Изобретение относится к ручному инструменту, а именно к ножницам для резки цанговых пломб при вскрытии товарных вагонов и контейнеров, и может быть дополнительно использовано для резки круглого, квадратного и шестигранного металлического проката с сечением до 50 мм2.
Известны кусачки [1] для резки круглого, квадратного и шестигранного металлического проката, содержащие пару силовых рычагов, пару режущих ножей с выборками для объекта резки и комплект пальцев силовых шарниров для соединения силовых рычагов и режущих ножей между собой.
На каждом из силовых рычагов выполнено по паре отверстий для пальцев силовых шарниров, а на поле каждого режущего ножа - по четыре отверстия, центры которых образуют равнобедренную трапецию, при этом отверстия, связанные одной из диагоналей трапеции, выполнены и виде пазов, ориентированных по ее основаниям и направленных в одну сторону, а выборка для объекта резки выполнена на продольной оси кусачек и перпендикулярна основаниям трапеции.
Такое конструктивное исполнение обеспечивает преобразование качательного движения силовых рычагов в возвратно-поступательное встречное движение режущих ножей без промежуточных звеньев и соответствующую простоту конструкции, но воздействие лезвий режущих ножей на объект резки уравновешивается перпендикулярным давлением образующей поверхности пальцев силовых шарниров на соответствующие поверхности пазов режущих ножей, что при линейном перемещении трущихся поверхностей относительно друг друга приводит к существенным потерям рабочего усилия исполнителя на трение в шарнирных связях кусачек.
Известны саперные ножницы [2] для резки круглого, квадратного, шестигранного и иного металлического проката, содержащие пару идентичных силовых рычагов с симметрично расположенными относительно центра их поворота отверстиями для пальцев силовых шарниров и прорезями, в которых установлена на этих пальцах пара идентичных режущих ножей овальной формы с выборками для объекта резки.
На поле режущих ножей выполнено по два отверстия и два паза, расположенных по продольной оси овала с чередованием «отверстие-паз», что после укладки режущих ножей один на другой обратной стороной с их поворотом вокруг короткой оси овала и установки пальцев силовых шарниров обеспечивает возможность встречного поворота режущих ножей путем воздействия каждого силового рычага на оба режущих ножа одновременно.
Возможность замены линейного перемещения трущихся поверхностей режущих ножей и пальцев силовых шарниров на поворотное, достигаемая такой конструкцией, позволяет существенно снизить потери рабочего усилия исполнителя на трение, однако расположение пары режущих ножей в вилкообразных прорезях силовых рычагов практически исключает возможность выполнения на поле режущих ножей дополнительных выборок для объекта резки.
Кроме того, выполнение концов силовых рычагов, примыкающих к режущим ножам, вилкообразными, являясь функционально необходимым для резки, например, арматуры при разборе завалов после аварий, является излишним при резке цанговых пломб, диаметр которых не более 8 мм, т.к. усилие резания в этом случае в сравнении с резкой арматуры существенно ниже. Так, при уменьшении диаметра объекта резки с 12 мм до 8 мм в 1,5 раза (линейная зависимость) площадь его поперечного сечения уменьшается в 2,25 раза (квадратичная зависимость).
Заявленный объект содержит пару идентичных силовых рычагов с парой отверстий на каждом из них для пальцев силовых шарниров, пару идентичных режущих ножей с выборками для объекта резки, а также отверстиями и дуговыми пазами для связи с силовыми рычагами и между собой посредством боковых накладок и пальцев для встречного их качения относительно друг друга, проходящих через отверстие в одном режущем ноже и дуговой паз в другом.
