Изобретения относится к электротехнике, в частности к электронагревателям, предназначенным для предотвращения образования ледяной корки, наледи, изморози на бетонных конструкциях и подвижных элементах плотин гидроаккумулирующих электростанций (ГАЭС), а также к способам их изготовления и использования для обогрева, например, отдельных конструкций больших промышленных сооружений.
Известно, что для нагрева жидких и газообразных сред применяют закрытые электронагреватели, представляющие собой металлические оболочки, внутри которых в электроизоляционном материале размещены нагревательные элементы с выводами, [см. Электротермическое оборудование. Справочник. - М: Энергия, стр.181-84, 1980 г.]. Электроизолирующая среда может быть в виде различных сыпучих материалов [см. описание к патенту РФ №2120199, М.кл. Н05В 3/48, опубл. 10.10.98] либо в виде опорного изолятора, например, с винтовыми канавками [см., например, описание к патенту Украины на полезную модель №13969, М.кл. Н05В 3/42, опубл. 15.04.2006]. Упомянутые устройства используют резистивные нагревательные элементы, которые для создания эффективного тепла на поверхности должны обеспечивать большой градиент температуры, который возможен при значительном нагреве нагревательного элемента, что приводит к его перегреву и выходу из строя нагревателя в целом.
Как правило, способ изготовления трубчатого электронагревателя резистивного типа включает установку нагревательного элемента в цилиндрическом корпусе, заполнение собранного таким образом устройства электроизоляционным наполнителем [см. описания к авт. св. ССР №495799, №1246418 М. кл. опубл.], а затем уплотнение
электроизоляционного наполнителя путем обжима корпуса, либо путем нагрева дополнительных приспособлений, размещенных в корпусе электронагревателя после его сборки [см. описание к патенту РФ №2274962, М.кл. Н05В 3/48, опубл. 20.04.2006 г.]. Предлагаемые способы более эффективны для использования при изготовлении относительно простых электронагревателей малых размеров.
Изготовление электронагревательных устройств таких конструкций для обогрева значительных объемов и площадей ведет к существенным затратам, связанным с применением сложной технологии, которую необходимо использовать при изготовлении.
Известно, что для нагрева больших объемов или площадей в некоторых случаях применяют установки, основным элементом которых являются нагревательные кабели с различными типами изоляции, обеспечивающие обогрев строительных конструкций или значительных площадей [см. например, описание к патенту РФ №2168872, М.кл. Н05 В 3/56, F24D 13/02, опубл. 10.06.2001 или №2267237, М.кл. Н04В 3/56, 1/02]. Они обеспечивают нагревание соответствующих сооружений и их эффективное использование при различных температурах окружающей среды. Однако устройство таких установок, как правило, представляет собой плоскую конструкцию, которую формируют на небольшом расстоянии от поверхности сооружения. Устройство на основе такого технического решения очень уязвимо, поскольку может быть повреждено внешним воздействием, например, при строительных или иных работах, выполняемых тяжелой техникой.
Известно, что успешное решение многочисленных технических задач, связанных с нагревом различного рода устройств, возможно в результате применения в промышленности устройств и способов индукционного нагрева [см. Слухоцкий А.Е., Рыскин С.Е. Индукторы для индукционного нагрева. - Л.: Энергия, 284 с.1974 г.].
Однако природа индукционного нагрева такова, что, как правило, в зависимости от условий технической задачи, от конструкции нагреваемых объектов в каждом конкретном случае необходимо разрабатывать специальные устройства, технологии их изготовления и использования. В любом случае установка для индукционного нагрева металла состоит, как минимум, обычно из источника энергии и индуктора, представляющего собой спираль или провод какой-либо формы в зависимости от типа нагреваемого объекта, который помещают внутри индуктора или около него.
Индукционный нагрев может быть применен как для термообработки некоторых типов монолитных конструкций в условиях строительной площадки, так и для ускорения твердения бетона конструкций в условиях низких температур. Эффективен такой нагрев для насыщенных арматурой каркасных конструкций и конструкций, возводящихся в стальной опалубке [см. Руководство по производству бетонных работ в зимних условиях, районах Дальнего востока, Сибири и крайнего севера / ЦНИИОМТП Госстроя СССР. М.: Стройиздат, 1982-213 с]. Он обеспечивает собственно прогрев бетона насыщенных металлом конструкций, обеспечивает равномерное по сечению и длине конструкций температурное поле. Однако при отсутствии каркасных конструкций в составе бетона или металлической опалубки при строительстве использование индукционного нагрева мало эффективно или вообще невозможно. В таких случаях используют нагреватели с резистивными нагревательными элементами.
Известно также, что для нагрева, например, вертикальных конструкций в нефтегазовой промышленности, например, используют индукционные нагреватели, устройство которых включает корпус, являющийся одновременно магнитным сердечником, нагревательный элемент в виде индукционной катушки, контактный узел с токоподводящим кабелем [см. описание к патенту РФ №2198284, М.кл. Е21В 36/04, опубл. 10.02.2003]. При этом нагревательный элемент в виде индукционной катушки намотан на наружной поверхности корпуса, который является магнитным сердечником и насосно-компрессорной трубой, оснащенной металлическими кольцами с разрезами, через которые проложены провода обмоток индукционной катушки.
При значительных линейных размерах нагревателя он создает тепловой поток, достаточный для нагревания нефти, проходящей через него, до температуры, при которой не происходит образование асфальто-смолопарафиновых отложений.
Однако нагреватель такой конструкции достаточно сложный, требует значительных затрат при изготовлении, а его применение ограничено областями предполагаемых отложений в насосно-компрессорных трубах.
Наиболее близким к заявляемому решению по назначению, технической сущности и достигаемому результату при использовании является способ прогрева бетона, включающий погружение электронагревателя в забетонированную конструкцию в предварительно сформированные каналы [см. описание к патенту РФ №2085677, М.кл. E04G 9/10, опубл. 27.07.1997 г.] с последующим извлечением электронагревателя.
