Изобретение относится к морской технике и касается изготовления прочных корпусов подводных аппаратов, контейнеров и других подводных сооружений.
Известен способ изготовления оболочки прочного корпуса подводного аппарата путем сборки из отдельных стеклянных элементов, склеенных между собой (Прочные оболочки из силикатных материалов. Под ред. Писаренко Г.С.; АН УССР. Институт проблем прочности. - Киев: Наукова думка, 1989).
Недостатки известного способа заключаются в том, что получаемая оболочка обладает низкой контактной прочностью и малой ударостойкостью. Это существенным образом снижает эксплуатационную надежность прочного корпуса подводного аппарата и не позволяет в должной мере использовать высокую прочность стекла на сжатие.
Известен также способ изготовления оболочки прочного корпуса подводного аппарата, включающий формирование цилиндрической оболочки из стеклянного слоя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, который допускает изготовление металлических облицовок с гофрами после остывания расплавленной стекломассы (Патент РФ №2067060, МПК 6 В63В 3/13, опубл. 27.09.1996, бюл. №27 - прототип).
В известном способе формирование оболочки производится путем заливки расплавленной стекломассы в пространство, ограниченное металлическими облицовками, нагретыми до температуры, обеспечивающей надежное их соединение со стекломатериалом. За счет разницы в коэффициентах температурного расширения стеклянный заполнитель при остывании оболочки обжимается, что в сочетании с соответствующим температурным режимом позволяет исключить образование поверхностных микротрещин в стеклянном заполнителе и реализовать в промышленном масштабе известные закономерности многократного повышения прочности и ударостойкости стекломатериала.
Недостатки известного способа заключаются в необходимости использования жаростойких конструкционных металлов, имеющих химическое сходство со стекломатериалом композита, в практической сложности равномерно плотного заполнения глубоких щелей и гофрированных неровностей, образуемых металлическими облицовками, и в необходимости формирования стеклянного слоя большой толщины. Только при формировании оболочек повышенной толщины возможно обеспечение устойчивости цилиндрической оболочки прочного корпуса подводного аппарата на больших океанских глубинах. Наличие гофров не способно существенно повысить устойчивость цилиндрической оболочки. Увеличение толщины стеклянного заполнителя ведет к утяжелению прочного корпуса подводного аппарата и снижению его положительной плавучести.
Задачей, на решение которой направлено изобретение, является обеспечение надежного соединения металлических облицовок со стеклянным заполнителем, существенное расширение номенклатуры используемых металлов в качестве облицовок, упрощение технологии изготовления цилиндрической оболочки из стеклометаллокомпозита и существенное уменьшение массы цилиндрической оболочки прочного корпуса подводного аппарата за счет повышения его устойчивости.
Поставленная задача достигается тем, что в способе изготовления цилиндрической оболочки прочного корпуса подводного аппарата, включающем формирование цилиндрической оболочки из стеклянного заполнителя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, к внутренней поверхности внешней металлической облицовки крепится с помощью кольцевых пластин полые металлические короба кольцевой формы, после чего внешнюю металлическую облицовку с прикрепленными к ней полыми коробами вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу, включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки, посредством центрифуги формируют стеклозаполнитель требуемой толщины, затем температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге, понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу, отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя, понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы.
В заявленном способе изготовления цилиндрической оболочки прочного корпуса подводного аппарата общими существенными признаками для него и для его прототипа являются:
- цилиндрическую оболочку прочного корпуса подводного аппарата формируют из стеклянного заполнителя, облицованного металлическим покрытием, в виде внешней, внутренней и торцевых облицовок;
- металлические облицовки имеют коэффициент температурного расширения, превышающий его величину у стекла.
