Изобретение относится к области солнечной энергетики и, в частности к концентраторам солнечного излучения, используемым в фотоэлектрических модулях. Наиболее успешно настоящее изобретение может быть применено при изготовлении композитных линзовых панелей для солнечных фотоэлектрических модулей, применяемых в концентраторных солнечных энергоустановках.
Известно, что применение оптических концентраторов излучения в фотоэлектрических модулях позволяет увеличить энергетическую эффективность фотоэлектрических модулей, а также улучшить их энерго-экономические показатели за счет многократного уменьшения расхода дорогостоящих полупроводниковых материалов. Так, при концентрации солнечного излучения с кратностью 1000х площадь дорогих солнечных элементов сокращается в 1000 раз. Наиболее перспективным видом оптических концентраторов для солнечных модулей являются плоские линзы Френеля.
Известен способ изготовления концентраторной линзовой панели для фотоэлектрических модулей путем заливки расплава в форму с френелевской поверхностью (JP, патент №3485620, кл. С02В 3/08, 2004 г.).
Известен способ изготовления линз Френеля и концентраторной линзовой панели для солнечных фотоэлектрических модулей из прозрачного пластика (оргстекла) методом литья под давлением или термопрессования с использованием матриц с негативным профилем линз Френеля. Линзы Френеля и линзовые панели также изготавливаются с использованием прозрачных полимерных материалов и эпоксидных смол с полимеризацией под воздействием ультрафиолетового света (JP, патент №3310332, кл. G02B 3/08, 2002 г.).
Недостатком линз, получаемых этими способами, являются большие потери на поглощения солнечного излучения в линзах из оргстекла и линз, изготовленных из полимеров и смол, отверждаемых ультрафиолетовым излучением, по сравнению с линзами, изготавливаемыми методом полимеризации силикона на стекле. Вторым недостатком является деградация пластика, полимеров и смол под воздействием солнечного излучения, приводящая к появлению дополнительного поглощения, что снижает оптическую эффективность концентратора. Также все перечисленные способы производства линз Френеля приводят к усадкам материалов и, как следствие, к снижению оптической эффективности получаемых линз Френеля.
Известен способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей, включающий изготовление негативных линз Френеля и снятие с них позитивных копий (RU, заявка на изобретение №2005109379, G02B 3/00).
Недостатками известного способа является высокая стоимость изготовления линзовых панелей, обусловленная необходимостью использования большого количества дорогостоящих матриц, изготавливаемых методом алмазного микроточения, что делает невозможным крупномасштабное производство линзовых панелей для солнечных фотоэлектрических модулей.
Изобретение направлено на повышение производительности и экономичности способа изготовления линзовых панелей для солнечных фотоэлектрических модулей при обеспечении долговечности линзовых панелей и высоком оптическом качестве линз Френеля.
Технический результат достигается тем, что в способе изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей, включающем изготовление негативных линз Френеля и снятие с них позитивных копий, согласно изобретению, негативные линзы Френеля с квадратной апертурой, изготовленные методом алмазного точения, соединяют торцами в сборку, затем изготавливают промежуточную панель путем заливки между сборкой с негативными линзами Френеля и расположенным над сборкой силикатным стеклом или гибким листовым материалом двухкомпонентного силикона и последующей полимеризации последнего, затем промежуточную панель механически отделяют от сборки, производят копирование промежуточной панели на полиуретановую матрицу путем полимеризации двухкомпонентного полиуретана в объеме между промежуточной панелью и плоским листовым материалом, отделяют полученную полиуретановую матрицу путем ее изгиба, после чего полиуретановую матрицу закрепляют на твердом основании и заполняют двухкомпонентным силиконовым компаундом слоем с толщиной, превышающей на 0,1 мм или более высоту углублений профиля линзы Френеля в полиуретановой матрице, при этом поверх силикона помещают силикатное стекло с нанесенным на его поверхность праймером и производят выдавливание избыточного количества силиконовой смеси до толщины не менее 0,1 мм, силиконовая смесь полимеризуется, а стекло с линзовой панелью отделяют от полиуретановой матрицы путем изгиба последней.
