Предлагаемый способ относится к машиностроению и может быть использован при изготовлении высокоточных кантующихся кондукторов для сверлении с очень высокой точностью радиально расположенных отверстий диаметром до 2,2 мм в деталях типа толстостенных втулок. Подобные втулки устанавливаются в роторных распределительных топливных насосах высокого давления дизельных двигателей. Способ может найти применение как при изготовлении оснастки для массового производства деталей топливной аппаратуры, так и при ремонте насосов в условиях мастерских, не оснащенных сложным оборудованием.
Известна распределительная втулка роторного распределительного насоса (Г.И.Панин, Н.А.Фефелов. Механизация и автоматизация процессов обработки прецизионных деталей. Л.: Машиностроение, 1972, стр.11-12, рис.6), изготовленная из азотируемой стали. После автоматной обработки и бесцентрового шлифования заготовку подвергают нормализации при температуре 650°C. На двухдисковом торцешлифовальном станке у втулки одновременно шлифуется два торца. Перед операцией сверления распределительных отверстий втулка имеет точные размеры. В процессе сверления отверстий во втулке особое внимание уделяют точности взаимного расположения четырех отверстий диаметром 2 мм. Их угловое и осевое расположение определяет равномерность подачи топлива по цилиндрам. Обработка осуществляется на специальном агрегатно-сверлильном станке. Втулка устанавливается в зажимном приспособлении, выполненном с высокой точностью. В целях уменьшения увода в процессе сверления сверло периодически выходит из обрабатываемого отверстия.
Известен разъемный кантующийся кондуктор («Станочные приспособления». Справочник под ред. Б.Н.Вардашкина и В.В.Данилевского. М.: Машиностроение, 1984, стр.420-427), применяемый при сверлении радиально расположенных отверстий в деталях типа втулок. Точность такого кондуктора, в основном, зависит от точности выполнения отверстий в наладке под запрессовку направляющих втулок, от точности изготовления самих направляющих втулок.
Наиболее близким к заявляемому является способ изготовления кантующегося кондуктора для сверления четного числа радиально расположенных отверстий в деталях типа втулок, включающий токарную обработку наладки с последующим сверлением отверстий под запрессовку направляющих втулок с использованием специализированного переналаживаемого кондуктора («Станочные приспособления». Справочник под редакцией Б.Н.Вардашкина и В.В.Данилевского, М., Машиностроение, 1984, стр.410-411). Этот способ не требует сложного оборудования, однако точность изготовления кондуктора невысока.
Задачей, на решение которой направлено данное изобретение, является создание способа изготовления кантующегося высокоточного кондуктора для сверления четного числа равнорасположенных радиальных отверстий, позволяющего повысить точность изготовления кондуктора с применением несложного станочного оборудования.
Для решения поставленной задачи предлагается способ изготовления высокоточного кантующегося кондуктора для сверления четного числа равнорасположенных радиальных отверстий, включающий токарную обработку наладки из нормализованной азотируемой стали с последующей разметкой на ней четного числа отверстий. В наладке сверлят смежно расположенные отверстия с нарезкой в них резьбы в количестве, равном половине общего количества отверстий. Затем в наладку устанавливают эталонную деталь, выставляют ее по резьбовым отверстиям, закрепляют, после чего производят сверление направляющих отверстий в наладке, используя эталонную деталь как кондуктор, причем сверление отверстий в наладке производят в направлении от внутреннего диаметра к наружному. После этого в резьбовые отверстия вворачивают и фиксируют резьбовые пробки из нормализованной азотируемой стали и производят сверление направляющих отверстий в резьбовых пробках, используя просверленные направляющие отверстия в наладке и эталонную деталь как кондуктор. Затем наладку азотируют и шлифуют внутренний диаметр до размера обрабатываемой детали с включенным припуском на механическую обработку.
Описание способа поясняется фигурами.
На фиг.1 изображен общий вид кондуктора в момент сверления отверстий в наладке;
на фиг.2 - разрез А-А фиг 1;
на фиг.3 - общий вид кондуктора в момент сверления отверстий в резьбовых пробках, ввернутых в наладку;
на фиг.4 - разрез Б-Б фиг.3.
Предлагаемый способ заключается в следующем: заготовку наладки 1 нормализуют, производят токарную обработку, при этом наружный диаметр и осевые размеры обтачивают в чистый размер, а внутренний диаметр растачивают по скользящей посадке относительно эталонной детали 2. После этого производят сверление восьми отверстий по четыре с каждого торца наладки 1 с нарезкой в них резьбы для крепления двух корпусов 3. Далее производят закрепление с помощью винтов к наладке 1 двух корпусов с четным числом граней. На наружном диаметре наладки 1 производят разметку половины из общего числа смежных равнорасположенных радиальных отверстий. Затем производят сверление отверстий 4 и нарезают в них коническую резьбу 5. Далее в кондуктор 6 устанавливают выталкиватель 7 и зажимной узел 8. Эталонную деталь 2 вставляют в кондуктор 6, выставив равнорасположенные радиальные отверстия 9 относительно центра конических резьбовых отверстий 4. Затем производят закрепление эталонной детали 2 с помощью зажимного узла 8. Далее сверлят направляющие отверстия 10 непосредственно в наладке 1, при этом эталонную деталь 2 используют в качестве кондуктора. При сверлении сверло 11 подают в направлении оси конического отверстия 4, далее по двум соосным радиальным отверстиям 9 (при этом происходит двойное направление сверла) в направлении от внутреннего диаметра наладки 1 к наружному. После этого в конические резьбовые отверстия 4 вворачивают резьбовые пробки 12 из нормализованной азотируемой стали. Далее сверлят направляющие отверстия 13 в резьбовых пробках 12, используя уже просверленные направляющие отверстия 10 в наладке 1 и два соосных радиальных отверстия 9 эталонной втулки 2 в качестве кондуктора. Затем кондуктор разбирают и шлифуют внутренний диаметр наладки 1 до размера заготовки втулки 2 с включенным припуском на механическую обработку. Далее наладку азотируют, после чего кондуктор собирают.