Наиболее близким к заявляемому решению по назначению, технической сущности и достигаемому результату при использовании является электронагреватель, содержащий корпус, нагревательный элемент с выводами для подключения к сети, теплоемкий материал, размещенный между нагревательным элементом и корпусом, торцы корпуса закрыты крышками, верхняя из которых выполнена с отверстием для пропуска проводов и монтажным устройством [см. там же]. Пространство между корпусом и нагревательным элементом заполнено теплоемким материалом, например, смесью песка с жидким стеклом.
Описанный выше способ и устройство обеспечивают повышение эффективности тепловой обработки бетона за счет снижения тепловых потерь при возведении бетонных и железобетонных конструкций, ускорение приобретения бетоном распалубочной прочности.
Однако описанное выше устройство оказывается мало эффективно при достаточно высокой температуре окружающей среды, когда теплоемкость наполнителя, изолирующего нагревательный элемент от корпуса, обеспечивает необходимую теплопередачу, хотя и ускоряет затвердевание бетона, но не искажает характер химических процессов, протекающих при затвердевании бетона. В противном случае можно получить бетонную массу низкого качества.
Кроме того, при необходимости изготовления специальных нагревателей значительных линейных размеров способ их изготовления требует специальной трудоемкой технологии, что ограничивает область их использования.
Поэтому целью предлагаемых технических решений является расширение функциональных возможностей электронагревателя и упрощение технологии изготовления.
В основу изобретения поставлена задача улучшения способа прогрева бетона, в котором, вследствие использования в качестве корпуса электронагревателя закладной трубы, заполнения ее текучим теплоносителем, погружения в теплоноситель нагревательного элемента, длина которого меньше длины закладной трубы, формирования на корпусе по мере погружения крепежной штанги, обеспечивается новый технический результат. Он заключается в эффективном равномерном теплопереносе от нагревательного элемента к корпусу электронагревателя на всей длине вертикальной закладной трубы, превышающей длину нагревательного элемента, за счет конвекции теплоносителя не только в горизонтальном, но и в вертикальном направлении. В результате этого появляется возможность существенно сократить время прогрева до необходимых температур и, следовательно, энергозатраты на предотвращение, например, образования ледяной корки, наледи, изморози на бетонных конструкциях и подвижных элементах плотин гидроаккумулирующих электростанций (ГАЭС).
В основу изобретения поставлена также задача улучшения электронагревателя, в котором, вследствие выполнения корпуса электронагревателя в форме закладной трубы, а нагревательного элемента в форме индуктора, размещенного в герметичном металлическом трубчатом корпусе и погруженного в теплоемкую среду, обеспечивается новый технический результат. Он заключается в надежной изоляции токонесущей составляющей нагревательного элемента от корпуса и внешней среды, что позволяет увеличить срок эксплуатации как нагревательного элемента, так и нагревателя в целом. Кроме того, такая конструкция устройства электронагревателя обеспечивает его хорошую ремонтопригодность, что сокращает затраты на эксплуатацию.
В основу изобретения поставлена также задача улучшения индукционного нагревательного элемента, в котором, вследствие выполнения его корпуса из набора трубчатых элементов, образующих одно целое, выполнения магнитопровода в форме пары вертикально установленных трубчатых элементов, соединенных сварочными швами с двух сторон вдоль образующих, закрытия торцов пары дисками с двумя отверстиями, установки на дисках коммутационных патрубков, также закрытых дисками, при этом нижний торец нижнего коммутационного патрубка закрыт глухим диском, верхний торец верхнего коммутационного патрубка, в котором установлен контактный узел, закрыт диском с отверстием, на котором установлена первая секция крепежной штанги с монтажным приспособлением, обеспечивается указанный выше технический результат, обеспечивающий не только снижение затрат на эксплуатацию, но и увеличение срока использования нагревателя в целом.
В основу изобретения поставлена также задача улучшения способа изготовления индукционного нагревательного элемента электронагревателя, в котором, вследствие того, что после заготовки всех деталей нагревательного элемента вначале сваривают сплошным швом два трубчатых элемента вдоль их образующих, приваривают к их торцам два диска с двумя отверстиями, формируют индукционную катушку, приваривают нижний коммутационный патрубок и закрывающий его диск, формируют контактный узел, подключают индукционную катушку через контактный узел к кабелю, пропустив его предварительно через первую секцию крепежной штанги, приваривают верхний коммутационный патрубок и закрывающий его диск, приваривают первую секцию крепежной штанги к верхнему диску, проверяют качество сварки и состояние изоляции, подключают электропитание, выдерживают нагревательный элемент с нагрузкой и производят повторную проверку качества сварки и изоляции, обеспечивается указанный выше технический результат. Он обеспечивает возможность изготовления нагревателя значительных линейных размеров простыми техническими средствами и простой последовательностью операций, что уменьшает затраты на изготовление нагревателя в целом.
Поставленная задача решается тем, что в известном способе прогрева бетона, включающем установку в забетонированной конструкции электронагревателя, согласно изобретению, в качестве корпуса электронагревателя используют закладную трубу, заполняют ее текучим теплоносителем, погружают в теплоноситель нагревательный элемент, на корпусе которого по мере погружения формируют крепежную штангу.
Согласно изобретению в качестве теплоносителя используют трансформаторное
масло.
Согласно изобретению крепежную штангу используют в качестве защитного корпуса питающего кабеля и формируют ее из отдельных секций.
Поставленная задача решается также тем, что в известном электронагревателе, содержащем корпус, нагревательный элемент с выводами для подключения к сети, теплоемкий материал, размещенный между нагревательным элементом и корпусом, согласно изобретению корпус электронагревателя выполнен в форме закладной трубы, а нагревательный элемент выполнен в форме индукционного нагревательного элемента, содержащего индукционную катушку, размещенную в герметичном металлическом трубчатом корпусе.
Согласно изобретению индукционная катушка выполнена в форме расчетного количества витков электропровода, установленных в герметичном корпусе вокруг зоны соединения пары трубчатых элементов, служащих магнитопроводом.
