Изобретение относится к ручному инструменту, а именно к ножницам для резки металлических прутков, в том числе круглого, квадратного и шестигранного поперечного сечения, и может быть использовано для резки арматуры на строительных площадках, на разборе завалов при аварийных ситуациях, на металлобазах и других объектах.
Известны ножницы для резки металлических прутков [1], содержащие пару шарнирно связанных между собой в средней части посредством корпусных деталей режущих ножей, одноименные концы которых через шатуны связаны с парой силовых рычагов, в которых заданное положение режущих ножей относительно силовых рычагов поддерживается наличием в конструкции тяг и плавающего штифта, перемещающегося в соответствующих пазах, выполненных в корпусных деталях.
Совокупность приведенных признаков известного технического решения обеспечивает возможность резки металлических прутков, но конструкция сложна и металлоемка.
Известны клещи-кусачки [2], содержащие пару режущих ножей, шарнирно связанных между собой в средней части посредством боковых накладок с силовыми шарнирами, и спаренные силовые рычаги, шарнирно связанные с режущими ножами, между которыми в зоне их взаимного контакта в обращенных друг к другу полуцилиндрических выборках установлен цилиндрический сухарь, а свободные концы режущих ножей выполнены с губками, имеющими двустороннюю заточку, образующую лезвие.
Обеспечение работоспособности клещей-кусачек в бескорпусном исполнении без дополнительных тяг и шатунов существенно упрощает конструкцию и снижает металлоемкость известного объекта, однако соприкосновение лезвий губок режущих ножей после полного разрезания материала без зазора предопределяет недоиспользование рабочего хода рукояток силовых рычагов и соответствующее снижение коэффициента передачи рабочего усилия на губки режущих ножей, т.к. при резке любого проката по мере углубления лезвий ножей в металл необходимое усилие резания возрастает, а необходимое усилие разрыва снижается, и в момент, когда первое становится больше второго, происходит разрыв объекта резки, резкое возрастание скорости холостого хода рукояток силовых рычагов до упора и существенный динамический удар, в частности, по элементам шарнирных связей устройства.
Кроме того, выполнение лезвий губок режущих ножей и граней боковых накладок прямолинейными ограничивает возможность сближения осей силовых шарниров режущих ножей и объекта резки, что также ограничивает возможность повышения коэффициента передачи рабочего усилия на объект.
Заявленный «инструмент для резки металлических прутков» содержит пару режущих ножей, шарнирно связанных между собой в средней части посредством боковых накладок с силовыми шарнирами, и спаренные силовые рычаги, шарнирно связанные с режущими ножами, при этом режущие ножи выполнены с расположенными в средней части в зоне их взаимного контакта и обращенными друг к другу полуцилиндрическими выборками, в которых установлен цилиндрический сухарь для исключения взаимного смещения режущих ножей относительно друг друга в продольном направлении, ограниченный от смещения в осевом направлении боковыми накладками, а свободные концы режущих ножей выполнены с губками, имеющими двустороннюю заточку, образующую лезвие.
Лезвия губок режущих ножей выполнены дугообразными вогнутыми и обращены в паре режущих ножей друг к другу с образованием линзообразного зазора, максимальная величина которого превышает 1/4 и меньше 1/3 диаметра разрезаемого материала, а боковые накладки выполнены с расположенными на их гранях сегментообразными выборками, ориентированными выпуклостью в сторону их продольной оси, проходящей через центры силовых шарниров.
Технические преимущества заявленного объекта по сравнению с прототипом заключаются в следующем:
- выполнение лезвий губок режущих ножей дугообразными и в паре обращенными друг к другу обеспечивает возможность создания между лезвиями необходимого зазора при полном сведении рукояток силовых рычагов в конечное положение после углубления лезвий режущих ножей в металл объекта резки в начале его сдвига, что позволяет существенно увеличить усилие резания на губках режущих ножей и свести до минимума величину холостого хода для силовых рычагов и динамический удар по элементам шарнирных связей устройства;
- наличие дуговых вогнутостей па лезвиях губок режущих ножей в совокупности с сегментообразными выборками на боковых гранях боковых накладок, обращенными выпуклостью в сторону их продольной оси, проходящей через центры силовых шарниров, обеспечивает максимальное приближение оси объекта резки к осям шарнирных сопряжений режущих ножей и боковых накладок.