Режущие ножи выполнены грушевидной формы, выборка для объекта резки выполнена на их кромках с большим радиусом и ориентирована по продольной оси пломбореза в его исходном положении, противоположный конец каждого режущего ножа шарнирно «внахлестку» связан с одним из отверстий своего силового рычага, а в свободные отверстия установлен общий для обоих силовых рычагов палец встречного их качения, при этом на противоположной стороне от оси, проходящей через центры пальцев качения режущих ножей, на их поле выполнено отверстие с зенковкой, формирующей дополнительное кольцевое лезвие для резки коротких кусков проката, например заклепок, совмещающееся с аналогичным отверстием смежного режущего ножа в исходном положении пломбореза и перекрывающееся смежным режущим ножом в конечной стадии резки.
Технические преимущества заявленного объекта по сравнению с прототипом заключаются в следующем:
- выполнение режущих ножей грушевидной формы с выборкой для объекта резки на кромке с большим радиусом, ориентированной по продольной оси пломбореза в его исходном положении, и шарнирной связью «внахлестку» со своим силовым рычагом, который также «внахлестку» связан со смежным силовым рычагом общим шарниром, обеспечивает возможность выполнения на поле режущих ножей дополнительного кольцевого лезвия и позволяет существенно снизить удельную металлоемкость заявленного объекта;
- выполнение на поле режущих ножей на противоположной от выборки для объекта резки стороне оси, проходящей через центры пальцев их встречного качения, отверстий с зенковкой, формирующей дополнительные кольцевые лезвия для резки коротких кусков проката, например заклепок, обеспечивает расширение технологических возможностей и повышает срок службы изделия.
Совокупность указанных технических преимуществ позволяет получить технический результат, заключающийся в снижении удельной металлоемкости пломбореза (отношение его массы к максимальному для него диаметру резки), а также в расширении его технологических возможностей, увеличении срока службы и улучшении его эксплуатационных характеристик.
На чертежах иллюстрируется пломборез, где на фиг.1 показан его общий вид в исходном положении, соответствующем началу резки, на фиг.2 - то же - после разрезания объекта резки, на фиг.3 - разрез по А-А на фиг.1, на фиг.4 - разрез по Б-Б на фиг.1, на фиг.5 - разрез по В-В на фиг.2.
Пломборез содержит пару идентичных силовых рычагов 1 и 2 с парой отверстий 3 и 4 на каждом из них для пальцев 5, 6 и 7 силовых шарниров и пару идентичных режущих ножей 8 и 9 с выборками 10 для объекта резки и отверстиями 11 для пальцев 5 и 6, а также отверстиями 12 и дуговыми пазами 13 для связи режущих ножей 8 и 9 между собой посредством боковых накладок 14 и пальцев их встречного качения 15 и 16, при этом палец 15 проходит через отверстие 12 режущего ножа 8 и дуговой паз 13 режущего ножа 9, а палец 16 - наоборот.
Режущие ножи 8 и 9 выполнены грушевидной формы, выборка 10 для объекта резки выполнена на их кромках 17 с большим радиусом и ориентирована по продольной оси 18 пломбореза в его исходном положении (фиг.1), противоположный конец режущего ножа 8 посредством пальца 5 шарнирно «внахлестку» связан с силовым рычагом 1, противоположный конец режущего ножа 9 аналогично связан с силовым рычагом 2, а свободные смежные отверстия 4 совмещаются и в них установлен общий для обоих силовых рычагов палец 7 их встречного качения. На противоположной стороне от оси 19, проходящей через центры пальцев 15 и 16 качения режущих ножей 8 и 9, на их поле выполнены отверстия 20 с зенковкой, формирующей дополнительные кольцевые лезвия для резки коротких мерных кусков проката, например заклепок, совмещающиеся в исходном положении пломбореза (фиг.1) и перекрывающиеся смежным режущим ножом в конечной стадии резки (фиг.2), при этом при резке стального проката допускается их неполное перекрытие с учетом величины сдвига металла (а фиг.5), составляющей 20-25% диаметра разрезаемого материала.
В исходном положении пломбореза (фиг.1) силовые рычаги 1 и 2 развернуты относительно оси пальца 7 на угол 90°-105°, а режущие ножи 8 и 9 встречно повернуты относительно осей пальцев качения 15 и 16 на 5-6° каждый, что соответствует полному совмещению выборок 10 и отверстий 20 для объекта резки.
