Изобретение относится к области вакуумной техники и технологий, связанных с использованием вакуума как технологической среды при очистке внутренней поверхности труб трубопроводов и нанесении на внутреннюю поверхность труб нефтяных или газовых трубопроводов защитных покрытий.
В настоящее время для предотвращения процессов развития «коррозионного растрескивания под напряжением» (КРН) используются следующие технические решения:
- изоляционные покрытия наносят в заводских условиях на трубы, которые используют на участках трубопроводов с внешними условиями, благоприятными для протекания процесса КРН стенок трубы;
- проводят переизоляцию участков действующих магистральных газопроводов (МГ), подверженных КРН изоляционными покрытиями, исключающими их отслоение в процессе эксплуатации. Процесс восстановления работоспособности газопроводов путем замены труб и переизоляции участков трубопроводов, пораженных КРН, в настоящее время находится в начальной стадии (см., например, Карпов С.В. Перспектива решения проблемы КРН магистральных трубопроводов. - Четырнадцатая международная деловая встреча «Диагностика-2004», Москва, 2004, с.3-15).
Существует множество различных методов нанесения на различные поверхности тонкопленочных защитных покрытий в вакууме (см., например, Handbook of Thin Film Technology /Ed by L.f.Maissei and R.Gland/Mc.Graw Hill HOOK Company. 1970. V1. - 668 pp.или Handbook of Thin Film Technology /Ed by L.I.Maissei and R. Gland/Mc.Graw Hill HOOK Company. 1970. V2. - 766 pp.).
Кроме того, известны решения, обеспечивающие реализацию вакуумных технологических процессов в больших герметизированных объемах, образованных цилиндрическими корпусами, близкими по геометрии формы к магистральным газопроводам и нефтепроводам (см. авторское свидетельство SU №171930, кл. Н01J 9/48, 01.01.1965).
Однако существующие вакуумные методы нанесения защитных покрытий на участках действующих магистральных газопроводов в настоящее время неприемлемы, поскольку они не могут быть использованы для вакуумно-плотной герметизации внутренних объемов действующих магистральных трубопроводов (см., например, Рот А. Вакуумные уплотнения. - М:. Энергия, 1974. - 235 с.), что не позволяет получить требуемое разрежение внутри герметизируемого участка трубы действующего магистрального трубопровода, на котором должна производиться защита внутренней поверхности трубы.
Известен способ герметизации участка трубы магистрального трубопровода с помощью устройства для герметизации внутренних объемов магистральных трубопроводов, содержащего привод, герметичные дисковые металлические перегородки с кольцевыми уплотнениями, посредством которых дисковые металлические перегородки соединены с трубой, и нажимные кольца, сжимающие кольцевые уплотнения с деформацией последних в радиальном сечении, достаточной для перекрытия высоты микронеровностей уплотняемого профиля поверхности трубы, при этом устройство вводят в полость трубопровода и поджатием ручки обратного клапана стравливают давление из надпоршневой полости привода, после чего под воздействием пружины шток перемещается вправо и с помощью тяг производят прижим к внутренней поверхности трубы фиксирующих устройство элементов и одновременное поджатие кольцевого уплотнения к стенке трубопровода (см. авторское свидетельство SU №1252604, кл. F16L 55/18, 23.08.1986).
Данный способ позволяет герметично перекрывать трубопровод. Однако не представляется возможным создать вакуумно-плотно изолированные смежные объемы внутри трубы трубопровода для проведения очистки его стенок и нанесения на них защитного покрытия.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов, заключающийся в том, что в трубе трубопровода располагают три подвижные перегородки, каждую из которых выполняют в виде двух металлических дисков с деформируемым герметизирующим кольцом между ними и посредством которых образуют две смежные рабочие камеры внутри трубопровода, причем в одной рабочей камере располагают плазменное очистное устройство, а в другой - многокомпонентный магнетронный испаритель, с помощью приводов стяжки дисков перегородок за счет радиального деформирования герметизирующих колец проводят герметизацию рабочих камер относительно внутренней поверхности трубы трубопровода, вакуумируют с помощью индивидуальных систем откачки рабочие камеры до требуемой величины разрежения с одновременным формированием противоположно направленных сил, возникающих в результате разницы атмосферного давления и давления вакуума, действующих на наружные подвижные перегородки, и далее с помощью индивидуальных систем напуска рабочих газов в каждом вакуумном объеме формируют требуемый состав рабочей атмосферы (см. опубликованную заявку RU №2005140624, кл. F16L 55/16, 10.07.2007).
