Изобретение относится к индукционному нагреву металлических изделий, например труб, и может быть использовано для местного нагрева трубопроводов при сварке и изолировании стыков труб.
Известны устройства для индукционного нагрева, представляющие собой гибкий кабель-индуктор, который наматывают на участок трубы, подлежащий нагреву (А.Б.Кувалдин. Низкотемпературный индукционный нагрев стали. М.: Энергия, 1976, с.48).
К недостаткам данных устройств следует отнести:
1. Ограниченный ресурс работы. Ввиду тяжелых температурных режимов работы изоляции ресурс таких устройств ограничен 50-100, а при циклической работе (нагрев-охлаждение) - 20-25 циклами.
2. Пониженные удобства эксплуатации, связанные с тем, что каждый раз при переходе от одного нагреваемого объекта к другому необходим демонтаж устройства с предыдущего объекта и последующий его монтаж на другом объекте. Кроме того, эти устройства при нагреве внешней изоляции требуют установки дополнительных защитных втулок.
3. Повышенные потери в кабеле-индукторе, связанные с рассеянием магнитного поля, что снижает его КПД.
Известно также устройство для индукционного нагрева (Патент России №2174291, H05B 6/36. Опубл. 27.09.2001), содержащее две изолированные секции с участками полуцилиндрической формы, соединенные шарниром, ось которого параллельна осям полуцилиндров, причем секции выполнены в виде прямоугольных катушек с витками, проходящими по поверхности полуцилиндров, и первая секция имеет два контактных вывода; вторая секция выполнена в виде зеркального отображения первой, контактные выводы секций расположены на половинах секций, прилегающих к оси шарнира, при этом первая пара зеркально расположенных контактных выводов соединена гибкой проводящей перемычкой, а вторая пара служит для подключения к источнику питания.
Недостатками устройства являются:
1. Пониженные удобства эксплуатации. Данное устройство пригодно для местного нагрева трубопровода при сварке труб и изолировании стыков труб одного диаметра. Для нагрева труб другого диаметра необходимы и изолированные секции с участками полуцилиндрической формы других размеров, то есть необходим другой типоразмер устройства.
2. Сложность изготовления, связанная с тем, что, во-первых, две изолированные секции должны иметь полуцилиндрическую форму, изготовление которых не простая задача. Во-вторых, эти секции должны быть соединены шарниром и ось этого соединения должна быть обязательно параллельна осям полуцилиндров, что также вызывает трудности в изготовлении.
3. Пониженный КПД за счет дополнительных потерь в гибкой проводящей перемычке.
Известно устройство для индукционного нагрева, выбранное в качестве прототипа заявляемого изобретения (Патент России №2255120, C21D 1/42. Опубл. 27.06.2005. Бюл. №18), содержащее магнитопровод, токопровод, расположенный внутри магнитопровода, крепежные элементы, термоизоляцию, при этом устройство состоит из отдельных модулей, содержащих штепсельные разъемы с крепежными элементами на торцах, а магнитопровод выполнен из отдельных соединенных между собой и перекрывающих друг друга секций из ферромагнитного фигурного профиля, причем токопровод выполнен гибким.
Недостатки:
Данное устройство для индукционного нагрева практически невозможно использовать для нагрева трубопроводов при сварке труб, так как, во-первых, трудно будет обмотать его вокруг нагреваемых участков труб, а во-вторых, даже если взять несколько последовательно соединенных секций и обмотать ими нагреваемые участки труб, то вследствие неравномерности намотки, из-за штепсельных разъемов, будет неравномерным и нагрев. А в данном технологическом процессе должна быть обеспечена равномерность нагрева стыков по периметру и прилегающих к ним участков поверхности труб на ширине (10-15) мм от стыков (торцов) (Сварка трубопроводов: Учеб. пособие / Ф.М.Мустафин, Н.Г.Блехерова, О.П.Квятковский и др. - М.: ООО «Недра-Бизнесцентр», 2002, с.41).
Учитывая данное обстоятельство, можно утверждать, что данное устройство имеет ограниченную область применения и пониженные удобства эксплуатации.
2. Устройство имеет пониженный КПД, вызванный дополнительными потерями в штепсельных разъемах последовательно соединенных секций.
