Данное изобретение относится к области изготовления оптических элементов и касается способов и устройств для изготовления линз Френеля различного назначения в условиях серийного промышленного производства.
Линза Френеля - это изготовленная из оптически прозрачного материала (полиэтилен низкого давления, поликарбонаты, акрилаты и др. ) плоская структура с концентрическими канавками, обладающая требуемыми оптическими свойствами и дающая такой же эффект, как и оптическая линза со сферической поверхностью.
Одним из наиболее широко распространенных в настоящее время применений является использование многоэлементных линз Френеля в пассивных ИК-детекторах движения, предназначенных для систем охранной сигнализации. В таких детекторах оптический узел содержит многоэлементную линзу Френеля и пироэлектрический приемник, расположенный в фокальной плоскости линзы Френеля, и обеспечивает формирование зон обнаружения различной конфигурации. В соответствии с особенностями конфигурации зоны обнаружения подразделяются на:
- объемные зоны обнаружения;
- линейные зоны обнаружения;
- поверхностные зоны обнаружения;
- панорамные (круговые) зоны обнаружения.
Наиболее распространенной является объемная зона обнаружения, перекрывающая до 120-350 кв.м охраняемой площади в закрытом помещении.
Зоны обнаружения, формируемые пассивными ИК-извещателями, являются многолучевыми и многоярусными, в соответствии с дальностью обнаружения они формируются в несколько ярусов (см. "Каталог технических средств безопасности" (Россия, 2001 г.), каталоги фирм "Fresnel Optics" (США), "Combined Optical Industries Ltd." (Великобритания) и др. Соответственно линза Френеля в оптической системе пассивного ИК-извещателя с многолучевой зоной обнаружения является многоэлементной, в такой линзе Френеля каждому лучу зоны обнаружения соответствует "своя" одинарная линза Френеля, выполненная как единое целое совместно с другими одинарными линзами Френеля этой же многоэлементной линзы Френеля. В зависимости от конфигурации зоны обнаружения и количества лучей в ней количество одинарных линз и их местоположение в составе многоэлементной линзы Френеля являются величиной переменной.
Для изготовления как одинарных, так и многоэлементных линз Френеля способом литья под давлением или способом прессования в условиях промышленного производства используют специальную технологическую оснастку, получившую название "мастер-модель".
В строгом смысле этого понятия применительно к линзе Френеля мастер-моделью является формообразующая поверхность, выполненная в виде обратного (негативного) профиля рабочей поверхности соответствующей, многоэлементной или одинарной, линзы Френеля. Мастер-модель, таким образом, выполняет функцию эталона формообразующей поверхности, получение которой обеспечивает технологическая оснастка данного типа. С эталонной мастер-модели в некоторых реализациях такой технологической оснастки изготавливают, например, гальваническим способом рабочие копии мастер-модели, непосредственно используемые в процессе производства линз Френеля.
В повседневной практике мастер-модель обычно понимают как конструкцию, снабженную формообразующей поверхностью линзы Френеля и имеющую опорную часть для крепления этой конструкции совместно с указанной поверхностью в пресс-форму для литья или прессования.
Конструктивно мастер-модель многоэлементной линзы Френеля является сборно-разборной. Сборочной единицей сборно-разборной мастер-модели является мастер-модель соответствующей одинарной линзы Френеля в составе многоэлементной линзы Френеля. Количество сборочных единиц равно количеству одинарных линз в многоэлементной линзе Френеля. Выполнение этой мастер-модели сборно-разборной обеспечивает возможность замены каких-либо одних сборочных единиц другими, если потребуется. Соединение сборочных единиц осуществляют любым известным способом, например с помощью винтов или штифтов.
В последнее время в оптической системе пассивных ИК-детекторов все более широко стали применяться многоэлементные линзы Френеля сферической формы вместо плоских многоэлементных линз. Линзы Френеля сферической формы обладают улучшенными оптическими свойствами, обеспечивают формирование зоны обнаружения без искажений и высокую собирательную способность благодаря тому, что у многоэлементных линз Френеля сферической формы площадь эффективной поверхности больше, чем у аналогичных плоских линз.
Технические решения, касающиеся способов изготовления линз Френеля сферической формы, известны. Существующий уровень техники можно оценить по следующим аналогам данного изобретения.
Известен способ изготовления мастер-модели по заявке ЕР 0011331, кл. B 29 D 11/00, G 02 В, 02.11.1999 г.
Данное изобретение касается способа изготовления мастер-модели, имеющей заданный обратный профиль. В соответствии со способом может быть изготовлено множество одинаковых линз Френеля с рабочей поверхностью, отвечающей прямому профилю указанного обратного профиля.
Данный способ предусматривает начальную механическую обработку поверхности заготовки из твердого, недеформируемого материала с целью получения обратного профиля. Твердым, недеформируемым материалом является кремнийсодержащий материал (керамика или стекло). Материал может обрабатываться с помощью алмазного точения (керамика) или с помощью шлифования (кремнийсодержащие стекла) для получения заданного обратного профиля за один проход. Затем на поверхность кремнийсодержащего материала наносится покрытие из никеля или сплава никеля с последующей механической обработкой поверхности никеля режущим инструментом, оптической полировкой для получения заданного профиля и вакуумным нанесением на поверхность указанного профиля слоя защитного покрытия из инертного нерастрескивающегося материала (для защиты от царапин). Ограничением этого способа является то, что он обеспечивает изготовление мастер-модели только одинарной линзы Френеля.
Ближайшим аналогом заявляемого способа является способ изготовления мастер-модели для получения многоэлементной панорамной линзы Френеля сферической формы, где мастер-модель выполнена в виде сборно-разборной многосекционной конструкции, сборочными единицами которой являются мастер-модели одинарных линз Френеля с профилем формообразующей поверхности, получаемой в виде обратного профиля рабочей поверхности соответствующей одинарной линзы Френеля, при этом каждую сборочную единицу мастер-модели многоэлементной линзы Френеля вырезают из отдельной одинаковой заготовки полусферической формы с предварительно нанесенным на нее профилем формообразующей поверхности и радиусом, равным радиусу полной формообразующей поверхности многосекционной мастер-модели, с получением объемной детали заданной геометрии, конфигурация которой ограничена сферической формообразующей поверхностью с заданным профилем и плоскими взаимно перпендикулярными опорными поверхностями, обеспечивающими высокую точность сборки многосекционной мастер-модели (GB 2332638, 30.06.1999).
