Текст описания приведен в факсимильном виде.
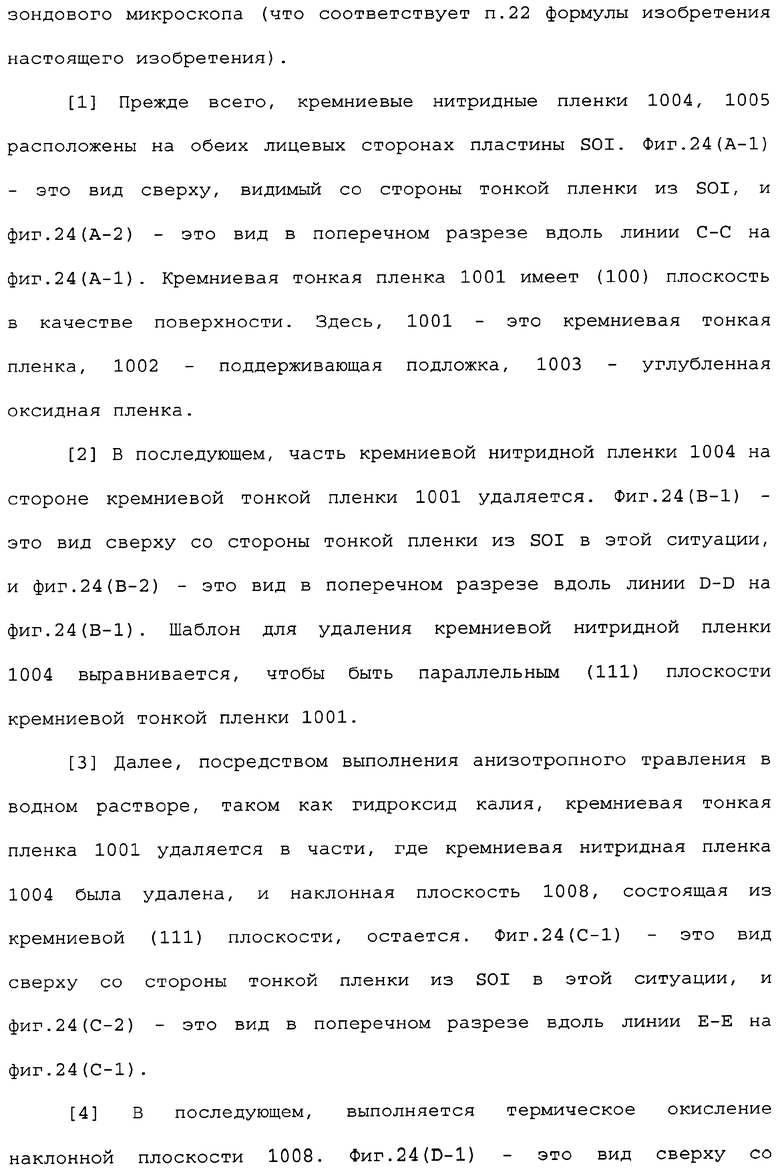
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОНД ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2320034C2 |
| ТРЕХМЕРНАЯ СТРУКТУРА, ОБРАЗОВАННАЯ ТОНКИМИ КРЕМНИЕВЫМИ ПРОВОЛОКАМИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО, СОДЕРЖАЩЕЕ ЕЕ | 2003 |
|
RU2320976C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ КАНТИЛЕВЕРОВ ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2004 |
|
RU2340963C2 |
| КАНТИЛЕВЕР С ВИСКЕРНЫМ ЗОНДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2275591C2 |
| ЛАВИННЫЙ ФОТОДИОД В РЕЖИМЕ СЧЕТЧИКА ГЕЙГЕРА | 2007 |
|
RU2416840C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 1997 |
|
RU2125234C1 |
| КАНТИЛЕВЕР С ОДНОЭЛЕКТРОННЫМ ТРАНЗИСТОРОМ ДЛЯ ЦЕЛЕЙ ЗОНДОВОЙ МИКРОСКОПИИ | 2012 |