Поставленная задача решается также тем, что индукционный нагревательный элемент, содержащий контактный узел и магнитопровод, согласно изобретению, содержит корпус, выполненный из набора трубчатых элементов, образующих одно целое, в котором магнитопровод выполнен в форме пары вертикально установленных трубчатых элементов, соединенных сварочными швами с двух сторон вдоль образующих, торцы пары закрыты дисками с двумя отверстиями, на дисках установлены коммутационные патрубки также закрытые дисками, при этом нижний торец нижнего коммутационного патрубка закрыт глухим диском, верхний торец верхнего коммутационного патрубка, в котором установлен контактный узел, закрыт диском с отверстием, на котором установлена первая секция крепежной штанги с монтажным приспособлением.
Согласно изобретению контактный узел выполнен с возможностью подключения трехжильного провода.
Согласно изобретению внутренний диаметр коммутационных патрубков равен диаметру окружности, описывающей пару сваренных труб.
Согласно изобретению, первая секция крепежной штанги снабжена муфтой с резьбой.
Согласно изобретению, первая секция крепежной штанги выполнена с фланцем.
Поставленная задача решается также тем, что в известном способе изготовления индукционного нагревательного элемента электронагревателя, включающем установку индукционной катушки на магнитопроводе, согласно изобретению, после заготовки всех деталей нагревателя вначале сваривают сплошным швом два трубчатых элемента вдоль их образующих, приваривают к их торцам два диска с двумя отверстиями, формируют индукционную катушку, приваривают нижний коммутационный патрубок и закрывающий его диск, формируют контактный узел, подключают индукционную катушку через контактный узел к кабелю, пропустив его предварительно через первую секцию крепежной штанги, приваривают верхний коммутационный патрубок и закрывающий его диск, приваривают первую секцию крепежной штанги к верхнему диску, проверяют качество сварки и состояние изоляции, подключают электропитание, выдерживают нагревательный элемент под нагрузкой и производят повторную проверку качества сварки и изоляции.
Согласно изобретению, индукционную катушку формируют, пропуская многократно провод последовательно через каждый трубчатый элемент пары.
Согласно изобретению, индукционную катушку формируют из отрезков провода путем соединения отрезков последовательно в непрерывную цепь пайкой.
Как видно из изложения сущности технических решений, они отличаются от прототипов и, следовательно, являются новыми.
Решения также обладают изобретательским уровнем. Предлагаемые устройства, называемые в данном случае нагреватель, нагревательный элемент, корпус нагревательного элемента, а также способы эксплуатации и изготовления нагревателя образуют в целом принципиально новый комплекс, который обладает широкими функциональными возможностями. Предлагаемые технические решения могу быть использованы как отдельно, так и в комплексе не только при эксплуатации для предотвращения образования ледяной корки, наледи, изморози на бетонных конструкциях и подвижных элементах плотин гидроаккумулирующих электростанций (ГАЭС), но и при строительстве и ремонте крупномасштабных сооружений, в частности плотин гидроэлектростанций, особенно в районах с низкими среднегодовыми температурами. Предлагаемые технические решения позволяют реализовать энергосберегающую технологию в результате рационального использования возможности жидкого теплоносителя при существенной экономии материальных ресурсов в сравнении с аналогичными нагревательными системами такого масштаба.
Предлагаемые технические решения промышленно применимы и были реализованы при строительстве Днестровской ГАЭС, г.Новоднестровск и Ташлыкской ГАЭС, г.Южноукраинск.
Устройство электронагревателя, нагревательного элемента показано на следующих фигурах. В таблице показаны основные размеры нагревателя, нагревательного элемента и корпуса.
Фиг.1 - общий вид нагревателя.
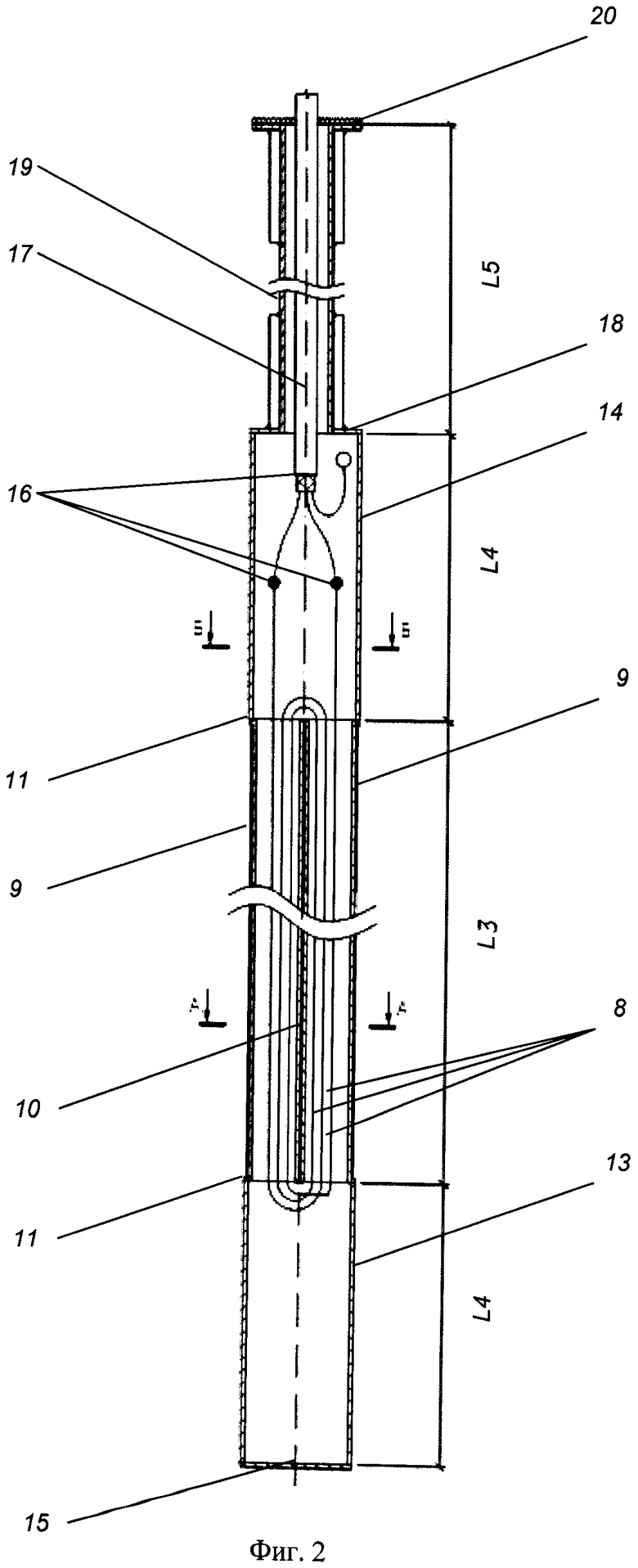
Фиг.2 - общий вид нагревательного элемента.