В качестве материала негативных линз Френеля, изготовляемых алмазным точением, может быть использован полиметилметакрилат (ПММА), или любой не коррозируемый металл.
В качестве материала матрицы может быть использован полиуретан марки Por-А-Kast М15 или любой полиуретан с усадкой размеров после полимеризации не более долей процента, а полимеризацию смеси осуществляют в течение 3-48 часов при температуре 20-50°С.
В качестве праймера может быть использован праймер Wacker или любой другой, предназначенный для обработки поверхностей для адгезии силиконовых эластомеров.
В качестве праймера может быть использован однокомпонентный прозрачный силиконовый адгезив, разбавленный уайт-спиритом или другим растворителем.
Для выдавливания силиконовой смеси полиуретановую матрицу с нанесенным на нее силиконом сначала изгибают, затем выпуклой частью приводят в контакт со стеклом, а затем распрямляют до обеспечения полного контакта со стеклом по всей поверхности матрицы.
Полимеризация силикона линзовой панели может осуществляться при температуре 15-60°С в течение 0.5-48 часов.
Композитная (стекло-силикон) линзовая панель согласно изобретению изготавливается методом полимеризации двухкомпонентного силиконового компаунда между стеклом и полиуретановой матрицей негативных линз Френеля. Фиксация силиконовых линз Френеля к стеклу осуществляется при помощи слоя адгезивного материала (праймера), нанесенного на стекло.
Двухкомпонентный силиконовый компаунд, выбранный для изготовления промежуточной линзовой панели и линзовой панели, служащей в качестве оптического концентратора солнечного света, обладает высокой прозрачностью в диапазоне оптического спектра 350-2000 нм, большой долговечностью и стойкостью к солнечному излучению и воздействию окружающей среды, а также очень низкой усадкой после полимеризации (порядка 0.1%), что обеспечивает максимально возможное качество получаемых линз Френеля.
Использование полиметилметакрилата (ПММА) или любого некоррозируемого металла в качестве материала негативных линз Френеля, изготовляемых алмазным точением, обеспечивает высокое оптическое качество профиля линз Френеля.
В качестве материала матрицы может быть использован полиуретан марки Por-A-Kast М15 или любой полиуретан с усадкой размеров после полимеризации не более долей процента, а полимеризацию смеси осуществляют в течение 3-48 часов при температуре 20-50°С. Выбор такого материала обеспечивает высокую точность воспроизводства негативного профиля линз Френеля, а заданный временной и температурный интервалы обеспечивают полимеризацию без заметного температурного расширения и, как следствие, без заметной деформации негативного профиля линз Френеля. Данный материал предназначен для изготовления высокоточных копий различных деталей.
Нанесение праймерного покрытия на поверхность стекла обеспечивает надежную адгезию силиконового компаунда с положительным профилем линз Френеля к силикатному стеклу после полимеризации, гарантирующую долговечность получаемой линзовой панели.
Полимеризация силикона линзовой панели может осуществляться при температуре 15-60°С в течение 0.5-48 часов. Данный временной и температурный интервалы обеспечивают полимеризацию силиконового компаунда без заметного температурного расширения, и, как следствие, без заметной деформации положительного профиля линз Френеля.
Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей поясняется чертежами.
На фиг.1 изображена последовательность операций изготовления полиуретановой матрицы негативных линз Френеля.
На фиг.2 изображена последовательность операций получения линзовой панели.
Способ изготовления линзовой панели для фотоэлектрических модулей осуществляют следующим образом
Фиг.1. Операция А.