Сопоставительный анализ существенных признаков заявляемого способа изготовления цилиндрической оболочки прочного корпуса подводного аппарата и прототипа показывает, что первый в отличие от прототипа имеет следующие существенные отличительные признаки:
- к внутренней поверхности внешней металлической облицовки крепят с помощью кольцевых пластин полые металлические короба кольцевой формы;
- внешнюю металлическую облицовку с прикрепленными к ней полыми коробами вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу;
- включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки;
- посредством центрифуги формируют стеклозаполнитель требуемой толщины, оставляя внутри него полые кольцевые короба;
- температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге;
- понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу;
- отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя;
- понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы.
Данная совокупность существенных отличительных признаков заявленного способа позволяет:
- существенно уменьшить плотность заполнителя пространства между внешней и внутренней облицовкой;
- предотвратить коробление внешней и торцевой облицовок;
- обеспечить формирование равномерно плотного стеклозаполнителя требуемой толщины и его диффузионную сварку с внешней и торцевыми металлическими облицовками цилиндрической оболочки, а также с полыми металлическими коробами и кольцевыми металлическими пластинами, с помощью которых полые короба крепят к внешней облицовке;
- обеспечить формирование внутренней металлической облицовки заданной толщины;
- обеспечить диффузионную сварку внутренней металлической облицовки со стеклянным заполнителем;
- обеспечить релаксацию напряжений и стабилизацию физико-химических свойств стекла перед остыванием оболочки;
- обеспечить высокую сопротивляемость цилиндрической оболочки к потере ею устойчивой формы равновесия;
- обеспечить использование в качестве облицовок дешевых металлов, обладающих высокой деформативностью и малой массой;
- существенно уменьшить массу цилиндрической оболочки прочного корпуса подводного аппарата за счет повышения устойчивости корпуса.
Таким образом, в заявленном способе изготовления цилиндрической оболочки прочного корпуса подводного аппарата надежное соединение металлических облицовок со стеклянным заполнителем обеспечивается диффузионной сваркой их между собой; расширение номенклатуры используемых металлов в качестве облицовок обеспечивается применением металлов, обладающих высокой деформативностью и малой массой; упрощение технологии изготовления цилиндрической оболочки обеспечивается применением центрифуги для нанесения на внешнюю металлическую облицовку стеклянного заполнителя и внутренней металлической облицовки на стеклозаполнитель, а существенное уменьшение массы цилиндрической оболочки прочного корпуса подводного аппарата обеспечивается за счет включения в стеклозаполнитель полых металлических коробов кольцевой формы и применения легковесных металлов.
На основании изложенного можно заключить, что совокупность существенных признаков заявленного изобретения имеет причинно-следственную связь с достигнутым техническим результатом, т.е. благодаря данной совокупности существенных признаков изобретения стало возможным решить поставленную задачу. Следовательно, заявленное изобретение является новым и обладает изобретательским уровнем, т.е. оно явным образом не следует из уровня техники и пригодно для практического использования.
Предлагаемый способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата поясняется чертежом, на котором в схематическом виде приведена цилиндрическая оболочка прочного корпуса, сформированная на центрифуге.
На чертеже обозначены: 1 - внешняя металлическая облицовка цилиндрической оболочки; 2 - торцевые металлические облицовки цилиндрической оболочки; 3 - внутренняя металлическая облицовка цилиндрической оболочки; 4 - стеклянный заполнитель; 5 - пустотелые металлические короба кольцевой формы; 6 - кольцевые металлические пластины; 7 - разъемная форма; 8 - центрифуга.
