Область техники, к которой относится изобретения
Изобретение относится к способу установления целостности продукта, находящегося в емкости, причем определяется заданный признак продукта в емкости с помощью первого метода измерения, который основывается на первом физическом свойстве продукта.
В отношении продуктов в емкостях, например жидкостей в бутылках или порошкообразного продукта в банке, интерес представляют многие признаки. В отношении жидкостей в бутылках известны способы измерения высоты наполнения или внутреннего давления. Высоту наполнения можно непосредственно измерить с помощью широкого светового луча и большого числа оптических чувствительных элементов, расположенных ступенями по высоте. Наряду с этим существуют также косвенные методы измерений, например, с помощью абсорбции рентгеновских или гамма-лучей или с помощью подавления колебаний высокочастотного колебательного контура. При измерении уровня наполнения с помощью рентгеновских или гамма-лучей измерительный мост, который на одной стороне пропускного проема имеет источник излучения, а на противоположной стороне пропускного проема имеет детектор лучей, расположен на пути емкости таким образом, что заданная высота наполнения находится в центре диаметра луча. Луч может, например, иметь ширину 2 см. Величина абсорбции рентгеновских или гамма-лучей зависит от высоты наполнения, так как при более высоком уровне наполнения большая часть поперечного сечения луча абсорбируется продуктом в емкости, например жидкостью в бутылке. Замеренная детектором мощность луча, таким образом, тем выше, чем ниже уровень наполнения. Существенная часть помех при этом измерении определяется тем, что абсорбция рентгеновского излучения значительно зависит от атомного веса элементов, содержащихся в молекулах продукта. Это приводит к тому, что два различных продукта при одинаковом уровне наполнения при остальных одинаковых условиях (одинаковая емкость, одинаковая температура и т.д.) показывают различные величины абсорбции. К примеру, диетическая кола и классическая кола показывают разницу в величине абсорбции примерно 4 процента, что означает, что для определения высоты наполнения следует ввести различные пороговые значения, чтобы получить единый результат.
При высокочастотном методе измерения с помощью высокочастотного колебательного контура замеряют подавление колебаний уровнем наполнения. Уровень наполнения изменяет, в основном, емкостную часть колебательного контура, т.е. проводимость или диэлектрическая постоянная и сопротивление потерь в качестве свойств наполненного материала или продукта, наряду с уровнем наполнения, в значительной степени оказывают влияние на результат измерения. Также и здесь при наличии различных продуктов, например при наличии двух минеральных вод с различным содержанием соли, следует вводить различные пороговые значения для достижения одинакового результата измерения уровня наполнения.
Другой способ определения высоты наполнения жидкостей в бутылках описан в документе WO 98/21557, причем здесь полученный результат зависит, среди прочего, от давления внутри бутылки.
Из документа WO 99/56094 известно, что уровень наполнения емкости определяют благодаря тому, что с помощью импульсного отклонения стенки емкости в ней создаются механические колебания, а затем колебания анализируют, причем определяют время затухания, частоту, интенсивность и/или интеграл интенсивности или место максимальной интенсивности.
Еще один способ определения высоты наполнения в емкостях известен из WO 99/01722, причем здесь высоту наполнения определяют с помощью исходящего от емкости теплового излучения.
Также можно различными способами определить массу наполненной емкости, а именно непосредственно путем взвешивания емкости или косвенно путем измерения абсорбции рентгеновских лучей с учетом объема емкости.
Целостность продукта традиционно проверяют с помощью химического анализа. Целостность продукта, в частности продовольственных товаров, можно нарушить ненамеренно из-за ошибки в способе производства или намеренно.
Раскрытие изобретения
Техническая проблема
В основе изобретения лежит задача создание способа определения целостности продукта.
Техническое решение
Согласно изобретению эта задача решается благодаря тому, что при способе указанного вначале вида определяется заданный признак продукта с помощью второго метода измерения и что значение параметров заданного признака, полученное с помощью первого метода измерения, сравнивается со значением, полученным с помощью второго метода измерения.