Данный способ позволяет герметично перекрывать трубопровод и позволяет создавать вакуумно-плотно изолированные смежные рабочие камеры внутри трубы трубопровода для проведения очистки его стенок и нанесения на них защитного покрытия. Однако данный способ не позволяет проводить очистку внутренней поверхности трубы трубопровода в едином технологическом цикле без переустановки крайних подвижных перегородок, что усложняет технологию выполнения защитных покрытий на внутренней поверхности трубы трубопровода.
Задачей, на решение которой направлено настоящее изобретение, является упрощение способа защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов с помощью вакуумно-плотных герметизирующих устройств, защищающих рабочие объемы металлических (в основном стальных) труб магистральных трубопроводов, в которых производятся вакуумная плазменная очистка и нанесение защитных покрытий от проникновения в материал трубы водорода, благоприятствующего в дальнейшем КРН стенкам трубы и ее усталостному или механическому разрушению со временем, в первую очередь, в зонах около сварных швов.
Техническим результатом, достигаемым в результате реализации изобретения, является повышение производительности и качества защитных покрытий, наносимых на стенки магистральных трубопроводов.
Указанная задача решается, а технический результат достигается за счет того, что способ защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов заключается в том, что в трубе трубопровода располагают три подвижные перегородки, каждую из которых выполняют в виде двух металлических дисков с деформируемым герметизирующим кольцом между ними и посредством которых образуют две смежные рабочие камеры внутри трубопровода, причем в одной рабочей камере располагают плазменное очистное устройство, а в другой - многокомпонентный магнетронный испаритель, с помощью приводов стяжки дисков перегородок за счет радиального деформирования герметизирующих колец и прижатия их внутренней поверхности трубы проводят герметизацию рабочих камер относительно трубы трубопровода, вакуумируют с помощью индивидуальных систем откачки рабочие камеры до требуемой величины разрежения с одновременным формированием противоположно направленных сил, возникающих в результате разницы атмосферного давления и давления вакуума, действующих на наружные подвижные перегородки, и далее с помощью индивидуальных систем напуска рабочих газов в каждом вакуумном объеме формируют требуемый состав рабочей атмосферы, при этом вакуумирование начинают в положении внутренней подвижной перегородки с максимальным объемом рабочей камеры, в которой расположено плазменное очистное устройство и, соответственно, минимальным объемом рабочей камеры, в которой расположен многокомпонентный магнетронный испаритель, после чего понижают в обоих рабочих камерах давление до величины, составляющей от 0,001 до 0,0001 МПа, а затем в рабочую камеру с плазменным очистным устройством напускают с помощью индивидуальной системы напуска рабочих газов аргон и устанавливают в этой рабочей камере давление от 0,02 до 0,01 МПа, после чего плазменным очистным устройством проводят очистку внутренней поверхности трубы трубопровода и одновременно в процессе очистки индивидуальной системой откачки поддерживают указанное выше давление, после чего смещают внутреннюю перегородку, уменьшая объем рабочей камеры с плазменным очистным устройством и увеличивая объем рабочей камеры с многокомпонентным магнетронным испарителем, поддерживая при этом в ней индивидуальной системой откачки давление 0,001 до 0,0001 МПа, после смещения внутренней подвижной перегородки напускают в эту рабочую камеру кислород, устанавливая давление от 0,05 до 0,01 МПа, и производят многокомпонентным магнетронным испарителем нанесение защитного покрытия на очищенную плазменным очистным устройством внутреннюю поверхность трубы трубопровода, затем с помощью индивидуальных систем напуска рабочих газом повышают давление в рабочих камерах до давления окружающей среды, с помощью приводов стяжки дисков уменьшают радиальное деформирование колец и перемещают перегородки, одна из которых внутренняя, с расположенными в рабочих камерах плазменным очистным устройством и многокомпонентным магнетронным испарителем на новое место, после чего повторяют описанный выше цикл очистки внутренней поверхности трубы трубопровода и нанесения на нее защитного покрытия.