Недостатком данного способа является получение одного и только одного типа линз, а именно панорамной линзы Френеля, предназначенной для применения в пассивных ИК-детекторах движения, устанавливаемых на потолке контролируемого помещения. Из этого следует, что возможности практического применения известного способа-аналога имеют существенные ограничения.
Настоящее изобретение свободно от ограничений, присущих известному способу-аналогу.
Технический результат, достигаемый при реализации данного способа, заключается в изготовление сборно-разборной мастер-модели, которая может быть применена для промышленного производства всех существующих типов многоэлементных линз Френеля сферической формы, предназначенных для пассивных ИК-детекторов движения с зонами обнаружения, а именно линз Френеля для формирования объемной, линейной, поверхностной и круговой (панорамной) зон обнаружения.
Указанный технический результат достигается тем, что в способе изготовления мастер-модели для получения многоэлементной линзы Френеля сферической формы, выполненной в виде сборно-разборной конструкции, сборочными единицами которой являются мастер-модели одинарных линз Френеля сферической формы с профилем формообразующей поверхности в виде обратного профиля соответствующей одинарной линзы Френеля, предусматривающем вырезание каждой сборочной единицы мастер-модели из отдельной одинаковой заготовки полусферической формы с предварительно нанесенным на нее профилем формообразующей поверхности и радиусом, равным радиусу полной формообразующей поверхности мастер-модели, согласно изобретению операцию вырезания каждой сборочной единицы мастер-модели осуществляют, используя координату вершины полусферической заготовки в качестве точки начала отсчета координат, с получением объемной детали заданной геометрии, конфигурация которой ограничена сферической формообразующей поверхностью с заданным профилем взаимно перпендикулярными поверхностями, за счет совмещения которых осуществляется сборка одинарных мастер-моделей в единую плотную полусферу с высокой точностью сборки.
Операцию вырезания каждой сборочной единицы мастер-модели осуществляют методом электроэррозии.
Сущность изобретения поясняется чертежами, где на фиг.1 изображена диаграмма направленности известной панорамной линзы Френеля сферической формы потолочного типа в вертикальной плоскости;
на фиг. 2 - диаграмма направленности известной панорамной линзы Френеля сферической формы потолочного типа в горизонтальной плоскости; на фиг.3 - вид сверху многоэлементной линзы Френеля сферической формы с объемной зоной обнаружения, полученной способом по данному изобретению; на фиг.4 - мастер-модель многоэлементной линзы Френеля сферической формы с объемной зоной обнаружения, соответствующая данному изобретению; на фиг. 5 - то же, с пространственным разделением сборочных единиц; на фиг.6 - вид сверху многоэлементной линзы Френеля сферической формы с линейной зоной обнаружения, полученная способом по данному изобретению; на фиг.7 - то же, с линейной зоной обнаружения; на фиг. 8 - мастер-модель линзы Френеля по фиг.7 с пространственным разделением сборочных единиц; на фиг.9 - вид сверху многоэлементной линзы Френеля сферической формы с поверхностной зоной обнаружения, полученной способом по данному изобретению; на фиг.10 - то же, с поверхностной зоной обнаружения; на фиг.11 - мастер-модель линзы Френеля по фиг. 10 с пространственным разделением сборочных единиц; на фиг.12 - пример пространственного положения одной из сборочных единиц многосекционной мастер-модели на заготовке полусферической формы в момент осуществления операции вырезания; на фиг.13 и 13а - вырезанная из заготовки деталь, являющаяся одной из сборочных единиц многосекционной мастер-модели многоэлементной линзы Френеля сферической формы; на фиг.14 - сборочная единица местер-модели по фиг. 4 многоэлементной линзы Френеля с объемной зоной обнаружения и ее местоположение в структуре мастер-модели; на фиг.15 - то же, общий вид; на фиг. 16 - общий вид мастер-модели многоэлементной панорамной линзы Френеля, выполненная способом по данному изобретению; на фиг.17 - мастер-модель по фиг. 15, показанная с пространственным разделением сборочных единиц.
Рассмотрим примеры изготовления сборно-разборных мастер-моделей для получения многоэлементных линз Френеля сферической формы со следующими широко применяемыми зонами обнаружения:
а) объемной зоной обнаружения.
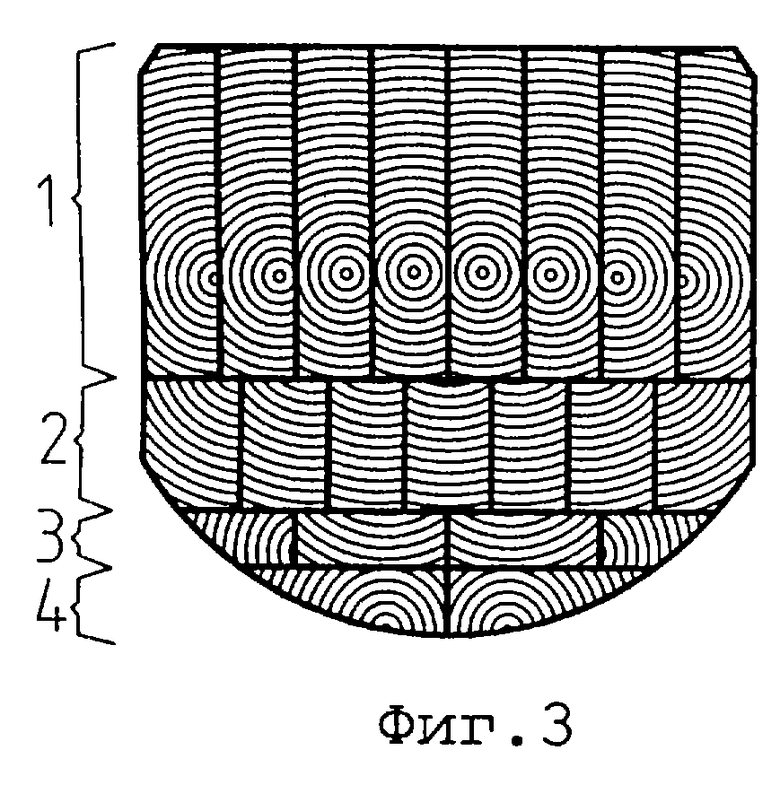
На фиг. 3 показан вид сверху многоэлементной линзы Френеля сферической формы с объемной зоной обнаружения. В состав этой линзы Френеля входит 21 одинарная линза Френеля сферической формы, из числа которых 8 линз (поз.1, фиг. 3) обеспечивают формирование дальней зоны обнаружения, 7 линз (поз.2, фиг.3) - формирование средней зоны обнаружения, 4 линзы (поз.3, фиг.3) - формирование ближней зоны обнаружения и 2 линзы (поз.4, фиг.3) - формирование антисаботажной зоны для защиты пространства непосредственно под пассивным ИК-детектором.