Изготавливают начальный набор негативных (отрицательное фокусное расстояние) линз Френеля с квадратной апертурой методом алмазного микроточения в полиметилметакрилате или металле 1. Число таких негативных линз соответствует заданному числу линз в изготавливаемой линзовой панели. Штрихпунктирные линии показывают оптические оси линз.
Фиг.1. Операция В
Квадратные негативные матрицы соединяют торцами в сборку 2.
Фиг.1. Операция С
Изготавливают промежуточную панель с позитивными линзами Френеля посредством заливки и полимеризации двухкомпонентной силиконовой смеси 3 с добавлением платиносодержащего катализатора между стеклом 4 или гибким листовым материалом с нанесенным предварительно слоем праймера (например, фольгированным стеклотекстолитом) и сборкой 2 с негативными матрицами. Вдоль крайних рядов сборки 2 оставляются углубления, обеспечивающие при заливке силиконовой смеси формирование боковых выступов 5 из силикона с высотой выступов h>1 мм. Полимеризация силикона осуществляется в течение 1-10 часов при температуре 20-50°С.
Фиг.1. Операция D
Производится отделение промежуточной панели 3 на стекле 4 от сборки 2. Промежуточная панель 3 на стекле 4 с положительными линзами Френеля является одноразовой формой для изготовления полиуретановой матрицы негативных линз Френеля.
Фиг.2. Операция Е
Производится копирование промежуточной панели 3 положительных линз Френеля методом отливки негативной матрицы 6 из двухкомпонентного низкоусадочного полиуретана. Для этого заранее размешанный двухкомпонентный полиуретан заливается в углубления промежуточной панели 3 с силиконовыми положительными линзами Френеля таким образом, чтобы полиуретановая смесь 6 заполнила полностью объем одноразовой формы и образовала избыточный слой, выступающий над плоскостью боковых выступов на толщину не менее 0,1 мм. Для обеспечения воспроизводимости оптического качества поверхностей линз Френеля необходимо использовать полиуретан с усадкой не более 0.2%. Этому требованию отвечает полиуретан марки Por-A-Kast M15. После заливки производится вакуумная откачка в течении нескольких минут с целью удаления пузырей воздуха из полиуретановой смеси, особенно с поверхности профиля Френеля на промежуточной линзовой панели. Камера для откачки содержит дополнительный объем высотой 3-4 см для схлопывания пузырей, выходящих из полиуретановой смеси в процессе откачки. Откачка производится форвакуумным насосом с производительностью, достаточной для откачки камеры до остаточного давления 10-2 Торр в течение нескольких минут.
После операции откачки на заполненную форму с полиуретановой смесью помещается лист 7, выполненный из гибкого материала (оргстекло, стеклотекстолит и др.). На лист 7 помещается пластина 8 из жесткого материала и осуществляется равномерное выдавливание избыточного объема полиуретановой смеси из формы для формирования полиуретанового слоя равномерной толщины. Выдавливание осуществляется до тех пор, пока гибкий листовой материал не прикоснется к боковым выступам 5 на промежуточной панели с положительными линзами Френеля. Таким образом, обеспечивается равномерная толщина полиуретановой матрицы 6, равная толщине h выступов 5.
Затем осуществляется полимеризация полиуретановой смеси в течение 3-24-х часов при температуре 20-50°С.
Фиг.2. Операция F
Полиуретановую матрицу отделяют от промежуточной панели путем изгиба полиуретановой матрицы.
Фиг.2. Операция G.
Для изготовления линзовой панели полиуретановая матрица заполняется двухкомпонентной силиконовой смесью 9 с добавлением платиносодержащего катализатора с толщиной W смеси над зубцами матрицы, превышающей 0,1 мм.
Затем на поверхность силиконовой смеси 9 помещается лист 10 силикатного стекла и осуществляется выдавливание избыточного количества силиконовой смеси 9 до ее толщины не менее 0,1 мм.
Затем осуществляется полимеризация силиконовой смеси 9 при температуре 20°С<Т<50°С в течение 1-10 часов.