После установки разрезаемого материала в совмещенные выборки 10 или отверстия 20 рабочим усилием исполнителя встречно поворачивают рычаги 1 и 2 на сближение (показано стрелками на фиг.1), в результате обращенные к силовым рычагам 1 и 2 концы режущих ножей 8 и 9 расходятся в противоположные стороны (стрелки на фиг.2), а лезвия выборок 10 и отверстий 20, сближаясь, внедряются в материал объекта резки, создавая усилия резанья перпендикулярно его оси и усилия разрыва, действующие по оси объекта резки в противоположные стороны в силу клинообразности заточки лезвий.
По мере внедрения лезвий выборок 10 или отверстий 20 в разрезаемый материал рабочее усилие исполнителя в возрастающей степени тратится на сопротивление его разрыву и в убывающей степени - на увеличение глубины прорези, что приводит к разрыву объекта резки еще до наступления полного прорезания площади его поперечного сечения, т.е. имеет место величина «недореза» металла (а фиг.5), которая колеблется для различных марок стали без термообработки в незначительных пределах, а именно 20-25% от диаметра объекта резки. Эта величина, а следовательно, и углы поворота режущих ножей 8 и 9, а также силовых рычагов 1 и 2 обеспечивается соответствующей длиной дуговых пазов 13. Повторное приведение пломбореза в исходное положение производится разведением силовых рычагов 1 и 2 в противоположные стороны до упора.
Изменение углов полного хода силовых рычагов 1 и 2, и режущих ножей 8 и 9 производят путем замены последних с требуемой длиной дугового паза 13.
Источники информации
1. Описание изобретения к патенту №2266193 от 23.09.2003 г., МПК В26В 17/00.
2. Описание изобретения к патенту Российской Федерации №2286232 от 22.10.2004 г., МПК B23D 29/00, В26В 17/00 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКАТОР КАБЕЛЬНО-САДОВЫЙ | 2006 |
|
RU2337523C2 |
| СЕКАТОР САДОВО-КАБЕЛЬНЫЙ | 2009 |
|
RU2420947C2 |
| СЕКАТОР САДОВО-КАБЕЛЬНЫЙ | 2008 |
|
RU2360401C1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2007 |
|
RU2357839C1 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ РЕЗКИ АРМАТУРЫ | 2006 |
|
RU2358858C2 |
| СЕКАТОР САДОВО-КАБЕЛЬНЫЙ | 2007 |
|
RU2347354C1 |
| РЕЖУЩАЯ ГОЛОВКА | 2008 |
|
RU2379161C1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2005 |
|
RU2334598C2 |
| САПЕРНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286232C2 |
| РУЧНЫЕ КУСАЧКИ | 2003 |
|
RU2266193C2 |