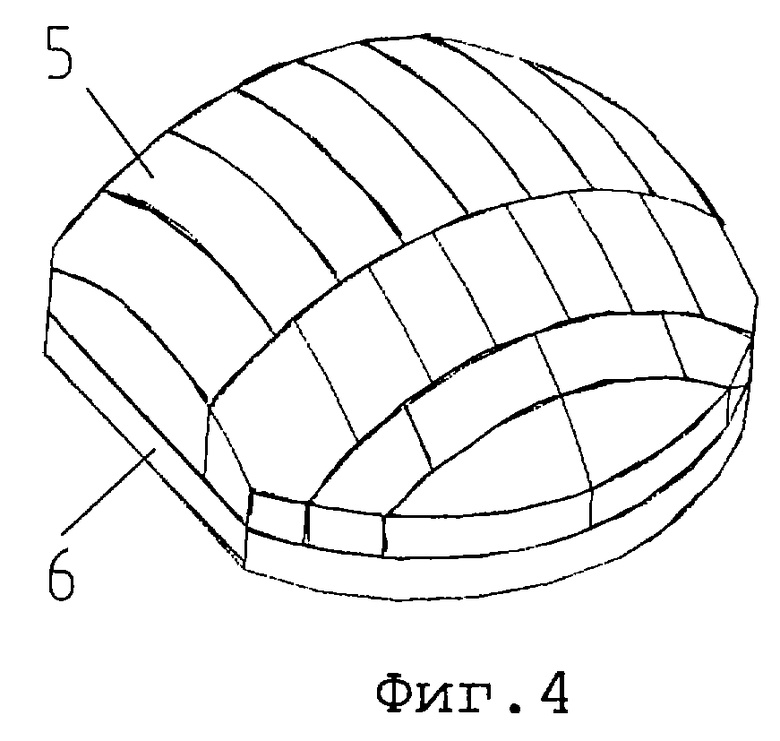
На фиг.4 показан общий вид сборно-разборной мастер-модели для получения линзы Френеля по фиг. 3. Мастер-модель по фиг.4 изготовлена способом по данному изобретению. Количество сборочных единиц 5 в ней и их местоположение соответствует количеству и местоположению одинарных линз Френеля в многоэлементной линзе Френеля по фиг.3. Сборочные единицы 5 мастер-модели по фиг.4 собраны совмещением всех взаимно перпендикулярных опорных поверхностей в единую плотную полусферу 6 на основе.
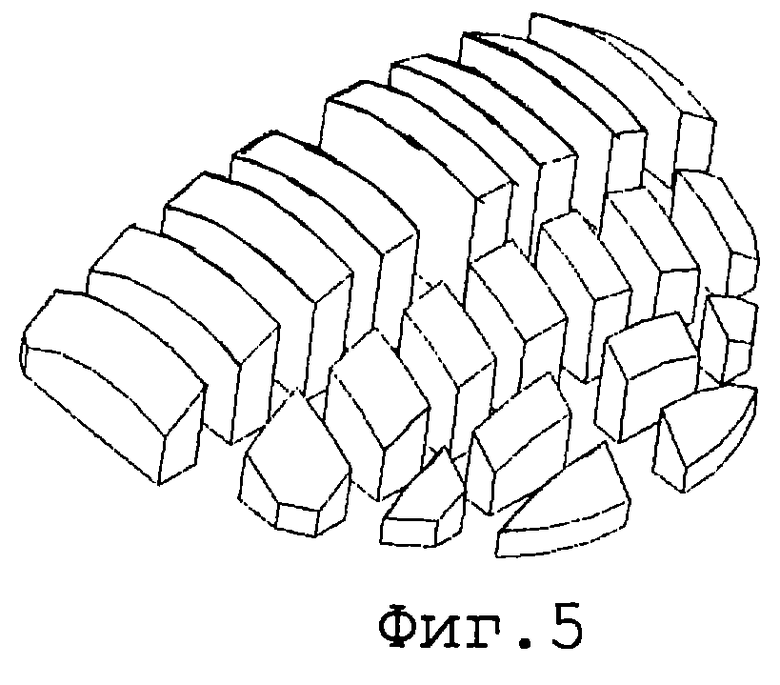
На фиг.5 показана мастер-модель по фиг.4 с пространственным разделением образующих ее сборочных единиц 5. На фиг.4 и 5 с целью упрощения показана гладкая сферическая поверхность как мастер-модели по фиг.4, так и сборочных единиц по фиг.5.