Совокупность указанных технических преимуществ позволяет получить технический результат, заключающийся в увеличении диаметра объекта резки при той же длине силовых рычагов и прежнем мускульном усилии исполнителя, а также равномерности процесса резки без динамических ударов по шарнирам устройства.
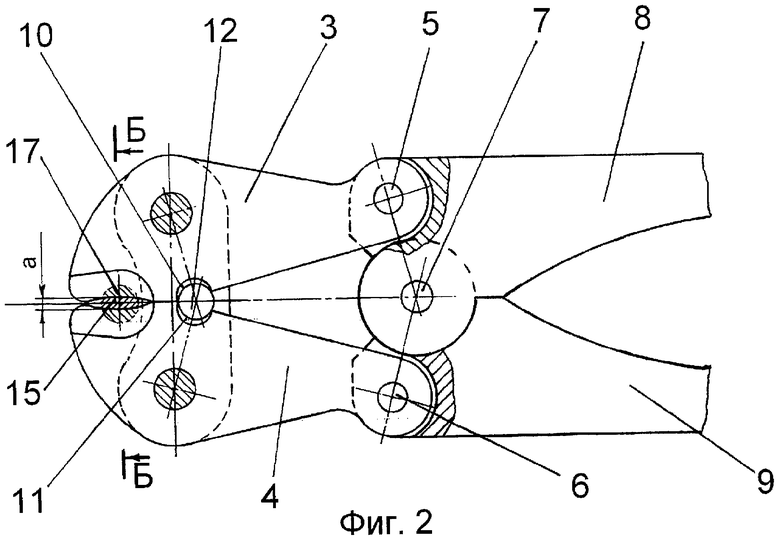
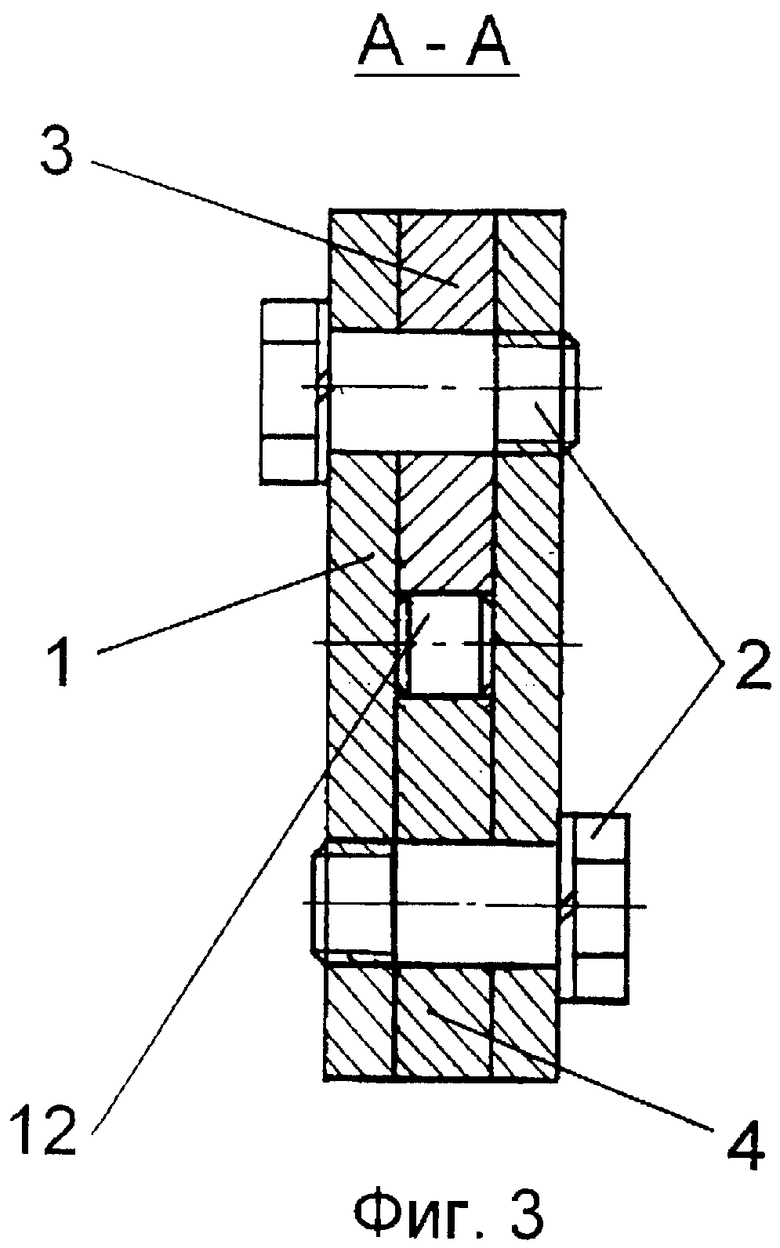
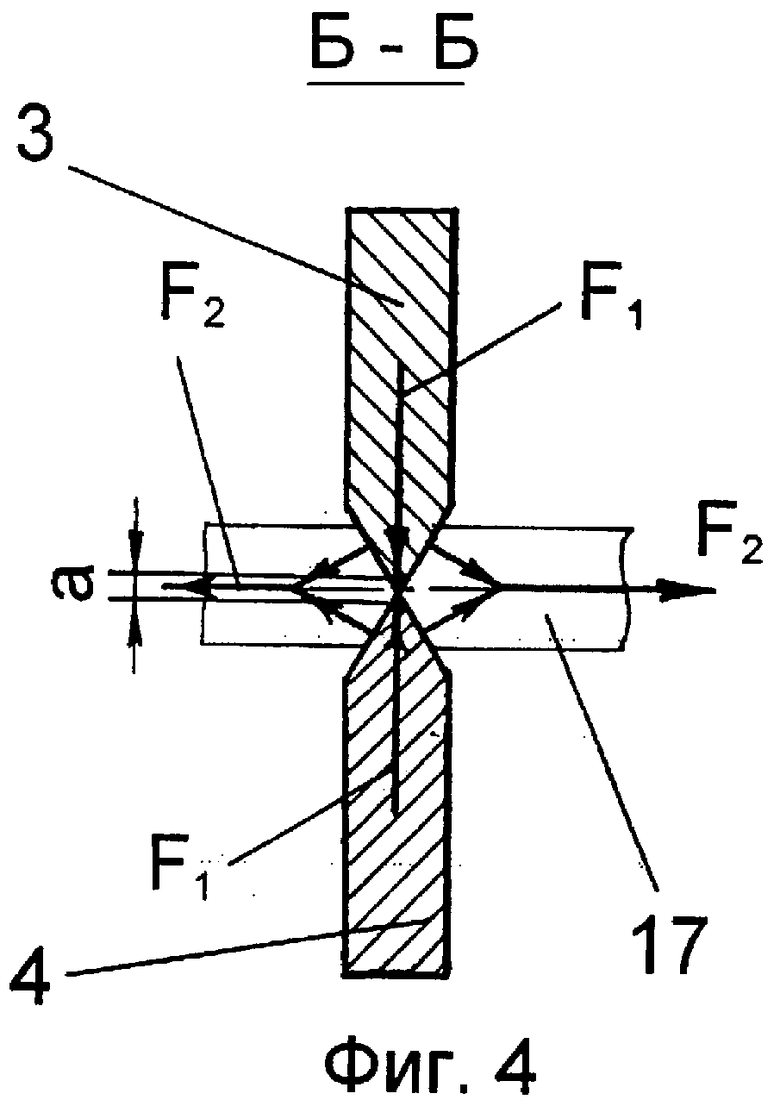
На приведенных чертежах иллюстрируется инструмент для резки металлических прутков, где на фиг.1 показан его общий вид в исходном положении в начале резки, на фиг.2 - то же, после окончания резания, на фиг.3 - разрез по А-А на фиг.1 по осям шарнирных сопряжений режущих ножей и боковых накладок и на фиг.4 - разрез по Б-Б на фиг.2 по оси объекта резки.
Болторез для резки преимущественно круглого металла содержит пару шарнирно связанных между собой в средней части посредством боковых накладок 1 и пальцев 2 режущих ножей 3 и 4, одноименные концы которых посредством шарниров 5 и 6 связаны со спаренными шарниром 7 силовыми рычагами 8 и 9, приводимыми в движение мускульной силой исполнителя.
