Настоящее изобретение относится к блокам для подпорных стен и к способу изготовления таких блоков.
Известны различные способы и материалы, предназначенные для возведения подпорных стен. Такие способы включают в себя использование природного камня, монолитного бетона, кладки и лесоматериалов ландшафта или железнодорожных шпал. В последние годы сборные бетонные элементы для подпорных стен, которые укладывают в сухом состоянии (то есть монтируют без использования цементного раствора), становятся широко применяемым изделием для возведения подпорных стен. Такие изделия приобретают популярность, поскольку их изготавливают в массовом порядке и поэтому они относительно недороги. Они обладают конструктивной прочностью, легкостью и требуют относительно небольших затрат для их монтажа, а также сочетают надежность бетона с привлекательностью различных архитектурных отделок.
Желательно, чтобы можно было возводить стену из таких блоков быстро и без необходимости выполнения работ, требующих определенной квалификации. Эффективность возведения стены может быть измерена посредством определения того, как быстро будет сооружена передняя поверхность стены. Очевидно, что это зависит от размера используемых блоков и легкости укладки блоков.
Обычная известная практика заключается в использовании имеющих подобные размеры формовочных коробок для производства блоков различных типов. Например, коробка со стандартными размерами имеет площадь для формования блоков примерно 18 дюймов на 24 дюйма (примерно 45,7 см на 61 см) и при этом позволяет создать блок толщиной примерно 8 дюймов (20,3 см). На фиг.1А представлен блок В1 подпорной стенки в формовочной коробке М. Этот блок симметричен относительно расположенной по центру вертикальной плоскости симметрии. Блок В1 имеет болтовые отверстия РН, полости РС для захождения болтов и две средние внутренние части С1 и С2. Стороны обычно сходятся от передней части к задней части блока. Переднюю поверхность F создают посредством удаления идущей в отходы части W после формирования блока. Эту часть отделяют для формирования шероховатой поверхности. Блок согласно фиг.1А изготавливают как один блок за один раз, при этом производительность за цикл составляет один квадратный фут (1 фут2 или 929 см2) передней поверхности. Обычный вес такого блока составляет примерно 110 фунтов (50 кг).
Другие известные блоки показаны на фиг.1В и 1С в формовочной коробке М. Такой блок подобен блоку, описанному в публикации WO 02/101157 (MacDonald и др.). Этот блок также имеет сходство с блоком В1, поскольку он симметричен относительно центрально расположенной вертикальной плоскости симметрии. Блок В2 имеет болтовые отверстия РН, полости РС для захождения болтов и среднюю внутреннюю часть С. Предпочтительно такое формирование блоков, чтобы передняя поверхность F имела шероховатый внешний вид. Блоки В2 изготавливают в формовочной коробке таким образом, чтобы за один раз можно было изготовить два блока. При этом будет обеспечено эффективное использование формовочного пространства с получением примерно двух квадратных футов (1858 см2) передней поверхности за один цикл изготовления. На фиг.1В показано, что блоки могут быть сформированы по два за один раз и отделены по поверхностям блоков. В этом случае передней поверхности блоков придают заданную фактуру посредством офактуривающих элементов Т, которые находятся в соприкосновении с передней поверхностью, когда блоки удалены из формовочной коробки. На фиг.1С представлены блоки, которые отформованы совместно друг с другом по передней поверхности F. Передние поверхности этих блоков будут отделены или разъединены друг с другом после отверждения. Разделение таких блоков используют для формирования желаемого внешнего вида поверхности. При таком изготовлении каждый блок будет иметь переднюю поверхность, примерно составляющую один квадратный фут (1 фут2 или 929 см2). Таким образом, производительность за цикл составляет два квадратных фута передней поверхности. Обычный вес такого блока составляет примерно 85 фунтов (38,6 кг).
Третий тип известного блока в его формовочной коробке М показан на фиг.1D. Блок В3 представляет собой прямоугольный блок, имеющий, как показано, две средние внутренние части или полости С. Размер блока по длине обычно используют для формирования поверхности стены. Таким образом, этот тип блока позволяет получить полезную переднюю поверхность, составляющую по длине примерно 24 дюйма (610 см), а не поверхность длиной 18 дюймов (457 см), как у блоков В1 и В2. Эта площадь поверхности [(при той же самой толщине блока, то есть порядка 8 дюймов (203 см)] примерно на 33% больше, чем площадь поверхности блоков В1 или В2. Однако этот блок весит примерно 250 фунтов (113,6 кг) и должен быть установлен в надлежащем месте с использованием механизированных средств.
Соответственно, в этой отрасли остается необходимость в стеновых блоках, которые позволяют максимально использовать площадь формовочной коробки с получением при этом блока, имеющую большую площадь передней поверхности.
Задачей настоящего изобретения является создание формовочной коробки и способа изготовления стенового блока, который позволяет добиться максимального использования формовочной коробки и получить стеновые блоки, имеющие большую площадь передней поверхности, малый вес и которыми легко манипулировать при возведении стены. Это приводит к более быстрому возведению стен, а также к более быстрой последовательности выполнения операций при их возведении, поскольку для каждого блока площадь передней поверхности больше, чем у блоков, известных в этой отрасли. Способ изготовления блоков позволяет эффективно использовать формовочное пространство и материал, что приводит к более высокой производительности и/или к более высокой общей ежедневной выработке в квадратных футах.
Согласно одному аспекту настоящее изобретение представляет собой формовочную коробку для изготовления первого и второго стеновых блоков, содержащую первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше расстояния d1, а также содержащую разделительную плиту, имеющую первый конец, подсоединенный к первому торцевому брусу, и второй конец, подсоединенный ко второму торцевому брусу, причем разделительная плита делит формовочную полость на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока.
Согласно другому аспекту настоящее изобретение представляет собой формовочную коробку для изготовления первого и второго стеновых блоков, содержащую первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые брусья и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше расстояния d1, а также содержащую разделительную плиту, имеющую первый конец, соединенный с первым торцевым брусом, и второй конец, соединенный со вторым торцевым брусом, причем разделительная плита делит формовочную полость на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, при этом первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при прилегании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при прилегании ко второму боковому брусу.
Согласно еще одному аспекту настоящее изобретение представляет собой формовочную коробку для изготовления первого и второго стеновых блоков, содержащую первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые брусья и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше расстояния d1, а также содержащую разделительную плиту, имеющую первый конец, соединенный с первым торцевым брусом, и второй конец, соединенный со вторым торцевым брусом, причем разделительная плита делит формовочную полость на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, при этом первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при примыкании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при примыкании ко второму боковому брусу, причем разделительную плиту выполняют с непланарной конфигурацией, так что максимальная глубина первого блока, измеренная между первым боковым брусом и разделительной плитой по линии, в общем, перпендикулярной к первому боковому брусу, будет больше чем d2/2, и максимальная глубина второго блока, измеренная между вторым боковым брусом и разделительной плитой по линии, в общем, перпендикулярной ко второму боковому брусу, будет больше чем d2/2.