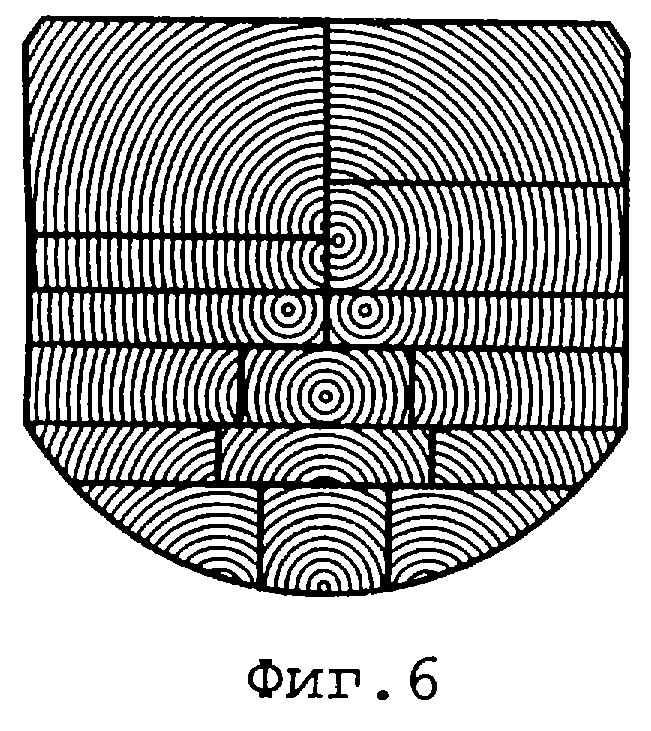
б) линейной зоной обнаружения
На фиг. 6 показан вид сверху многоэлементной линзы Френеля сферической формы с линейной зоной обнаружения. В состав этой линзы Френеля входит 15 одинарных линз Френеля, из них 4 линзы обеспечивают формирование дальней зоны обнаружения, 5 линз - формирование средней зоны обнаружения, 3 линзы - формирование ближней зоны обнаружения и 3 линзы - формирование антисаботажной зоны для защиты пространства непосредственно под пассивным ИК-детектором.
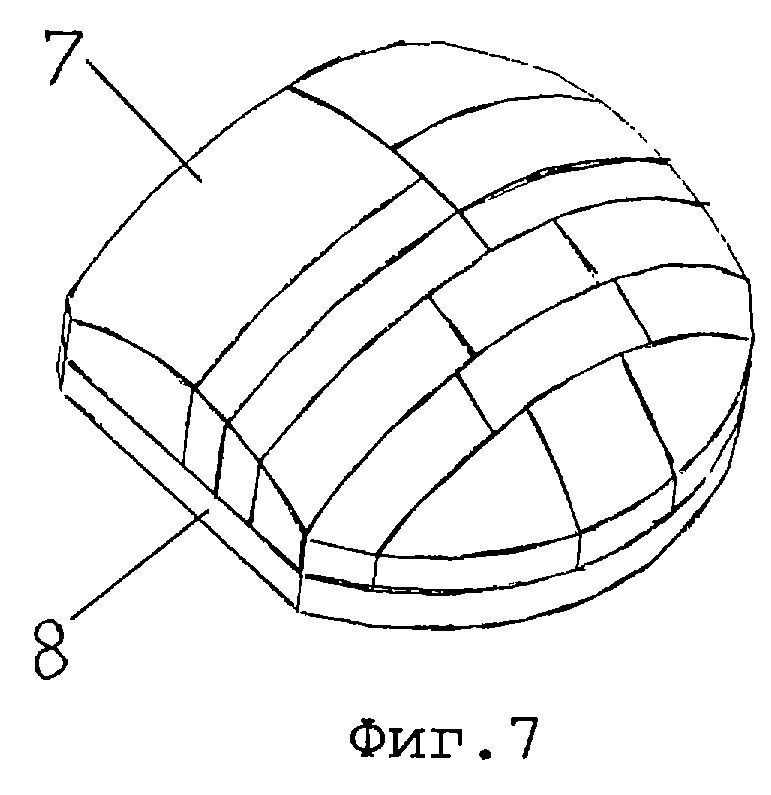
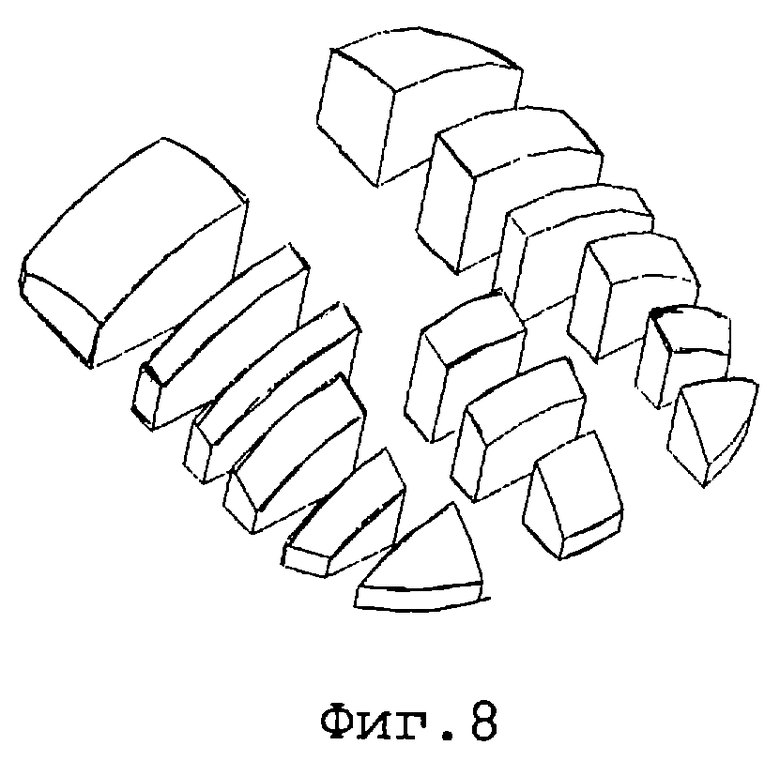
На фиг.7 показан общий вид сборно-разборной мастер-модели для получения линзы Френеля по фиг. 6 способом по данному изобретению. Мастер-модель по фиг.7 изготовлена способом по данному изобретению. Количество сборочных единиц 7 в ней и их местоположение соответствуют количеству и местоположению одинарных линз Френеля в многоэлементной линзе Френеля по фиг.7. Сборочные единицы 7 мастер-модели по фиг.7 собраны совмещением всех взаимно перпендикулярных опорных поверхностей в единую плотную полусферу 8. На фиг.8 показана мастер-модель по фиг.7 с пространственным разделением образующих ее сборочных единиц 7. На фиг.7 и 8 с целью упрощения показана гладкая сферическая поверхность как мастер-модели по фиг.7, так и сборочных единиц по фиг.8.