Задачей, на решение которой направлено заявляемое изобретение, является повышение удобства эксплуатации и КПД устройства.
Задача решается тем, что в устройстве для индукционного нагрева, содержащем магнитопровод, токопровод, расположенный внутри магнитопровода, крепежные элементы, термоизоляцию, токопровод, выполненный из гибкого медного изолированного провода, образует плоскую полосу с прямой и обратной ветвями, концы которых заканчиваются байонетными соединителями, а по всей длине прямой и обратной ветвей токопровода равномерно закреплены полуовальные сердечники магнитопровода из ленты аморфных сплавов, которые максимально приближены к поверхности нагреваемого объекта, причем для закрепления токопровода по всей длине использованы крепежные элементы из изоляционного материала, а для закрепления самого устройства для индукционного нагрева на нагреваемом объекте дополнительно введены стяжные ленты, проходящие через крепежные элементы над прямой и обратной ветвями токопровода; пряжка и панель с замком, при этом магнитопровод, токопровод с крепежными элементами из изоляционного материала и дополнительная панель размещены в чехле из механически прочной ткани, защищенном чехлом из термостойкого материала, а стяжные ленты проходят через отверстия в чехлах.
Сущность изобретения поясняется чертежами: фиг.1 - устройство для индукционного нагрева без чехлов; фиг.2 - устройство для индукционного нагрева с чехлами и стяжными лентами; фиг.3 - панель крепления прямой и обратной ветвей токопровода; фиг.4 - крепежные элементы токопровода; фиг.5 - плата с замком и крепежными элементами; фиг.6 - сердечник магнитопровода; фиг.7 - чехлы для защиты устройства от механических истираний и температуры нагреваемого объекта; фиг.8 - место стыковки концов устройства для индукционного нагрева на нагреваемом объекте; фиг.9 - электрическая схема индукционной установки для предварительного нагрева (перед сваркой) стыков стальных труб.
Устройство для индукционного нагрева содержит магнитопровод 1, токопровод 2, расположенный внутри магнитопровода 1, крепежные элементы 3, 4, 5, 6, 7, термоизоляцию 8, 9, токопровод 2, выполненный из гибкого медного изолированного провода, образует плоскую полосу с прямой 10 и обратной 11 ветвями, концы которых заканчиваются байонетными соединителями 12, 13, а по всей длине прямой 10 и обратной 11 ветвей токопровода 2 равномерно закреплены полуовальные сердечники 1 магнитопровода 1 из ленты аморфных сплавов, которые максимально приближены к поверхности нагреваемого объекта, причем для закрепления токопровода 2 по всей длине использованы крепежные элементы 3, 4, 5, 6, 7 из изоляционного материала, а для закрепления самого устройства для индукционного нагрева на нагреваемом объекте дополнительно введены стяжные ленты 14, 15, проходящие через крепежные элементы 4, 6 над прямой 10 и обратной 11 ветвями токопровода 2; пряжка 16 и панель 17 с замком 18, при этом магнитопровод 1, токопровод 2 с крепежными элементами 3, 4, 5, 6, 7 из изоляционного материала и дополнительная панель 17 размещены в чехле 8 из механически прочной ткани, защищенном чехлом 9 из термостойкого материала, а стяжные ленты 14, 15 проходят через отверстия 19, 20, 21, 22 в чехлах 8, 9.
Устройство для индукционного нагрева изготавливается следующим образом.
На монтажном столе из гибкого медного изолированного провода раскладывается прямая 10 и обратная 11 ветви токопровода 2 (фиг.1). Место перехода прямой ветви 10 в обратную ветвь 11 закрепляется крепежным элементом - панелью 3 из изоляционного материала (например, из стеклотекстолита) (фиг.1, фиг.3) с помощью х/б ниток («Особые», 2 с, черные, матовые КОС ГОСТ 6309-80). По всей длине прямая 10 и обратная 11 ветви токопровода 2 равномерно закрепляются с помощью ниток х/б крепежными элементами - планками 5 из изоляционного материала (например, из стеклотекстолита). Кроме того, на расстоянии, равном длине промежутка между планками 5, от панели 3 и непосредственно у выводов устройства индукционного нагрева, прямая 10 и обратная 11 ветви токопровода 2 закрепляются специальными крепежными элементами 4, 6, 7 из изоляционного материала (например, стеклотекстолита) (фиг.1, фиг.4, фиг.5). Крепежные элементы 6, 7 крепятся также к плате 17 замка 18, которые изготавливаются из изоляционного материала (например, стеклотекстолита).