Фиг.2. Операция Н
Линзовая панель 9, полученная полимеризацией силиконовой смеси, отделяется вместе со стеклянным листом 10 от полиуретановой матрицы 6 путем изгиба матрицы 6.
Пример 1.
Негативные матрицы линз Френеля квадратной апертуры 40x40 мм, изготовленные методом алмазного микроточения, соединяются в сборку 12x12 линз торцами друг к другу. Профиль Френеля расположен кверху, а основания негативных матриц закреплены на ровной поверхности. С боков крайних негативных матриц формируется углубление 3-7 мм для образования боковых выступов из силикона. На поверхность такой сборки негативных матриц заливается смесь двухкомпонентного низкоусадочного силикона марки Wacker Elastosil RT604 или Dow corning Sylgard 184 с добавлением платиносодержащего катализатора. Сверху кладется силикатное стекло или гибкий листовой материал с предварительно нанесенным покрытием праймера. Затем осуществляется выдавливание избыточной силиконовой смеси до тех пор, пока слой силиконовой смеси не достигнет толщины 0.1-0.5 мм и углубления для формирования боковых выступов не заполнятся полностью силиконовой смесью. Производится полимеризация силиконовой смеси между негативными матрицами и стеклом или гибким листовым материалом. Полимеризация производится в температурном интервале 15-50° Цельсия до полной полимеризации силиконовой смеси. Затем стекло или гибкий листовой материал отделяются от сборки негативных матриц линз Френеля. В результате получается промежуточная линзовая панель с положительными линзами Френеля. После этого производится заливка полиуретановой смеси марки Por-A-Kast M15 на поверхность промежуточной панели с полученными позитивными линзами Френеля. Заливка осуществляется таким образом, что полиуретановая смесь выступает за боковые выступы, сформированные по краям промежуточной линзовой панели на высоту 3-5 мм. После этого производится откачка полиуретановой смеси в камере для откачки, которая помещается сверху над залитой полиуретаном формой с промежуточной линзовой панелью. Откачка производится в течение нескольких минут до полного схлопывания пузырей в полиуретановой смеси. Затем камера для откачки удаляется, и на полиуретановую смесь кладется сверху плоский лист с гладкой поверхностью из гибкого материала (оргстекло), сверху которого кладется пластина из жесткого материала, и осуществляется выдавливание избыточной полиуретановой смеси до соприкосновения с боковыми выступами промежуточной линзовой панели. После чего происходит полимеризация полиуретановой смеси при комнатной температуре в течение 48 часов. После полимеризации полиуретановая матрица отделяется от промежуточной линзовой панели методом изгиба либо полиуретана (в случае если промежуточная линзовая панель сделана на стекле), либо методом изгиба гибкого листового материала (в случае если промежуточная линзовая панель сделана на гибком листовом материале). В результате получается негативная интегральная матрица линз Френеля, состоящая из 12×12 матриц с апертурой 40×40 мм.
Данная негативная полиуретановая матрица используется для многократного изготовления линзовых панелей с 12×12 положительными линзами Френеля с апертурой 40×40 мм. На поверхность негативной интегральной матрицы наливается смесь низкоусадочного силикона марки Wacker Elastosil RT604 или Dow corning Sylgard 184, или любого другого с аналогичными свойствами с добавлением платиносодержащего катализатора. Сверху кладется силикатное стекло с предварительно нанесенным праймером и с пониженным содержанием железа (например, Optiwhite фирмы Pilkington), и осуществляется выдавливание силикона до тех пор, пока силикон не заполнит равномерно поверхность негативной матрицы и толщина слоя силикона между стеклом и матрицей не будет лежать в пределах 0.1-0.2 мм. Полимеризация силикона осуществляется при температуре 40 градусов Цельсия в течение 20 часов. После окончания полимеризации стекло отделяется от негативной матрицы методом изгиба матрицы, и в итоге получается линзовая панель оптического концентратора из 12×12 положительных линз Френеля с апертурой 40×40 мм, которая затем используется при сборке фотоэлектрического модуля с 12×12 солнечными элементами, закрепленными на общем теплоотводе и расположенными в фокусе 12×12 линз Френеля. Полиуретановая негативная матрица затем используется снова для многократного изготовления линзовых панелей, которые отличаются высоким оптическим качеством и воспроизводимостью.