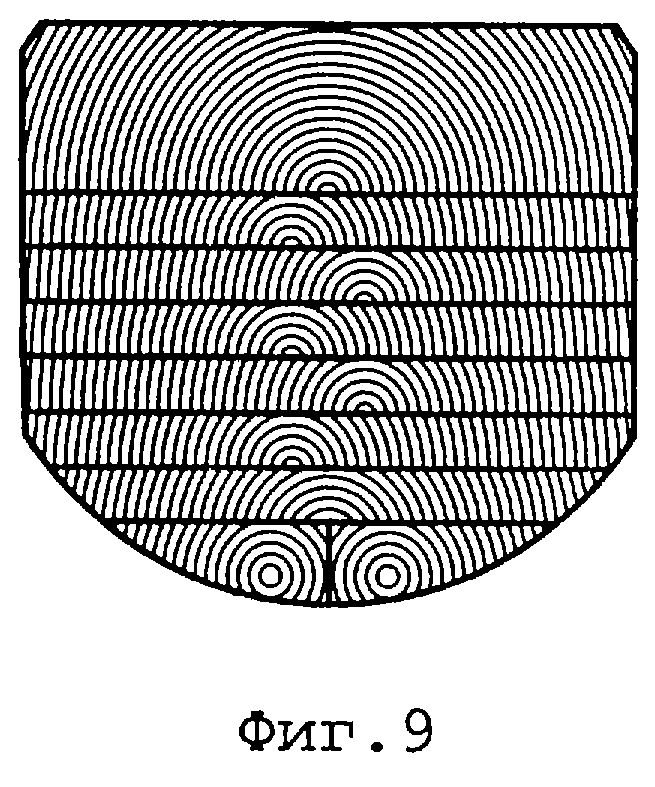
в) поверхностной зоной обнаружения
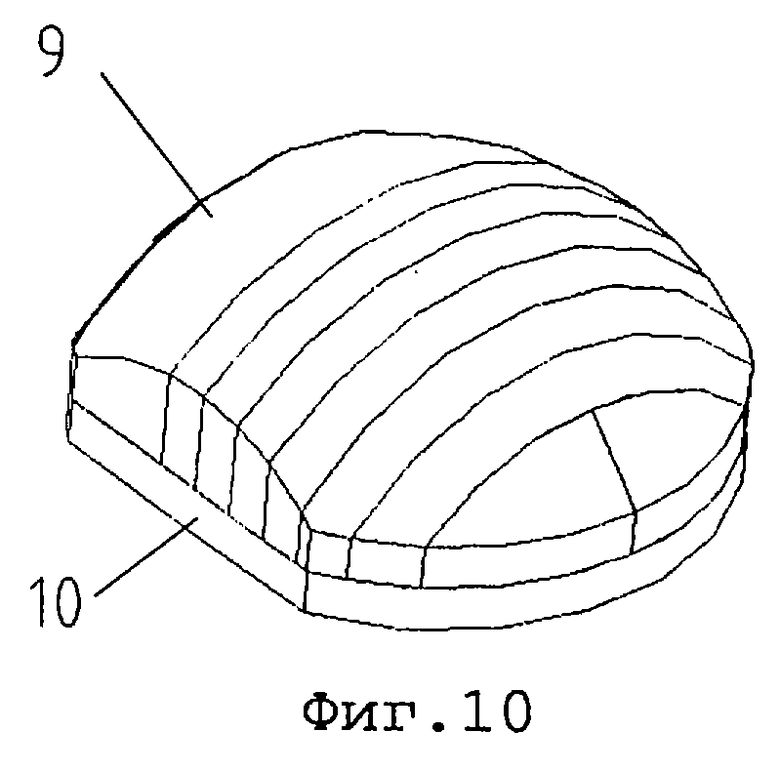
На фиг. 9 показан вид сверху многоэлементной линзы Френеля сферической формы с поверхностной зоной обнаружения. Линзы данного типа обеспечивают формирование сплошной зоны обнаружения. В состав этой линзы Френеля входит девять одинарных линз Френеля сферической формы.
На фиг.10 показан общий вид сборно-разборной мастер-модели для получения линзы Френеля по фиг. 9: Мастер-модель по фиг.10 изготовлена способом по данному изобретению. Количество сборочных единиц 9 в ней и их местоположение соответствуют количеству и местоположению одинарных линз Френеля в многоэлементной лине Френеля по фиг.9. Сборочные единицы 9 мастер-модели по фиг.10 собраны за счет совмещения всех взаимно перпендикулярных опорных поверхностей в единую плотную полусферу 10.
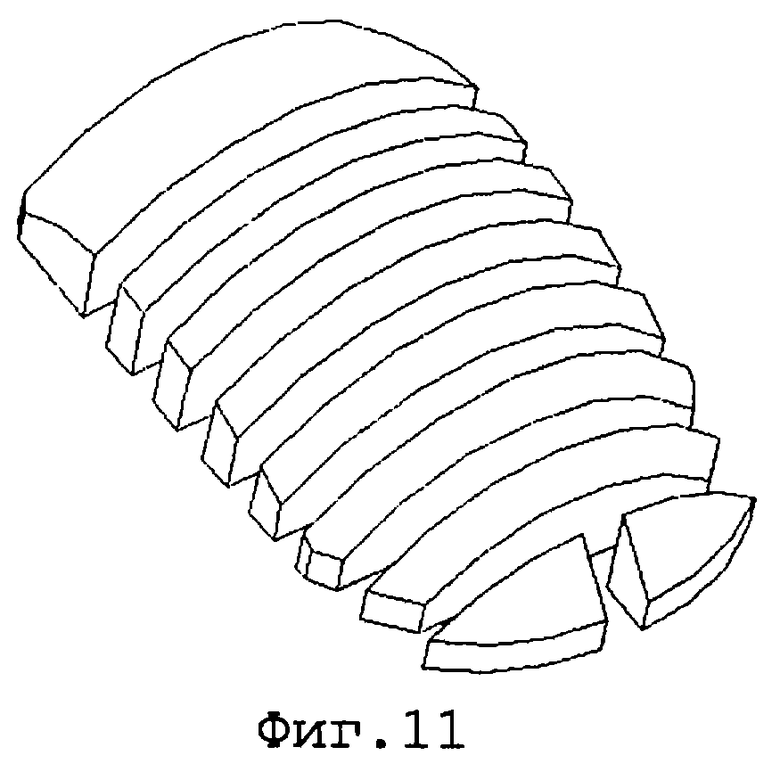
На фиг. 11 показана мастер-модель по фиг.10 с пространственным разделением образующих ее сборочных единиц 9. На фиг.10 и 11 показана для упрощения гладкая сферическая поверхность как мастер-модели по фиг.10, так и сборочных единиц по фиг.11.