Между панелью 3, крепежным элементом 6 и планками 5 равномерно закрепляются полуовальные сердечники 1 магнитопровода 1 из ленты аморфных сплавов (фиг.1, фиг.6), которые максимально приближены к поверхности нагреваемого объекта. Закрепляются полуовальные сердечники 1 с помощью киперной ленты, обмазанной, например, герметиком. Максимальное приближение сердечников 1 к поверхности нагреваемого объекта достигается тем, что радиус закрепления полуовального сердечника 1 равен диаметру гибкого медного изолированного провода токопровода 2.
Следует особенно подчеркнуть, что длина прямой 10 и обратной 11 ветвей токопровода 2, диаметр гибкого изолированного провода токопровода 2, количество сердечников 1 магнитопровода, число планок 5, расстояние между крепежными элементами 3, 4, 5, 6 и сердечниками 1 магнитопровода 1 зависят от диаметра и толщины нагреваемого объекта и условия обеспечения его гибкости.
Концы прямой 10 и обратной 11 ветвей токопровода 2 припаиваются к байонетным соединителям 12, 13 (например, типа СКР-51), с помощью которых устройство индукционного нагрева подключается к элементам индукционной установки (к компенсирующей батарее конденсаторов и высокочастотному источнику питания).
Получившаяся полоса устройства для индукционного нагрева размещается в чехле 8 из механически прочной ткани (например, в брезентовом чехле), поверх которого одевается чехол 9 из термостойкого материала (например, из кремнеземной ткани) (фиг.1, фиг.2, фиг.7). Чехол 8 защищает устройство от механических истираний, а чехол 9 - от температуры нагреваемого объекта (например, от нагреваемой трубы).
Для закрепления самого устройства для индукционного нагрева на нагреваемом объекте (например, на трубе) используются стяжные ленты 14, 15, пряжка 16 и панель 17 с замком 18 (фиг.1, фиг.2). При этом стяжные ленты 14, 15 проходят через пазы в крепежных элементах 4, 6 (фиг.1, фиг.4, фиг.5) и через отверстия 19, 20, 21, 22 чехлов 8, 9 (фиг.2, фиг.7). Стяжные ленты 14, 15, со стороны панели 3, закрепляются с помощью пряжки 16 (фиг.2), а со стороны байонетных соединителей 12, 13 - замком 18.
Устройство для индукционного нагрева работает следующим образом.
На состыкованные трубы, подлежащие нагреву (фиг.8), симметрично, относительно стыка, накладывают устройство для индукционного нагрева и оборачивают его вокруг трубы. Место стыковки концов устройства на трубе выбирают в верхней ее части (фиг.8). Концы стяжных лент 14, 15 продевают в отверстие застежки замка 18 (фиг.2, фиг.8). Ленты 14, 15 натягивают до плотного прилегания устройства для индукционного нагрева к поверхности трубы, застежка замка 18 застегивается, фиксируя ленты 14, 15.
На фиг.9 показана индукционная установка для предварительного (перед сваркой) нагрева стыков стальных труб до заданной технологическим процессом температуры.
Выводы устройства для индукционного нагрева 1, подготовленного для нагрева стыков труб 2 (фиг.8), подключаются к выходу нагрузочного поста - компенсирующей батареи конденсаторов 3, вход которого соединен с выходом высокочастотного источника питания 4 (например, к полупроводниковому преобразователю частоты).
Компенсирующая батарея конденсаторов 3 образует с устройством для индукционного нагрева 1 колебательный контур. Компенсирующая батарея конденсаторов 3 предназначена для компенсации индуктивности устройства для индукционного нагрева 1.