В отношении заданного признака речь идет обычно о высоте наполнения продукта в емкости. Первый метод измерения может при этом состоять в том, что определяют высоту наполнения описанным выше способом с помощью рентгеновского излучения. Абсорбция рентгеновского излучения существенно зависит от атомного веса элементов, содержащихся в молекулах продукта. Результат мог бы быть искажен благодаря тому, что в исследуемом продукте атомные веса распределены иначе, чем в базовом продукте, с помощью которого был калиброван метод измерения. Под базовым продуктом подразумевается при этом цельный или не фальсифицированный продукт. Второй метод измерения состоит в том, что высота наполнения измеряется непосредственно, например, с помощью светового луча и оптических чувствительных элементов или камеры. Полученное с помощью этого способа значение высоты наполнения является независимым от атомных весов элементов, содержащихся в продукте. Значения высоты наполнения, полученные с помощью обоих методов измерения, сравнивают между собой. Если получается разница, то это указывает на то, что распределение атомных весов в продукте не соответствует не фальсифицированному продукту и что целостность исследованного продукта отсутствует. Второй метод измерения может быть также косвенным, например, описанным выше способом определения высоты наполнения с применением высокой частоты. Этот метод должен также калибрироваться с помощью базового продукта. Замеренное значение высоты наполнения было бы фальсифицировано, если продукт имеет иную проводимость или диэлектрическую постоянную, чем базовый продукт. Путем сравнения значения, полученного этим методом измерения, со значением, которое было получено методом измерения с помощью рентгеновских лучей, можно было бы распознать нарушение целостности продукта, если оно изменяет содержание соли в продукте.
Другим примером является измерение массы продукта. Массу можно определить, во-первых, с помощью абсорбции рентгеновского излучения в сочетании с оптическим измерением высоты наполнения и с учетом известной формы бутылки. Второй метод измерения может состоять в определении массы путем взвешивания. Если при обоих методах измерения получается различное значение для массы продукта, то это указывает на нарушение целостности продукта.
Путем определения одного и того же признака продукта с помощью двух различных методов измерения и путем сравнения величин помех или корреляции результатов измерений можно, таким образом, установить нарушения целостности продукта. В упомянутом выше примере определений уровня наполнения с помощью рентгеновских лучей и высокой частоты можно путем корреляции результатов измерений целесообразно использовать проводимость, диэлектрическую постоянную, плотность или химический состав для установления отклонений от первоначального состава продукта. Эти физические свойства рассматривались прежде лишь в качестве величин помех. Исходя из факта, что оба замеренных уровня наполнения должны соответствовать друг другу, можно при этом параллельном измерении очень хорошо установить отклонения или специфические для продукта параметры. При соответствующем установлении пороговых значений можно, таким образом, уже распознать и вывести отдельные емкости с существенно отклоняющимся содержанием продукта. Путем образования средних значений на основе большого количества продукции (производительность современных установок для наполнения бутылок составляет в настоящее время около 60000 бутылок в час) очень скоро достигается высокая статистическая точность; этим обеспечивается в значительной степени основной аспект изобретения; определение изменений заполненного продукта в закрытой и уже гарантированной емкости, будь это вызвано нарушением производства или с намерением, в качестве потенциала угрозы для широкого слоя покупателей.
Особое преимущество изобретения состоит в том, что можно установить целостность продукта в закрытой емкости. Бутылки с напитками можно, таким образом, проверить на целостность содержимого при установленных заглушках. Проверку можно тем самым произвести в конце процесса изготовления.
Впрочем, загрязнение радиоактивными веществами, которые создают излучение в энергетической области 60 килоэлектронвольт - это энергетическая область, в которой работает измерительный метод с применением рентгеновского излучения - могли бы быть хорошо распознаваемы также посредством повышения средних значений.
Другой вариант выполнения изобретения содержит дополнительное измерение абсорбции рентгеновских лучей в нижней части емкости, так чтобы на основе величин массы атомов можно было распознать отклонения в химическом составе, не подвергаясь влиянию уровня наполнения, и тем самым становится возможным однозначное определение вызывающих нарушение параметров. Дополнительное измерение повышает, естественно, также точность измерений всего устройства. Точно так же можно в опять-таки нижней части емкости определить проводимость продукта с помощью высокочастотного передаточного и приемного устройства и благодаря этому получить однозначность.
Другой пример выполнения изобретения состоит в том, что определяют внутреннее давление в емкости с помощью двух различных методов измерений, а именно, во-первых, с помощью описанного в WO 98/21557 ультразвукового способа, а во-вторых, с помощью механического испытания давлением, при котором полиэтиленовые бутылки посредством двух воздействующих по бокам ременных транспортеров сминаются и с помощью двух контролей уровня наполнения определяется уровень наполнения в смятом и в несмятом состоянии полиэтиленовой бутылки, причем на выходе ременного транспортера с помощью динамометра измеряется достигнутое внутреннее давление в полиэтиленовых бутылках. Изменение уровня наполнения является мерой давления в бутылке. На значение давления, полученное с помощью ультразвукового способа, оказывает влияние состав газа в головном пространстве емкости, в то время как значение давления, полученное с помощью механического способа, не подвергается его негативному влиянию.
Одновременно с помощью механического испытания давлением можно установить возможную негерметичность полиэтиленовой бутылки. Механическое испытание давлением может также комбинироваться с измерением высоты наполнения, в частности при продуктах, которые после наполнения и закупоривания емкостей могут с различной скоростью создавать давление, например в зависимости от содержания
CO2.