Согласно еще одному аспекту настоящее изобретение представляет собой способ изготовления стеновых блоков, содержащий создание формовочной коробки, имеющей первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые брусья и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше расстояния d1, а также содержащий разделение формовочной полости на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, при этом первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при примыкании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при примыкании ко второму боковому брусу, заполнение первого и второго формовочных участков желаемым материалом блоков и удаление материала блоков из первого формовочного участка для формирования первого блока и из второго формовочного участка для формирования второго блока, причем первый блок имеет максимальную глубину, измеренную между передней поверхностью и задней поверхностью по линии, по существу, перпендикулярной к передней поверхности, которая составляет более чем d2/2, и второй блок имеет максимальную глубину, измеренную между передней поверхностью и задней поверхностью по линии, по существу, перпендикулярной к передней поверхности, которая составляет более d2/2.
Согласно еще одному аспекту настоящее изобретение представляет собой способ изготовления стеновых блоков, содержащий создание формовочной коробки, имеющей первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые брусья и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше чем расстояние d1, а также содержащий разделение формовочной полости на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, при этом первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при примыкании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при примыкании ко второму боковому брусу, заполнение первого и второго формовочных участков желаемым материалом блоков и удаление материала блоков из первого формовочного участка для формирования первого блока и из второго формовочного участка для формирования второго блока, при этом передние поверхности каждого из первого и второго блоков имеют длину, приблизительно равную d1.
Согласно еще одному аспекту настоящее изобретение представляет собой способ изготовления стеновых блоков, содержащий создание формовочной коробки, имеющей первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые брусья и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше чем расстояние d1, а также содержащий подсоединение разделительной плиты между первым и вторым торцевыми брусьями для разделения формовочной полости на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, при этом первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при примыкании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при примыкании ко второму боковому брусу, а также содержащий заполнение первого и второго формовочных участков желаемым материалом блоков и удаление материала блоков из первого формовочного участка для формирования первого блока и из второго формовочного участка для формирования второго блока.
Согласно еще одному аспекту настоящее изобретение представляет собой способ изготовления стеновых блоков, содержащий создание формовочной коробки, имеющей первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые и боковые брусья совместно образуют формовочную полость, первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше чем расстояние d1, а также содержащий подсоединение разделительной плиты между первым и вторым торцевыми брусьями для разделения формовочной полости на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, при этом первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при примыкании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при примыкании ко второму боковому брусу, причем разделительную плиту выполняют непланарной и имеющей первую формовочную поверхность и вторую формовочную поверхность, заднюю поверхность первого блока формируют при примыкании к первой формовочной поверхности, а заднюю поверхность второго блока формируют при примыкании ко второй формовочной поверхности, при этом разделительной плите придают такую конфигурацию, что задние стороны первого и второго блоков будут наложены друг на друга, когда они образованы в формовочной полости, заполнение первого и второго формовочных участков желаемым материалом блоков и удаление материала блоков из первого формовочного участка для формирования первого блока и из второго формовочного участка для формирования второго блока.
Согласно еще одному аспекту настоящее изобретение представляет собой стеновой блок, содержащий переднюю часть, включающую в себя противоположные верхнюю и нижнюю поверхности, противоположные боковые поверхности и переднюю поверхность, при этом передняя поверхность имеет длину, равную расстоянию между боковыми поверхностями, а высота равна расстоянию между верхней и нижней поверхностями. По меньшей мере, одна ножка проходит от передней части в направлении, противоположном передней поверхности, и имеет заднюю поверхность, причем расстояние между передней поверхностью и задней поверхностью составляет максимальную глубину блока. По меньшей мере, одна ножка расположена таким образом, что, когда большое количество блоков, включающее в себя первые и вторые блоки, упаковано для отгрузки, первые и вторые блоки могут быть расположены на общей поверхности, при этом их передние поверхности будут ориентированы в противоположных направлениях, по меньшей мере, с одной ножкой первого блока, перекрывающей, по меньшей мере, одну ножку второго блока, так что первый и второй блоки занимают площадь на общей поверхности, которая меньше, чем произведение длины передней поверхности и двойной глубины блока.
Согласно еще одному аспекту настоящее изобретение представляет собой стеновой блок, содержащий переднюю часть, включающую в себя противоположные верхнюю и нижнюю поверхности, противоположные боковые поверхности и переднюю поверхность, при этом передняя поверхность имеет длину, равную расстоянию между боковыми поверхностями, и высоту, равную расстоянию между верхней и нижней поверхностями. По меньшей мере, одна ножка отходит от передней части в направлении, противоположном передней поверхности, и имеет заднюю поверхность, при этом, по меньшей мере, одну ножку располагают таким образом, что, когда стена образована из большого количества рядов кладки из блоков, которые смещены от ряда к ряду кладки примерно на половину длины передней поверхности, ножки в каждом ряду кладки из блоков будут выровнены по вертикали.
Сущность изобретения поясняется на чертежах, где:
На фиг.1А представлен вид в плане конфигурации формовочной коробки для первого блока согласно известному уровню техники. На фиг.1В представлен вид в плане первой конфигурации формовочной коробки для второго блока согласно известному уровню техники. На фиг.1С представлен вид в плане второй конфигурации формовочной коробки для второго блока согласно известному уровню техники. На фиг.1D представлен вид в плане конфигурации формовочной коробки для третьего блока согласно известному уровню техники.
На фиг.2 представлен вид в плане конфигурации блока согласно этому изобретению в формовочной коробке.
На фиг.3 представлен вид в перспективе блока согласно этому изобретению.
На фиг.4А представлен вид сверху, а на фиг.4В представлен вид снизу блока согласно фиг.2.
На фиг.5А и 5В представлены боковые виды блока согласно фиг.2.
На фиг.6 представлен вид сзади блока согласно фиг.2.
На фиг.7 представлен вид в перспективе, демонстрирующий уложенные блоки согласно фиг.2.
На фиг.8А представлен вид в перспективе, а на фиг.8В представлен вид сверху другого блока согласно этому изобретению.
На фиг.9 представлен вид в перспективе еще одного блока согласно этому изобретению.
На фиг.10 представлен вид сверху блока согласно фиг.9.
На фиг.11 представлен вид в перспективе еще одного блока согласно этому изобретению.
На фиг.12 представлен вид сверху сопрягающейся пары блоков согласно фиг.11.
На фиг.13А и 13В представлены частичные виды сверху ряда блоков, содержащего блоки согласно фиг.9 и 11.
На фиг.14 представлен частичный вид стены из блоков, возведенной с использованием блоков согласно фиг.9 и 11.
На фиг.15А представлен вид в перспективе снизу еще одного блока согласно этому изобретению.
