[0001] Настоящее изобретение относится к входящему хвостовику, используемому для соединения графитовых электродов, в частности к входящему-охватывающему соединению графитовых электродов. Более конкретно, изобретение относится к уникальной конструкции входящего-охватывающего соединения электродов и электродов, из которых сформировано это соединение.
Уровень техники
[0002] Графитовые электроды используются в сталелитейной промышленности для плавления металлов и других компонентов, используемых для образования стали в электротермических печах. Тепло, требуемое для плавления металлов, генерируют путем пропускания тока через один или множество электродов, обычно через три электрода, и формирования дуги между электродами и металлом. При этом часто используют электрические токи, сила которых превышает 100000 ампер. В результате получают расплавы металлов и других компонентов с высокой температурой. Обычно каждый из электродов, используемых в сталеплавильных печах, состоит из электродной колонны, которая представляет собой последовательность отдельных электродов, соединенных с формированием единой колонны. Таким образом, по мере того как электроды расходуются во время термического процесса, заменяющие электроды могут быть соединены с колонной для поддержания длины колонны, опускаемой в печь.
[0003] Обычно электроды соединяют с колоннами через шпильку (иногда называемую ниппелем), которая выполняет функцию соединения концов соседних электродов. Обычно шпилька выполнена в форме противоположных входящих участков или хвостовиков с наружной резьбой, при этом по меньшей мере один конец электродов, содержащих охватывающие участки с внутренней резьбой, способен свинчиваться с входящим резьбовым участком шпильки. При этом, когда каждый из противоположных входящих резьбовых участков шпильки ввинчивают по резьбе в охватывающие резьбовые участки на концах двух электродов, эти электроды соединяются в электродную колонну. Обычно соединенные концы соседних электродов и шпильку между ними называют в данной области техники соединением.
[0004] В качестве альтернативы ранее предлагалось формировать электроды с входящим резьбовым выступом или хвостовиком, сформированным обработкой резанием на одном конце, и охватывающим резьбовым гнездом, сформированным обработкой резанием на другом конце, так чтобы эти электроды можно было соединять, завинчивая по резьбе входящий хвостовик одного электрода в охватывающее гнездо второго электрода, и, таким образом, формировать электродную колонну. Соединенные концы двух соседних электродов в таком варианте реализации называют в данной области техники входящим-охватывающим соединением.
[0005] Учитывая чрезвычайные тепловые напряжения, которые испытывают электроды и соединение (и, несомненно, вся электродная колонна в целом), необходимо тщательно сбалансировать механические/тепловые факторы, такие как прочность, тепловое расширение и устойчивость к растрескиванию, для исключения повреждения или разрушения электродной колонны или отдельных электродов. Например, продольное (то есть вдоль длины электрода/электродной колонны) тепловое расширение электродов, в частности, с коэффициентом, отличающимся от его значения у шпильки, может «расщепить» соединение, что снижает эффективность электродной колонны в отношении проводимости электрического тока. Может быть желательной некоторая степень поперечного (то есть поперек диаметра электрода/электродной колонны) теплового расширения шпильки сверх его значения у электрода для формирования плотного соединения между шпилькой и электродом; однако если поперечное тепловое расширение шпильки значительно превышает тепловое расширение электрода, может произойти повреждение электрода или разделение соединения. И снова это может привести к снижению эффективности электродной колонны или даже к разрушению колонны, если повреждение будет настолько значительным, что электродная колонна будет разрушена на участке соединения. Таким образом, первостепенную важность приобретает контроль теплового расширения электрода как в продольном, так и в поперечном направлениях.
[0006] Вследствие этого, если бы шпилька могла быть устранена из системы электрода/электродной колонны, была бы снижена необходимость сбалансирования теплового расширения различных компонентов системы (то есть шпильки и электрода). Ранее были предприняты попытки исключения шпильки, при которых использовали резьбовой конец электрода или другие средства сочленения электродов. Однако внедрение таких конструкций в промышленность задержалось, поскольку оказалось, что прочность такого соединения является недостаточной для поддержания целостности электродной колонны без шпильки.
[0007] Таким образом, требуется входящее-охватывающее соединение электродов, обладающее достаточной прочностью и целостностью, чтобы можно было исключить шпильку без существенного снижения характеристик электрода. Также чрезвычайно желательно добиться таких преимуществ по свойствам без использования большого количества дорогостоящих материалов.