|
RU2505823C1 |
| ЗОНД ДЛЯ ЗОНДОВОГО МИКРОСКОПА С ИСПОЛЬЗОВАНИЕМ ПРОЗРАЧНОЙ ПОДЛОЖКИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗОНДА И УСТРОЙСТВО ЗОНДОВОГО МИКРОСКОПА | 2004 |
|
RU2321084C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОДЛОЖКИ НА ОСНОВЕ КАРБИДА КРЕМНИЯ И ПОДЛОЖКА КАРБИДА КРЕМНИЯ | 2018 |
|
RU2756815C2 |
| ТЕСТОВАЯ СТРУКТУРА ДЛЯ ОЦЕНКИ РАДИУСА КРИВИЗНЫ ОСТРИЯ ИГЛЫ КАНТИЛЕВЕРА СКАНИРУЮЩЕЙ ЗОНДОВОЙ МИКРОСКОПИИ | 2006 |
|
RU2335735C1 |
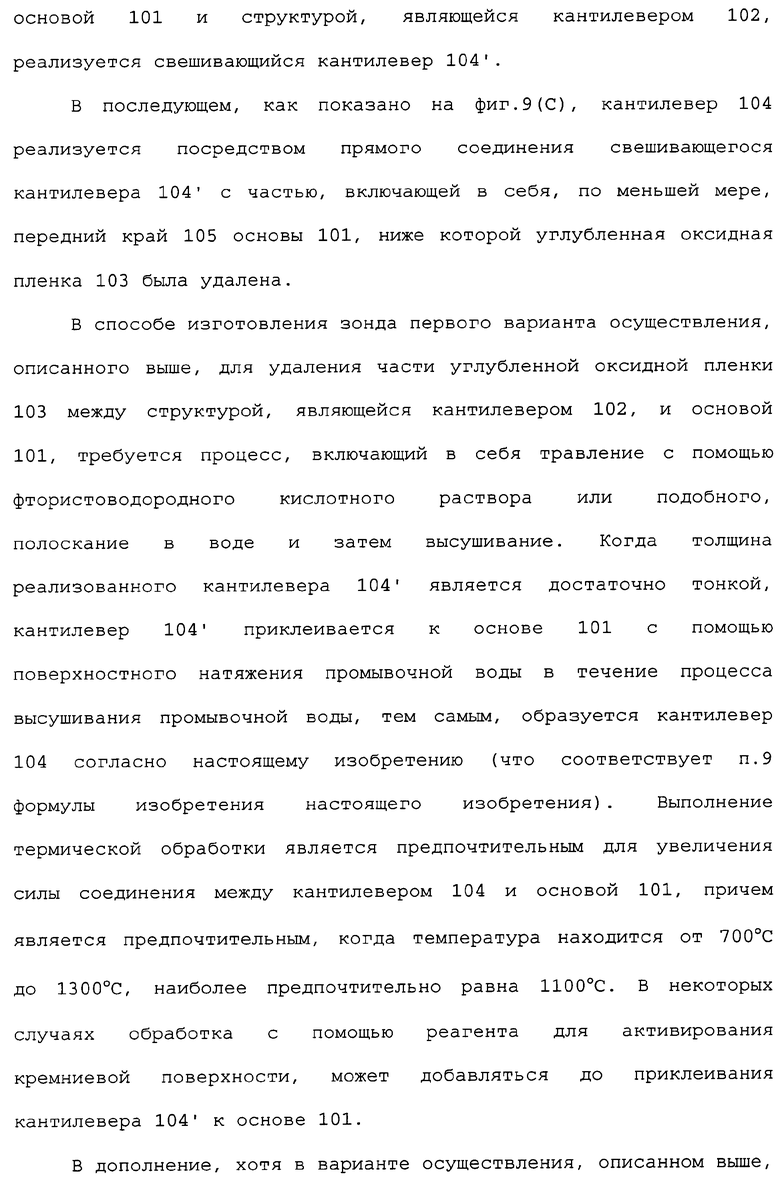
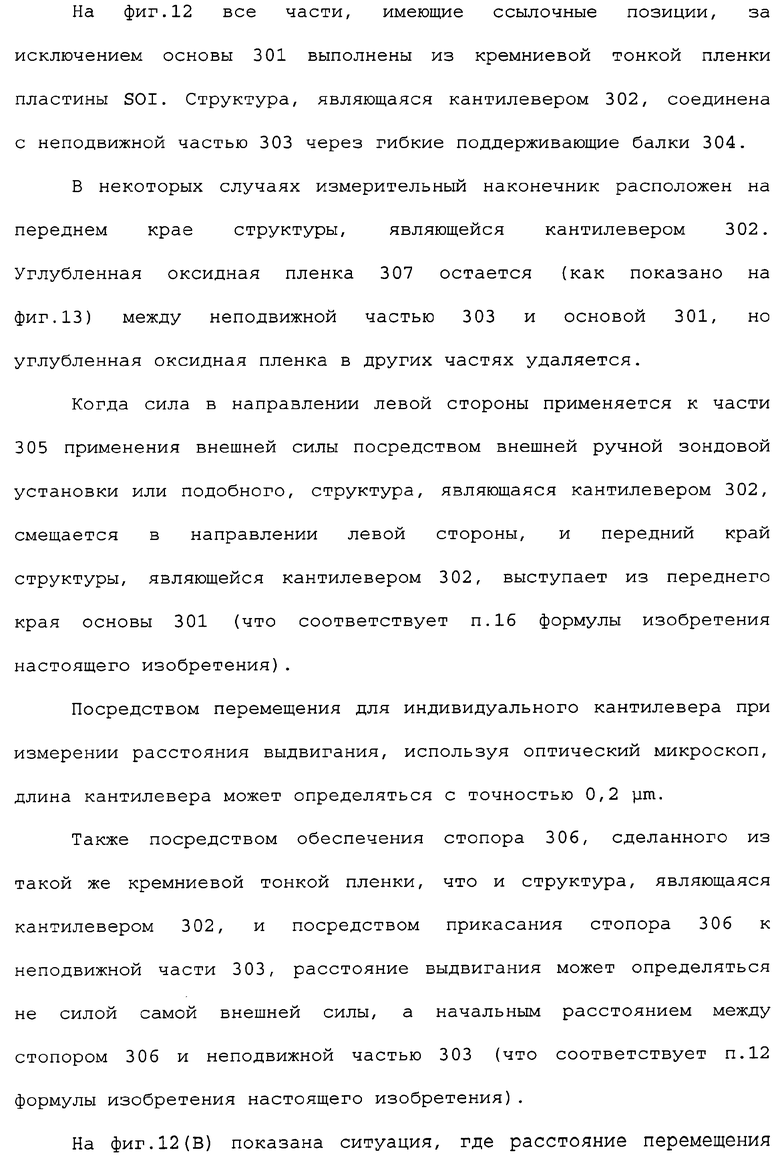
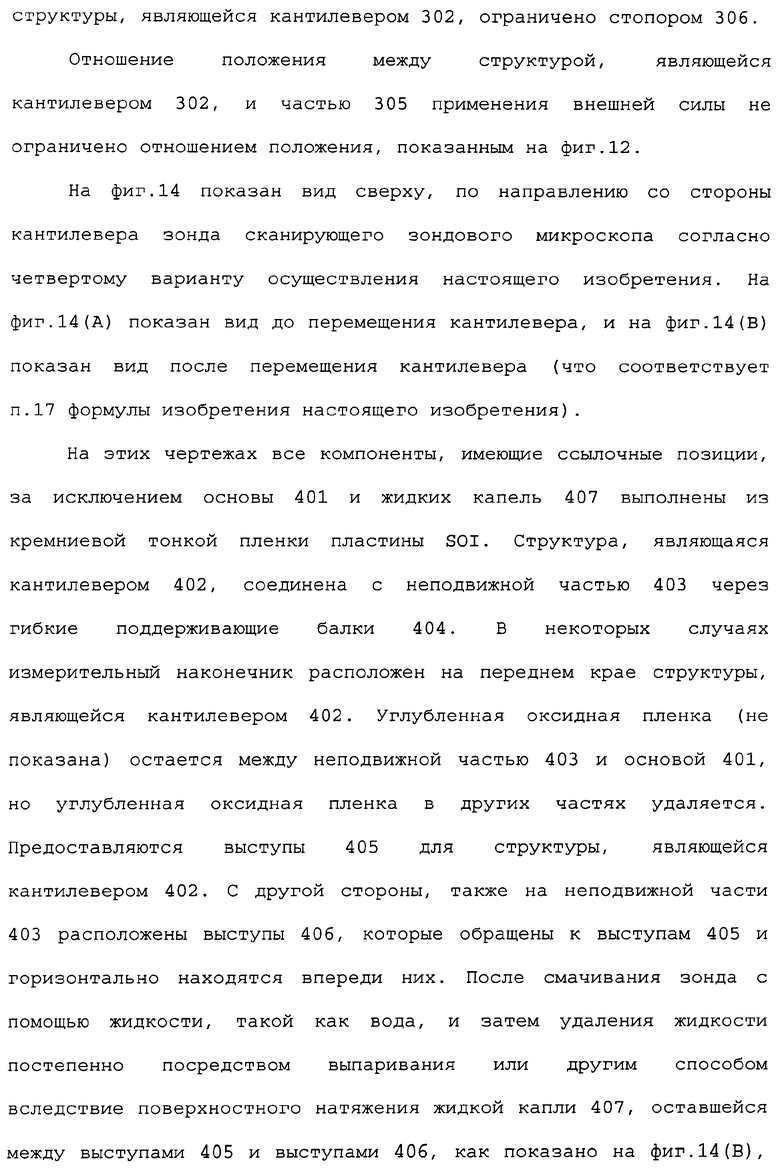
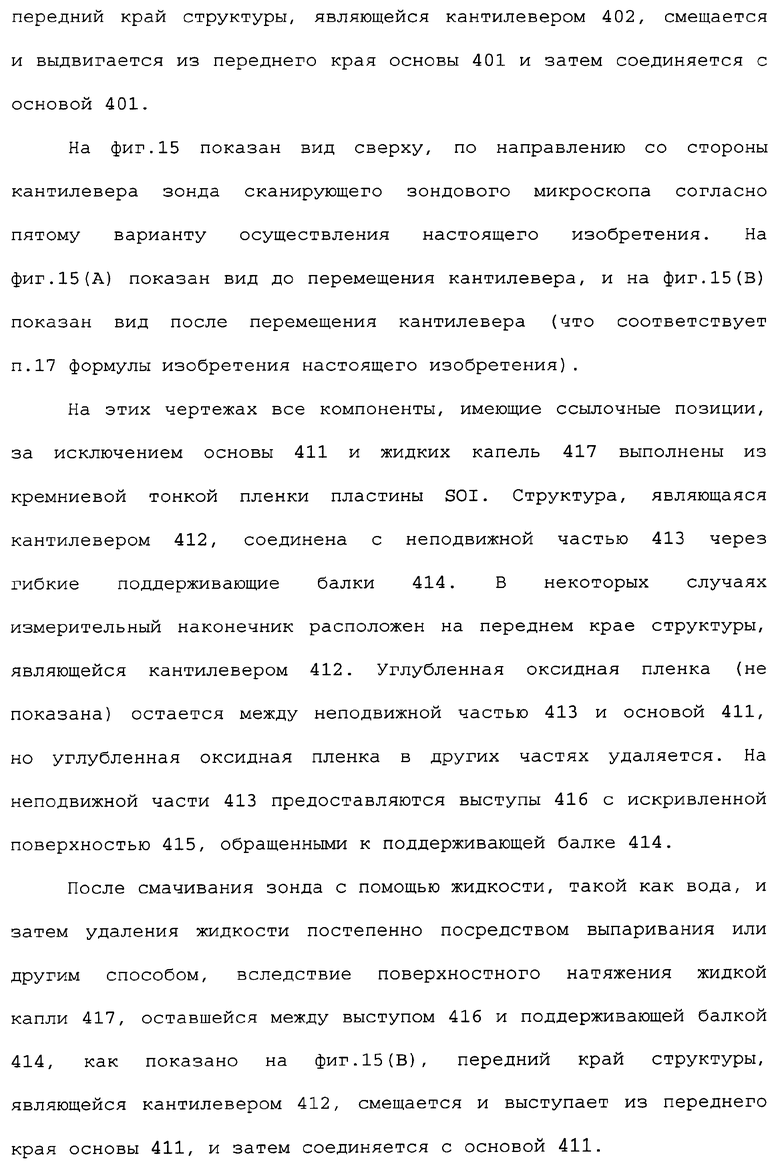
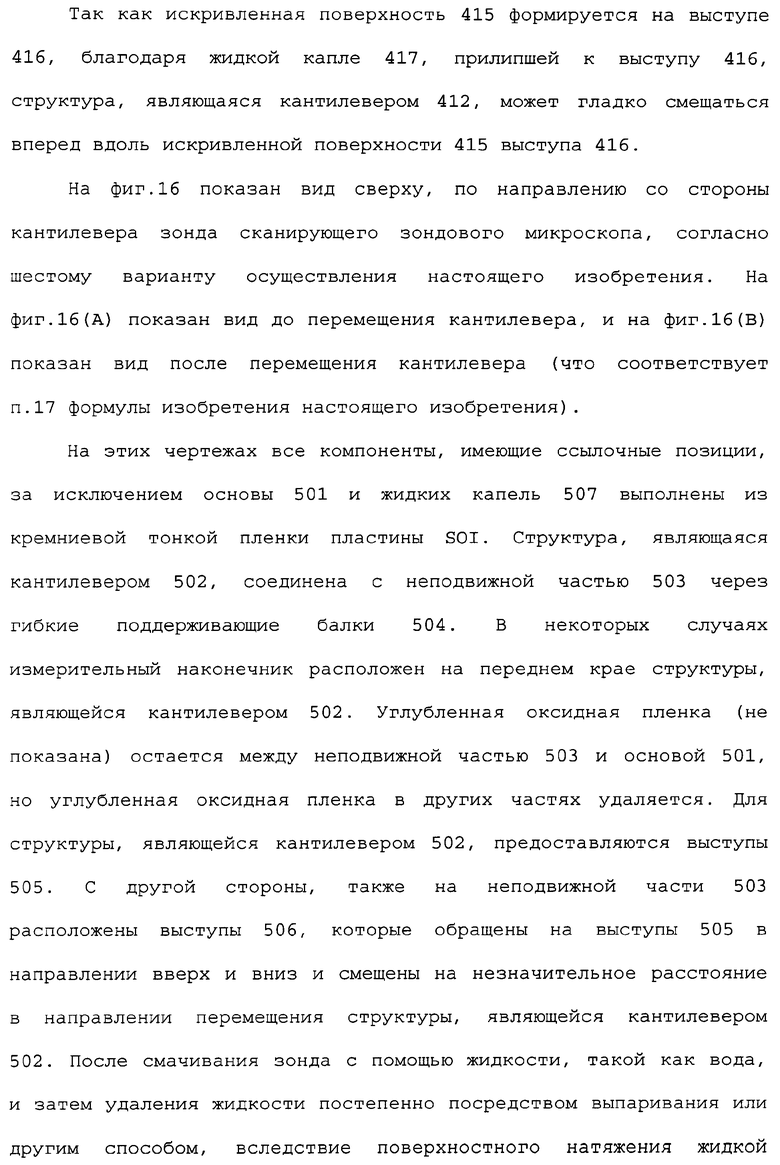
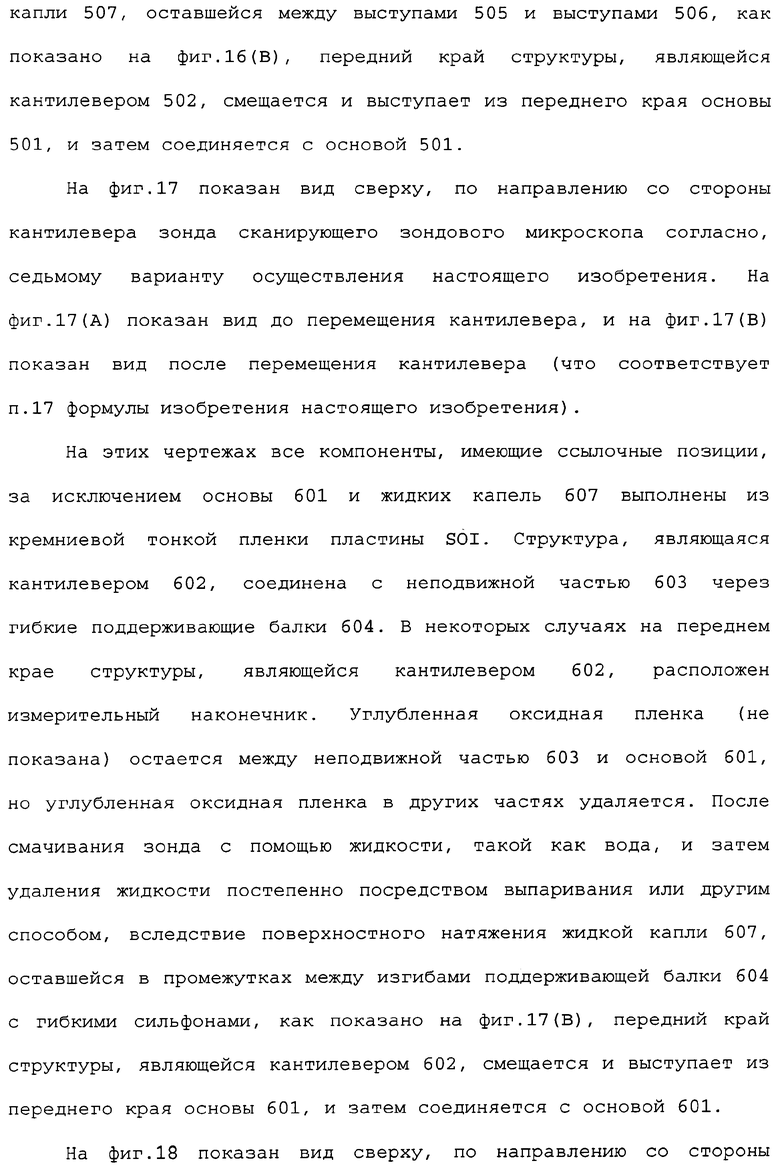
Изобретение относится к механическому осциллятору, который определяет начальную точку кантилевера на переднем крае основы и может определять длину кантилевера без зависимости от точности выравнивания и величины травления, и способу изготовления механического осциллятора. Механический осциллятор, полученный посредством обработки пластины, содержит основу, сформированную из подложки, поддерживающей пластину SOI, и структуру, являющуюся кантилевером, которая выполнена из кремниевой тонкой пленки пластины SOI и горизонтально выдвигается из основы. Часть углубленной оксидной пленки между основой и структурой, являющейся кантилевером, удаляется, и кантилевер, начинающийся от переднего края основы, формируется посредством прямого соединения структуры, являющейся кантилевером, с частью, включающей в себя, по меньшей мере, передний край основы, где углубленная оксидная пленка удаляется. 6 н. и 28 з.п. ф-лы, 32 ил.