На фиг.15В представлен вид в перспективе сверху уложенных блоков согласно фиг.15А.
На фиг.16 представлен боковой вид блока согласно фиг.15А.
На фиг.17 представлен вид сверху еще одного блока согласно этому изобретению.
На фиг.18 представлен вид сверху двух других блоков согласно этому изобретению.
На фиг.19А и 19В представлены частичные виды блока в поперечном сечении, демонстрирующие расположение болта в болтовом отверстии.
На фиг.20А и 20В представлены виды в поперечном сечении стен, сооруженных из блоков согласно этому изобретению.
На фиг.21 представлен вид в перспективе формовочной коробки, используемой для формирования блоков согласно этому изобретению.
На фиг.22А представлен вид в плане формовочной коробки согласно фиг.21, демонстрирующий разделительную плиту, а на фиг.22В представлен вид в плане разделительной плиты, при этом формовочная коробка и блоки условно показаны пунктиром.
В этом описании термины «верхний» и «нижний» относятся к расположению блока в подпорной стене. Нижняя поверхность обращена вниз, то есть она расположена таким образом, что обращена к земле. При формировании подпорной стены укладывают один ряд блоков, образующий кладочный ряд. На его верхнюю часть налагают второй кладочный ряд посредством расположения нижней поверхности одного блока на верхней поверхности другого блока.
Блоки согласно этому изобретению могут быть изготовлены из шероховатых, стойких к погодным воздействиям материалов, например из бетона, особенно в том случае, если стену возводят на открытом воздухе. Другие приемлемые материалы включают в себя пластик, упрочненные волокна и какие-либо другие материалы, приемлемые для использования при формовании стеновых блоков. Поверхность блоков может быть гладкой или может иметь шероховатый внешний вид, например, как у природного камня. Блоки изготавливают в форме, при этом на их поверхности может быть образована различная фактура, что известно в этой отрасли.
На приведенных далее фигурах представлены некоторые варианты осуществления конструкции. Согласно одному из вариантов осуществления конструкции это изобретение представляет собой блок, содержащий переднюю часть, имеющую две отходящих от нее ножки. Каждая из двух ножек имеет среднюю внутреннюю часть и заднюю часть, при этом задняя поверхность каждой задней части представляет собой заднюю сторону блока. Средние внутренние части необязательны и их местоположения могут быть изменены. Ножки располагают на блоке асимметрично. Ножки имеют боковые стороны, которые определяют площадь средней внутренней части, а боковые стенки ножек обычно сходятся от передней части к задней части.
Еще в одном варианте осуществления конструкции настоящее изобретение представляет собой блок, подобный описанному выше блоку, за исключением того, что одна из ножек соединяется с передней частью под прямыми углами. Этот блок пригоден для формирования угловой конструкции.
Еще в одном варианте осуществления конструкции настоящее изобретение представляет собой блок, включающий в себя одну ножку, проходящую от передней поверхности, когда ножка расположена с одной стороны передней поверхности.
Еще в одном варианте осуществления конструкции настоящее изобретение представляет собой блок, имеющий большое количество криволинейных ножек, при этом все ножки проходят в сторону от передней поверхности.
Блоки согласно этому изобретению могут быть снабжены соединительными средствами, предназначенными для соединения блоков в смежных кладочных рядах. Соединительные средства могут содержать болтовые отверстия и полости для захождения болтов. В полость во втором или верхнем блоке заходит головка болта, расположенного в болтовом отверстии первого или нижнего блока. Как вариант, нижняя поверхность этого блока может быть выполнена с каналом, которому придана конфигурация для захождения головки болта, расположенного в болтовом отверстии нижележащего блока. Внешний вид передней поверхности блока по желанию может быть изменен.
Преимущество описанной здесь конструкции блоков заключается в том, что блоки обеспечивают надлежащую конструктивную устойчивость при максимальной величине передней поверхности блоков и минимальном количестве используемого материала. Блоки предпочтительны не только потому, что с ними легко обращаться, но и потому, что изготовление блоков эффективно в отношении использования пространства и материалов, что можно видеть, например, из того, что представлено на фиг.22А и 22В, которые будут описаны ниже. Блоки изготавливают посредством формирования сопрягающихся пар блоков в одной форме, выполненной таким образом, что одна или более ножки на первом блоке заходят между одной или более ножками на втором блоке либо будут наложены на них. В этом случае блоки будут вложены друг в друга. Длина передней поверхности блока, в общем, составляет примерно двойное расстояние от передней части блока до задней поверхности ножки. Это, как установлено, позволяет довести до максимума объем используемого формовочного пространства. Формование блоков подобным образом также предпочтительно, когда предполагается погрузка блоков, поскольку блоки удаляют из формы, укладывают на поддоны и грузят при той же самой конфигурации, предполагающей наложение друг на друга или вкладывание друг в друга. Такая конфигурация с наложением друг на друга занимает меньшее пространство и обеспечивает более легкое манипулирование, чем в случае блоков, отформованных обычным образом. Глубина блока (то есть расстояние от его передней поверхности до задней поверхности) больше, чем половина глубины формовочной коробки. Однако следует иметь в виду, что в объеме изобретения могут быть использованы другие длины или соотношения размеров блоков.
Такая конструкция блока позволяет довести до максимума площадь его передней поверхности с доведением при этом до минимума веса блока. В результате изготовитель блоков может обеспечить получение большей площади стены за цикл изготовления или формования и обеспечить более высокую производительность при изготовлении стеновых блоков для заданного объема исходных материалов за то же самое время изготовления блоков с их конфигурацией, которая позволяет сэкономить пространство, а также облегчает манипуляции с ними и их погрузку. Монтажник, занимающийся возведением стены, может возводить большую площадь поверхности стены каждый раз, когда устанавливает блок, при этом блоки обычно имеют вес, составляющий не более либо лишь незначительно более, чем известные блоки, имеющие меньшую площадь передней поверхности.
Полезно сравнить блок согласно настоящему изобретению с известными блоками, например такими, которые представлены на упомянутых выше фиг.1А-1D. На фиг.2 представлены предлагаемые патентоспособные блоки 100 в формовочной коробке. Эту фигуру можно непосредственным образом сравнить с фиг.1А-1D. Представленная формовочная коробка имеет стандартный размер, принятый в промышленности, примерно составляющий 18 дюймов на 24 дюйма (45,7 см на 60,9 см), и позволяет создать блок, толщина которого примерно составляет 8 дюймов (20,3 см). Каждый из блоков 100 весит примерно 95 фунтов (43,2 кг). Передняя поверхность (F) блока имеет размер, соответствующий размеру формовочной коробки по длине, то есть примерно 24 дюйма (60,9 см). Таким образом, этот блок имеет большую площадь поверхности [(24 дюйма × 8 дюймов равно 192 квадратным дюймам или 1,33 квадратного фута (1238 см2)], чем площадь поверхности [(18 дюймов × 8 дюймов равно 144 квадратным дюймам или 1 квадратному футу (929 см2)] известных блоков, показанных на фиг.1А-1С. Это равно увеличению площади передней поверхности на 33%. При этом увеличение веса составляет только 11% - с 85 фунтов до 95 фунтов (с 38,6 до 43,2 кг) и таким весом все еще можно манипулировать.