В качестве доказательства промышленной применимости приводим конкретный пример изготовления сборно-разборной мастер-модели по фиг.4 для получения многоэлементной линзы Френеля сферической формы по фиг.3 с объемной зоной обнаружения.
Первой операцией способа является изготовление одинаковых заготовок с полусферической поверхностью, радиус которой равен радиусу полной формообразующей поверхности мастер-модели. Заготовки изготавливают, например, из латуни марки ЛС-59-1. Количество заготовок равно количеству сборочных единиц в мастер-модели; в данном примере осуществления изготавливают 21 заготовку.
Второй операцией способа является выполнение на ранее полученной гладкой полусферической поверхности заготовки обратного профиля соответствующей одинарной линзы Френеля сферической формы. Обратный профиль одинарной линзы Френеля выполняют способом алмазного точения с управлением от ЭВМ за один проход, начиная с вершины гладкой полусферической поверхности заготовки, с получением заданного шага нарезки, глубины и угла наклона канавок.
Третьей операцией способа является вырезание сборочной единицы мастер-модели из полусферической заготовки способом электроэррозии.
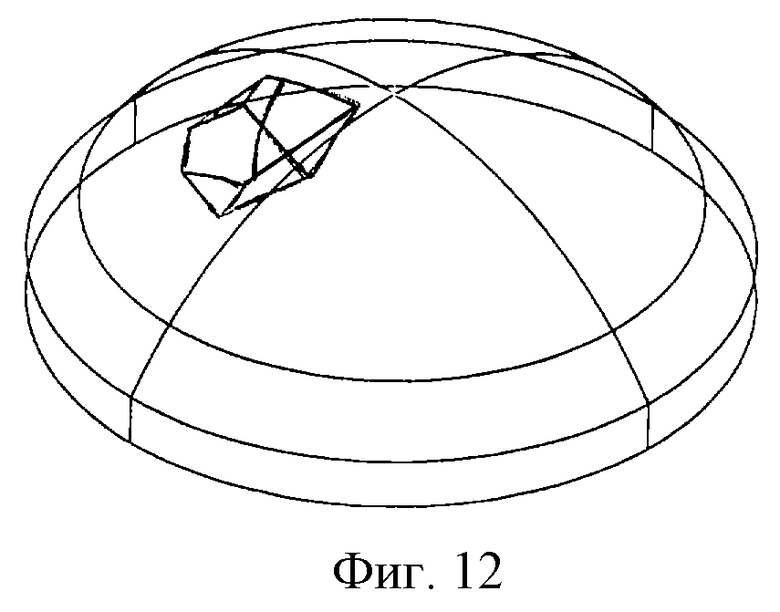
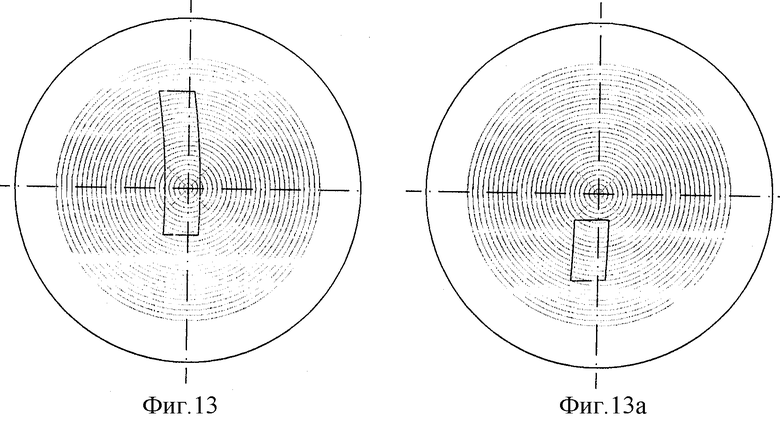
Способ электроэррозии заключается в следующем: в ванну с токопроводящей жидкостью помещают и закрепляют в ней латунную заготовку с нанесенным на нее профилем формообразующей поверхности, при этом заготовка сориентирована определенным образом. К заготовке затем подводится проволока из латуни Л63 диаметром 0,2 мм, на которую подается ток. Проволока по программе осуществляет вырезание детали сложной объемной формы, конфигурация которой с учетом ширины реза соответствует пространственному положению сборочной единицы в конструкции многосекционной мастер-модели (фиг.12). Причем при осуществлении операции вырезания каждой сборочной единицы точка начала координат совпадает с координатой вершины полусферической заготовки, что обеспечивает получение профиля формообразующей поверхности на каждой сборочной единице с высокой точностью (фиг. 13, 13а). Последней операцией после выполнения необходимых операций технического контроля является сборка с помощью штифтов или винтов отдельных сборочных единиц, а именно - 21 секции одинарных мастер-моделей в единую плотную многосекционную сборно-разборную конструкцию полусферической формы с высокой точностью сборки за счет наличия плоских взаимно перпендикулярных поверхностей в каждой сборочной единице. Данная конструкция является мастер-моделью формообразующей поверхности для изготовления многоэлементных линз Френеля сферической формы в условиях промышленного серийного производства.
