Изобретение относится к области первичной обработки лубяных культур, в частности к обработке льняной тресты, и может быть использовано для производства длинного льняного волокна. Положительный эффект, достигаемый изобретением, заключается в повышении количественно-качественных характеристик длинного льняного волокна на мяльно-трепальном агрегате.
В настоящее время переработка льняной тресты и производство льняного волокна осуществляются на льнозаводах на поточных линиях, состоящих из высокопроизводительных, но металло- и энергоемких машин. Данное оборудование слабо адаптировано к переработке льняной тресты, поставляемой сельхозпроизводителями в виде рулонов и отличающейся значительной неоднородностью по комплексу физико-механических и технологических свойств. Все это приводит к низкому выходу длинного волокна и его высокой себестоимости.
Известен способ получения длинного льноволокна на мяльно-трепальном агрегате [1], содержащем конвейер, вальцы плющильные, вальцы мяльные, барабаны трепальные, привод, обеспечивающий выработку длинного волокна.
Известен способ получения длинного льноволокна на мяльно-трепальном агрегате [2], включающем два одинаковых питающих конвейера с плющильными и мяльными вальцами, установленных параллельно друг другу, трепальные барабаны, рабочая длина которых не менее суммарной ширины конвейеров, и привод конвейеров с обгонной муфтой.
Общим недостатком перечисленных способов является ручная адаптация режимов работы в зависимости от свойств льнотресты, определяемых органолептически (в данном случае от ее влажности). Влажность льнотресты также определяют термогравиметрическим методом по ГОСТу 25133-82.
Данный метод характеризуется продолжительным временем измерения и не применим метод поточного контроля.
Прототипом является способ получения длинного льноволокна на мяльно-трепальном агрегате МТА-2Л (3) со встроенной регулировкой частоты вращения трепальных барабанов и скорости транспортирования с помощью частотных преобразователей.
Недостатком прототипа является отсутствие автоматической настройки параметров обработки льнотресты. Для МТА-2Л производится ручная настройка режимов трепания, а в частности частоты вращения трепальных барабанов, в зависимости от свойств льнотресты (в данном случае влажности). Кроме того, влажность льнотресты определяется органолептически, что не дает достаточной точности измерений и возможности осуществлять контроль влажности в потоке. Известно, что при увеличении влажности льнотресты в пределах 5-20% необходима интенсификация ее механической обработки за счет увеличения количества воздействий (4).
Задачей изобретения является увеличение выхода длинного волокна при конвейерном питании мяльно-трепальных агрегатов за счет автоматизации операций по настройке режимов работы процесса трепания в зависимости от влажности льнотресты. Технический результат, заключающийся в устранении указанных недостатков в способе получения длинного льняного волокна на мяльно-трепальном агрегате, включающем регулирование частоты вращения трепальных барабанов, достигается тем, что оптимальное значение частоты вращения трепальных барабанов (n) определяется по разработанному алгоритму путем поиска максимума комплексного параметра оптимизации
где выход длинного волокна В и закостренность С определяются в зависимости от значения скользящей средней влажности льнотресты (МА) по формулам:
В=47.9-0.021×n-0.992×MA;
C=34.5-0.074×n-0.28×MA.
Введение в линию выработки длинного волокна из тресты лубяных культур, содержащую мяльную и трепальную машины, системы автоматического управления (САУ), позволяет осуществлять бесконтакный автоматический контроль влажности льнотресты и адаптировать процесс по этому входному воздействию.
На чертеже изображена структурная схема САУ данного технологического процесса. Система работает следующим образом. Информационный аналоговый сигнал о влажности льнотресты, сформированный с помощью расположенного над питающим конвейером измерителя влажности - ИК-спектрометра МРА (Bruker), оснащенного интегрирующей сферой и оптоволоконным датчиком 7, поступает на устройство управления (УУ). В УУ происходит его преобразование в цифровой сигнал аналоговым входным/выходным модулем 2, последующая подача цифрового сигнала на модуль микропроцессора 3 и выдача обработанного сигнала на блоки интерфейсов 2 и 4. Работа УУ синхронизируется таймером 1.
Сигнал о влажности слоя поступает на устройство управления непрерывно. Последовательно через интервал времени Δτ формируется стековый массив значений влажности Wi. Для этого массива данных производится вычисление скользящей средней МА (moving average) с периодом Т, который зависит от скорости транспортирования сырца. Сигнал о скорости движения транспортера поступает на УУ с частотного преобразователя 6, управляющего электродвигателем 8 зажимного конвейера, через блок цифрового входа/выхода 4. Данные массива усредняются по периоду Т.
Период Т обратно пропорционален скорости движения зажимного конвейера Vтр и рассчитывается по формуле:
где К - коэффициент пропорциональности, определяемый экспериментально (4-6 длины трепальной секции), м.
Устройством управления выполняется расчет оптимальной частоты вращения трепальных барабанов по заложенной математической модели в зависимости от значения МА. Данные вычислений через модуль AI/AO 2 поступают на частотный преобразователь 5, управляющий электродвигателем 9 трепального барабана. Изменения частоты вращения трепальных барабанов в зависимости от влажности по математической модели обеспечивают технологический процесс оптимизации получения длинного волокна.
Расчет оптимальных настроек производится путем нахождения максимума комплексного параметра оптимизации при известной влажности в зависимости от частоты вращения трепальных барабанов, при этом учитывается как количество получаемого волокна, так и его качество [5]:
где Y - комплексный параметр оптимизации, %;
В - выход длинного волокна после трепания, %;
С - закостренность длинного волокна, %.
Выход длинного волокна (В) и его закостренность могут быть спрогнозированы (С) по полученным линейным регрессионным зависимостям:


где n - частота вращения трепальных барабанов, об/мин;
МА - скользящая средняя влажности льнотресты.