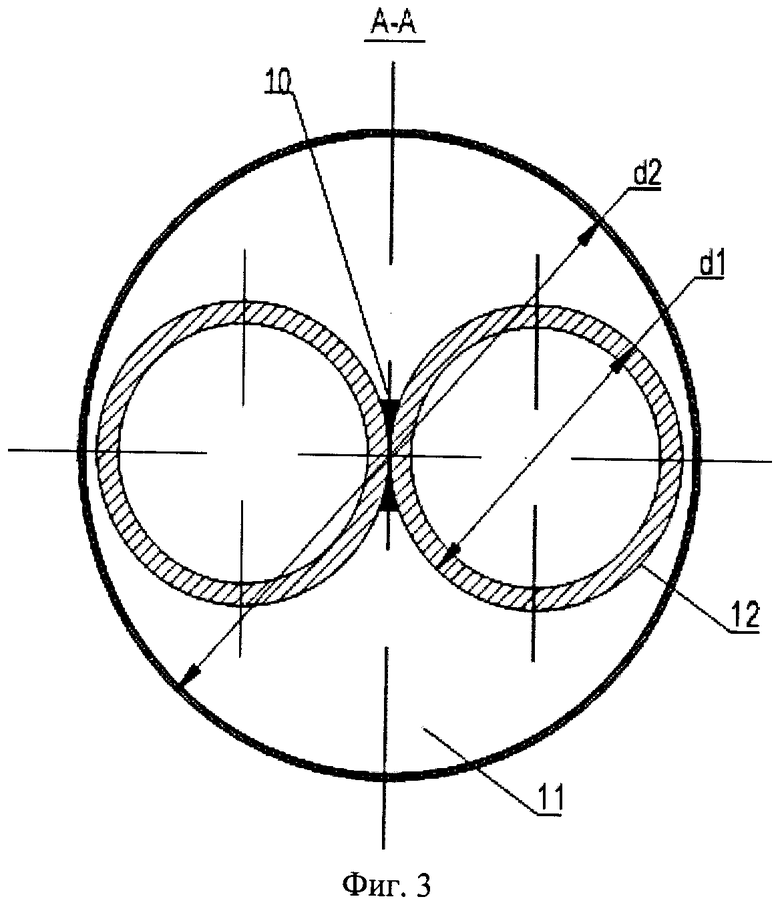
Фиг.3 - нагревательный элемент (сечение по АА).
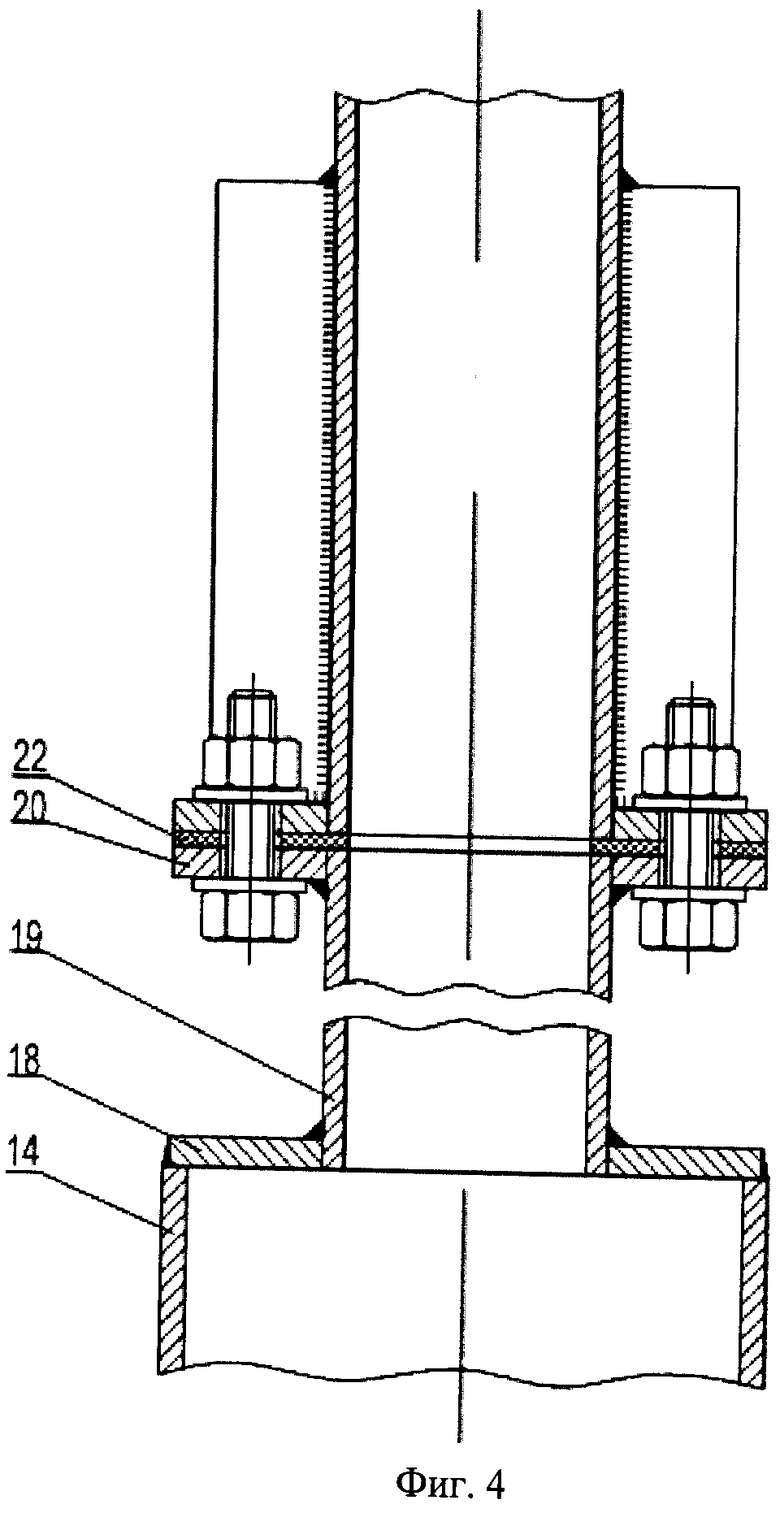
Фиг.4 - общий вид соединения секций крепежной штанги (вариант 1).