Кроме того, будет обеспечена реализация даже большего преимущества, поскольку за один раз изготавливают два патентоспособных блока. Таким образом, за один цикл изготовления будет получена площадь передней поверхности, составляющая 2,66 квадратного фута (2470 см2). Можно сравнить эту величину с получением одного квадратного фута в случае известного блока В1, двух квадратных футов в случае известного блока В2 и 1,33 квадратного фута в случае известного блока В3. Далее, во всех случаях, касающихся предлагаемого блока, вместимость формовочной коробки доведена до максимума или, по меньшей мере, существенно увеличена.
На чертежах представлены различные варианты осуществления конструкции блоков согласно этому изобретению.
На фиг.3-7 представлен блок 100. На фиг.8А-8В представлен блок 100а, который фактически подобен блоку 100, за исключением того, что блок 100а имеет закругленные углы и меньшее количество болтовых отверстий. Подобные отличительные признаки этих блоков будут обозначены одинаковыми позиционными номерами. Блок 100 имеет параллельные верхнюю поверхность 102 и нижнюю поверхность 103. Передняя поверхность 104, как вариант, имеет скос или фаску 108, смежную с верхней частью и с боковыми сторонами блока для обеспечения желаемого внешнего вида. Длину поверхности 104 определяет расстояние между углами 106 и 107. От передней части 110 проходят две ножки 120 и 130. Средние внутренние части 121 и 131 главным образом расположены в ножках, хотя они и проходят в переднюю часть 110. Следует заметить, что форма средних внутренних частей, которая показана на фигурах, представляет собой обычную форму для изготовления, однако можно использовать любую приемлемую форму. Ножки 120 и 130 проходят к задним частям, соответственно 124 и 134, имеющим соответствующие задние поверхности 125 и 135.
Каждая из передней поверхности 104 и задних поверхностей 125 и 135 проходит от верхней поверхности 102 к нижней поверхности 103, что показано на фиг.6. Расстояние между поверхностями 102 и 103 определяет толщину блока.
Ножки 120 и 130 отделены незаполненным пространством 140. Каждая из ножек 120 и 130 имеет две боковые стенки, соответственно 122, 123 и 132, 133. Эти боковые стенки, в общем, сходятся от передней части блока к его задней части. Боковые стенки проходят от верхней поверхности 102 к нижней поверхности 103. В предпочтительном варианте осуществления конструкции ножки 120 и 130 расположены таким образом, что при укладке блоков в стене так, что один блок будет находиться на верхней части другого блока, ножка одного блока будет расположена поверх ножки нижерасположенного блока и будет создан ложковый рисунок перевязки кладки. Выравнивание ножек желательно, поскольку это повышает конструктивную устойчивость стены, а также обеспечивает возможность введения вертикальной арматуры или наполнительных материалов, которые должны проходить через средние внутренние части и полости смежных ножек.
Боковая часть 111 блока 100 показана на фиг.5А, а боковая часть 113 показана на фиг.5В. Боковая часть 111 содержит боковые поверхности боковой стенки 122 ножки и задней части 124 и боковую часть передней части 110. Боковая часть 113, как показано на фиг.5В, содержит боковые поверхности боковой стенки 133 ножки и задней части 134 и боковую часть передней части 110.
Передняя часть 110 (фиг.3) включает в себя переднюю поверхность 104, а также болтовые отверстия 112, 114, 115 и 116 и полости 117 и 118 (фиг.4А) для захождения болтов.
Следует заметить, что форма средних внутренних частей, которая показана на фиг.3-8, представляет собой обычную форму, используемую при изготовлении, однако может быть использована любая приемлемая форма. Средние внутренние части служат для снижения веса блока. Когда блок изготовлен, средняя внутренняя часть сужается от верхней части к нижней части для облегчения удаления блока из формы, что известно квалифицированным специалистам в данной области техники. Средние внутренние части необязательны, но они могут быть желательны, так как позволяют уменьшить количество материала, требуемого для изготовления блока, а также они обеспечивают возможность погрузки большего количества блоков, поскольку при этом вес обычно ограничен тем количеством блоков, которое может быть погружено за один раз. Кроме того, с блоками, имеющими меньший вес, проще обращаться тем, кто осуществляет манипуляции с блоками при возведении стены. Далее, размер и форма ножек и пустот могут быть изменены.
Полости 117 и 118 для захождения болтов могут быть расположены в любом желаемом месте вдоль передней части блока и могут иметь любую желаемую форму. Расположение полостей совместно с болтовыми отверстиями 115 и 116 может быть использовано для получения ложкового рисунка перевязки кладки в стене, состоящей из блоков. Полости для захождения болтов могут проходить от верхней части блока к его нижней части, что способствует доведению до минимума веса блока, либо могут проходить к нижней части блока лишь частично. Однако они также могут представлять собой углубления в блоке, а не проходы в нем.
Болтовые отверстия 112, 114, 115 и 116 проходят от верхней поверхности 102 к нижней поверхности 103. Показаны четыре болтовых отверстия, но может быть использовано большее или меньшее количество болтовых отверстий. Отверстия сужаются для облегчения удаления формовочных элементов из отформованного блока. Этим отверстиям придают такие размеры, чтобы в них мог заходить соединительный элемент, такой как болт. Болт может представлять собой палец с буртиком и в этом случае болтовое отверстие фактически может иметь одинаковый диаметр по толщине блока либо болтовые отверстия могут быть укорочены до обеспечения посадки части болта, которая не имеет головки, над поверхностью блока. Далее описаны различные болты.
На фиг.7 показан блок 100, уложенный посредством ложкового рисунка перевязи кладки. Этим блокам придана такая конфигурация, чтобы задняя часть блока, находящегося сверху, опиралась, по меньшей мере, на часть задней части блока, находящегося снизу. В оптимальном случае ножка одного блока будет расположена на ножке нижерасположенного блока. Это позволяет повысить устойчивость стены, образованной из таких блоков, а также усиливает фрикционное соединение блоков.
Блок 100а, показанный на фиг.8А и 8В, подобен блоку 100, при этом он имеет криволинейные задние части 124а и 134а, которые отходят от ножек 120 и 130. Криволинейные конфигурации часто более желательны вследствие легкости удаления блока из формы.
На фиг.9 и 10 представлен еще один вариант осуществления конструкции блока. Блок 200 подобен блокам 100 и 100а, показанным на фиг.3-8, за исключением того, что на передней части блока отсутствуют скосы. Отсутствие скошенных кромок и углов приводит к тому, что верхняя и нижняя части блока будут взаимозаменяемыми, то есть, если блок 200 перевернуть, то он будет представлять собой зеркальное отображение другого блока 200. В противоположность этому зеркальное отображение блока 100 должно быть выполнено отдельно, если при возведении подпорной стены желательно использовать блок в более чем одной ориентации.