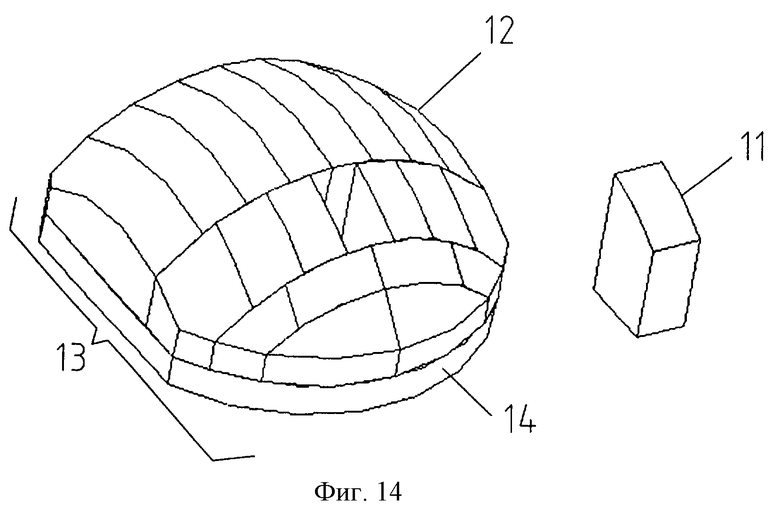
На фиг. 14 сборочная единица 11 показана как составная часть сборно-разборной мастер-модели 12, сборочные единицы 13 которой собраны в единую плотную полусферу 14 за счет совмещения плоских взаимно перпендикулярных опорных поверхностей. На фиг.14 показаны для упрощения гладкие сферические поверхности мастер-модели 12 и сборочной единицы 11.
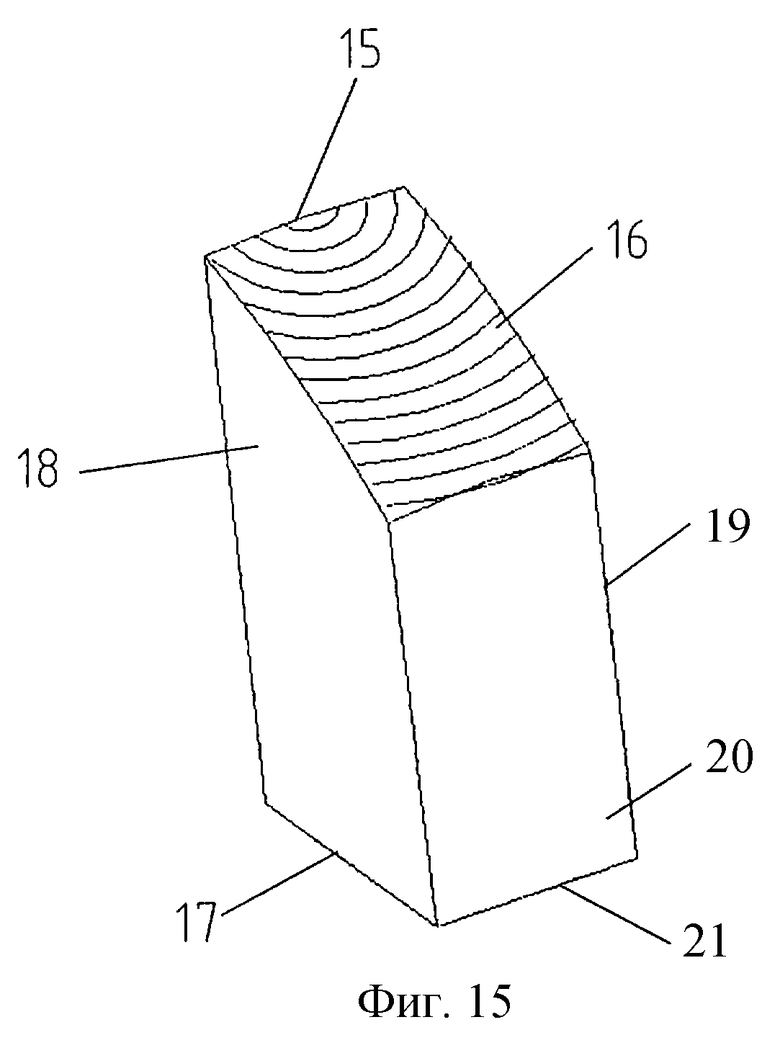
На фиг.15 показана сборочная единица мастер-модели, изготовленная по данному способу.
Сборочная единица 11 имеет формообразующую поверхность 15, на которой выполнен обратный профиль 16 одинарной линзы Френеля и опорные поверхности 17, 18, 19, 20 и 21, которые являются взаимно перпендикулярными.
Аналогичным способом изготавливают также и мастер-моделии с линейной зоной обнаружения (фиг.7 и 8) и поверхностной зоной обнаружения (фиг.10 и 11).
Как было показано ранее, способ изготовления мастер-модели для получения многоэлементной линзы Френеля сферической формы по данному изобретению обеспечивает получение различных типов линз Френеля, а именно линз Френеля с объемной, линейной и поверхностной зонами обнаружения.
Наряду с этим способ по данному изобретению без каких-либо ограничений обеспечивает получение также и многоэлементной панорамной линзы Френеля, аналогичной панорамной линзе Френеля по известному способу.