Пломборез выполнен в виде ножниц для резки металлических цанговых пломб и иного круглого, квадратного и шестигранного металлического проката и содержит пару идентичных силовых рычагов с парой отверстий на каждом из них для пальцев силовых шарниров, пару идентичных режущих ножей с выборками для объекта резки, а также отверстиями и дуговыми пазами для связи с силовыми рычагами и между собой, уложенных один на другой обратной стороной и связанных между собой посредством боковых накладок и пальцев их встречного качания, проходящих через отверстие в одном режущем ноже и дуговой паз в другом. Для снижения удельной металлоемкости и расширения технологических возможностей режущие ножи выполнены грушевидной формы, выборка для объекта резки выполнена на их кромках с большим радиусом и ориентирована по продольной оси ножниц в их исходном положении. Противоположный конец каждого режущего ножа шарнирно внахлестку связан с одним из отверстий своего силового рычага, а в свободные смежные отверстия установлен общий для обоих силовых рычагов палец их встречного качания. При этом на противоположной стороне от оси, проходящей через центры пальцев качания режущих ножей, на их поле выполнено отверстие с зенковкой, формирующей дополнительное кольцевое лезвие, совмещенное с аналогичным отверстием смежного режущего ножа в исходном положении ножниц и перекрывающееся смежным режущим ножом в конечной стадии резки. 5 ил.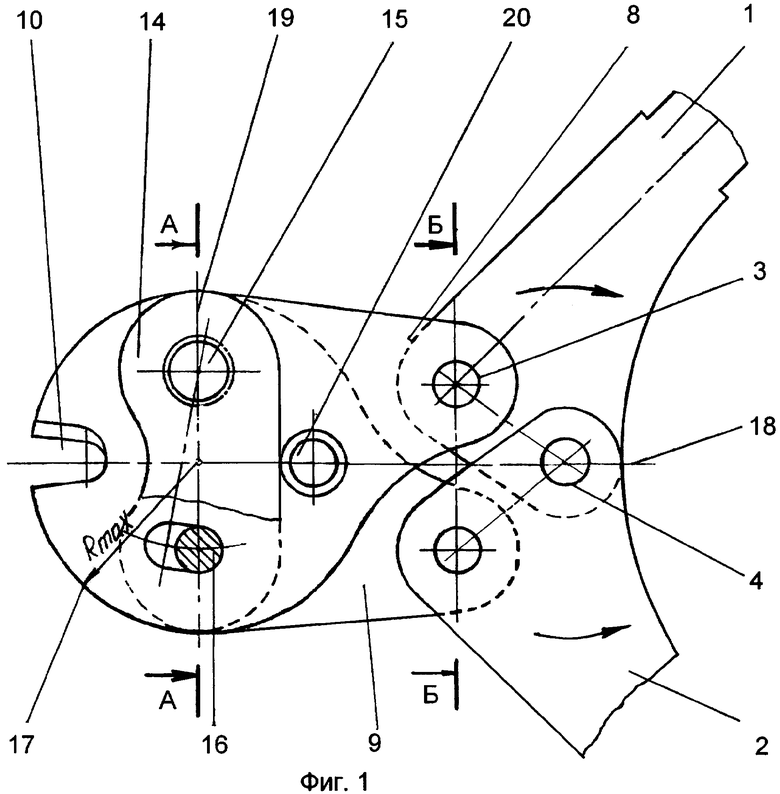
Ножницы для резки металлических цанговых пломб и иного круглого, квадратного и шестигранного металлического проката, содержащие пару идентичных силовых рычагов с парой отверстий на каждом из них для пальцев силовых шарниров, пару идентичных режущих ножей с выборками для объекта резки, а также отверстиями и дуговыми пазами для связи с силовыми рычагами и между собой, уложенных один на другой обратной стороной и связанных между собой посредством боковых накладок и пальцев их встречного качания, проходящих через отверстие в одном режущем ноже и дуговой паз в другом, отличающиеся тем, что режущие ножи выполнены грушевидной формы, выборка для объекта резки выполнена на их кромках с большим радиусом и ориентирована по продольной оси ножниц в их исходном положении, противоположный конец каждого режущего ножа шарнирно внахлестку связан с одним из отверстий своего силового рычага, а в свободные смежные отверстия установлен общий для обоих силовых рычагов палец их встречного качания, при этом на противоположной стороне от оси, проходящей через центры пальцев качания режущих ножей, на их поле выполнено отверстие с зенковкой, формирующей дополнительное кольцевое лезвие, совмещенное с аналогичным отверстием смежного режущего ножа в исходном положении ножниц и перекрывающееся смежным режущим ножом в конечной стадии резки.
| САПЕРНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286232C2 |
| Ручные кусачки | 1974 |
|
SU512907A2 |
| Ручные ножницы для резки проволоки | 1980 |
|
SU977118A1 |
| РУЧНЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОВОЛОКИ | 1994 |
|
RU2074056C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОТА ИЗ ЗЕМЛЯНИКИ | 2010 |
|
RU2419314C1 |