На фиг.9 и 10 показан блок 200, имеющий параллельные верхнюю поверхность 202 и нижнюю поверхность 203. Длина поверхности 204 определяет расстояние между углами 206 и 207. От передней части 210 отходят две ножки 220 и 230. Средние внутренние части 221 и 231 расположены главным образом в ножках, хотя они проходят в переднюю часть 210. Ножки 220 и 230 проходят к задним частям соответственно 224 и 234, имеющим задние поверхности соответственно 225 и 235. Каждая передняя поверхность 204 и каждая задняя поверхность 225 и 235 проходят от верхней поверхности 202 к нижней поверхности 203. Расстояние между поверхностями 202 и 203 определяет толщину блока.
Ножки 220 и 230 отделены свободным пространством 240. Каждая из ножек 220 и 230 имеет две боковые стенки, соответственно 222, 223 и 232, 233, обычно сходящиеся от передней части к задней части блока. Боковые стенки 211 и 213 блока проходят от верхней поверхности 202 к нижней поверхности 203. Болтовые отверстия 215 и 216 и полости 217 и 218 для захождения болтов расположены на передней части блока.
На фиг.11 и 12 представлен еще один вариант осуществления конструкции блока согласно этому изобретению, при этом на фиг.12 показано, как блоки образуют сопрягающуюся пару. На фиг.13А, 13В и 14 показан блок 300 совместно с блоком 200 в кладочном ряду из блоков и в стене. Блок 300 подобен блоку 200, но одна из ножек образует прямые углы в передней и задней частях блока. Поскольку на передней части блока отсутствуют скосы, блок может быть использован в любой ориентации, то есть его нижняя и верхняя поверхности взаимозаменяемы.
Блок 300 имеет параллельные верхнюю поверхность 302 и нижнюю поверхность 303. Между углами 306 и 307 проходит поверхность 304. От передней части 310 отходят две ножки 320 и 330. Средние внутренние части 321 и 331 расположены главным образом в ножках, хотя они проходят в переднюю часть 310. Ножки 320 и 330 проходят к задним частям соответственно 324 и 334, имеющим задние поверхности соответственно 325 и 335. Каждая из передней поверхности 304 и задних поверхностей 325 и 335 проходит от верхней поверхности 302 к нижней поверхности 303. Расстояние между поверхностями 302 и 303 определяет толщину блока.
Ножки 320 и 330 отделены посредством свободного пространства 340. Каждая ножка 320 и 330 имеет две боковые стенки соответственно 322, 323 и 332, 333. Боковая стенка 322 ножки соединяет переднюю часть 310 и заднюю часть 324 под прямым углом. Поэтому боковая сторона 311 перпендикулярна передней поверхности 304 и задней поверхности 325. Боковая сторона 313 фактически подобна боковой стороне 213 в блоке 200. Боковые стенки 332 и 333 обычно сходятся от передней части к задней части блока. Боковые стенки проходят от верхней поверхности 302 к нижней поверхности 303. Болтовые отверстия 315 и 316 и полости 317 и 318 для захождения болтов расположены на передней части блока.
На фиг.13А и 13В показаны блоки 200 и 300 в кладочном ряду из блоков для возведения стены. На фиг.13А показан кладочный ряд 980, в котором блок 300 используют в качестве углового блока с ориентацией, которая показана на фиг.11 и 12. На фиг.13В, на которой показан кладочный ряд 981, блок 300 перевернут. В течение возведения стены кладочные ряды 980 и 981 должны прилегать друг к другу таким образом, чтобы стена имела смещение или ложковый рисунок перевязки кладки.
На фиг.14 показана стена 985, образованная из этих двух типов блоков.
На фиг.15А и 15В представлен еще один вариант осуществления конструкции блока, в случае которого полости для захождения болтов отсутствуют, а передняя часть блока обеспечена каналом. На фиг.15А и 15В представлены виды в перспективе нижней части и верхней части блока 400. На фиг.15А блок представлен в той ориентации, при которой его изготавливают, то есть с нижней частью, обращенной вверх, а на фиг.16 представлен боковой вид блока, на котором болтовые отверстия и средняя внутренняя часть условно показаны пунктиром. На фиг.15В представлен блок, уложенный совместно с другими блоками.
Блок 400 имеет параллельные верхнюю поверхность 402 и нижнюю поверхность 403. Передняя поверхность 404 проходит между скошенными углами 406 и 407 и имеет скошенный верхний край 408. От передней части 410 отходят две ножки 420 и 430. Средние внутренние части 421 и 431 главным образом расположены в ножках, хотя они проходят в переднюю часть 410. Ножки 420 и 430 проходят к задним частям соответственно 424 и 434, имеющим задние поверхности соответственно 425 и 435. Каждая из передней поверхности 404 и задних поверхностей 425 и 435 простирается от верхней поверхности 402 к нижней поверхности 403. Расстояние между поверхностями 402 и 403 определяет толщину блока.
Ножки 420 и 430 отделены посредством свободного пространства 440. Каждая ножка 420 и 430 имеет две боковые стенки соответственно 422, 423 и 432, 433, обычно сходящиеся к задним поверхностям. Боковые части 411 содержат боковые поверхности боковой стенки 422 и боковую часть передней части 410. Подобным же образом боковая часть 413 содержит боковую поверхность боковой стенки 433 и боковую часть передней части 410 и при этом имеет сложную геометрию. Боковые стенки 432 и 433 обычно сходятся от передней части к задней части блока. Боковые стенки проходят от верхней поверхности 402 к нижней поверхности 403.
На фиг.15В представлен вид блока 400 сверху в перспективе, иллюстрирующий наличие двух болтовых отверстий. Болтовые отверстия 415а, 415b, 416а и 416b расположены на передней части блока. Группа болтовых отверстий (например, 415а и 415b) выровнена в плоскости, в общем, перпендикулярной к передней поверхности блока 400; эта же самая плоскость проходит через среднюю внутреннюю часть (например, через среднюю внутреннюю часть 421). Однако следует заметить, что местоположение болтовых отверстий по желанию может быть изменено. Канал 444 проходит по длине блока на его нижней поверхности вблизи от передней стороны. Каналу 444 придана конфигурация для захождения в него головки болта, проходящего из болтового отверстия в блоке снизу. На фиг.15В также показано, что задняя часть 424 опирается на заднюю часть 434 нижерасположенного блока. Такое совпадение задних частей повышает устойчивость стены.