Создание вакуумно-плотных герметичных объемов внутри рабочей трубы с помощью предлагаемого устройства герметизации создает основу для процесса формирования защитной пленки методами осаждения в вакууме. Для предотвращения процесса «наводораживания», т.е. процесса растворения атомов водорода в материале стенки трубы (атомы которого обычно сорбируются на поверхности), поверхность защищаемого металла должна быть «ювенильной», т.е. совершенно чистой от сорбата - слоя молекул водородосодержащих газов, являющихся источником наводораживания (см. Deulin Е.А. "Exchange of gases at friction in vacuum", ECASIA '97 /John Wiley & sons/, Nov. 1997, p.p.l170-1175 или E.A.Deulin. S.A.Goncharov, J.L.de Segovia and R.A.Nevshoupa "Mechanically stimulated solution of adsorbed hydrogen and deuterium in steel" /Surface and Interface Analysis/. 30(2000) p.p.635-637).
Осаждение защитной пленки на ювенильную поверхность реализуется в электронике, как правило, на высоковакуумном или сверхвысоковакуумном технологическом оборудовании (см. Вакуумное оборудование тонкопленочной технологии производства изделий электронной техники / Под ред. проф. Л.К.Ковалева и Н.В.Василенко. - т.1., Сиб. Аэрокосм. Акад.. 1995. - 265 с. или Вакуумное оборудование тонкопленочной технологии производства изделий электронной техники / Под ред. проф. Л.К.Ковалева и Н.В.Василенко. - т.2., Сиб. Аэрокосм. Акад.. 1996. - 416 с), где очистка поверхности до ювенильного состояния решается вакуумными методами в связи с требованиями т.н. «Вакуумной Гигиены» (см. Розанов Л.Н. Вакуумная техника: Учебник для вузов. - Москва, Высшая школа, 1990, 320 с). Путем использования плазменного очистного устройства для очистки «грязной» внутренней поверхности газопроводов или нефтепроводов удалось добиться очистки внутренней поверхности труб трубопроводом в считанные минуты с удалением с внутренней поверхности труб трубопроводов слоев окисных пленок, окалины и следов механической обработки даже в низком или в среднем вакууме.
Расположение плазменного очистного устройства и многокомпонентного магнетронного испарителя в смежных рабочих камерах, образованных в трубе трубопровода тремя подвижными перегородками, позволяет одновременно работающим в смежных рабочих камерах плазменному очистному устройству и многокомпонентному магнетронному испарителю работать так, что слой сорбата не успевает образоваться на очищенной поверхности до начала процесса нанесения защитной пленки, причем удалось объединить работу этих устройств в единый технологический цикл, при котором защиту очищенной ювенильной поверхности производят после сдвига внутренней (межкамерной) подвижной перегородки, сдвигающей смежную зону формирования защитной пленки таким образом, что эта зона перемещается на очищенную только что внутреннюю поверхность трубы трубопровода.
При этом представляется возможность формировать защитное покрытие в виде защитного слоя стекла нанометровой толщины из стеклообразующих окислов материалов, оседающих на защищаемую поверхность в заданном стехиометрическом составе в зависимости от условий эксплуатации трубопровода. Наиболее целесообразно использование данного способа для создания защитных покрытий в местах повреждения внутреннего защитного «заводского» покрытия в ходе монтажа трубопровода, в частности в местах сварки между собой труб трубопроводов.
В этих условиях представляется возможным использовать свойства стекла, а также ряда других материалов быть слабопроницаемыми или непроницаемым для молекул водорода, что очень важно для обеспечения защиты внутренней поверхности трубы трубопровода от наводораживания. Проведенные опыты нанесения на поверхность защитных покрытий в виде тонких нанометровой толщины пленок методом испарения в вакууме показывают возможность формирования на защищаемой поверхности пленки стекла толщиной до 4-5 нм, что невозможно сделать другими известными методами, например методом напайки, может стойко удерживаться на поверхности металла только при совпадении у стекла и металла «температурных коэффициентов линейного расширения», что исключает прочное удержание стеклянных покрытий на трубах распределительных и транспортных систем. Кроме того, в условиях деформации и вибрации трубы из-за малой механической прочности слоя стекла и большой разницы коэффициентов линейного расширения у стекла и металла трубы защитный слой стекла разрушается.