Способ осуществляют следующим образом. К внешней металлической облицовке 1 с помощью кольцевых металлических пластин 6 прикрепляют пустотелые металлические короба кольцевой формы 5. Затем эту конструкцию вместе с торцевыми металлическими облицовками 2 подготавливают для обеспечения надежной диффузионной сварки со стеклозаполнителем 4 и устанавливают в разъемную форму 7, после чего помещают в центрифугу 8. Затем включают центрифугу 8 и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки 1 и посредством центрифуги 8 формируют стеклозаполнитель 4 требуемой толщины. Частоту и время вращения центрифуги 8 определяют расчетно-экспериментальным методом исходя из равномерно плотного заполнения пространства, ограниченного внешней 1, внутренней 3 и торцевыми 2 металлическими облицовками, а также пустотелыми металлическими коробами кольцевой формы 5 так, чтобы при остывании стекломассы была обеспечена требуемая толщина стеклозаполнителя. При этом стекломассу можно наносить послойно и использовать различные рецептуры стекла для каждого промежуточного слоя. После заполнения всех внутренних полостей стекломассой температуру стеклянного заполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой 3, и на стеклянный заполнитель 4 подают расплав металла. Посредством центрифуги 8 формируют требуемой толщины внутреннюю металлическую облицовку 3 цилиндрической оболочки. При работающей центрифуге 8 остужают цилиндрическую оболочку до температуры стеклования стекломассы стеклозаполнителя 4. При достижении в стеклянном заполнителе 4 температуры стеклования центрифугу 8 отключают и производят отжиг цилиндрической оболочки при температуре стеклования до полной релаксации напряжений и стабилизации физико-механических свойств стеклозаполнителя 4. После этого цилиндрическую оболочку остужают в разъемной форме 7 до температуры внешней среды и затем извлекают из формы 7.
Высокие показатели прочности и ударостойкости цилиндрической оболочки из стеклометаллокомпозита достигаются в основном за счет исключения в стеклозаполнителе поверхностных микротрещин. Существенное значение имеют также полная изоляция стеклозаполнителя от воздействия внешней среды и его равномерно плотное формирование. Фундаментальные исследования физико-технического института им.А.Ф.Иоффе РАН показали, что стеклу присуща природная прочность независимо от его размеров: в равной мере для стекловолокна, листа и массива. При этом исключение поверхностных микродефектов повышает прочность стекла на порядок, защита поверхности стекла от воздействия влаги, содержащейся в воздухе, увеличивает прочность вдвое и, наконец, устранение внутренних микродефектов повышает прочность на 30% (Пух В.П., Байкова Л.Г., Кириенко М.Ф. и др. Атомная структура и прочность неорганических стекол // Физика твердого тела, 2005, том 47, вып.5, с.850-855). При соблюдении перечисленных условий стекло достигает теоретической прочности, а его структура соответствует структуре наноматериалов. Так, например, силикатное стекло рецептуры (14,5MgO·14,5Al2O3·71SiO2) достигает прочности в 10,4 ГПа при модуле Юнга 95 ГПа, т.е. прочность этого стекла в 10 раз превышает прочность высокопрочного титанового сплава. Относительная прочность стекла этой рецептуры, отнесенная к его плотности, выше относительной прочности титановых сплавов в 17,5 раз при превышении относительной жесткости на 35%.
Перечисленные условия повышения прочности неорганических стекол в полной мере соблюдены при изготовлении цилиндрической оболочки заявленным способом. Механизм исключения образования поверхностных микротрещин в стеклозаполнителе заключается в следующем. При остывании цилиндрической оболочки температура поверхностного покрытия всегда будет ниже температуры внутреннего стеклозаполнителя при равенстве температур на границе пустотелых кольцевых коробов. Поэтому металлические детали, имеющие более высокие коэффициенты температурного расширения, стремятся сократить свои размеры в большей мере, чем прилегающие к ним поверхности стеклозаполнителя. Однако они встречают сопротивление со стороны приваренного стеклозапонителя. Вследствие этого они растягиваются и стягивают прилегающие к ним поверхности стеклозаполнителя. Тем самым создаются механические препятствия к растрескиванию поверхности стеклозаполнителя. Приваренные к стеклозаполнителю металлические облицовки защищают стекло от вредного взаимодействия внешней среды, в том числе и от влаги. Под воздействием центробежных сил, возникающих в центрифуге, формируется равномерно плотный стеклозаполнитель, плотно прилегая и привариваясь ко всем соприкасающим поверхностям металлических деталей цилиндрической оболочки. В результате формируется равномерно плотный внутренний стеклозаполнитель без поверхностных микротрещин и внутренних микродефектов, который надежно защищен металлическими облицовками от воздействия внешней среды. Прочность и ударостойкость сформированного предлагаемым способом стеклянного заполнителя повышается настолько, что отпадает необходимость в использовании прочностных свойств металлических облицовок. Поэтому металлические облицовки используются лишь для обеспечения необходимых технологических приемов и для предохранения стеклозаполнителя от воздействия внешней среды, что позволяет отказаться от использования дорогостоящих высокопрочных металлов.