1. Механический осциллятор, изготовленный посредством обработки пластины, содержащий кантилевер, имеющий начальную точку на переднем крае основы, причем кантилевер содержит основу, образованную из поддерживающей подложки пластины SOI, и структуру, являющуюся кантилевером, образованным из кремниевой тонкой пленки пластины SOI и выступающим горизонтально из переднего края основы, в котором кантилевер образован посредством этапов удаления части углубленной оксидной пленки между основой и структурой, являющейся кантилевером, и прямого соединения структуры, являющейся кантилевером, с частью, содержащей, по меньшей мере, передний край основы, где углубленная оксидная пленка удаляется.
2. Механический осциллятор по п.1, в котором кантилевер является зондом сканирующего зондового микроскопа.
3. Механический осциллятор по п.1 или 2, который содержит единственный кантилевер.
4. Механический осциллятор по п.1 или 2, который содержит массив кантилеверов, включающий множество кантилеверов.
5. Механический осциллятор по п.4, в котором массив кантилеверов расположен по линии.
6. Механический осциллятор по п.4, в котором массив кантилеверов расположен по окружности круга.
7. Способ изготовления механического осциллятора, изготовленного посредством обработки пластины, отличающийся этапами формирования кантилевера, имеющего начальную точку на переднем крае основы, на которых осуществляют:
формирование основы из поддерживающей подложки пластины SOI, удаление части углубленной оксидной пленки, прикрепленной к основе,
формирование структуры, являющейся кантилевером, поддерживаемым оставшейся углубленной оксидной пленкой,
выдвигание заранее переднего края структуры, являющейся кантилевером, из переднего края основы, и
прямое соединение структуры, являющейся кантилевером, в выдвинутом положении с частью, содержащей, по меньшей мере, передний край основы.
8. Способ изготовления механического осциллятора по п.7, в котором выполняют термическую обработку, для усиления прямого соединения.
9. Способ изготовления механического осциллятора по п.7, в котором прямое соединение между структурой, являющейся кантилевером, и основой выполняют посредством поверхностного натяжения промывочной воды во время высушивания промывочной воды.
10. Способ изготовления механического осциллятора по п.7, в котором прямое соединение между структурой, являющейся кантилевером, и основой выполняют посредством жидкости, имеющей сильное поверхностное натяжение, помещенной между структурой, являющейся кантилевером, и основой.
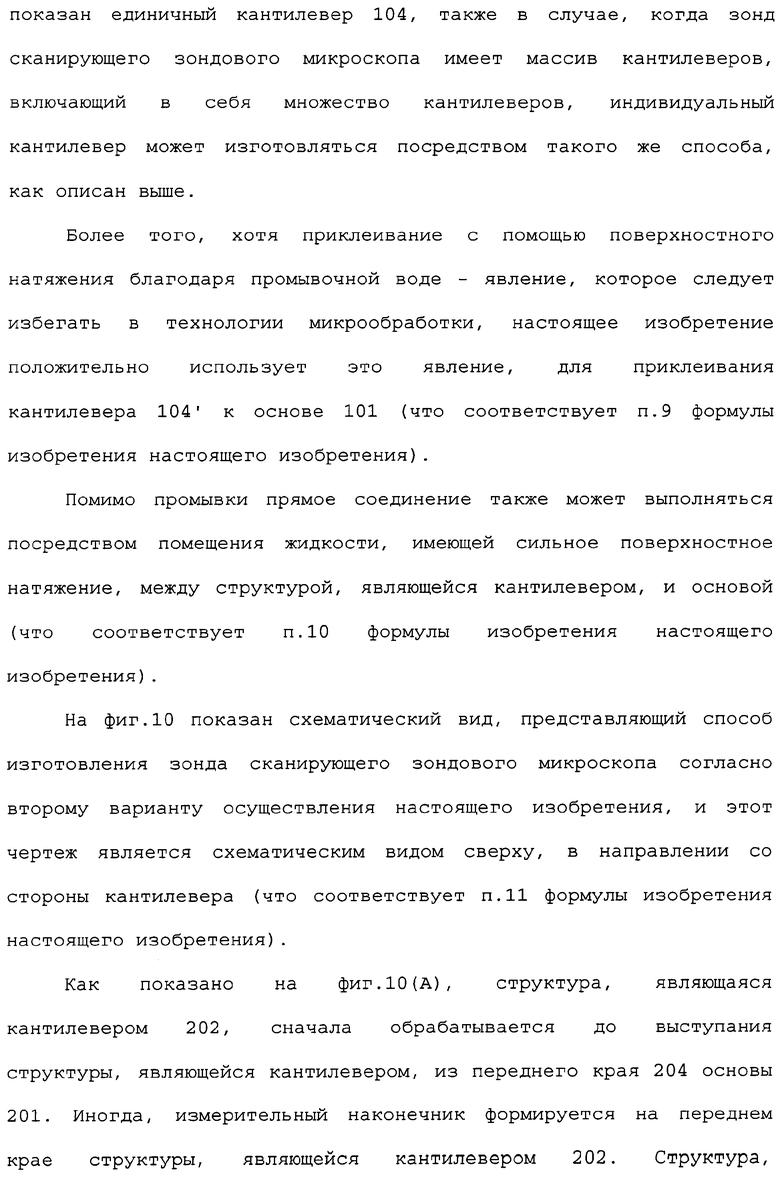
11. Способ изготовления механического осциллятора, изготовленного посредством обработки пластины, отличающийся этапами формирования кантилевера, имеющего начальную точку на переднем крае основы, причем на этапах осуществляют:
формирование основы из поддерживающей подложки пластины SOI, удаление части углубленной оксидной пленки, прикрепленной к основе, формирование структуры, являющейся кантилевером, поддерживаемым оставшейся углубленной оксидной пленкой,
обработку переднего края структуры, являющейся кантилевером, сначала в положении до выдвигания из основы,
выдвигание впоследствии переднего края структуры, являющейся кантилевером, из переднего края основы с помощью средства перемещения, и
прямое соединение кантилевера в выдвинутом положении с частью, содержащей, по меньшей мере, передний край основы.