Для предотвращения процесса «наводораживания», т.е. процесса растворения атомов водорода в материале стенки трубы (атомы которого обычно сорбируются на поверхности) поверхность защищаемого металла должна быть «ювенильной», т.е. совершенно чистой от сорбата - слоя молекул водородосодержащих газов, являющихся источником наводораживания. Проведенные исследования доказали возможность использование плазменного метода для очистки «грязной» поверхности газо- или нефтеподающей трубы, покрытой слоями окисных пленок, окалины и следами механической обработки, непосредственно перед процессом осаждения защитного слоя.
На чертеже схематически представлено устройство для вакуумно-плотной герметизации внутренних объемов магистральных трубопроводов.
Устройство для осуществления способа защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов содержит защищаемую трубу 1 трубопровода, например нефтепровода или газопровода, первую подвижную перегородку 2 многокомпонентного магнетронного испарителя 3, вторую внутреннюю (межкамерную) подвижную перегородку 4, плазменное очистное устройство 5, третью подвижную перегородку 6, индивидуальную систему откачки 7 рабочей камеры с плазменным очистным устройством 5, индивидуальную систему откачки 8 рабочей камеры с многокомпонентным магнетронным испарителем 3, индивидуальную систему напуска 9 рабочего газа (аргона) в рабочую камеру с плазменным очистным устройством 5 и индивидуальную систему напуска 10 рабочего газа (кислорода) в рабочую камеру с многокомпонентным магнетронным испарителем 3.
Каждая подвижная перегородка 2, 4 и 6 выполнена с кольцевым уплотнением в виде двух металлических дисков с деформируемым герметизирующим кольцом между ними, как правило эластомерным (резиновым) кольцом, для герметизации кольцевого зазора между подвижными перегородками 2, 4 и 6 и внутренней поверхностью трубы трубопровода 1. Кроме того, каждая подвижная перегородка 2, 4 и 6 выполнена с приводом стяжки дисков подвижной перегородки 2, 4 и 6, причем внутренняя подвижная перегородка 4 установлена с возможностью перемещения относительно двух других подвижных перегородок 2 и 6 без разгерметизации последних.
Способ защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов заключается в том, что в трубопроводе 1 располагают три подвижные перегородки 2, 4 и 6, две из которых (2 и 6) наружные и одна (4) внутренняя. Посредством подвижных перегородок 2, 4 и 6 образуют две смежные рабочие камеры внутри трубопровода 1, причем в одной рабочей камере располагают плазменное очистное устройство 5, а в другой - многокомпонентный магнетронный испаритель 3. С помощью приводов стяжки дисков подвижных перегородок 2, 4 и 6 за счет радиального деформирования герметизирующих колец и прижатия их к внутренней поверхности трубы 1 проводят герметизацию рабочих камер относительно остальной части трубы 1 трубопровода. После этого вакуумируют с помощью индивидуальных систем откачки 7 и 8 рабочие камеры с одновременным формированием противоположно направленных сил, возникающих в результате разницы атмосферного давления и давления вакуума внутри рабочих камер, действующих на наружные подвижные перегородки 2 и 6. Вакуумирование начинают в положении внутренней подвижной перегородки 4 с максимальным объемом рабочей камеры, в которой расположено плазменное очистное устройство 5 и соответственно минимальным объемом рабочей камеры, в которой расположен многокомпонентный магнетронный испаритель 3, после чего понижают в обоих рабочих камерах давление до величины, составляющей от 0,001 до 0,0001 МПа. Затем в рабочую камеру с плазменным очистным устройством 5 напускают с помощью индивидуальной системы напуска 9 рабочих газов аргон и устанавливают в этой рабочей камере давление от 0,02 до 0,01 МПа, после чего плазменным очистным устройством 