Раскрытие изобретения
[0008] В одном аспекте настоящее изобретение направлено на входящее-охватывающее соединение для графитовых электродов.
[0009] В другом аспекте настоящее изобретение направлено на входящее-охватывающее соединение для графитовых электродов, конструкция которого позволяет лучше противостоять тепловым и механическим напряжениям, действующим на электродную колонну при использовании, по сравнению с входящими-охватывающими соединениями графитовых электродов предшествующего уровня техники.
[0010] В еще одном аспекте настоящее изобретение направлено на входящее-охватывающее соединение графитовых электродов, которое позволяет получить соединения электродной колонны, обладающие улучшенными прочностью и стабильностью.
[0011] В еще одном аспекте настоящее изобретение направлено на соединение графитовых электродов, обладающее улучшенной устойчивостью к потере электродного огарка, характеризующейся как потеря части электродной колонны, расположенной от кончика дуги до ближайшего к кончику дуги соединения и иногда включая его, по сравнению с обычными используемыми в данной области техники соединениями графитовых электродов, в которых используются шпильки.
[0012] Эти и другие аспекты, которые будут понятны для специалиста в данной области техники после ознакомления с нижеследующим описанием, могут быть реализованы благодаря обеспечению графитового электрода, предназначенного для использования во входящем-охватывающем соединении электродов, причем электрод имеет входящий хвостовик, имеющий отношение длины входящего хвостовика к диаметру электрода, составляющее по меньшей мере приблизительно 0,60. В предпочтительном варианте заявки отношение диаметра входящего хвостовика к длине входящего хвостовика должно быть не более чем приблизительно в 2,5 раза превышающим отношение длины входящего хвостовика к диаметру электрода, когда отношение длины охватывающего хвостовика к диаметру электрода составляет приблизительно 0,60. Действительно, отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика следует изменять вместе с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 свыше 0,60 отношения длины входящего хвостовика к диаметру электрода отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика должно составлять приблизительно на 0,016 меньше.
[0013] Графитовый электрод по изобретению, имея отношение длины входящего хвостовика к диаметру электрода в 0,85 или менее, также должен предпочтительно иметь отношение конусности входящего хвостовика, выраженной в градусах, к отношению длины входящего хвостовика к диаметру электрода, составляющее по меньшей мере приблизительно 15. Кроме того, отношение конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода изменяется вместе с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 ниже 0,85 отношения длины входящего хвостовика к диаметру электрода упомянутое отношение конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода должно быть приблизительно на 1,25 больше.
[0014] Изобретение также включает в себя соединение электродов, сформированное из графитового электрода по изобретению и второго графитового электрода, имеющего охватывающее резьбовое гнездо, при этом входящий резьбой хвостовик ввинчен в охватывающее резьбовое гнездо с формированием соединения.
[0015] Также представлен способ изготовления графитового электрода по изобретению, включающий в себя смешивание кокса и связующего пека для формирования базовой смеси; формование выдавливанием базовой смеси для формирования сырой заготовки; обжиг сырой заготовки для формирования карбонизированной заготовки; графитизацию карбонизированной заготовки путем выдержки карбонизированной заготовки при температуре, составляющей по меньшей мере приблизительно 2500°С, для формирования графитизированной заготовки и механическую обработку резанием графитизированной заготовки так, чтобы сформировать входящий хвостовик, имеющий отношение длины входящего хвостовика к диаметру графитизированной заготовки, составляющее по меньшей мере приблизительно 0,60.
[0016] Следует понимать, что как в приведенном выше общем описании, так и в последующем подробном описании представлены варианты реализации изобретения и они предназначены для обеспечения общего представления или рамок для понимания природы и характера изобретения в том виде, как оно заявлено. Сопровождающие чертежи включены для обеспечения дальнейшего понимания изобретения и составляют часть описания. Чертежи иллюстрируют различные варианты реализации изобретения и вместе с описанием предназначены для описания принципов и операций изобретения.