Если в качестве источника высокочастотного питания используется полупроводниковый преобразователь частоты, то при выходной частоте преобразователя, близкой к частоте резонанса этого контура (1-3), его коэффициент мощности будет иметь максимальное значение - соответственно выходная мощность преобразователя 4 и КПД всей индукционной установки будут максимальными. Регулирование мощности в таких установках осуществляется за счет расстройки колебательного контура (1-3) изменением выходной частоты преобразователя 4 вниз от резонансной.
При включении преобразователя 4 по токопроводу 2 начинает протекать ток высокой частоты, создавая намагничивающую силу, под действием которой в магнитопроводе 1 наводится переменный магнитный поток, который проходит по цепи: магнитопровод 1 - нагреваемые трубы 2. Под действием переменного магнитного потока в трубах 2 наводятся вихревые токи, разогревая эти трубы.
Таким образом, используя предлагаемое устройство для индукционного нагрева для предварительного (перед сваркой) нагрева стыков труб до температуры, заданной технологическими требованиями, удается значительно повысить удобство эксплуатации, так как достаточно наложить его на место стыка труб, затянуть стяжные ленты, защелкнуть замок и устройство готово к работе. Важно отметить, что с помощью предлагаемого устройства производят предварительный нагрев стыков и прилегающих участков обеих свариваемых труб, не применяя при этом водяного охлаждения самого устройства.
Кроме того, благодаря оригинальной конструкции магнитопровода удается значительно сократить потери, связанные с рассеянием магнитного поля, что повышает КПД устройства.
Предлагаемое техническое решение может быть использовано также для нагрева труб перед их изолированием, а также при строительстве и ремонте трубопроводов. Предполагается, что данное устройство может найти самое широкое применение при нагреве изделий плоской формы.
На базе предлагаемого устройства для индукционного нагрева в ООО НПП «Курай» разработана и изготовлена индукционная установка для предварительного (перед сваркой) нагрева стальных труб диаметром 1219 мм (48″), с шириной нагреваемой зоны 160 мм, до температуры 200°С. В качестве источника высокочастотного питания использован полупроводниковый преобразователь частоты мощностью 20 кВт, частотой 10 кГц.
Установка прошла успешные испытания в полевых условиях зимой и летом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2015 |
|
RU2594770C1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| Индукционный аппарат Чурсина | 1987 |
|
SU1497645A1 |
| СКВАЖИННЫЙ ПОДОГРЕВАТЕЛЬ | 2006 |
|
RU2317401C1 |
| Индуктор для нагрева по меньшей мере двух изделий | 1988 |
|
SU1573561A1 |