Расчеты показывают, что при одинаковом внутреннем объеме формирование стеклозаполнителей с внутренними полыми металлическими коробами позволяет существенно уменьшить плотность цилиндрической оболочки, доведя ее до 0,295 т/м3 для глубин в 6000 м, что в 2,1 раза меньше, чем у безнаборной цилиндрической оболочки, и до 0,42 т/м3 для предельных глубин Мирового океана, что в 1,65 раза ниже безнаборной цилиндрической оболочки. Здесь под плотностью цилиндрической оболочки понимается отношение массы к внешнему объему замкнутой по торцам оболочки. Прочный корпус подводного аппарата, состоящий из цилиндрической оболочки со стеклозаполнителем, содержащим полые металлические короба и оконечностями из стеклометаллокомпозита полусферической формы, может иметь плотность 0,27 т/м3 для глубин в 6000 м и 0,38 т/м3 для предельных глубин Мирового океана независимо от его габаритных размеров.
Технический результат изобретения заключается в создании стеклометаллической цилиндрической оболочки прочного корпуса подводного аппарата с бездефектным стеклозаполнителем, содержащим полые металлические короба кольцевой формы. Полые металлические короба позволяют существенно уменьшить массу заполнителя при значительном увеличении общей толщины оболочки, что ведет к высокой сопротивляемости оболочки к потере исходной формы равновесия. Использование стеклометаллических цилиндрических оболочек со стеклозаполнителем, содержащим полые металлические короба кольцевой формы, позволяют создать крупногабаритные прочные корпуса глубоководной техники, способной работать на предельных глубинах Мирового океана без применения дополнительных объемов плавучести.
Изобретение относится к морской технике и касается изготовления прочных корпусов подводных аппаратов, контейнеров и других подводных сооружений. Способ заключается в том, что к внешней металлической облицовке с помощью кольцевых металлических пластин прикрепляют пустотелые металлические короба кольцевой формы и устанавливают в разъемную форму. Помещают в центрифугу. Включают центрифугу, подают расплав стекломассы в облицовку и формируют стеклозаполнитель. Затем температуру стеклозаполнителя понижают и подают на него расплав металла. Посредством центрифуги формируют внутреннюю металлическую