На фиг.16 болтовые отверстия показаны условно пунктиром, а также показано то, что болтовые отверстия 416а и 416b проходят от верхней части к нижней части блока по существу с одним и тем же диаметром, хотя следует заметить, что каналы по толщине блока обычно сужаются от нижней части блока к его верхней части (после изготовления) для легкости удаления формовочных элементов. На фиг.16 также показано болтовое отверстие 416а, которое выходит в канал 444. Этот тип болтового отверстия используют совместно с болтами, имеющими закраины, при этом головка болта будет лежать внутри канала.
Еще один вариант осуществления конструкции блока согласно этому изобретению показан на фиг.17. Блок подобен вариантам конструкции, которые описаны выше, и имеет соответствующие подобные элементы, причем на этом блоке пронумерован не каждый элемент. Блок 500 имеет одну ножку 520, отходящую от передней части 510 к задней части 524. Ножка 520 содержит две боковые стенки 522 и 523, которые соединены с передней и задней частями для формирования средней внутренней части 521. Средняя внутренняя часть необязательна, но предпочтительна, поскольку она позволяет получить блок с уменьшенным весом.
Болтовые отверстия 515 и 516, а также полости 517 и 518 для захождения болтов расположены вблизи от передней поверхности блока. На фиг.17 показано, что пара блоков может быть отформована в форме таким образом, что формовочное пространство будет доведено до максимума. Обычными размерами блока 500 являются такие размеры, когда передняя поверхность составляет примерно 24 дюйма (60,1 см) по ширине и 8 дюймов (20,3 см) по высоте. Глубина передней части составляет примерно 4 дюйма (10,1 см), а глубина ножки 520 составляет примерно 8 дюймов (20,3 см).
Блоки 600 и 700 представлены на фиг.18 в виде сопрягающейся пары, причем для ясности они показаны отведенными друг от друга из их положения, в котором они находятся в формовочной коробке. Формирование сопрягающейся пары приводит к тому, что один блок имеет три ножки (620, 630, 680), а другой блок имеет четыре ножки (720, 730, 780, 790). Каждая ножка имеет среднюю внутреннюю часть (соответственно 621, 631, 681 и 721, 731, 781 и 791). Блок 600 выполнен с болтовыми отверстиями (615а/615b, 616а/616b) и каналом 644, который проходит по длине блока на его нижней поверхности. Подобным же образом блок 700 выполнен с болтовыми отверстиями (715а/715b, 716а/716b) и каналом 744, который проходит по длине блока на его нижней поверхности. Ножки имеют криволинейную форму. Ножки блока 600 проходят от передней части через равные интервалы, фактически разделяя блок на три части.
На фиг.18 показано, что блоки, имеющие такую криволинейную форму, могут быть образованы в виде сопрягающейся пары, позволяя при этом довести до максимума формовочное пространство и довести до минимума количество материала, требуемое для каждого блока.
Независимо от варианта осуществления конструкции блока могут быть использованы различные конфигурации болтов, две из которых представлены на фиг.19А и 19В. Если желательно использовать прямолинейный болт, болтовое отверстие должно быть сужающимся или усеченным, так чтобы болт не проскальзывал к нижней части блока. Таким образом, как показано на фиг.19А, болт 840 будет находиться в болтовом отверстии 116 блока 100. Болтовое отверстие выполняют с сужением примерно на половине пути по толщине блока.
На фиг.19В представлен болт 850, имеющий головку 852, прикрепленную к прямолинейной части 854. Головка 852 опирается на верхнюю поверхность блока 400. Болтовое отверстие 416b имеет фактически один и тот же диаметр по толщине блока.
На фиг.20А представлен вид в поперечном сечении стены, в которой блоки уложены поверх друг друга с их взаимоблокированием посредством болтов 850, которые расположены в переднем болтовом отверстии 815. Головка 852 расположена внутри канала (например, канала 444 в блоке 400) на нижней поверхности вышерасположенного блока. Такая компоновка позволяет получить фактически вертикальную стену. На фиг.20В представлена стена, в которой блоки установлены позади друг от друга посредством расположения пальца 850 в заднем болтовом отверстии нижерасположенного блока. Стена, в которой имеется определенное смещение назад, часто желательна как с точки зрения внешнего вида, так и конструктивной устойчивости.
На фиг.21, 22А и 22В представлена формовочная коробка 900, имеющая первый и второй противоположные торцевые брусья 902, а также первый и второй противоположные боковые брусья 904. Первый и второй торцевые брусья расположены на расстоянии d1 друг от друга, а первый и второй боковые брусья расположены на расстоянии d2 друг от друга. Расстояние d2 меньше расстояния d1. Третье расстояние d3 представляет собой высоту формовочной коробки и определяет толщину блока. Формовочную коробку сажают на донную плиту (не показана). Донная плита, торцевые брусья и боковые брусья совместно формируют полость, в которой формуют блоки. Для формования блоков согласно этому изобретению формовочную коробку подготавливают посредством установки разделительной плиты 950. При этом разделительная плита формирует в формовочной полости первый и второй формовочные участки. Эта плита изготовлена из стали посредством механической обработки для получения желаемой формы и желаемых размеров и с каждого конца крепят болтами к каждой боковому брусу. На фиг.22А показана разделительная плита, прикрепленная болтами 955 к формовочной коробке 900. На фиг.22В показана разделительная плита, при этом болты, формовочная коробка и блоки условно показаны пунктиром.
Формовочные элементы (не показаны) для средних внутренних частей, болтовых отверстий и полостей для захождения болтов подвешивают над формовочной коробкой и осуществляют розлив бетонной смеси в формовочную коробку. Коробку подвергают вибрации для уплотнения бетонной смеси, которая затвердевает. После этого блоки могут быть выпрессованы из формовочной коробки и отделены от разделительной плиты и формовочных элементов посредством удаляющего башмака или головки, которая надавливает на блок, когда отводят донную плиту. Удаляющий башмак выполнен таким образом, чтобы охватывать все формовочные элементы и разделительную плиту для содействия удалению блока. После этого блок, находящийся на донной плите, обычно посредством транспортерной ленты перемещают к печи, где он будет отвержден под воздействием тепла.
Обычно блоки грузят в той же самой ориентации, в которой их изготавливают. Это желательно, так как каждая стадия погрузочных работ повышает стоимость блока. При этом будет обеспечен еще один желательный отличительный признак согласно настоящему изобретению. Поскольку блоки изготавливают с перекрывающей друг друга конфигурацией, они формируют компактную и эффективную упаковку, которой легко манипулировать и которая требует незначительного пространства для погрузки.