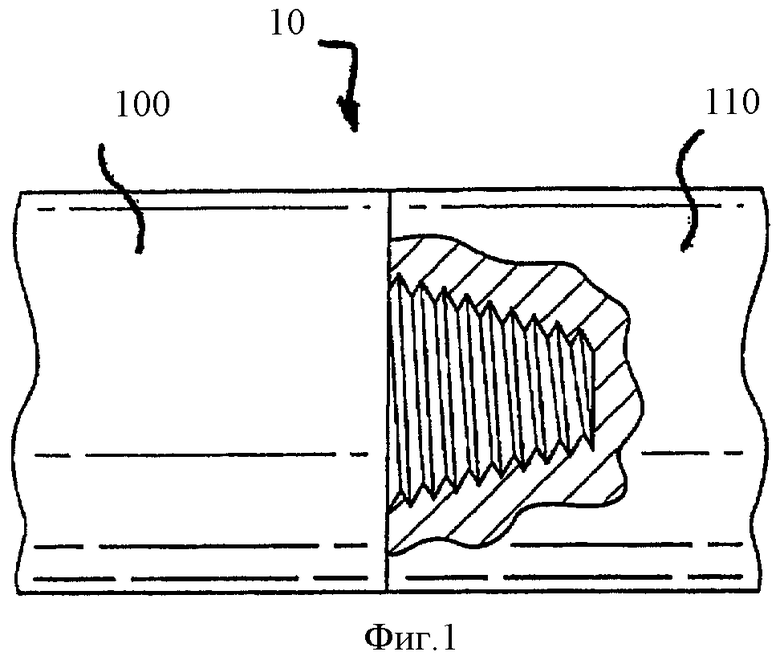
[0017] На фиг.1 показан вид сбоку с частичным разрезом входящего-охватывающего соединения графитовых электродов в соответствии с настоящим изобретением.
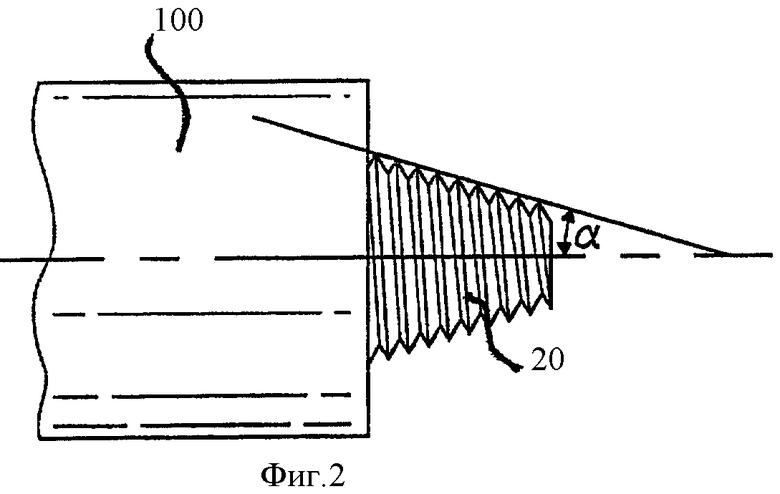
[0018] На фиг.2 показан вид сбоку с частичным разрезом графитового электрода, имеющего входящий хвостовик для входящего-охватывающего соединения графитовых электродов согласно фиг.1.
[0019] На фиг.3 показан вид сбоку с частичным разрезом охватывающего гнезда для входящего-охватывающего соединения графитовых электродов согласно фиг.1.
[0020] Графитовые электроды могут быть изготовлены путем объединения сначала дисперсной фракции, содержащей обожженный кокс, смолу и в случае необходимости мезофазную смолу или углеродные волокна на основе ПАН, в базовую смесь. Более конкретно, измельченный, просеянный и перемолотый обожженный нефтяной кокс смешивают со связующим на основе каменноугольной смолы для формирования смеси. Размер частиц обожженного кокса выбирается в соответствии с конечным применением (назначением) изделия и находится в пределах, известных в данной области техники. Обычно в смеси используют частицы со средними диаметром приблизительно до 25 миллиметров (мм). Дисперсная фракция предпочтительно включает в себя наполнитель с малым размером частиц, содержащий порошок кокса. Другие добавки, которые могут быть введены в наполнитель с малым размером частиц, включают окислы железа для сдерживания вспучивания (вызванного высвобождением серы из ее связей с углеродом внутри частиц кокса), порошок кокса и масла или другие смазочные материалы для способствования формованию смеси выдавливанием.