Предложенный способ опробован в ОАО «КАМАЗ-Металлургия» при ремонте роторных распределительных топливных насосов, установленных в дизельных автопогрузчиках фирмы «Мицубиси», «Кларк» и «Балканкар». Результаты опробования положительные.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления отверстий малого диаметра | 1972 |
|
SU441111A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ С ПАРАЛЛЕЛЬНЫМИ ГЛУБОКИМИ ОТВЕРСТИЯМИ | 2009 |
|
RU2397047C1 |
| Накладной кондуктор для сверления отверстий в деталях | 1980 |
|
SU942905A1 |
| Кондуктор для сверления отверстий, заданных в полярных координатах | 1958 |
|
SU119052A1 |
| УСТРОЙСТВО УДАЛЕНИЯ УПЛОТНЯЮЩЕЙ ПРОБКИ | 2006 |
|
RU2400349C2 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПРОФИЛЬНОЙ КАНАВКИ, АНКЕРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СИЛОВОЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2271528C1 |
| УСТРОЙСТВО для СВЕРЛЕНИЯ ОТВЕРСТИЙ | 1973 |
|
SU406757A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР | 2008 |
|
RU2366543C1 |
Изобретение относится к машиностроению, в частности к изготовлению кондуктора для сверления. Способ изготовления высокоточного кантующегося кондуктора для сверления четного числа равнорасположенных радиальных отверстий включает токарную обработку наладки, разметку на ней половины общего количества отверстий. В наладку устанавливают эталонную деталь, сверлят направляющие отверстия, используя эталонную деталь как кондуктор, в направлении от внутреннего диаметра к наружному. В резьбовые отверстия вворачивают резьбовые пробки и сверлят в них отверстия, используя просверленные ранее отверстия и эталонную деталь как кондуктор. Обеспечивается повышение точности изготовления кондуктора с применением несложного станочного оборудования. 4 ил.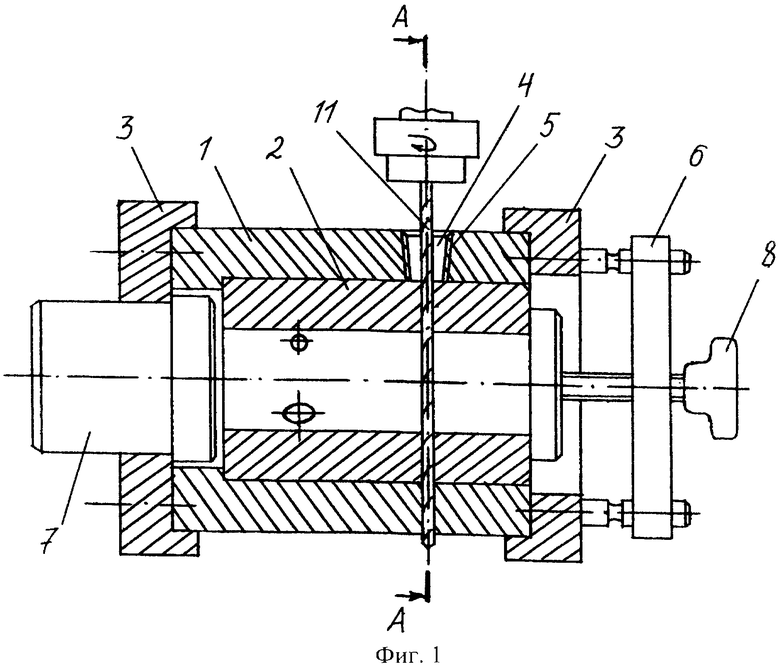
Способ изготовления высокоточного кантующегося кондуктора для сверления четного числа равнорасположенных радиальных отверстий, включающий токарную обработку наладки из нормализованной азотируемой стали с последующей разметкой на ней четного числа отверстий, отличающийся тем, что в наладке сверлят смежные равнорасположенные отверстия с нарезкой в них резьбы, количество которых равно половине общего количества требуемых радиальных отверстий, затем в наладку устанавливают эталонную деталь, выставляют ее по упомянутым резьбовым отверстиям наладки и закрепляют, после чего производят сверление в наладке направляющих отверстий с использованием эталонной детали в качестве кондуктора, причем сверление упомянутых направляющих отверстий осуществляют в направлении от внутреннего диаметра наладки к наружному, после чего в резьбовые отверстия наладки вворачивают резьбовые пробки из нормализованной азотируемой стали, фиксируют их и производят сверление направляющих отверстий в резьбовых пробках с использованием просверленных направляющих отверстий в наладке и эталонной детали в качестве кондуктора, затем наладку азотируют и шлифуют по внутреннему диаметру до размера обрабатываемой детали с учетом припуска на механическую обработку.
| ВАРДАШКИН Б.Н | |||
| Станочные приспособления | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1984, том.2, с.410-411 | |||
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В МНОГОГРАННИКАХ | 1992 |
|
RU2071872C1 |