Передней поверхности блока может быть придан желаемый внешний вид или рисунок посредством обработки поверхности, когда блок удален из формы, причем либо сразу же после удаления из формы, либо после отверждения. Поверхность по внешнему виду может быть выполнена гладкой, рубчатой, фасонной, гофрированной, ребристой, с пескоструйной обработкой или с изломами, что известно квалифицированным специалистам в этой отрасли. В этот формовочный процесс по желанию может быть включено выполнение фасок или других кромочных деталей либо блок после отверждения может быть подвергнут обработке для закругления кромок посредством способов, известных квалифицированным специалистам в этой отрасли. Внешний вид с изломами или расколами желателен, поскольку поверхность будет иметь вид природного камня. Для обработки поверхности блока после его отверждения могут быть использованы механические средства, при этом они весьма эффективны для придания внешнего вида, как у природного камня. Такие средства описаны в переуступленной обычным образом, одновременно находящейся на рассмотрении заявке на патент в США № 2003-0214069 (порядковый № 10/150484, поданной на рассмотрение 17 мая 2002), приведенной здесь в качестве ссылки.
Хотя блоки, представленные на фигурах, могут иметь любой желаемый размер, блок 100, например (согласно фиг.3-8), обычно имеет толщину (то есть расстояние между поверхностями 102 и 103), примерно составляющую 8 дюймов (20,3 см), и длину (то есть расстояние от угла 20а до угла 21а), примерно составляющую 24 дюйма (60,1 см). Длину определяет расстояние d1 формовочной коробки.
У тех блоков, которые описаны выше и имеют длину примерно 24 дюйма (60,1 см), глубину (то есть от передней поверхности до задней поверхности) примерно 12 дюймов (30,5 см) и толщину примерно 8 дюймов (20,3 см), их вес составляет примерно 95 фунтов (43,2 кг). Эту величину можно перевести примерно в 60 фунтов (27,3 кг) на квадратный фут площади передней поверхности. Этот вес является обычным весом для использования при расположении блоков в подпорной стене и позволяет провести благоприятное сравнение с весом известных блоков в отношении возможности манипулирования ими. Следовательно, блоки обеспечивают преимущество по сравнению с известными блоками, заключающееся в их большей площади передней поверхности на единицу веса.
Блоки согласно этому изобретению эффективны при их использовании в случае возведения стен, поскольку относительно больший размер поверхности по сравнению с размером поверхности известных блоков приводит к возможности увеличения площади при возведении стены примерно на одну треть.
Хотя здесь подробно описаны конкретные варианты осуществления изобретения, это сделано только в иллюстративных целях и не предназначено для ограничения объема пунктов формулы изобретения. В частности, предполагается, что в изобретении могут быть выполнены различные замены, переделки или модификации без отклонения от существа и объема изобретения, которые определены пунктами формулы изобретения. Например, можно полагать, что выбор материалов или различных форм либо углов, под которыми пересекаются некоторые поверхности, будет представлять собой обычную работу для квалифицированного специалиста в этой отрасли при его ознакомлении с раскрытыми здесь вариантами осуществления конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНОВАЯ СТРУКТУРА ИЗ ВСПЕНЕННОГО МАТЕРИАЛА И БЕТОНА И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2136821C1 |
| СТЕНОВОЙ МАТЕРИАЛ И СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ ИЗ СТЕНОВЫХ МАТЕРИАЛОВ | 2020 |
|
RU2829834C1 |
| СТЕНОВАЯ ИЛИ ПОТОЛОЧНАЯ ПАНЕЛЬ И СТЕНОВОЙ ИЛИ ПОТОЛОЧНЫЙ УЗЕЛ | 2018 |
|
RU2769826C2 |
| СТЕНОВАЯ СИСТЕМА, ОБЕСПЕЧЕННАЯ ПАРОВЫМ БАРЬЕРОМ | 2013 |
|
RU2631375C2 |
| СТЕНОВОЙ БЛОК (ВАРИАНТЫ), МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ | 2011 |
|
RU2465415C1 |
| СТЕНОВОЙ ЭЛЕМЕНТ | 2024 |
|
RU2836752C1 |
| Стеновой блок | 2003 |
|
RU2224853C1 |
| Строительный стеновой блок и способ соединения блока со смежными блоками стены | 2019 |
|
RU2742921C2 |
| Спортивный стеновой блок | 2018 |
|
RU2766824C2 |
| СТЕНОВОЙ БЛОК | 1991 |
|
RU2024706C1 |
Изобретение относится к области формования. Формовочная коробка (900) для изготовления первого и второго стеновых блоков (100) содержит: первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья. При этом торцевые брусья и боковые брусья совместно образуют формовочную полость, причем первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше расстояния d1. Коробка (900) также включает разделительную плиту, имеющую первый конец, соединенный с первым торцевым брусом, и второй конец, соединенный со вторым торцевым брусом. При этом разделительная плита делит формовочную полость на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока. Способ изготовления стеновых блоков (100) включает этапы, на которых: создают формовочную коробку (900), заполняют первый и второй формовочные участки желаемым материалом блоков и удаляют материал блоков из первого формовочного участка для формирования первого блока и из второго формовочного участка для формирования второго блока. Технический результат заключается в увеличении производительности. 4 н. и 19 з.п. ф-лы, 33 ил.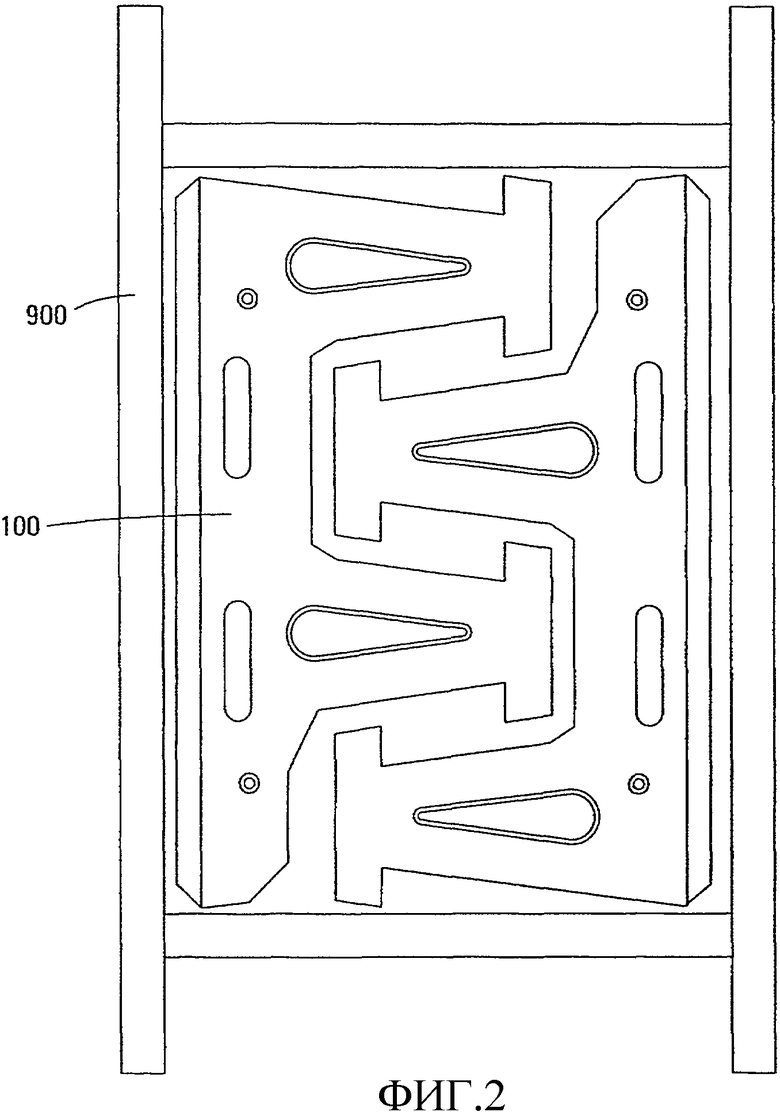
