшей мере, части края детали гроба.
27. Способ по п.25, в котором пленка на шаге в) включает нагретую пленку.
28. Комплект для изготовления модульного гроба, содержащий две торцевые панели, две боковые стенки, причем каждая боковая стенка имеет такую конфигурацию, что она соединяется с торцевой панелью по тугой посадке, и основание, которое крепится к боковым панелям с возможностью скольжения, при этом боковые стенки или основание содержат гнезда для поручня.
29. Комплект по п.28, в котором каждая боковая стенка содержит, кроме того, две или более двух боковых панелей, при этом боковые панели соединяются посредством клиновидной детали, предназначенной для соединения двух боковых панелей по тугой посадке.
30. Комплект по п.28, в котором основание содержит, кроме того, две концевые части и среднюю панель.
31. Комплект по п.28, содержащий, кроме того, один или более чем один узел петли, в котором узел петли соединяется с боковой стенкой по тугой посадке.
32. Комплект по п.28, содержащий, кроме того, крышку, в котором крышка содержит одну или более одной части и в котором крышка крепится к боковой стенке.
33. Комплект по п,32, содержащий, кроме того, раму крышки, которая крепится к одной или более чем к одной части крышки.
34. Комплект по п.33, в котором рама крышки имеет такую конфигурацию, что она крепится к частям крышки по тугой посадке.
35. Комплект по п.32, содержащий, кроме того, узел зажимного патрона, в котором узел зажимного патрона может крепиться без использования инструментов.
36. Комплект по п.32, содержащий, кроме того, узел зажимного патрона, в котором узел зажимного патрона не виден, когда гроб закрыт.
37. Комплект по п.32, в котором одна или более чем одна торцевая панель имеет закругление.
38. Комплект по п.28, содержащий, кроме того, прокладку, расположенную по верхнему периметру боковых стенок и/или торцевых панелей.
39. Комплект по п.38, в котором прокладка имеет такую конфигурацию, что она крепится к боковым панелям или торцевым панелям по тугой посадке.
40. Комплект по п.28, в котором боковые стенки позволяют крепить поручень без использования инструментов.
41. Комплект по п.40, содержащий, кроме того, одну или более одной декоративной крышки для поручня, в котором одна или более крышек могут крепится без использования инструментов.
42. Комплект по п.28, в котором комплект имеет объем в упакованном виде, который меньше, чем приблизительно 50% от объема в собранном виде.
| US 4800631 А, 31.01.1989 | |||
| Аппарат для проверки номеров выигрышных билетов | 1930 |
|
SU22345A1 |
| US 2002023325 A1, 28.02.2002 | |||
| Разборный гроб | 1988 |
|
SU1602532A1 |