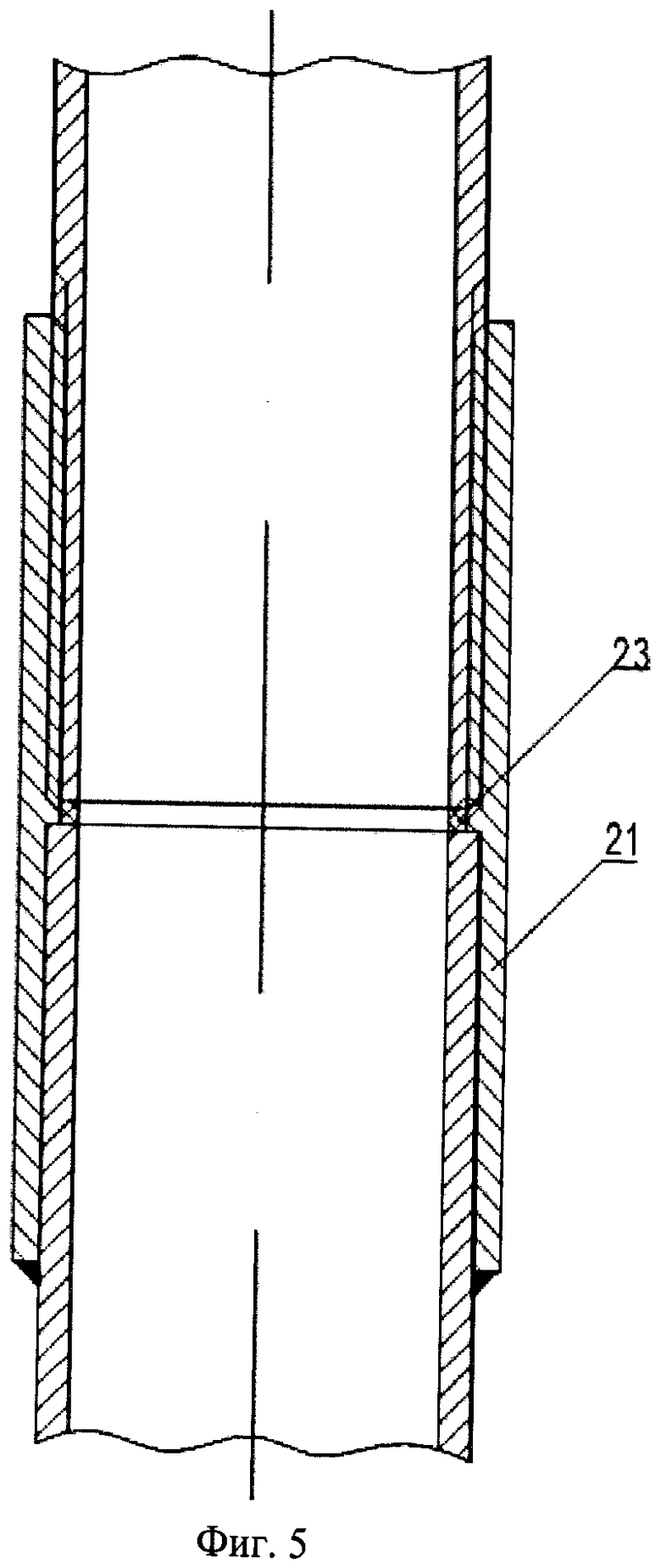
Фиг.5 - общий вид соединения секций крепежной штанги (вариант 2).
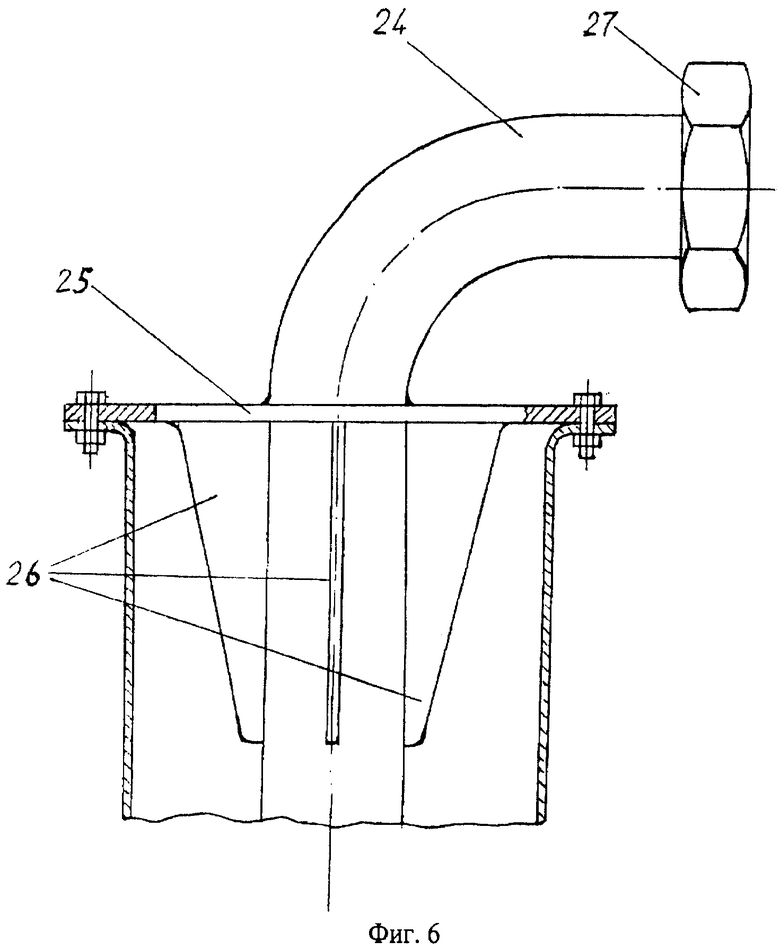
Фиг.6 - общий вид последней секции крепежной штанги.