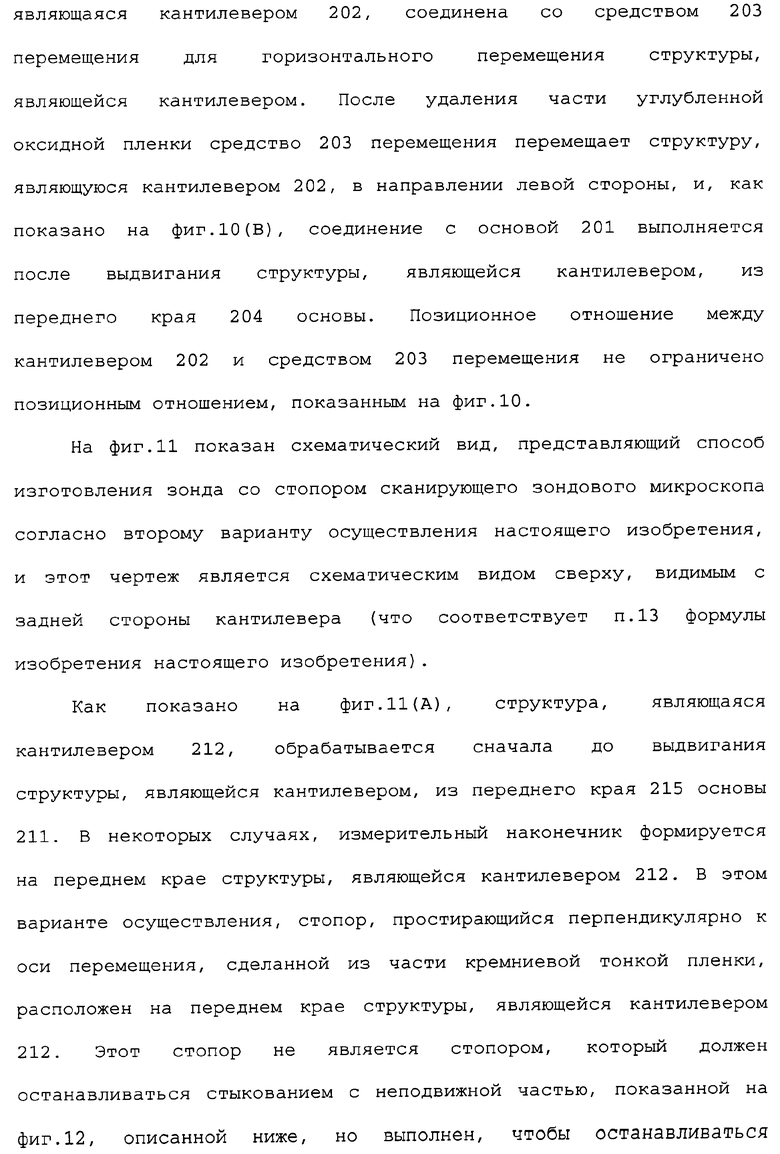
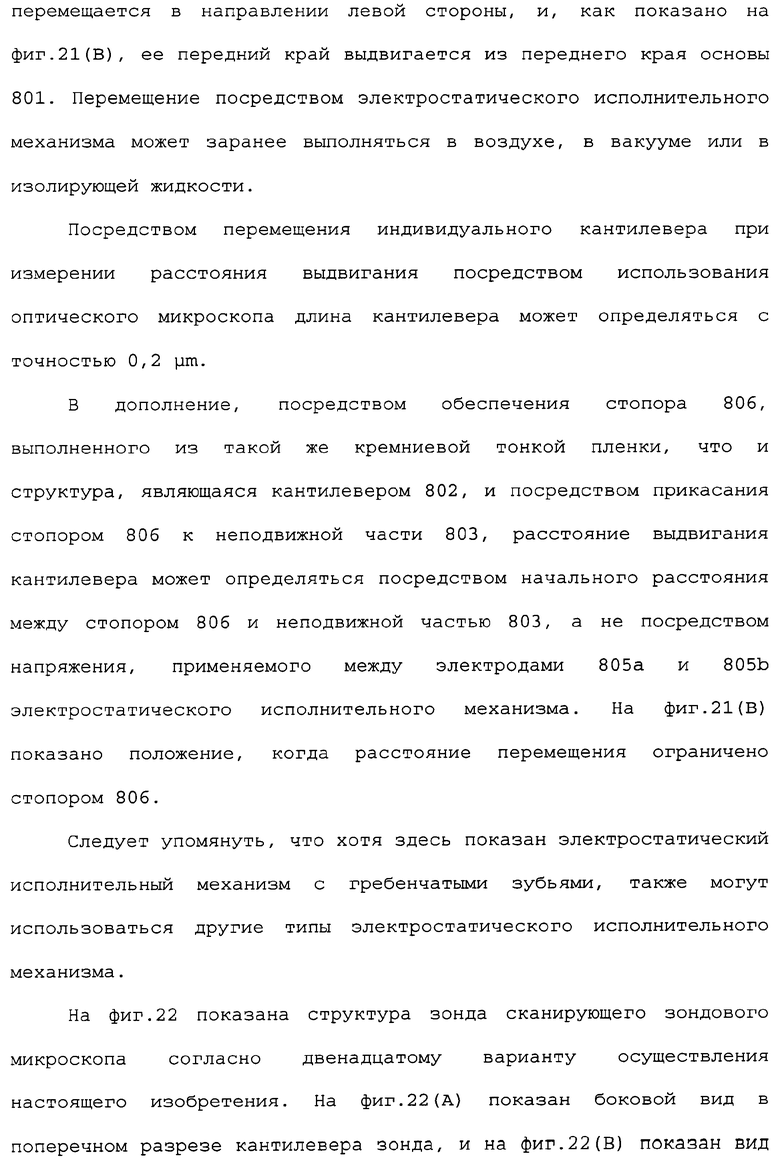
12. Способ изготовления механического осциллятора по п.11, в котором к средству перемещения добавляют стопор.
13. Способ изготовления механического осциллятора по п.12, в котором стопор является стопором благодаря поверхностному натяжению.
14. Способ изготовления механического осциллятора по п.11, в котором прямое соединение между структурой, являющейся кантилевером, и основой выполняют посредством поверхностного натяжения промывочной воды в течение процесса высушивания промывочной воды.
15. Способ изготовления механического осциллятора по п.11, в котором прямое соединение между структурой, являющейся кантилевером, и основой выполняют посредством помещения жидкости, имеющей сильное поверхностное натяжение, между структурой, являющейся кантилевером, и основой.
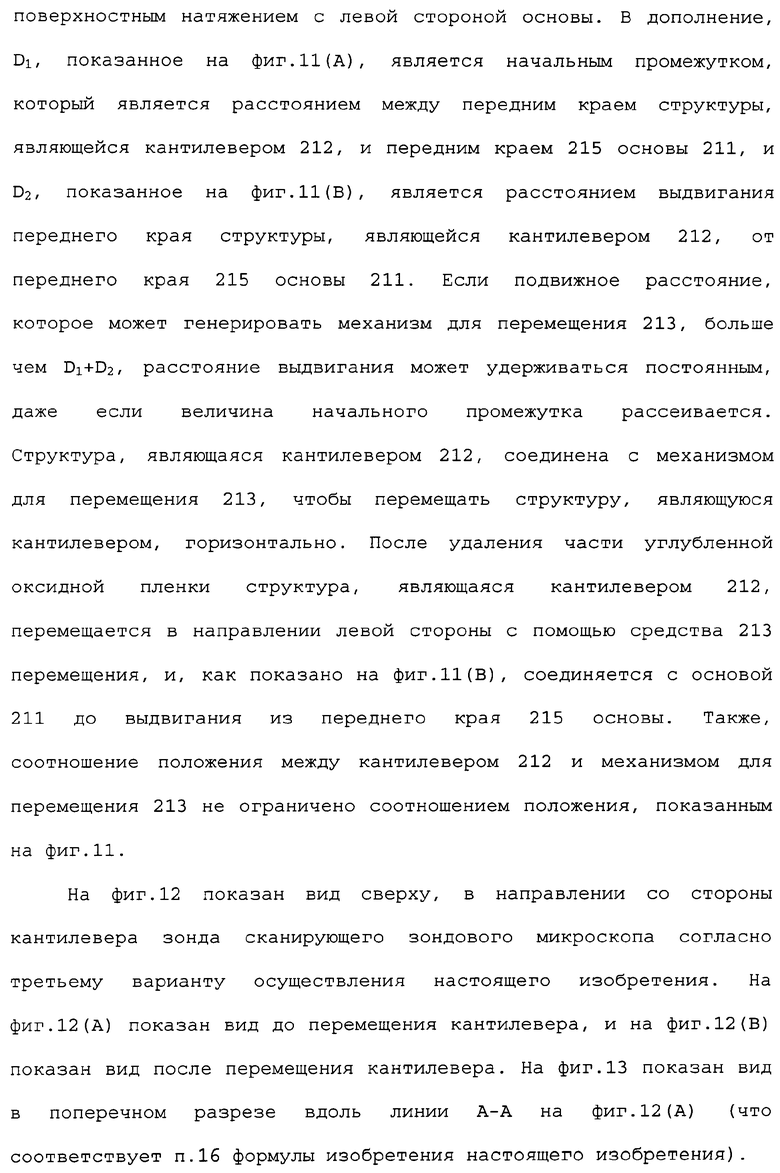
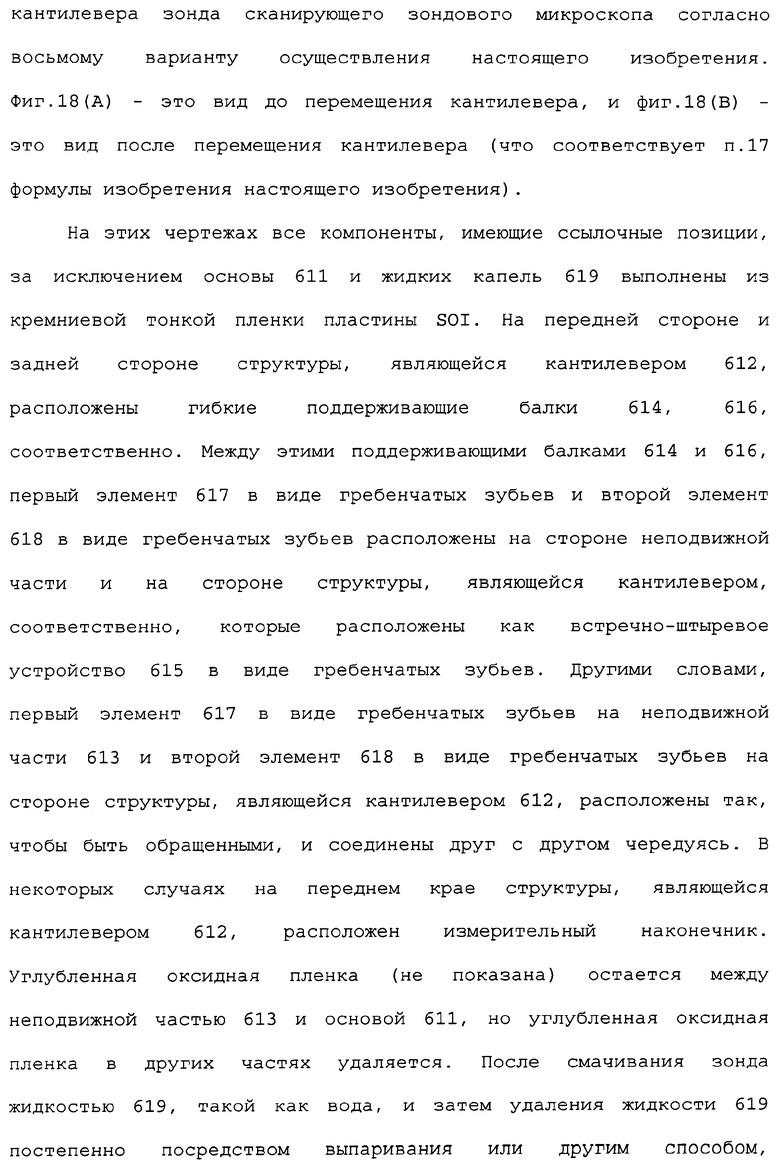