| СПОСОБ ПРОГРЕВА БЕТОНА, ЭЛЕКТРОНАГРЕВАТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ЭЛЕКТРОНАГРЕВАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКЦИОННОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2012 |
|
RU2522097C2 |
| БРОНЕЖИЛЕТ | 2022 |
|
RU2814135C1 |
| ПРЯЖКА-ЗАМОК | 2024 |
|
RU2828984C1 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
В устройстве для индукционного нагрева токопровод, выполненный из гибкого медного изолированного провода, образует плоскую полосу с прямой и обратной ветвями, концы которых заканчиваются байонетными соединителями, а по всей длине прямой и обратной ветвей токопровода равномерно закреплены полуовальные сердечники магнитопровода из ленты аморфных сплавов, которые максимально приближены к поверхности нагреваемого объекта, причем для закрепления токопровода по всей длине использованы крепежные элементы из изоляционного материала, а для закрепления самого устройства для индукционного нагрева на нагреваемом объекте дополнительно введены стяжные ленты, проходящие через крепежные элементы над прямой и обратной ветвями токопровода; пряжка и панель с замком, при этом магнитопровод, токопровод с крепежными элементами из изоляционного материала и дополнительная панель размещены в чехле из механически прочной ткани, защищенным чехлом из термостойкого материала, а стяжные ленты проходят через отверстия в чехлах. Изобретение повышает удобство экплуатации и КПД устройства. 9 ил.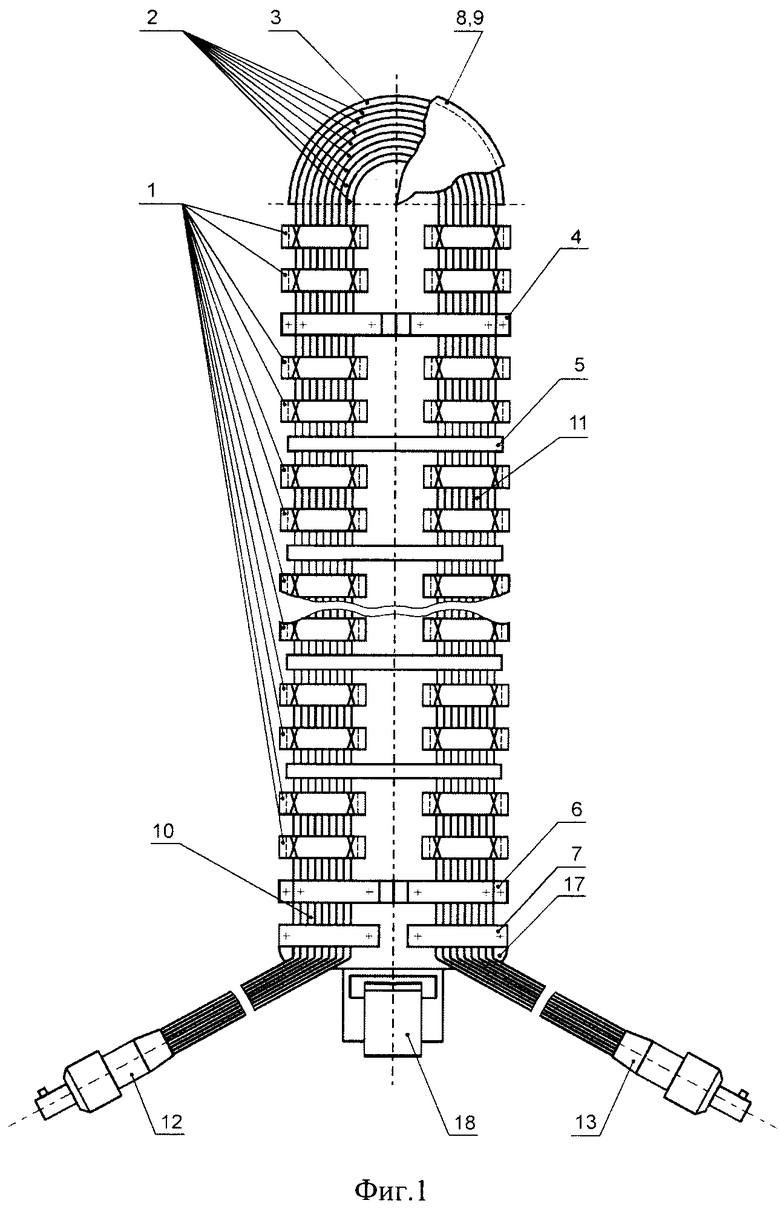
Устройство для индукционного нагрева, содержащее магнитопровод, токопровод, расположенный внутри магнитопровода, крепежные элементы, термоизоляцию, отличающееся тем, что токопровод, выполненный из гибкого медного изолированного провода, образует плоскую полосу с прямой и обратной ветвями, концы которых заканчиваются байонетными соединителями, а по всей длине прямой и обратной ветвей токопровода равномерно закреплены полуовальные сердечники магнитопровода из ленты аморфных сплавов, которые максимально приближены к поверхности нагреваемого объекта, причем для закрепления токопровода по всей длине использованы крепежные элементы из изоляционного материала, а для закрепления самого устройства для индукционного нагрева на нагреваемом объекте дополнительно введены стяжные ленты, проходящие через крепежные элементы над прямой и обратной ветвями токопровода; пряжка и панель с замком, при этом магнитопровод, токопровод с крепежными элементами из изоляционного материала и дополнительная панель размещены в чехле из механически прочной ткани, защищенном чехлом из термостойкого материала, а стяжные ленты проходят через отверстия в чехлах.
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2004 |
|
RU2255120C1 |
| ГИБКИЙ ИНДУКТОР ДЛЯ НАГРЕВА ЦИЛИНДРИЧЕСКИХ ТЕЛ | 2003 |
|
RU2251823C2 |
| US 4388510 A, 14.06.1983. | |||