5 проводят очистку внутренней поверхности трубы 1 трубопровода и одновременно в процессе очистки индивидуальной системой 7 откачки поддерживают указанное выше давление. После этого приводом стяжки ослабляют прижатие герметизирующего кольца подвижной перегородки 4 к внутренней поверхности трубы 1, смещают внутреннюю подвижную перегородку 4, уменьшая объем рабочей камеры с плазменным очистным устройством 5 и увеличивая объем рабочей камеры с многокомпонентным магнетронным испарителем 3, поддерживая при этом в ней индивидуальной системой откачки 8 давление 0,001 до 0,0001 МПа. После смещения внутренней подвижной перегородки 4 с помощью привода стяжки вновь сжимают герметизирующее кольцо, фиксируя таким образом внутреннюю подвижную перегородку 4 на новом месте, напускают с помощью индивидуальной системы 10 напуска рабочих газов в эту рабочую камеру кислород, устанавливая давление от 0,05 до 0,01 МПа, и производят многокомпонентным магнетронным испарителем 3 нанесение защитного покрытия на очищенную плазменным очистным устройством 5 внутреннюю поверхность трубы 1 трубопровода. Затем с помощью индивидуальных систем напуска 9 и 10 рабочих газом повышают давление в рабочих камерах до давления окружающей среды. С помощью приводов стяжки дисков уменьшают радиальное деформирование герметизирующих колец и перемещают перегородки 2, 4 и 6, одна из которых - 4 внутренняя, с расположенными в рабочих камерах плазменным очистным устройством 5 и многокомпонентным магнетронным испарителем 3 на новое место, после чего повторяют описанный выше цикл очистки внутренней поверхности трубы 1 трубопровода и нанесения на нее защитного покрытия.
Настоящее изобретение может быть использовано при создании надежных распределительных и транспортных систем газа и нефти, в частности систем, используемых ОАО «Газпром» и «Оргнефтегаз».
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2007 |
|
RU2349829C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНО-ПЛОТНОЙ ГЕРМЕТИЗАЦИИ ВНУТРЕННИХ ОБЪЕМОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2005 |
|
RU2362938C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА МАГИСТРАЛЬНОГО ГАЗОПРОВОДА | 2008 |
|
RU2391601C2 |
| УСТРОЙСТВО КОНТРОЛЯ ЧИСТОТЫ ПОВЕРХНОСТИ ОБЪЕКТОВ | 2016 |
|
RU2616356C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРОКА СЛУЖБЫ ТРУБОПРОВОДА | 2014 |
|
RU2571018C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРОКА СЛУЖБЫ ТРУБОПРОВОДА | 2013 |
|
RU2518787C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2013 |
|
RU2526595C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВАКУУМА | 2007 |
|
RU2316744C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ДЕФЕКТОВ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2005 |
|
RU2291344C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МНОГОКОМПОНЕНТНЫХ И МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2015 |
|
RU2657671C2 |
Изобретение относится к области вакуумной техники и технологий, связанных с использованием вакуума как технологической среды при очистке поверхности труб и нанесении на поверхность труб магистральных трубопроводов защитных покрытий. Способ защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов заключается в том, что в трубе трубопровода располагают три подвижные перегородки, каждую из которых выполняют в виде двух металлических дисков с деформируемым герметизирующим кольцом между ними и посредством которых образуют две смежные рабочие камеры внутри трубопровода, причем в одной рабочей камере располагают плазменное очистное устройство, а в другой - многокомпонентный магнетронный испаритель. Далее проводят герметизацию рабочих камер относительно остальной части трубы трубопровода, вакуумируют их, после чего плазменным очистным устройством проводят очистку внутренней поверхности трубы, затем смещают внутреннюю перегородку, изменяя объем рабочих камер для увеличения объема камеры с многокомпонентным магнетронным испарителем и производят нанесение защитного покрытия на очищенную внутреннюю поверхность трубы трубопровода, затем перемещают перегородки на новое место и повторяют цикл. Технический результат - повышение качества защитных покрытий магистральных трубопроводов. 1 ил.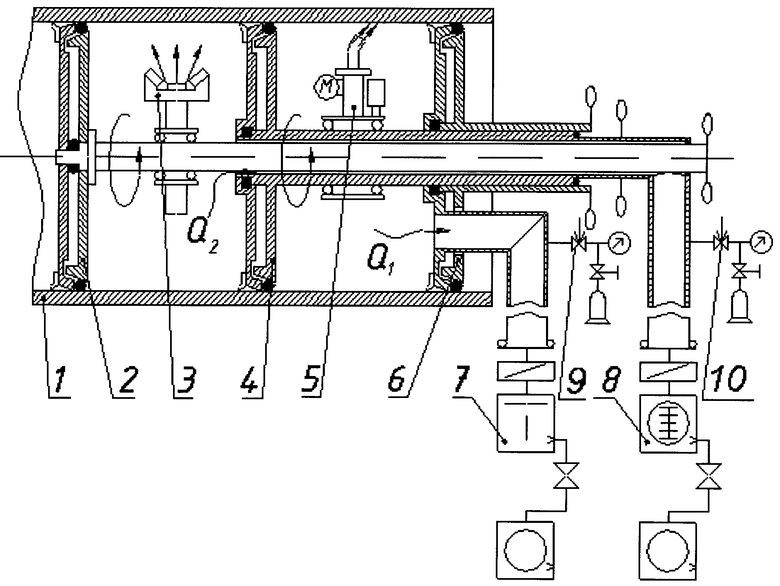