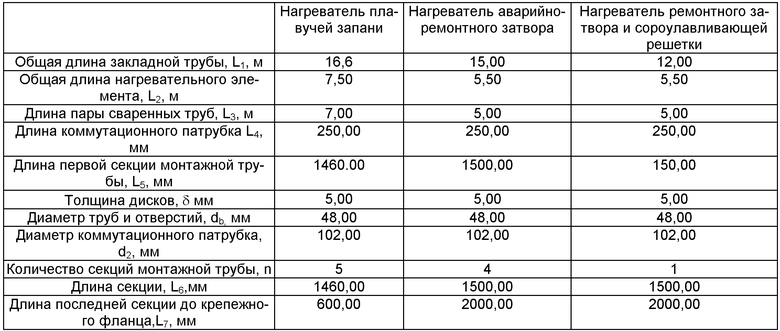
Для реализации способа прогрева бетона на упомянутых выше ГАЭС использованы закладные трубы 1 в качестве корпусов электронагревателей. Длина закладных труб и других элементов устройства показана в таблице. Для обеспечения теплопередачи от электронагревательного элемента 2 к закладной трубе и бетону в закладную трубу заливают по 200 л трансформаторного масла 3, в которое погружают нагревательный элемент 2. Учитывая значительную длину закладных труб и глубину погружения нагревательного элемента 2, на его корпусе по мере погружения формируют крепежную штангу 4 из отдельных секций.
Каждый электронагреватель, использованный для осуществления способа нагрева бетона, таким образом (фиг.1) содержит корпус 1 диаметром D1, представляющий собой вертикально установленный закладной элемент бетонной конструкции (трубу) длиной L1, нагревательный элемент 2 длиной L2, выводы 5 для подключения к сети, теплоемкий материал (масло трансформаторное) 3. Корпус 1 нагревателя составлен из отдельных отрезков, сваренных между собой (не показано). Нижний торец корпуса 1 нагревателя (закладная труба) герметично закрыт фланцем 6. К верхнему торцу корпуса 1 приварен фланец 7 для установки на нем нагревательного элемента 2. Нагревательный элемент 2 содержит индукционную катушку (фиг.2), которая выполнена в форме расчетного количества витков 8 электропровода, размещенных в герметичном металлическом трубчатом корпусе, составленном из набора труб разного диаметра.
Нагреватель работает следующим образом. Подключенная к источнику переменного напряжения индукционная катушка 8 создает электромагнитное поле, которое замыкается на элементах магнитопровода и наводит в них вихревые токи, разогревающие поверхности труб, образующих корпус нагревательного элемента 2 электронагревателя. Тепло от корпуса нагревательного элемента 2 через теплоемкий материал (масло) передается на корпус 1 электронагревателя. Нагретое в нижней части масло, как более легкое, поднимается кверху, обеспечивая, таким образом, равномерное нагревание всей закладной трубы и бетона, предотвращая, таким образом, образование ледяной корки, наледи, изморози на бетонных конструкциях и подвижных элементах плотин гидроаккумулирующих электростанций (ГАЭС). При температуре окружающего воздуха -22°С нагреватель обеспечивает на контактной поверхности температуру +5°С на площади 5,3-7,4 м2.
Корпус индукционной катушки (фиг.2) включает пару трубчатых элементов 9 диаметром d1, длиной L3, соединенных сваркой вдоль линии их контакта 10 с двух сторон. К обоим торцам пары трубчатых элементов 9 приварены диски 11 толщиной δ, диаметром d2, с двумя отверстиями 12 диаметром d1 (Фиг.3). На дисках 11 установлены коммутационные патрубки 13 и 14 длиной L4 и диаметром d2. Коммутационный патрубок 13 закрыт диском 15, который не имеет отверстий. В коммутационном патрубке 14 установлен контактный узел 16, который обеспечивает подключение к трехжильному проводу 17. Коммутационный патрубок 14 сверху закрыт диском 18 с одним отверстием диаметром d1. На диске 18 установлена первая секция 19 крепежной штанги длиной L5, которая заканчивается либо фланцем 20 (фиг.4), либо муфтой с резьбой 21 (фиг.5). Для герметизации корпуса нагревательного элемента 2 нагревателя между фланцами 20 устанавливают уплотняющие прокладки 22. При выполнении соединений крепежной штанги с помощью муфт с резьбой уплотнения 23 устанавливают между торцами секций 4 (фиг.1) крепежной штанги. Крепежная штанга 4 в целом представляет собой набор отдельных секций длиной L6, количество которых n зависит от длины закладной трубы 1. Как отмечено выше, первая секция крепежной штанги 19 приварена к диску 18 (фиг.2), а последняя 24 выполнена в форме трубы, изогнутой под прямым углом (фиг.6), на которой смонтирован установочный фланец 25, усиленный ребрами жесткости 26. Заканчивается последняя секция монтажной штанги сальниковым уплотнением 27.
Корпус индукционной катушки работает следующим образом. С одной стороны, он обеспечивает защиту индукционной катушки 8, выполненной в форме 17 витков электропровода марки ПСУ-155 сечением 10 мм2, от масла, в которое он погружен, а с другой стороны, служит магнитопроводом для магнитного потока, создаваемого переменным током. Корпус поглощает энергию электромагнитного поля, создаваемого витками индукционной катушки, в результате чего он разогревается и в результате может нагреть контактную поверхность электронагревателя до +5°С при температуре окружающей среды - 22-25°С, предотвращая тем самым образование либо ледяной корки, либо наледи и т.п. на бетонных конструкциях и подвижных элементах, например, плотины гидроаккумулирующей электростанции. Монтажная штанга, составляющая неотъемлемую часть корпуса индуктора, является одновременно и защитным корпусом для питающего кабеля нагревательного элемента 2 электронагревателя.