В средней части режущих ножей 3 и 4 в зоне их взаимного контакта в обращенных друг к другу полуцилиндрических выборках 10 и 11 установлен цилиндрический сухарь 12, исключающий их смещение относительно друг друга в продольном направлении и ограниченный от смещения в осевом направлении боковыми накладками 1, а на свободных концах режущих ножей 3 и 4 выполнены губки 13 и 14 с двусторонней или иной заточкой.
Лезвия губок 13 и 14 режущих ножей 3 и 4 выполнены дугообразными вогнутыми и, будучи обращенными в паре режущих ножей друг к другу, образуют линзообразный зазор 15 в максимальном значении меньше трети и больше четверти диаметра объекта резки, что принято на основе исследования характера поверхности среза объекта резки при продолжительном применении прототипа по его прямому назначению. Так, при резке стального круга d=10 мм марок стали 10-45, след резания с обеих сторон объекта резки примерно при равном значении составлял 3,7-3,4 мм, а остальная часть материала подверглась разрыву под действием усилий разрыва F2 и F3 (фиг.4), что предопределяет величину зазора a (фиг.1 и 4) 2,6-3,2 мм или меньше трети и больше четверти объекта резки.
На длинных гранях боковых накладок 1 выполнены сегментообразные выборки 16, ориентированные выпуклостью в сторону их продольной оси, проходящей через центры пальцев силовых шарниров 2.
После разведения силовых рычагов 8 и 9 в исходное положение (фиг.1) и соответствующего разведения губок 13 и 14 в образовавшийся зев между ними вставляют объект резки 17 до упора и начинают процесс резания путем поворота силовых рычагов 8 и 9 в обратном направлении на сближение, в результате чего под действием усилий F1 (фиг.4) навстречу лезвия губок внедряются в металл объекта резки, разрезая его и одновременно растягивая в противоположные стороны от плоскости резания под действием усилий F2 и F3 за счет клина губок.
По мере углубления лезвий губок 13 и 14 режущих ножей 3 и 4 в металл объекта резки 17 усилия F1 в возрастающей степени тратятся на сопротивление его разрыву и в убывающей степени - на увеличение глубины прорези, что приводит к разрыву объекта резки еще до наступления полного прорезания площади его сечения, т.е. имеет место величина «недореза» металла, которая колеблется для различных марок стали без термообработки в незначительных пределах, а именно - 6-8 процентов от диаметра объекта резки.
Благодаря дугообразности лезвий губок 13 и 14 общий угол их раскрытия в зоне контакта с объектом резки 17 меньше, чем при прямолинейных лезвиях, и объект резки не выталкивается из зева между губками, а по мере их схождения увлекается на сближение с осями пальцев 5 и 6 силовых шарниров, причем наличие сегментообразных выборок 16 на длинных гранях боковых накладок 1 не препятствует этому сближению, чем обеспечивается существенный рост усилий F1 на конечной стадии резки.
Источники информации
1. Описание изобретения к авторскому свидетельству СССР №1326397 от 26.12.85 г., кл. В23D 29/00.
2. Описание изобретения к патенту РФ №2190507 от 12.05.2002 г., кл. В23D 29/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2007 |
|
RU2357839C1 |
| РЕЖУЩАЯ ГОЛОВКА | 2008 |
|
RU2379161C1 |
| СЕКАТОР САДОВО-КАБЕЛЬНЫЙ | 2007 |
|
RU2347354C1 |
| СЕКАТОР САДОВО-КАБЕЛЬНЫЙ | 2008 |
|
RU2360401C1 |