Дополнительно можно с помощью камеры, например CCD-камеры, или упомянутого выше ультразвукового способа установить и квалифицировать пенистые свойства продукта после заполнения. Результат можно коррелировать с остальными измерениями и ввести в общую картину.
Краткое описание чертежей
Пример выполнения изобретения поясняется далее на основе чертежей.
Фиг.1 - установка для проверки целостности продукта путем измерения высоты уровня наполнения, в схематическом изображении.
Фиг.2 - устройство для измерения высоты уровня наполнения с помощью рентгеновских лучей.
Фиг.3 - устройство для измерения высоты уровня наполнения с помощью высокой частоты.
На фиг.1 схематически показана установка для проведения способа согласно изобретению, причем высота наполнения в бутылках 10 с напитком замеряется с помощью рентгеновских лучей и с помощью высокой частоты и замеренные результаты сравниваются друг с другом.
Бутылки 10 перемещаются на транспортере 12, например на цепном транспортере, сначала через первую проверочную станцию 20, в которой высота наполнения замеряется с помощью рентгеновских лучей. Затем они перемещаются через вторую проверочную станцию 30, которая расположена на незначительном расстоянии за первой установкой и в которой высота наполнения замеряется с помощью высокой частоты. В управляющем устройстве 40 значения высоты наполнения, полученные при обоих различных методах измерения, сравниваются друг с другом. Если разница между обоими замеренными значениями превышает определенное пороговое значение, то это рассматривается как указание на нарушение целостности содержащегося в бутылках продукта, например напитка, и соответствующую бутылку изымают из дальнейшего производственного процесса или останавливают всю установку, чтобы заняться выяснением возможного нарушения целостности содержащегося в бутылке напитка.
Фиг.2 показывает в разрезе, если смотреть в направлении транспортера, существенные элементы проверочной станции 20 для измерения высоты наполнения продукта в бутылках 10 с помощью абсорбции рентгеновских лучей. Проверочная станция 20 имеет в целом форму моста с пропускным проемом 22, который принимает приблизительно верхнюю четверть бутылки 10 с напитком. На одной стороне пропускного проема 22 расположены рентгеновская трубка 24 и подвижный затвор 26. На противолежащей стороне пропускного проема 22 расположен детектор 28 рентгеновских лучей. Производимые рентгеновской трубкой 24 лучи направлены на детектор 28 рентгеновских лучей. Этот измерительный мост расположен на такой высоте над транспортером, что заданное значение уровня наполнения находится примерно в центре ширины рентгеновского луча.
Принцип измерения состоит в том, что при уровне наполнения выше заданного уровня наполнения большая часть рентгеновского луча проходит через продукт, т.е. напиток, и при этом абсорбируется, так что детектор 28 рентгеновских лучей показывает меньшую замеренную интенсивность излучения. Напротив, при более низком уровне наполнения замеряется более высокая интенсивность излучения.
Фиг.3, снова при взгляде в направлении транспортера, изображает вторую проверочную станцию 30, в которой высота наполнения измеряется с помощью высокой частоты. Измерительная головка снова имеет форму моста с пропускным проемом 32. На обеих сторонах пропускного проема находятся пластины 34 конденсатора, которые являются частью колебательного контура 36.
Принцип измерения состоит в том, что резонансная частота колебательного контура 36 зависит от диэлектрической постоянной материала между пластинами 34 конденсатора. При прохождении бутылки емкость конденсатора, образованного из двух пластин 34 конденсатора, определяется долей различных материалов и их диэлектрическими постоянными. Так как жидкости имеют более высокую диэлектрическую постоянную, чем воздух, то на резонансную частоту колебательного контура 36 оказывает влияние высота наполнения жидкости в бутылке 10. Чем выше уровень наполнения, тем выше эффективная электрическая постоянная между пластинами 34 конденсатора, благодаря чему емкость конденсатора повышается, что приводит к снижению частоты колебаний.
Так как при обоих методах измерения измерение производится косвенно, а именно посредством абсорбции рентгеновского излучения или изменения резонансной частоты, то обе проверочные станции 20, 30 перед началом проверки целостности подвергаются калиброванию с помощью одной или нескольких бутылок с заданной, правильной высотой наполнения и не подделанным содержимым.
Абсорбция рентгеновских лучей в материи зависит от атомного номера элементов. Замеренная детектором 28 интенсивность излучения выдает правильную высоту наполнения лишь в том случае, если напиток внутри проверенной бутылки 10 по составу своих элементов соответствует напитку в базовой бутылке, с помощью которой была калибрована проверочная станция 20. Соответствующее положение действительно для второй проверочной станции 30 в отношении диэлектрической постоянной напитка в бутылке 10. Целостность продукта, т.е. напитка, в бутылке 10 можно проверить благодаря тому, что значения измерений обеих проверочных станций 20, 30 сравниваются в управляющем устройстве 40. Если обе проверочные станции 20, 30 показывают явно различные высоты наполнения, то это означает, что либо атомный вес элементов продукта, т.е. напитка, либо его диэлектрическая постоянная или оба параметра отклоняются от заданного значения, и тем самым продукт в соответствующей бутылке 10 не соответствует предписанным параметрам.