Изготовление нагревательного элемента электронагревателя начинают с заготовки всех трубчатых элементов конструкции длиной L3, L4, L5, а также дисков диаметром d2 и толщиной δ. Вначале две трубы 9 длиной L3, укладывают так, чтобы их образующие соприкасались друг с другом. При помощи электросварки их сваривают с обеих сторон сплошным швом. Из стального листа толщиной δ с помощью компьютерной разметки и плазменной резки вырезают 2 диска 11 диаметром d2, два диска 15 и 18 диаметром d2. В дисках 11 также с помощью компьютерной разметки и плазменной резки вырезают по два отверстия диаметром d1 и приваривают их к торцам пары труб 9. Отмеряют расчетную длину обмоточного провода марки ПСУ_155 сечением 10 мм2 (либо аналогичный) и формируют индуктор из 17 витков, пропуская поочередно провод 8 в каждую трубу 9. После этого приваривают нижний коммутационный патрубок 13 и закрывающий его диск 15, формируют контактный узел и подключают индуктор через контактный узел к кабелю, пропустив его предварительно через первую секцию крепежной штанги. В диске 18 вырезают одно отверстие диаметром d1 и приваривают к нему с одной стороны верхний коммутационный патрубок, а с другой стороны к диску 18 приваривают первую секцию крепежной штанги. После этого проверяют качество сварки и состояние изоляции, подключают электропитание, выдерживают нагревательный элемент под нагрузкой и производят повторную проверку качества сварки и изоляции. Индуктор 8 формируют либо, пропуская многократно провод последовательно через каждый трубчатый элемент пары, либо путем соединения отрезков последовательно в непрерывную цепь пайкой.
Как видно из описания примеров осуществления способов и устройств, используемых для осуществления прогрева бетона, предлагаемые технические решения как отдельно, так и в комплексе, позволяют реализовать энергосберегающую технологию обработки бетона и бетонных конструкций и минимизировать как эксплуатационные затраты, так и затраты при строительстве крупномасштабных объектов в условиях низких среднегодовых температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| ИНДУКЦИОННЫЙ СКВАЖИННЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2001 |
|
RU2198284C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ ИНДУКЦИОННЫЙ ПРОТОЧНЫЙ | 2024 |
|
RU2834672C1 |
| СКВАЖИННЫЙ ПОДОГРЕВАТЕЛЬ | 2006 |
|
RU2317401C1 |
| ЭЛЕКТРОКОНВЕКТОР И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483494C2 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2002 |
|
RU2239958C2 |
| СПОСОБ ОБОГРЕВА ФИБРОБЕТОННЫХ КОНСТРУКЦИЙ | 2021 |
|
RU2770226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1991 |
|
RU2011317C1 |
| СКВАЖИННЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2004 |
|
RU2249096C1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1998 |
|
RU2169441C2 |
Изобретение относится к электротехнике, в частности к электронагревателям, а также к способам их изготовления и использования для обогрева. Способ прогрева бетона включает установку в забетонированной конструкции электронагревателя. В качестве корпуса электронагревателя используют закладную трубу, заполняют ее текучим теплоносителем, погружают в теплоноситель нагревательный элемент, на корпусе которого по мере погружения формируют крепежную штангу. Электронагреватель содержит корпус, нагревательный элемент с выводами для подключения к сети, теплоемкий материал. Индукционный нагревательный элемент, содержит магнитопровод. Способ изготовления индукционного нагревательного элемента электронагревателя включает установку индукционной катушки на магнитопроводе. Техническим результатом изобретения является равномерный теплоперенос от нагревательного элемента к корпусу электронагревателя, сокращение времени прогрева до необходимых температур, увеличение срока эксплуатации, хорошая ремонтопригодность. 4 н. и 9 з.п. ф-лы, 6 ил. 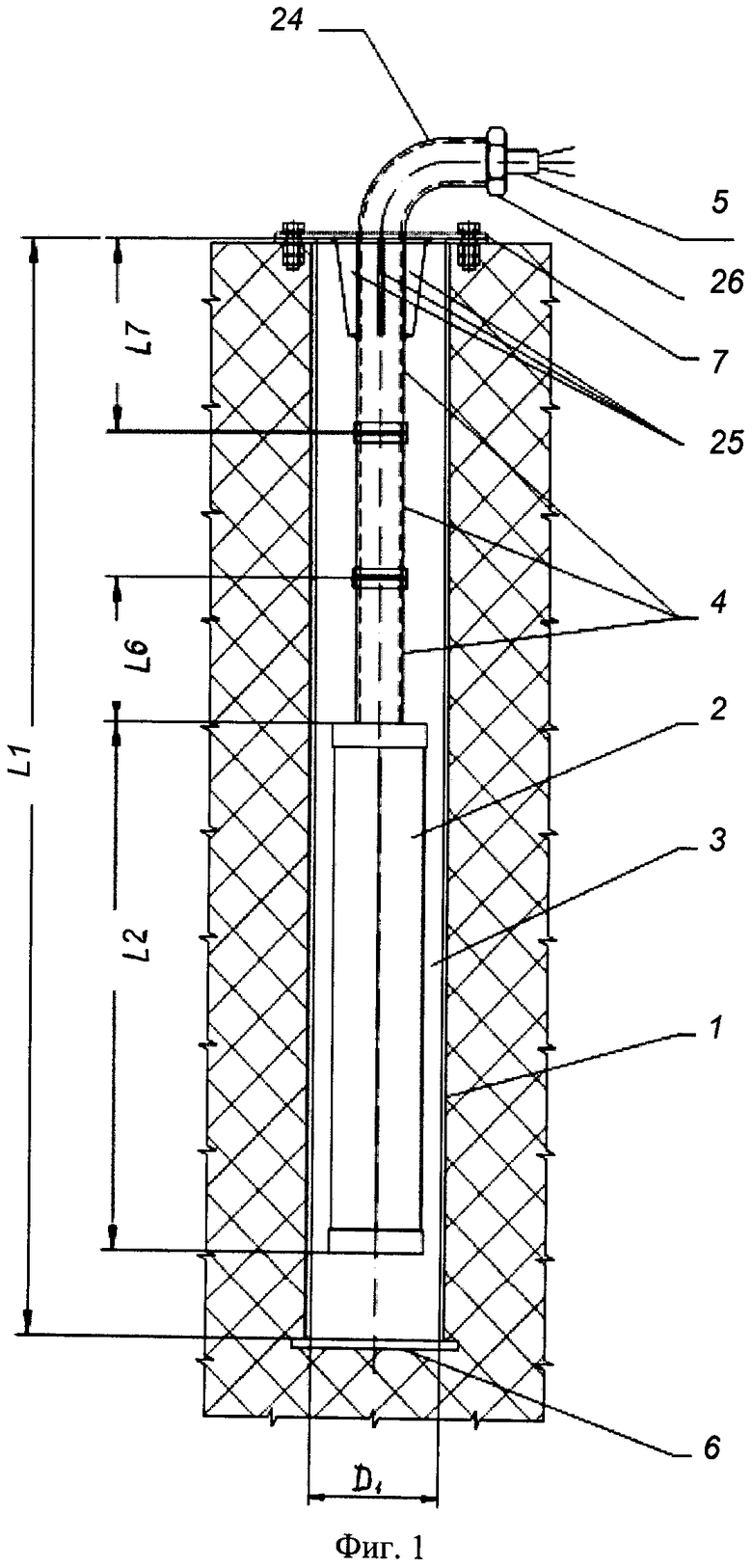
1. Способ прогрева бетона, включающий установку в забетонированной конструкции электронагревателя, отличающийся тем, что в качестве корпуса электронагревателя используют закладную трубу, заполняют ее текучим теплоносителем, погружают в теплоноситель нагревательный элемент, на корпусе которого по мере погружения формируют крепежную штангу.