1. Формовочная коробка для изготовления первого и второго стеновых блоков, содержащая первый и второй противоположные торцевые брусья, а также первый и второй противоположные боковые брусья, при этом торцевые брусья и боковые брусья совместно образуют формовочную полость, причем первый и второй торцевые брусья отстоят друг от друга на расстоянии d1, а первый и второй боковые брусья отстоят друг от друга на расстоянии d2, которое меньше расстояния d1; разделительную плиту, имеющую первый конец, соединенный с первым торцевым брусом, и второй конец, соединенный со вторым торцевым брусом, при этом разделительная плита делит формовочную полость на первый формовочный участок для формирования первого блока и на второй формовочный участок для формирования второго блока, причем первому формовочному участку придают такую конфигурацию, что переднюю поверхность первого блока формируют при примыкании к первому боковому брусу, а второму формовочному участку придают такую конфигурацию, что переднюю поверхность второго блока формируют при примыкании ко второму боковому брусу, при этом разделительная плита выполнена с приданием непланарной конфигурации, так что максимальная глубина первого блока, измеренная между первым боковым брусом и разделительной плитой по линии, в общем, перпендикулярной к первому боковому брусу, больше, чем d2/2, и максимальная глубина второго блока, измеренная между вторым боковым брусом и разделительной плитой по линии, в общем, перпендикулярной ко второму боковому брусу, больше, чем d2/2, причем разделительная плита имеет первую формовочную поверхность и вторую формовочную поверхность, при этом заднюю поверхность первого блока формируют при примыкании к первой формовочной поверхности, а заднюю поверхность второго блока формируют при примыкании ко второй формовочной поверхности, причем разделительной плите придают такую конфигурацию, что задние стороны первого и второго блоков будут наложены друг на друга, когда они образованы в формовочной полости, при этом разделительная плита выполнена таким образом, что первый и второй блоки имеют две ножки, простирающиеся от передней части каждого блока, и одну или более ножек на первом блоке, заходящие между одной или более ножками на втором блоке так, что блоки будут вложены друг в друга, когда первый и второй блоки находятся в формовочной коробке, а передние поверхности каждого из первого и второго блоков имеют длину, приблизительно равную d1.
2. Формовочная коробка по п.1, в которой ножки расположены на первом и втором блоках асимметрично.
3. Формовочная коробка по п.1 или 2, в которой длина передней поверхности первого блока составляет примерно двойное расстояние от передней поверхности первого блока до задних поверхностей ножек первого блока.
4. Формовочная коробка по п.1, в которой расстояние d1 составляет примерно 61 см, а расстояние d2 составляет примерно 45,7 см.
5. Формовочная коробка по п.4, которая имеет толщину, определяемую размером d3, причем размер d3 меньше размера d2.
6. Формовочная коробка по п.5, в которой расстояние d3 составляет 20,3 см.
7. Формовочная коробка по п.1, в которой первый и второй торцевые брусья постоянно прикреплены к первому и второму боковым брусьям.
8. Формовочная коробка по п.7, в которой первый и второй торцевые брусья постоянно прикреплены к разделительной плите.
9. Способ изготовления стеновых блоков, включающий этапы, на которых:
(i) создают формовочную коробку по п.1;
(ii) заполняют первый и второй формовочные участки желаемым материалом блоков; и
(iii) удаляют материал блоков из первого формовочного участка для формирования первого блока и из второго формовочного участка для формирования второго блока.
10. Способ по п.9, в котором ножки располагают на первом и втором блоках асимметрично.
11. Способ по п.9 или 10, в котором длина передней поверхности первого блока составляет примерно двойное расстояние от передней поверхности первого блока до задних поверхностей ножек первого блока.
12. Способ по п.9, в котором расстояние d1 составляет примерно 61 см, а расстояние d2 составляет примерно 45,7 см.
13. Способ по п.12, в котором формовочная коробка имеет толщину, определяемую размером d3, причем размер d3 меньше размера d2.
14. Способ по п.13, в котором расстояние d3 составляет 20,3 см.
15. Способ по п.9, в котором первый и второй торцевые брусья постоянно прикреплены к первому и второму боковым брусьям.
16. Способ по п.15, в котором первый и второй торцевые брусья постоянно прикреплены к разделительной плите.
17. Способ по п.9, в котором обеспечивают донную плиту и размещают формовочную коробку на донной плите до заполнения первого и второго формовочных участков желаемым материалом блоков.
18. Способ по п.17, в котором материал блоков удаляют путем выпрессовывания блоков из формовочной коробки, когда донную плиту отводят от формовочной коробки.
19. Стеновой блок, изготовленный способом в соответствии с одним из пп.9-18.
20. Стеновой блок, содержащий переднюю часть, включающую в себя противоположные верхнюю и нижнюю поверхности, противоположные боковые поверхности и переднюю поверхность, при этом передняя поверхность имеет длину, равную расстоянию между боковыми поверхностями, и высоту, равную расстоянию между верхней и нижней поверхностями; две ножки, отходящие от передней части в направлении, противоположном передней поверхности, и имеющие задние поверхности, при этом две ножки размещают таким образом, что когда стену формируют из большого количества кладочных рядов из блоков, которые смещены от кладочного ряда к кладочному ряду примерно на половину длины передней поверхности, ножки в каждом кладочном ряду из блоков будут выровнены по вертикали, при этом длина передней поверхности блока составляет примерно двойное расстояние от передней части блока до задних поверхностей двух ножек, причем ножки расположены на блоке асимметрично, а каждая ножка имеет криволинейную заднюю часть.
21. Стеновой блок по п.20, в котором ножки имеют боковые стороны, которые обычно сходятся от передней части к задней части блока.
22. Стеновой блок по п.20, в котором передняя поверхность имеет размеры 20,3 на 61 см.
23. Стеновой блок по п.22, в котором расстояние от передней части блока до задних поверхностей двух ножек составляет 20,3 см.
| US 3017683 А, 23.01.1962 | |||
| СПОСОБ РАЗБОРКИ Т-ОБРАЗНОЙ РАМЫ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА И МОНТАЖНАЯ БАЛКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2506367C2 |
| Форма для изготовления бетонных и железобетонных изделий | 1980 |
|
SU939214A1 |