облицовку цилиндрической оболочки. Остужают до температуры стеклования стекломассы стеклозаполнителя. Центрифугу отключают и производят отжиг цилиндрической оболочки. Затем цилиндрическую оболочку остужают в разъемной форме и извлекают. Достигается возможность создания крупногабаритных корпусов глубоководной техники, способных работать на предельных глубинах Мирового океана без применения дополнительных объемов плавучести. 1 ил.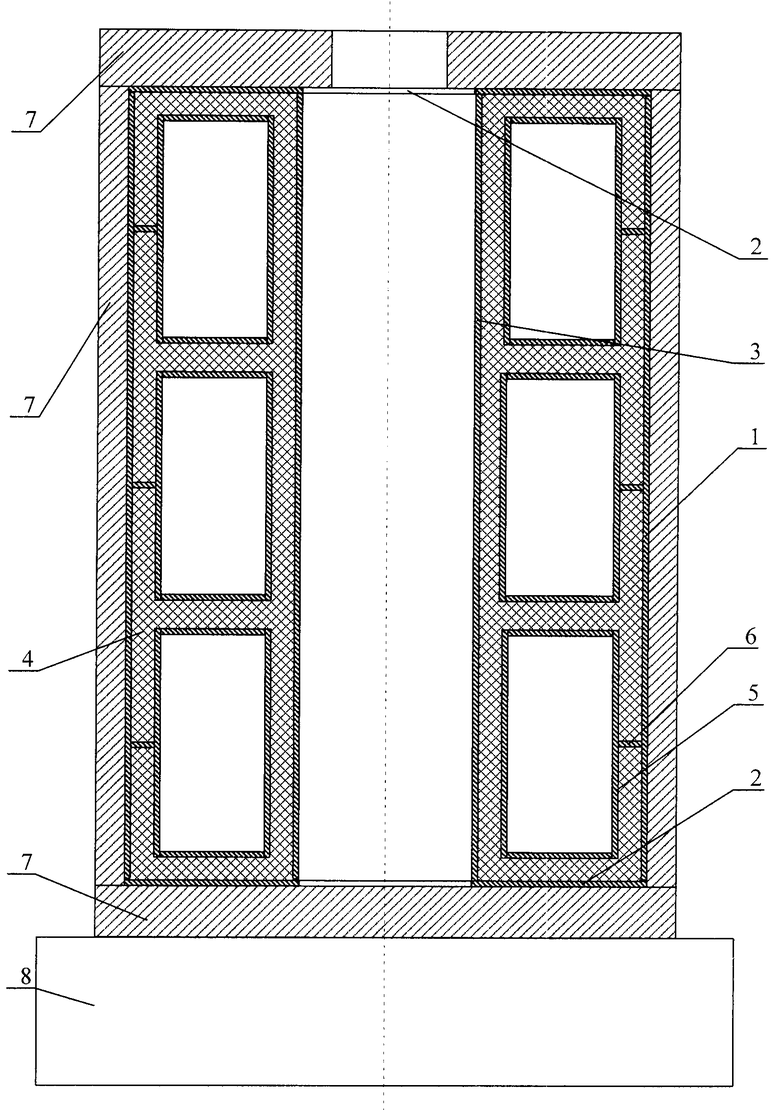
Способ изготовления цилиндрической оболочки прочного корпуса подводного аппарата, включающий формирование цилиндрической оболочки из стеклянного заполнителя, облицованного металлическим покрытием в виде внешней, внутренней и торцевых облицовок, имеющих коэффициент температурного расширения, превышающий его величину у стекла, отличающийся тем, что к внутренней поверхности внешней металлической облицовки крепят с помощью кольцевых пластин полые металлические короба кольцевой формы, после чего внешнюю металлическую облицовку с прикрепленными к ней полыми коробами вместе с торцевыми металлическими облицовками устанавливают в разъемную форму и помещают ее в центрифугу, включают центрифугу и подают расплав стекломассы во внутреннюю полость внешней металлической облицовки, посредством центрифуги формируют стеклозаполнитель требуемой толщины, затем температуру стеклозаполнителя понижают до температуры, обеспечивающей его диффузионную сварку с внутренней металлической облицовкой, которую формируют путем подачи на стеклозаполнитель расплава металла при работающей центрифуге, понижают температуру цилиндрической оболочки до температуры стеклования и выключают центрифугу, отжигают цилиндрическую оболочку при температуре стеклования до полной релаксации напряжений и стабилизации физико-химических свойств стеклянного заполнителя, понижают температуру цилиндрической оболочки в разъемной форме до температуры внешней среды и извлекают ее из формы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ПРОЧНОГО КОРПУСА ПОДВОДНОГО АППАРАТА | 1993 |
|
RU2067060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОМЕТАЛЛОКОМПОЗИТА | 2006 |
|
RU2304117C1 |
| ЗУБ КОВША КАРЬЕРНОГО ЭКСКАВАТОРА | 2018 |
|
RU2679152C1 |
| US 2003127176 A1, 10.07.2003. | |||