16. Способ изготовления механического осциллятора по п.11 или 12, в котором структуру, являющуюся кантилевером, соединяют с механизмом с гибкостью в горизонтальном направлении, выполненным из такой же кремниевой тонкой пленки, что и эта структура, и средство перемещения перемещает структуру, являющуюся кантилевером, посредством внешней силы.
17. Способ изготовления механического осциллятора по п.11 или 12, в котором структуру, являющуюся кантилевером, соединяют с механизмом с гибкостью в горизонтальном направлении, выполненным из такой же кремниевой тонкой пленки, что и эта структура, и средство перемещения перемещает структуру, являющуюся кантилевером, посредством поверхностного натяжения.
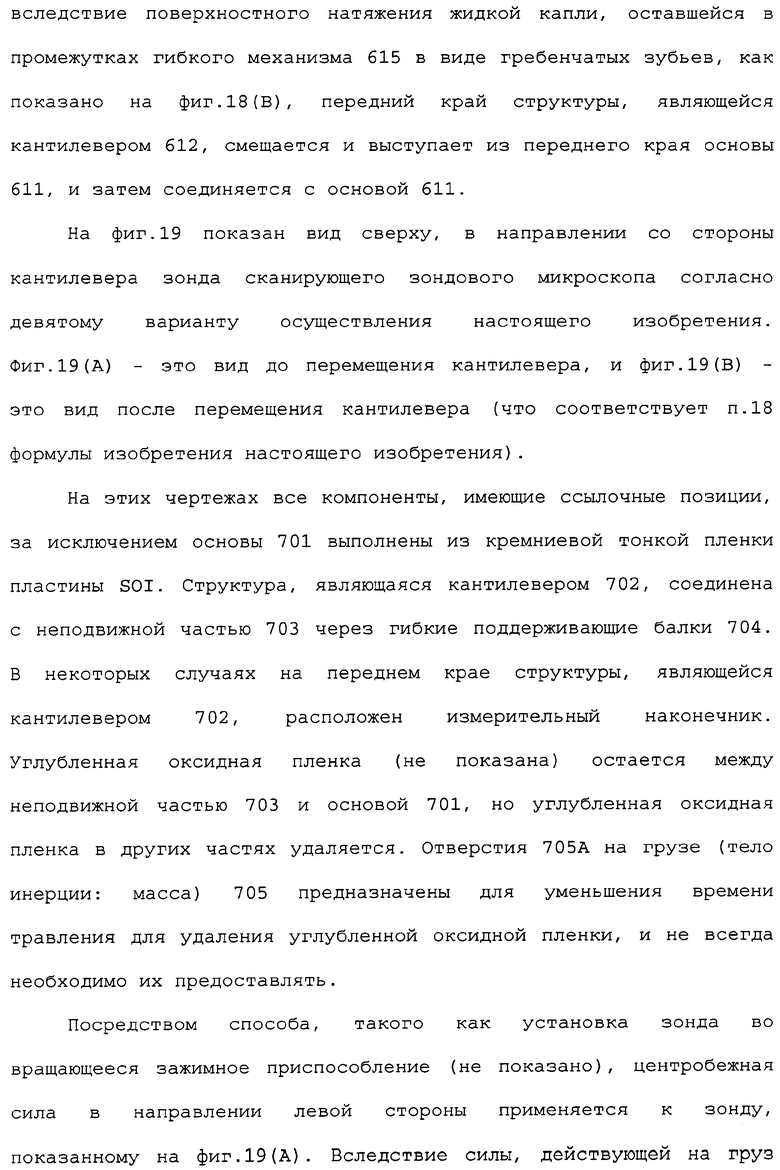
18. Способ изготовления механического осциллятора по п.16, в котором структуру, являющуюся кантилевером, перемещают в горизонтальном направлении посредством центробежной силы.