Способ защиты от наводораживания внутренней поверхности металлических труб газонефтепроводов, заключающийся в том, что в трубе трубопровода располагают три подвижные перегородки, каждую из которых выполняют в виде двух металлических дисков с деформируемым герметизирующим кольцом между ними и посредством которых образуют две смежные рабочие камеры внутри трубопровода, причем в одной рабочей камере располагают плазменное очистное устройство, а в другой - многокомпонентный магнетронный испаритель, с помощью приводов стяжки дисков перегородок за счет радиального деформирования герметизирующих колец и прижатия их к внутренней поверхности трубы проводят герметизацию рабочих камер относительно трубы трубопровода, вакуумируют с помощью индивидуальных систем откачки рабочие камеры до требуемой величины разряжения с одновременным формированием противоположно направленных сил, возникающих в результате разницы атмосферного давления и давления вакуума, действующих на наружные подвижные перегородки и далее с помощью индивидуальных систем напуска рабочих газов в каждом вакуумном объеме формируют требуемый состав рабочей атмосферы, отличающийся тем, что вакуумирование начинают в положении внутренней подвижной перегородки с максимальным объемом рабочей камеры, в которой расположено плазменное очистное устройство и соответственно минимальным объемом рабочей камеры, в которой расположен многокомпонентный магнетронный испаритель, после чего понижают в обеих рабочих камерах давление до величины, составляющей от 0,001 до 0,0001 МПа, а затем в рабочую камеру с плазменным очистным устройством напускают с помощью индивидуальной системы напуска рабочих газов аргон и устанавливают в этой рабочей камере давление от 0,02 до 0,01 МПа, после чего плазменным очистным устройством проводят очистку внутренней поверхности трубы трубопровода и одновременно в процессе очистки индивидуальной системой откачки поддерживают указанное выше давление, после чего смещают внутреннюю перегородку, уменьшая объем рабочей камеры с плазменным очистным устройством и увеличивая объем рабочей камеры с многокомпонентным магнетронным испарителем, поддерживая при этом в ней индивидуальной системой откачки давление 0,001 до 0,0001 МПа, после смещения внутренней подвижной перегородки напускают в эту рабочую камеру кислород, устанавливая давление от 0,05 до 0,01 МПа, и производят многокомпонентным магнетронным испарителем нанесение защитного покрытия на очищенную плазменным очистным устройством внутреннюю поверхность трубы трубопровода, затем с помощью индивидуальных систем напуска рабочих газов повышают давление в рабочих камерах до давления окружающей среды, с помощью приводов стяжки дисков уменьшают радиальное деформирование колец и перемещают перегородки, одна из которых внутренняя, с расположенными в рабочих камерах плазменным очистным устройством и многокомпонентным магнетронным испарителем на новое место, после чего повторяют описанный выше цикл очистки внутренней поверхности трубы трубопровода и нанесения на нее защитного покрытия.
| RU 2005140624 А, 10.07.2007 | |||
| Устройство для перекрытия трубопровода при замене дефектного участка | 1984 |
|
SU1252604A1 |
| 0 |
|
SU171930A1 | |
| Устройство для очистки внутренней поверхности трубопроводов | 1991 |
|
SU1801627A1 |
| JP 2005076835 A, 24.03.2005. | |||