Пример 2.
Отличается от примера 1 тем, что толщина силиконовой смеси между силикатным стеклом и самыми высокими зубцами негативной линзы Френеля в полиуретановой матрице равна 0.1 мм. Отличается от примера 1 тем, что полимеризация полиуретановой смеси осуществляется при температуре 20 градусов Цельсия в течение 48 часов, а в силиконовый компаунд при изготовлении промежуточной линзовой панели и линзовой панели оптического концентратора добавляется повышенный объем платиносодержащего катализатора, и полимеризация силикона осуществляется в течение 0.5 часов при температуре 60° Цельсия.
Пример 3.
Отличается от примера 1 тем, что толщина силиконовой смеси между силикатным стеклом и самыми высокими зубцами негативной линзы Френеля в полиуретановой матрице равна 10 мм. Отличается от примера 1 тем, что полимеризация полиуретановой смеси осуществляется при температуре 50° Цельсия в течение 3 часов, а в силиконовый компаунд при изготовлении промежуточной линзовой панели и линзовой панели оптического концентратора добавляется пониженный объем платиносодержащего катализатора, и полимеризация силикона осуществляется в течение 48 часов при температуре 15° Цельсия.
Для изготовления большого количества линзовых панелей необходимо наличие большого числа негативных полиуретановых матриц. Поэтому операции, показанные на позициях В-F, фиг.1-2, повторяются многократно. Одна первоначальная сборка 2, полученная алмазным точением негативных линз, позволяет получить более тысячи полиуретановых негативных матриц высокого качества. При этом каждая матрица при многократном повторении операций G-Н обеспечивает, в свою очередь, получение более тысячи линзовых панелей. Таким образом, один набор линз, полученных алмазным точением, позволяет получить предлагаемым способом более 1 млн линзовых панелей. Это, например, при площади линзовой панели 0,25 м2 обеспечивает изготовление концентраторных солнечных модулей на суммарную выходную мощность более 25 МВт в год.
Для массового производства композитных линзовых панелей из силиконового компаунда на стеклянном основании нужна недорогая, гибкая матрица негативных линз Френеля. Негативные матрицы, изготовленные методом алмазного микроточения, обладают очень высокой точностью оптических поверхностей, но являются дорогими и требуют больших временных затрат на свое изготовление. Негативные пластиковые линзы Френеля, полученные методом прессования в пластике или литья под давлением, обладают более низким качеством оптических поверхностей по сравнению с негативными линзами, полученными методом алмазного микроточения. Предложенный способ позволяет изготовить за один технологический цикл большое количество линзовых панелей при помощи одного начального набора негативных линз Френеля, изготовленных методом алмазного микроточения.