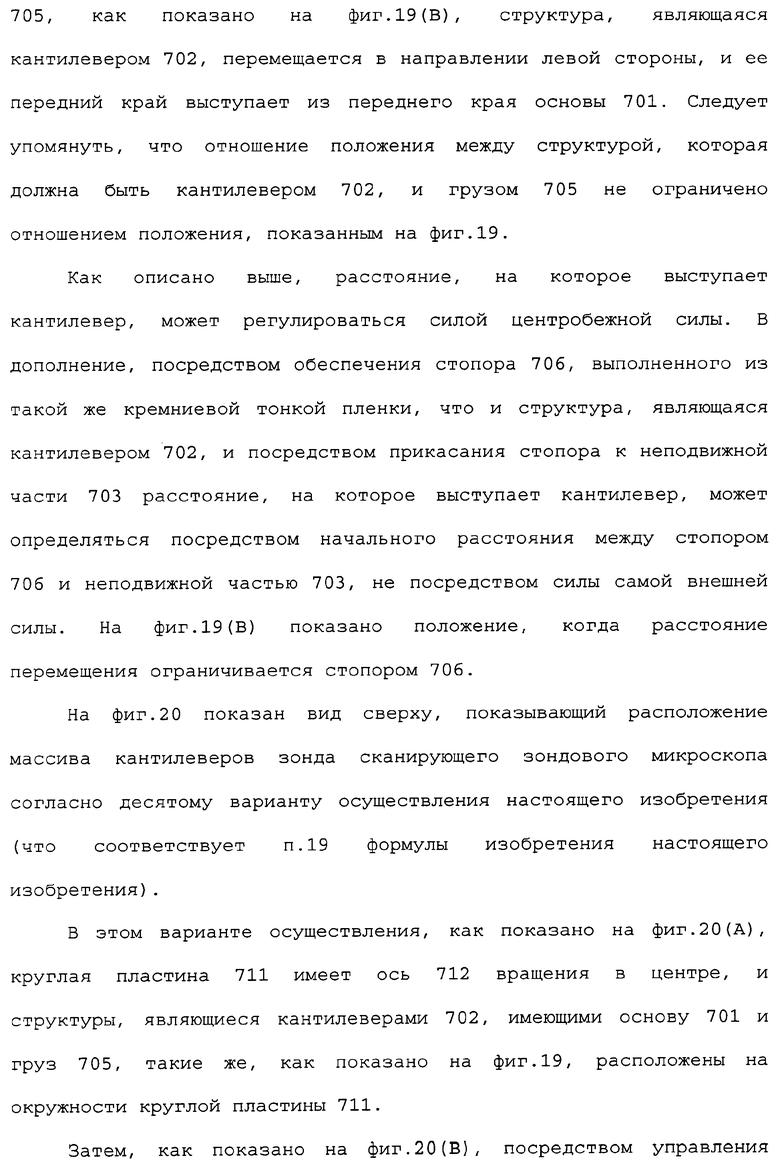
19. Способ изготовления механического осциллятора по п.18, в котором кантилевер размещают вдоль окружности подложки круглой пластины, и применение центробежной силы выполняют посредством вращения подложки.
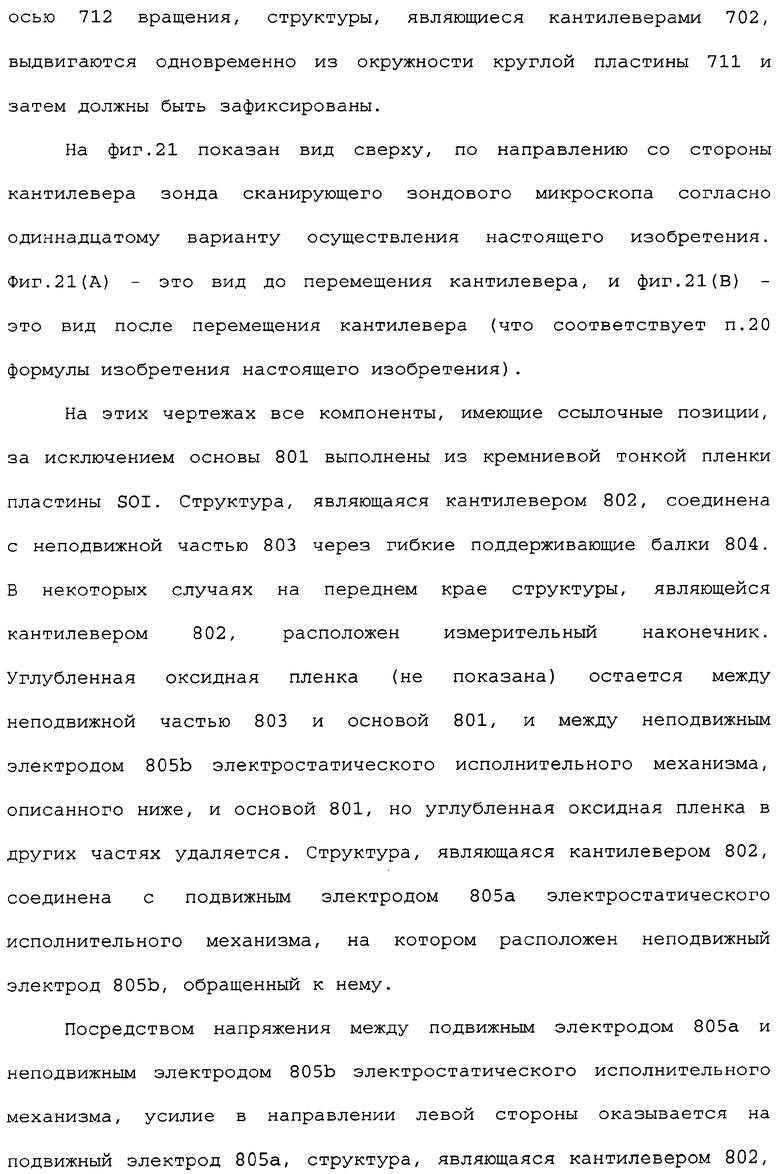
20. Способ изготовления механического осциллятора по п.16, в котором структуру, являющуюся кантилевером, соединяют с электростатическим исполнительным микромеханизмом, выполненным из такой же кремниевой тонкой пленки, что и эта структура, при этом структура, являющаяся кантилевером, деформируется в горизонтальном направлении посредством приведения в действие электростатического исполнительного микромеханизма.
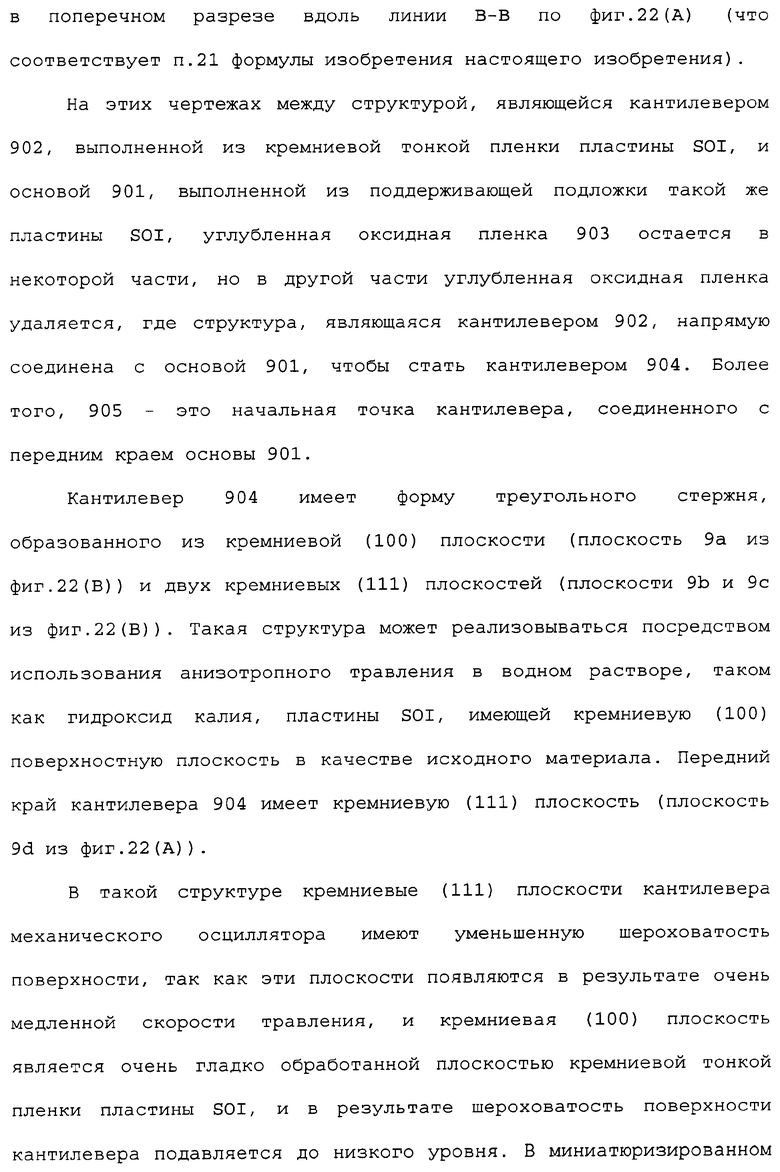
21. Механический осциллятор по п.1 или 2, в котором кантилевер из тонкой проволоки с формой треугольного стержня состоит из двух кремниевых (111) плоскостей и одной кремниевой (100) плоскости, и передний край кантилевера кончается другой кремниевой (111) плоскостью.