| ПЛОМБОРЕЗ | 2007 |
|
RU2354513C1 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ РЕЗКИ АРМАТУРЫ | 2006 |
|
RU2358858C2 |
| СЕКАТОР КАБЕЛЬНО-САДОВЫЙ | 2006 |
|
RU2337523C2 |
| СЕКАТОР САДОВО-КАБЕЛЬНЫЙ | 2009 |
|
RU2420947C2 |
| КЛЕЩИ-КУСАЧКИ | 2000 |
|
RU2190507C2 |
| САПЕРНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286232C2 |
Изобретение относится к ручному инструменту и может быть использовано для резки болтов, цанговых пломб и иного металла. Инструмент содержит пару режущих ножей и спаренные силовые рычаги. Режущие ножи выполнены с расположенными в средней части в зоне их взаимного контакта и обращенными друг к другу полуцилиндрическими выборками. В указанных выборках установлен цилиндрический сухарь для исключения взаимного смещения режущих ножей относительно друг друга в продольном направлении, ограниченный от смещения в осевом направлении боковыми накладками. Режущие ножи шарнирно связаны между собой в средней части посредством боковых накладок с силовыми шарнирами. Свободные концы режущих ножей выполнены с губками, имеющими двустороннюю заточку, образующую лезвие. Спаренные силовые рычаги шарнирно связаны с режущими ножами. Лезвия губок режущих ножей выполнены дугообразными вогнутыми и обращены в паре режущих ножей друг к другу с образованием линзообразного зазора, максимальная величина которого превышает 1/4 и меньше 1/3 диаметра разрезаемого материала. Боковые накладки выполнены с расположенными на их гранях сегментообразными выборками, ориентированными выпуклостью в сторону их продольной оси, проходящей через центры силовых шарниров. В результате обеспечивается увеличение диаметра объекта резки и равномерность процесса резки. 4 ил.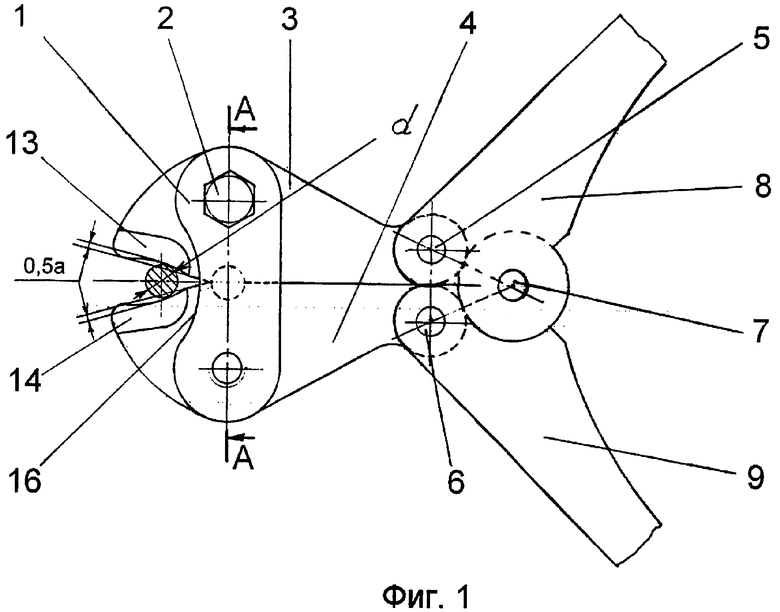
Инструмент для резки металлических прутков, содержащий пару режущих ножей, шарнирно связанных между собой в средней части посредством боковых накладок с силовыми шарнирами, и спаренные силовые рычаги, шарнирно связанные с режущими ножами, при этом режущие ножи выполнены с расположенными в средней части в зоне их взаимного контакта и обращенными друг к другу полуцилиндрическими выборками, в которых установлен цилиндрический сухарь для исключения взаимного смещения режущих ножей относительно друг друга в продольном направлении, ограниченный от смещения в осевом направлении боковыми накладками, а свободные концы режущих ножей выполнены с губками, имеющими двустороннюю заточку, образующую лезвие, отличающийся тем, что лезвия губок режущих ножей выполнены дугообразными вогнутыми и обращены в паре режущих ножей друг к другу с образованием линзообразного зазора, максимальная величина которого превышает 1/4 и меньше 1/3 диаметра разрезаемого материала, а боковые накладки выполнены с расположенными на их гранях сегментообразными выборками, ориентированными выпуклостью в сторону их продольной оси, проходящей через центры силовых шарниров.
| КЛЕЩИ-КУСАЧКИ | 2000 |
|
RU2190507C2 |
| Ножницы для резки металлических прутков | 1985 |
|
SU1326397A1 |
| Ручные ножницы для резки проволоки | 1991 |
|
SU1819733A1 |
| Ножницы для разрезания круглых металлических элементов | 1974 |
|
SU534176A3 |
| Способ газового обжига рудотопливных окатышей | 1980 |
|
SU1002380A1 |
| ДРЕНАЖНЫЙ ФИЛЬТР | 2008 |
|
RU2411056C2 |