Перечень обозначений:
10 бутылка с напитком
12 транспортер
20 проверочная станция
22 пропускной проем
24 рентгеновская трубка
26 затвор
28 детектор рентгеновских лучей
30 проверочная станция
32 пропускной проем
34 пластина конденсатора
36 колебательный контур
40 управляющее устройство
Использование: для установления целостности продукта, находящегося в емкости. Сущность заключается в том, что определяют заданный признак продукта с помощью первого метода измерения, при котором исследуют первое физическое свойство продукта, причем заданный признак дополнительно определяют, по меньшей мере, с помощью второго метода измерения, который основывается на втором физическом свойстве, которое отличается от первого физического свойства, определяют разницу значений упомянутого заданного признака, полученных с помощью обоих методов измерения, и сравнивают упомянутую разницу значений с заданным порогом и, в случае, если указанная разница значений превышает указанный порог, принимают решение о нарушении целостности упомянутого продукта. Технический результат: повышение достоверности определения целостности продукта. 3 з.п. ф-лы, 3 ил.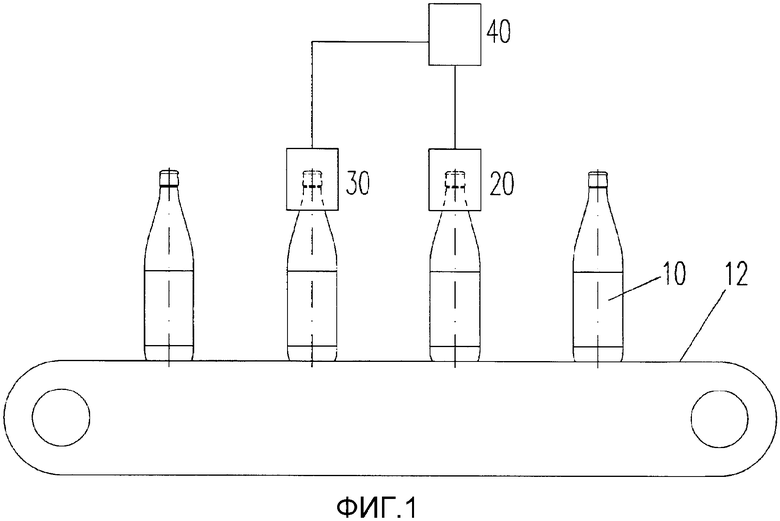
1. Способ установления целостности находящегося в емкости (10) продукта, причем определяют заданный признак продукта с помощью первого метода измерения, при котором исследуют первое физическое свойство продукта, причем
заданный признак дополнительно определяют по меньшей мере непосредственно или с помощью второго метода измерения, который основывается на втором физическом свойстве, которое отличается от первого физического свойства,
определяют разницу значений упомянутого заданного признака, полученных с помощью обоих методов измерения, и
сравнивают упомянутую разницу значений с заданным порогом и в случае, если указанная разница значений превышает указанный порог,
принимают решение о нарушении целостности упомянутого продукта.
2. Способ по п.1, причем продуктом является напиток в бутылке (10) и заданным признаком является высота наполнения и причем первый метод измерения состоит в том, что высоту наполнения замеряют посредством абсорбции рентгеновского луча, а второй метод измерения состоит в том, что замеряют вызванное бутылкой изменение резонансной частоты высокочастотного колебательного контура (36).
3. Способ по п.2, при котором дополнительно в области явно ниже высоты наполнения бутылки с помощью рентгеновского излучения определяют абсорбцию продукта или с помощью радиочастоты определяют диэлектрическую постоянную продукта.
4. Способ по одному из пп.1-3, при котором средние значения параметров заданного признака большого числа продуктов, которые были определены с помощью первого метода измерения, и средние значения параметров этого признака, которые были определены с помощью второго метода измерения, сравнивают друг с другом.
| US 4423628 A, 03.01.1984 | |||
| US 3818232 A, 18.06.1974 | |||
| US 2003052288 A1, 20.03.2003 | |||
| DE 3106807 A1, 09.09.1982 | |||
| Многоканальный сигнализатор уровня жидкости | 1988 |
|
SU1649293A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ БУТЫЛОК | 1991 |
|
RU2007235C1 |
| Разливочная машина карусельного типа | 1936 |
|
SU56635A1 |
| Дискретный емкостной уровнемер | 1978 |
|
SU1002842A1 |