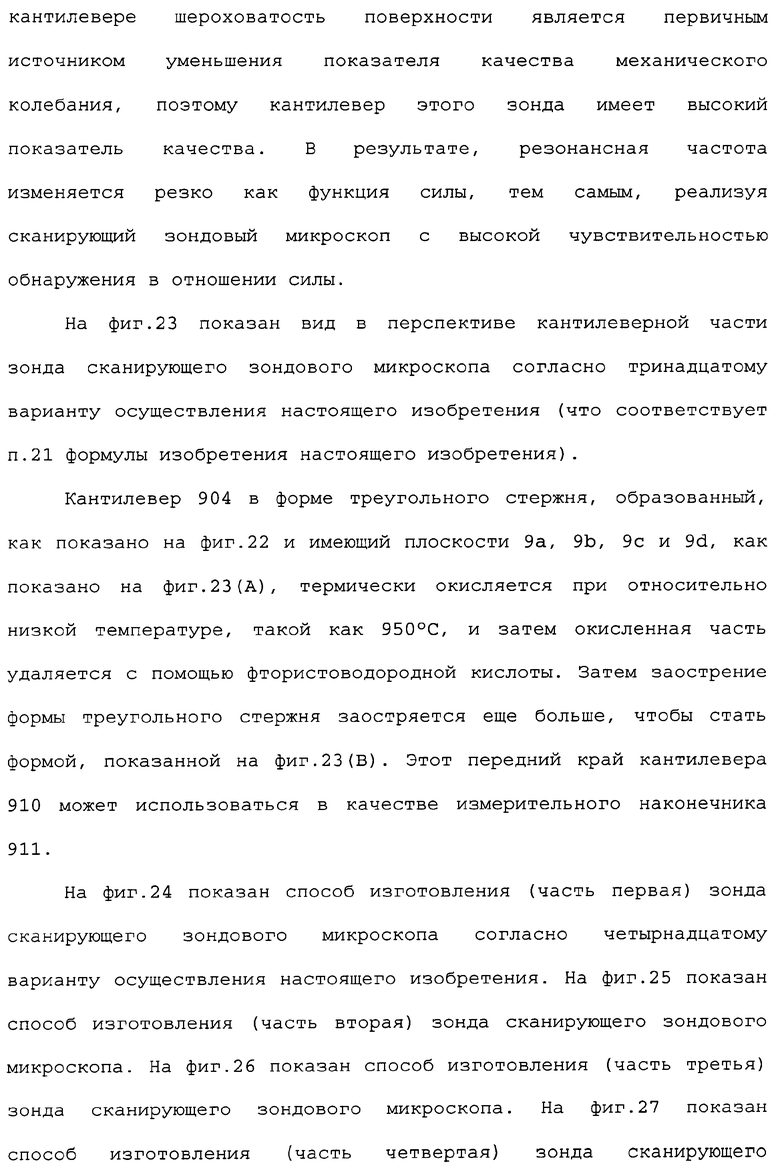
22. Способ изготовления механического осциллятора в соответствии с п.21, отличающийся тем, что
формируют тонкую проволоку в форме треугольного стержня, состоящего из двух кремниевых (111) плоскостей и одной кремниевой (100) плоскости, посредством обработки кремниевой тонкой пленки пластины SOI,
удаляют часть поддерживающей подложки и углубленной оксидной пленки под тонкой проволокой со стороны поддерживающей подложки,
формируют кремниевую (111) плоскость, являющуюся передним краем кантилевера, посредством анизотропного травления тонкой проволоки посредством предоставления травящего раствора из удаленной стороны,
перемещают затем кантилевер для выдвигания из поддерживающей подложки и удаленной части углубленной оксидной пленки с помощью средства перемещения, и
приклеивают кантилевер к основе посредством поверхностного натяжения раствора.
23. Механический осциллятор, изготовленный посредством обработки пластины, отличающийся тем, что содержит двойным образом поддерживаемую балку, имеющую начальную точку на периферии отверстия основы, и содержащий:
основу, образованную из поддерживающей подложки пластины SOI, и структуру, являющуюся двойным образом поддерживаемой балкой, выполненной из кремниевой тонкой пленки пластины SOI и простирающейся над отверстием основы,
в котором двойным образом поддерживаемая балка реализуется этапами удаления части углубленной оксидной пленки между основой и структурой, являющейся двойным образом поддерживаемой балкой, и прямого соединения части структуры, являющейся двойным образом поддерживаемой балкой, с частью, содержащей, по меньшей мере, передний край основы.
24. Механический осциллятор по п.23, в котором двойным образом поддерживаемая балка является осциллятором датчика для измерения массы или силы.
25. Механический осциллятор по п.23 или 24, который содержит единственную двойным образом поддерживаемую балку.
26. Механический осциллятор по п.23 или 24, который содержит массив двойным образом поддерживаемых балок, содержащий множество двойным образом поддерживаемых балок.
27. Способ изготовления механического осциллятора, изготовленного посредством обработки пластины, отличающийся этапами формирования двойным образом поддерживаемой балки, имеющей начальную точку на периферии отверстия основы, причем на этапах осуществляют:
формирование основы из поддерживающей подложки пластины SOI,
формирование структуры, являющейся двойным образом поддерживаемой балкой, выполненной из кремниевой тонкой пленки пластины SOI и простирающейся над отверстием основы,
удаление части углубленной оксидной пленки между основой и структурой, являющейся двойным образом поддерживаемой балкой, и
прямое соединение части структуры, являющейся двойным образом поддерживаемой балкой, с частью, содержащей, по меньшей мере, передний край основы.
28. Способ изготовления механического осциллятора по п.27, в котором выполняют термическую обработку для усиления прямого соединения.
29. Способ изготовления механического осциллятора по п.27, в котором прямое соединение между структурой, являющейся двойным образом поддерживаемой балкой, и основой выполняют с помощью поверхностного натяжения промывочной воды во время высушивания промывочной воды.
30. Способ изготовления механического осциллятора по п.27, в котором прямое соединение между структурой, являющейся двойным образом поддерживаемой балкой, и основой выполняют посредством помещения жидкости, имеющей сильное поверхностное натяжение, между структурой, являющейся двойным образом поддерживаемой балкой, и основой.
31. Способ изготовления механического осциллятора по п.27, в котором структуру, являющуюся двойным образом поддерживаемой балкой, соединяют с основой, пока применяется натяжение.
32. Способ изготовления механического осциллятора по п.27, отличающийся тем, что оставляют натяжение за структурой, являющейся двойным образом поддерживаемой балкой, посредством применения внешней расширяющей силы.
33. Способ изготовления механического осциллятора по п.27, в котором натяжение оставляют за структурой, являющейся двойным образом поддерживаемой балкой, посредством увеличения длины структуры, являющейся двойным образом поддерживаемой балкой, временно посредством термического расширения, и затем возвращения назад к комнатной температуре после соединения с основой.
34. Механический осциллятор по п.23, в котором структура, являющаяся двойным образом поддерживаемой балкой, формы треугольного стержня состоит из двух кремниевых (111) плоскостей и одной кремниевой (100) плоскости.
| US 5883705 А, 16.03.1999 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СКАНИРУЮЩИЙ ЗОНДОВЫЙ МИКРОСКОП С СИСТЕМОЙ АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯ ЗА КАНТИЛЕВЕРОМ | 2002 |
|
RU2227333C1 |