Максимум функции Y(n, MA) определяется из условия:  .
.
Пример: на вход в мяльно-трепальный агрегат в потоке поступает льнотреста. В начальный момент времени, когда УУ производит заполнение массива Wi, частота вращения трепальных барабанов 250 об/мин, период Т=10.
Источники информации
1. Храмцов В.Н. Справочник по заводской первичной переработке льна. - М.: Легкая и пищевая промышленность, 1984.
2. Пат. РФ №2157432, кл. 7 D01B 1/14, 1/34, 1999.
3. Паспорт МТА-2Л 00.00.00.00.ПС ОАО «Завод им. Г.К.Королева».
4. Лихачева Т.К., Сорокин Н.К. Обработка тресты повышенной влажности // "Льняное дело". - 1997. - №3, стр.31-34.
5. В.А.Мараманов, А.Н.Пигалов. Основы научных исследований и техника эксперимента механико-технологических процессов первичной обработки лубяных волокон.// Ярославль, Ярославский политехнический институт, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРЕПАНИЯ ЛУБОВОЛОКНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2494177C2 |
| СПОСОБ ПЕРВИЧНОЙ ОБРАБОТКИ ЛЬНА | 1993 |
|
RU2124591C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОГО ВОЛОКНА | 2008 |
|
RU2385367C1 |
| АГРЕГАТ МЯЛЬНО-ТРЕПАЛЬНЫЙ ДЛЯ ОБРАБОТКИ ЛЬНА | 2005 |
|
RU2317354C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОГО ЛЬНОВОЛОКНА | 2011 |
|
RU2465379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОГО ЛУБЯНОГО ВОЛОКНА | 2011 |
|
RU2461669C1 |
| МЯЛЬНО-ТРЕПАЛЬНЫЙ СТАНОК ДЛЯ ВЫДЕЛЕНИЯ ВОЛОКНА ИЗ СТЕБЛЕЙ ТРЕСТЫ ЛУБЯНЫХ КУЛЬТУР | 2006 |
|
RU2311500C1 |
| МЯЛЬНАЯ МАШИНА | 2006 |
|
RU2317353C1 |
| УСТРОЙСТВО ДЛЯ ВЫДЕЛЕНИЯ ВОЛОКНА ИЗ СТЕБЛЕЙ ЛУБЯНЫХ КУЛЬТУР | 1994 |
|
RU2081216C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЫХОДА ДЛИННОГО ВОЛОКНА | 2008 |
|
RU2381309C1 |
Способ получения длинного льняного волокна на мяльно-трепальном агрегате включает регулирование частоты вращения трепальных барабанов. Оптимальное значение частоты вращения трепальных барабанов (n) определяется по разработанному алгоритму путем поиска максимума комплексного параметра оптимизации
где выход длинного волокна В и закостренность С определяются в зависимости от значения скользящей средней влажности льнотресты (МА) по формулам:
В=47.9-0.021×n-0.992×МА;
С=34.5-0.074×n-0.28×МА.
Использование данного изобретения позволяет увеличить выход длинного волокна. 1 ил., 1 табл.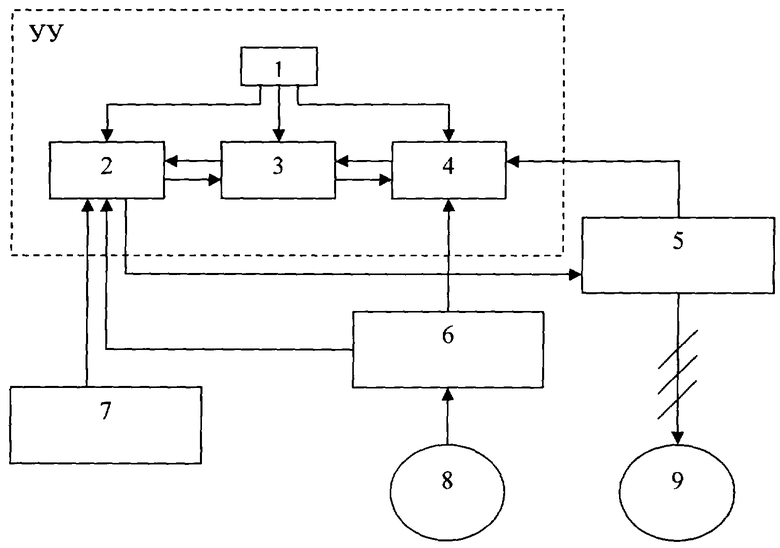
Способ получения длинного льняного волокна на мяльно-трепальном агрегате, включающий регулирование частоты вращения трепальных барабанов, отличающийся тем, что оптимальное значение частоты вращения трепальных барабанов (n) определяется по разработанному алгоритму путем поиска максимума комплексного параметра оптимизации
где выход длинного волокна В и закостренность С определяются в зависимости от значения скользящей средней влажности льнотресты (МА) по формулам:
В=47,9-0,021∙n-0,992∙МА;
С=34,5-0,074∙n-0,28∙МА.
| МАРКОВ В.В., СУСЛОВ Н.Н., ТРИФОНОВ Н.Г., ИПАТОВ A.M | |||
| Первичная обработка лубяных волокон | |||
| - М.: Легкая индустрия, 1974, с.226, 262, 265 | |||
| SU 10044878 А, 15.03.1983 | |||
| Многоволновой способ измерения влажности капиллярно-пористых и дисперсных материалов | 1980 |
|
SU949430A1 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ АНАЛИЗА ОБРАЗЦОВ СЕЛЬСКОХОЗЯЙСТВЕННОЙ ПРОДУКЦИИ | 2001 |
|
RU2288461C2 |
| US 6100526 A, 08.08.2000. | |||