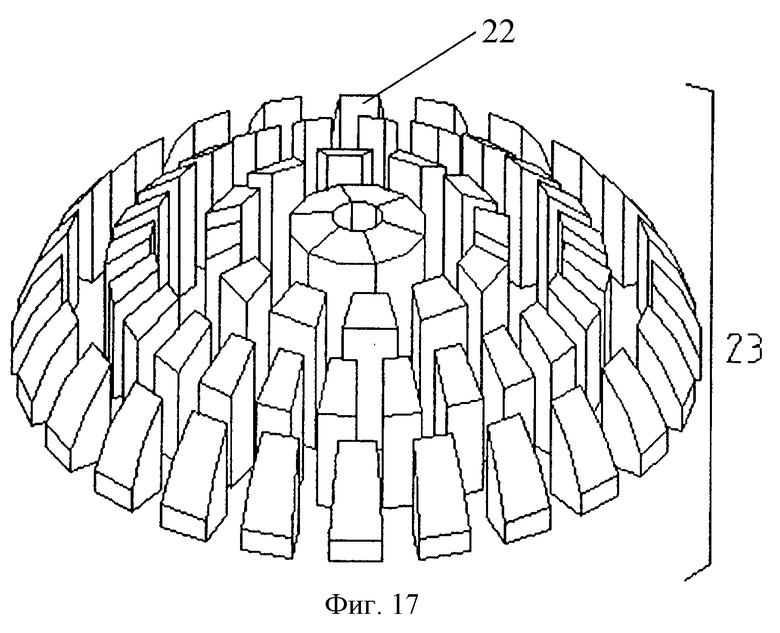
Мастер-модель для получения многоэлементной панорамной линзы Френеля, изготовленная способом по данному изобретению, показана на фиг.16.
На фиг. 17 мастер-модель 22 по фиг.16 показана с пространственным разделением сборочных единиц 23, изготовленных способом по данному изобретению. При сборке мастер-модели 22 все сборочные единицы 23 собираются в единую плотную полусферу за счет совмещения плоских взаимно перпендикулярных поверхностей с помощью винтов или штифтов.
Мастер-модель по данному изобретению является универсальной и обеспечивает возможность изготавливать с ее применением многоэлементные линзы Френеля сферической формы с объемной, линейной и поверхностной зонами обнаружения, а также многоэлементные панорамные линзы Френеля сферической формы.
Реализация способа по данному изобретению дает практически неограниченные возможности изменения количественного состава и пространственной структуры мастер-моделей одинарных линз Френеля сферической формы, образующих конечную мастер-модель. На этой основе обеспечивается высокая гибкость как экспериментального, так и серийного производства соответствующей высокотехнологичной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАСТЕР-МОДЕЛИ ДЛЯ ПРОИЗВОДСТВА ПЛОСКОЙ СФЕРИЧЕСКОЙ ЛИНЗЫ ФРЕНЕЛЯ (ВАРИАНТЫ) | 2007 |
|
RU2373054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ШАРОВ И ДРУГИХ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2134176C1 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КРАНА | 2001 |
|
RU2193130C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| ОХРАННЫЙ ИЗВЕЩАТЕЛЬ С ИНФРАКРАСНЫМ КАНАЛОМ ОБНАРУЖЕНИЯ | 2005 |
|
RU2292597C1 |
| Способ динамической сборки агрегатных единиц планеров летательных аппаратов и устройство для его осуществления | 2018 |
|
RU2695017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2238816C2 |
| ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136998C1 |

Способ относится к изготовлению оптических элементов и применяется для изготовления в условиях серийного промышленного производства многоэлементных линз Френеля сферической формы, выполненных в виде сборно-разборной конструкции. Сборочными единицами многоэлементной линзы являются мастер-модели одинарных линз Френеля сферической формы с профилем формообразующей поверхности в виде обратного профиля соответствующей одинарной линзы Френеля. Заключается предусматривающий вырезание каждой сборочной единицы мастер-модели из отдельной одинаковой заготовки полусферической формы с предварительно нанесенным на нее профилем формообразующей поверхности и радиусом, равным радиусу полной формообразующей поверхности мастер-модели, отличающийся тем, что операцию вырезания каждой сборочной единицы мастер-модели осуществляют, используя координату вершины полусферической заготовки в качестве точки начала отсчета координат, с получением объемной детали заданной геометрии, конфигурация которой ограничена сферической формообразующей поверхностью с заданным профилем и плоскими взаимно перпендикулярными поверхностями, за счет совмещения которых осуществляется сборка одинарных мастер-моделей в единую плотную полусферу с высокой точностью сборки. Данный способ обеспечивает изготовление сборно-разборной мастер-модели, которая может быть применена для производства всех существующих типов многоэлементных линз Френеля сферической формы. 1 з.п. ф-лы, 17 ил.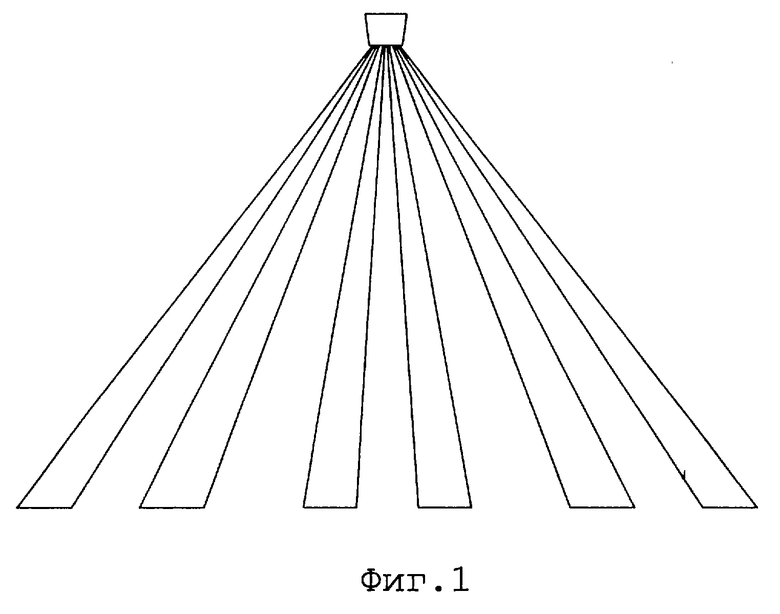
| МНОГОЗНАЧНАЯ ГАЛОГРАФИЧЕСКАЯ МЕРА ПЛОСКОГО УГЛА | 2006 |
|
RU2332638C1 |
| ПЛОСКОГУБЦЫ ДЛЯ НАДЕВАНИЯ ЭЛЕКТРИЧЕСКОГО ШНУРА НА РОЛИКИ | 1928 |
|
SU11331A1 |
| US 5442178 А, 15.08.1995 | |||
| Устройство для обработки линз френеля | 1978 |
|
SU724344A1 |