[0021] Наиболее предпочтительно углеродные волокна (в том случае, когда их используют) присутствуют на уровне от приблизительно 0,5 до приблизительно 6 частей по массе углеродных волокон на 100 частей по массе обожженного кокса, или на уровне от приблизительно 0,4% до приблизительно 5,5% масс. от общей массы компонентов смеси (за исключением связующего). Предпочтительные волокна имеют средний диаметр от приблизительно 6 до приблизительно 15 микрон и длину предпочтительно от приблизительно 4 мм до приблизительно 25 мм, а наиболее предпочтительно меньше чем приблизительно 32 мм. Углеродные волокна, используемые в способе по изобретению, должны предпочтительно иметь предел прочности на разрыв, составляющий по меньшей мере приблизительно 150000 фунтов на квадратный дюйм. Наиболее выгодно углеродные волокна добавляют к базовой смеси в виде пучков, при этом каждый пучок содержит от приблизительно 2000 до приблизительно 20000 волокон.
[0022] Предпочтительно волокна добавляют после того, как уже началось смешивание дисперсной фракции и смолы. На практике в более предпочтительном варианте реализации волокна добавляют после того, как завершена по меньшей мере приблизительно половина цикла смешивания, наиболее предпочтительно после того, как было закончено по меньшей мере приблизительно три четверти цикла смешивания. Например, если смешивание дисперсной фракции и смолы занимает два часа (то есть цикл смешивания составляет два часа), то волокна необходимо добавлять через один час или даже через девяносто минут после начала смешивания. Добавление волокон после начала смешивания помогает сохранить длину волокон (которая может быть уменьшена в процессе смешивания) и, таким образом, оказывает благоприятное влияние на включение волокон, которое считается непосредственно связанным с длиной волокон.
[0023] Как указано выше, дисперсная фракция может включать наполнитель с малым размером частиц (термин «малый» используется здесь в сравнении с размером частиц обожженного кокса, которые обычно имеют такой диаметр, что большая их часть проходит через сито с размером ячейки 25 мм, но не проходит через сито с размером ячейки 0,25 мм, и по сравнению с обычно используемыми наполнителями). Более конкретно, наполнитель с малым размером частиц содержит по меньшей мере приблизительно 75% порошка кокса, под которым подразумевают кокс, имеющий такой диаметр частиц, что по меньшей мере приблизительно 70%, а более предпочтительно вплоть до приблизительно 90% его частиц проходит через сито Тайлера номер 200, что эквивалентно 74 микронам.
[0024] Наполнитель с малым размером частиц может дополнительно содержать по меньшей мере приблизительно 0,5% и вплоть до приблизительно 25% других добавок, подобных ингибитору вспучивания, такому как окись железа. И снова эту добавку также следует использовать с размером частиц, меньшим, чем используют обычно. Например, когда окись железа включают в состав смеси, средний диаметр частиц окиси железа должен быть таким, чтобы он был меньше приблизительно 10 микрон. Другой дополнительной добавкой, которую можно использовать, является порошок нефтяного кокса, имеющий такой средний диаметр, чтобы он был меньше чем приблизительно 10 микрон, добавляемый для заполнения пор изделия и, таким образом, обеспечивающий лучший контроль над количеством используемого связующего пека. Наполнитель с малым размером частиц должен содержать по меньшей мере приблизительно 30% и вплоть до приблизительно 50% или даже 65% дисперсной фракции.
[0025] После того как подготовлена смесь дисперсной фракции, связующего пека и т.д., формируют заготовку путем формования выдавливанием через матрицу или путем формования в обычных пресс-формах с получением того, что называют «сырой» заготовкой. Формование, независимо от того, выполняется ли оно выдавливанием или прессованием в пресс-форме, проводят при температуре, близкой к точке размягчения смолы, обычно приблизительно 100°С или выше. Матрица или пресс-форма позволяет сформировать изделие с по существу конечными формой и размером, хотя обычно требуется механическая обработка готового изделия резанием в самом конце для обеспечения такой структуры, как резьба. Размер сырой заготовки может изменяться; для электродов ее диаметр может изменяться от приблизительно 220 мм до 700 мм.