2. Способ по п.1, отличающийся тем, что в качестве теплоносителя используют масло.
3. Способ по п.1, отличающийся тем, что крепежную штангу используют в качестве защитного корпуса питающего кабеля и формируют ее из отдельных секций.
4. Электронагреватель, содержащий корпус, нагревательный элемент с выводами для подключения к сети, теплоемкий материал, размещенный между нагревательным элементом и корпусом, отличающийся тем, что корпус электронагревателя выполнен в форме закладной трубы, а нагревательный элемент выполнен в форме индукционного нагревательного элемента, размещенного в герметичном металлическом трубчатом корпусе.
5. Электронагреватель по п.4, отличающийся тем, что индукционный нагревательный элемент выполнен в форме расчетного количества витков электропровода, установленных в герметичном корпусе, вокруг зоны соединения пары трубчатых элементов, служащих магнитопроводом.
6. Индукционный нагревательный элемент, содержащий магнитопровод, отличающийся тем, что его корпус выполнен из набора трубчатых элементов, образующих одно целое, в котором магнитопровод выполнен в форме пары вертикально установленных трубчатых элементов, соединенных сварочными швами с двух сторон вдоль образующих, торцы пары закрыты дисками с двумя отверстиями, на дисках установлены коммутационные патрубки также закрытые дисками, при этом нижний торец нижнего коммутационного патрубка закрыт глухим диском, верхний торец верхнего коммутационного патрубка, в котором установлен контактный узел, закрыт диском с отверстием, и на котором установлена первая секция крепежной штанги с монтажным приспособлением.
7. Индукционный нагревательный элемент по п.6, отличающийся тем, что контактный узел выполнен с возможностью подключения трехжильного провода.
8. Индукционный нагревательный элемент по п.6, отличающийся тем, что внутренний диаметр коммутационных патрубков, примыкающих с двух торцов к паре сваренных трубчатых элементов, равен диаметру окружности, описывающей пару сваренных труб.
9. Индукционный нагревательный элемент по п.6, отличающийся тем, что первая секция крепежной штанги снабжена муфтой с резьбой.
10. Индукционный нагревательный элемент по п.6, отличающийся тем, что первая секция крепежной штанги выполнена с фланцем.
11. Способ изготовления индукционного нагревательного элемента электронагревателя, включающий установку индукционной катушки на магнитопроводе, отличающийся тем, что после заготовки всех деталей нагревательного элемента вначале сваривают сплошным швом два трубчатых элемента вдоль их образующих, приваривают к их торцам два диска с двумя отверстиями, формируют индукционную катушку, приваривают нижний коммутационный патрубок и закрывающий его диск, формируют контактный узел, подключают индукционную катушку через контактный узел к кабелю, пропустив его предварительно через первую секцию крепежной штанги, приваривают верхний коммутационный патрубок и закрывающий его диск, приваривают первую секцию крепежной штанги к верхнему диску, проверяют качество сварки и состояние изоляции, подключают электропитание, выдерживают нагревательный элемент под нагрузкой и производят повторную проверку качества сварки и изоляции.
12. Способ по п.11, отличающийся тем, что индукционную катушку формируют, пропуская многократно провод последовательно через каждый трубчатый элемент пары.
13. Способ по п.11, отличающийся тем, что индукционную катушку формируют из отрезков провода путем соединения отрезков последовательно в непрерывную цепь пайкой.
| СПОСОБ ПРОГРЕВА БЕТОНА ПРИ ВОЗВЕДЕНИИ ВЕРТИКАЛЬНЫХ КОНСТРУКЦИЙ | 1996 |
|
RU2085677C1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1997 |
|
RU2120199C1 |
| Автомат для отпуска жидкостей | 1929 |
|
SU25136A1 |
| СПОСОБ ПРОГРЕВА БЕТОНА ПРИ ВОЗВЕДЕНИИ ВЕРТИКАЛЬНЫХ МОНОЛИТНЫХ КОНСТРУКЦИЙ | 1996 |
|
RU2100544C1 |
| US 5832179 A, 03.11.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2002 |
|
RU2274962C2 |
| ПЯТИПОДВИЖНЫЙ ПРОСТРАНСТВЕННЫЙ МЕХАНИЗМ С ПРИВОДНОЙ ИЗБЫТОЧНОСТЬЮ | 2023 |
|
RU2817276C1 |
| Приспособление для загрузки порциями топлива в топки или печи | 1927 |
|
SU13969A1 |
| ИНДУКЦИОННЫЙ СКВАЖИННЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2001 |
|
RU2198284C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2094959C1 |