Предложенный способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей позволяет повысить производительность и экономичность изготовления линзовых панелей при обеспечении их долговечности и высоком оптическом качестве линз Френеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ЛИНЗОВОЙ ПАНЕЛИ ДЛЯ КОНЦЕНТРАТОРНЫХ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ НА ОСНОВЕ НАНОГЕТЕРОСТРУКТУР | 2010 |
|
RU2422860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗ ФРЕНЕЛЯ ДЛЯ КОНЦЕНТРАТОРНОГО ФОТОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 2011 |
|
RU2456645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРИЧЕСКОГО КОНЦЕНТРАТОРНОГО МОДУЛЯ | 2020 |
|
RU2740862C1 |
| СОЛНЕЧНЫЙ КОНЦЕНТРАТОРНЫЙ МОДУЛЬ | 2015 |
|
RU2611693C1 |
| ФОТОВОЛЬТАИЧЕСКИЙ КОНЦЕНТРАТОРНЫЙ МОДУЛЬ | 2010 |
|
RU2436193C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С НАНОСТРУКТУРНЫМ ФОТОЭЛЕМЕНТОМ | 2010 |
|
RU2436192C1 |
| КОНЦЕНТРАТОРНО-ПЛАНАРНЫЙ СОЛНЕЧНЫЙ ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2018 |
|
RU2690728C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2007 |
|
RU2354005C1 |
| МОЩНЫЙ КОНЦЕНТРАТОРНЫЙ ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 2020 |
|
RU2740738C1 |
| СОЛНЕЧНЫЙ ФОТОЭЛЕКТРИЧЕСКИЙ КОНЦЕНТРАТОРНЫЙ МОДУЛЬ | 2016 |
|
RU2641627C1 |
Способ включает изготовление негативных линз Френеля с квадратной апертурой методом алмазного точения, соединение их торцами в сборку и изготовление промежуточной панели заливкой между сборкой и силикатным стеклом или гибким листовым материалом двухкомпонентного силикона и последующей его полимеризацией. Промежуточную панель отделяют от сборки, копируют на полиуретановую матрицу путем полимеризации двухкомпонентного полиуретана в объеме между промежуточной панелью и листовым материалом. Отделяют полиуретановую матрицу путем ее изгиба, закрепляют ее на твердом основании и заполняют двухкомпонентным силиконовым компаундом слоем с толщиной, превышающей на 0.1 мм или более высоту углублений профиля линзы Френеля. Поверх помещают силикатное стекло с праймером и выдавливают избыточную силиконовую смесь до толщины не менее 0.1 мм, силиконовую смесь полимеризуют, а стекло с линзовой панелью отделяют от полиуретановой матрицы путем изгиба последней. Технический результат - повышение производительности и экономичности изготовления линзовых панелей при обеспечении их долговечности и высоком оптическом качестве линз Френеля. 6 з.п. ф-лы, 2 ил.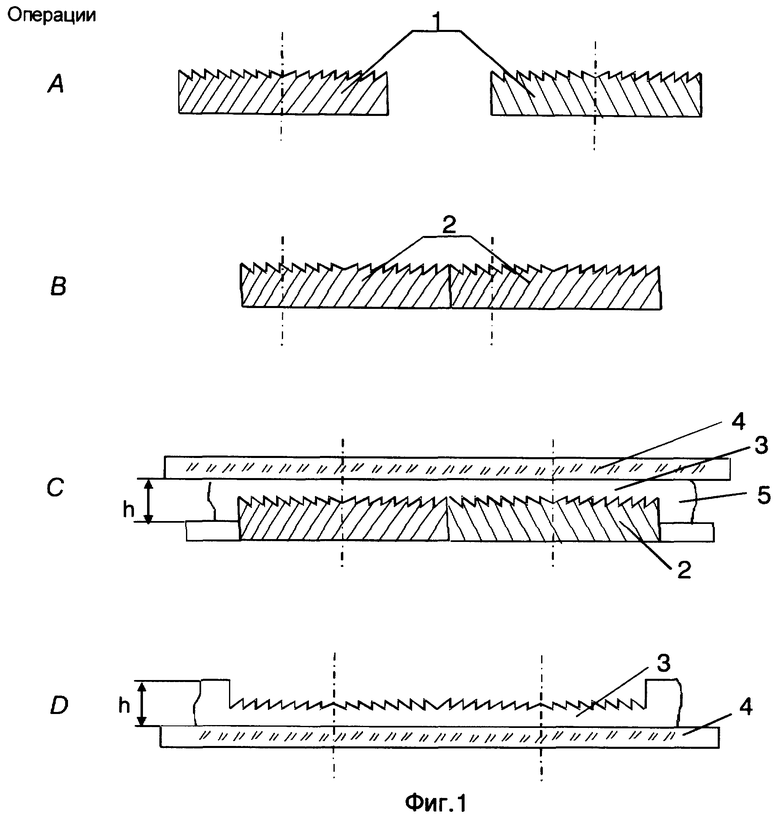
1. Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей, включающий изготовление негативных линз Френеля и снятие с них позитивных копий, отличающийся тем, что негативные линзы Френеля с квадратной апертурой, изготовленные методом алмазного точения, соединяют торцами в сборку, затем изготавливают промежуточную панель путем заливки между сборкой с негативными линзами Френеля и расположенным над сборкой силикатным стеклом или гибким листовым материалом двухкомпонентного силикона и последующей полимеризации последнего, затем промежуточную панель механически отделяют от сборки, производят копирование промежуточной панели на полиуретановую матрицу путем полимеризации двухкомпонентного полиуретана в объеме между промежуточной панелью и плоским листовым материалом, отделяют полученную полиуретановую матрицу путем ее изгиба, после чего полиуретановую матрицу закрепляют на твердом основании и заполняют двухкомпонентным силиконовым компаундом слоем с толщиной, превышающей на 0,1 мм или более высоту углублений профиля линзы Френеля в полиуретановой матрице, при этом поверх силикона помещают силикатное стекло с нанесенным на его поверхность праймером и производят выдавливание избыточного количества силиконовой смеси до толщины не менее 0,1 мм, силиконовая смесь полимеризуется, а стекло с линзовой панелью отделяют от полиуретановой матрицы путем изгиба последней.
2. Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей по п.1, отличающийся тем, что в качестве материала негативных линз Френеля, изготовляемых алмазным точением, используют полиметилметакрилат (ПММА) или любой некоррозируемый металл.
3. Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей по п.1, отличающийся тем, что в качестве материала матрицы используют полиуретан марки Рог-A-Kast M15 или любой полиуретан с усадкой размеров после полимеризации не более долей процента, а полимеризацию смеси осуществляют в течение 3-48 ч при температуре 20-50°С.
4. Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей по п.1, отличающийся тем, что в качестве праймера используется праймер Wacker или любой другой, предназначенный для обработки поверхностей для адгезии силиконовых эластомеров.
5. Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей по п.1, отличающийся тем, что в качестве праймера используется однокомпонентный прозрачный силиконовый адгезив, разбавленный уайт-спиритом или другим растворителем.
6. Способ изготовления композитной концентраторной линзовой панели для фотоэлектрических модулей по п.1, отличающийся тем, что для выдавливания силиконовой смеси полиуретановую матрицу с нанесенным на нее силиконом сначала изгибают, затем выпуклой частью приводят в контакт со стеклом, а затем распрямляют до обеспечения полного контакта со стеклом по всей поверхности матрицы.
7. Способ изготовления композитной линзовой панели для фотоэлектрических модулей по п.1, отличающийся тем, что полимеризация силикона линзовой панели осуществляется при температуре 15-60°С в течение 0,5-48 ч.
| RU 2005109379 А1, 10.09.2006 | |||
| МНОГОЗНАЧНАЯ ГАЛОГРАФИЧЕСКАЯ МЕРА ПЛОСКОГО УГЛА | 2006 |
|
RU2332638C1 |
| JP 5196807 А1, 06.08.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МАСТЕР-МОДЕЛИ ДЛЯ ПОЛУЧЕНИЯ МНОГОЭЛЕМЕНТНОЙ ЛИНЗЫ ФРЕНЕЛЯ СФЕРИЧЕСКОЙ ФОРМЫ | 2001 |
|
RU2216446C2 |
| US 6555236 В1, 29.04.2003 | |||
| US 6075200 А, 13.06.2000. | |||