[0026] После формования выдавливанием сырую заготовку подвергают тепловой обработке путем обжига при температуре от приблизительно 700°С до приблизительно 1100°С, более предпочтительно от приблизительно 800°С до приблизительно 1000°С, для карбонизации связующего пека в твердый пековый кокс, для придания изделию постоянной формы, высокой механической прочности, хорошей теплопроводности и сравнительно низкого электрического сопротивления и, таким образом, формирования карбонизированной заготовки. Сырую заготовку обжигают при относительном отсутствии воздуха для исключения окисления. Обжиг следует осуществлять со скоростью повышения температуры от приблизительно 1°С до приблизительно 5°С в час до конечной температуры. После обжига карбонизированная заготовка может быть пропитана один или более раз каменноугольной смолой, или нефтяным пеком, или пеками и смолами других типов, известными в данной отрасли промышленности, для осаждения дополнительного кокса в существующих открытых порах заготовки. После каждого пропитывания следует дополнительный этап обжига.
[0027] После обжига карбонизированную заготовку затем подвергают графитизации. Графитизацию выполняют путем тепловой обработки при конечной температуре, составляющей от приблизительно 2500°С до приблизительно 3400°С, в течение времени, достаточного для того, чтобы вызвать преобразование атомов углерода в коксе и в связующем пековом коксе из плохо упорядоченного состояния в кристаллическую структуру графита. Предпочтительно графитизацию выполняют путем выдерживания карбонизированной заготовки при температуре, составляющей по меньшей мере приблизительно 2700°С, а более предпочтительно при температуре от приблизительно 2700°С и до приблизительно 3200°С. При таких высоких температурах другие элементы помимо углерода улетучиваются и выходят как пары. Время, требуемое для выдерживания при температуре графитизации с использованием процесса по настоящему изобретению, составляет не более чем приблизительно 18 часов, но на практике не более чем приблизительно 12 часов. Предпочтительно графитизация проходит в течение от приблизительно 1,5 до приблизительно 8 часов. После окончания графитизации готовое изделие можно разрезать до требуемого размера и затем подвергнуть механической обработке резанием или формообразованию другим способом до его конечной конфигурации.
[0028] Для обеспечения входящего-охватывающего соединения электродов, имеющего улучшенную стабильность в печи, входящий хвостовик (и в расширительном смысле охватывающее гнездо) должны иметь такие размеры, чтобы хвостовик обеспечивал требуемую прочность при использовании. С этой целью необходимо обеспечить балансирование. Более конкретно, сейчас было установлено, что отношение длины входящего хвостовика к диаметру электрода (называемое здесь коэффициентом хвостовика) важно для оптимизации рабочих характеристик входящего-охватывающего соединения электродов. Более конкретно, коэффициент хвостовика в по меньшей мере приблизительно 0,60 считается важным при создании входящего-охватывающего соединения электродов, имеющего улучшенную стабильность и коммерчески приемлемые рабочие характеристики.
[0029] Взаимодействие других характеристик соединения также помогает оптимизировать соединение электродов. Например, отношение (называемое здесь также коэффициентом диаметра хвостовика) коэффициента, определенного как отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика, можно использовать для обеспечения дополнительных улучшений соединения. Коэффициент диаметра хвостовика должен быть не более чем в 2,5 раза больше, чем коэффициент хвостовика, для получения особенно эффективного соединения с коэффициентом хвостовика приблизительно 0,60. Действительно, коэффициент диаметра хвостовика должен наиболее предпочтительно изменяться с коэффициентом хвостовика так, что в случае, когда получают соединение с коэффициентом хвостовика более 0,60, коэффициент диаметра хвостовика у такого соединения должен быть менее чем в 2,5 раза превышающим коэффициент хвостовика. Более конкретно, на каждую 0,01 свыше 0,60 коэффициента хвостовика соединения максимальный коэффициент диаметра хвостовика должен составлять приблизительно на 0,016 меньше. В качестве примера, когда получают соединение, имеющее коэффициент хвостовика, равный 0,85, коэффициент диаметра хвостовика у входящего хвостовика соединения должен быть менее чем приблизительно в 1,28 раза превышающим коэффициент хвостовика соединения.
[0030] Другая характеристика соединения, которую следует учитывать при разработке эффективного входящего-охватывающего соединения, называется здесь коэффициентом конусности, который определен как отношение конусности (выраженной в градусах и проиллюстрированной на фиг.2 как угол, обозначенный α) входящего хвостовика к коэффициенту хвостовика. Коэффициент конусности для эффективного входящего-охватывающего соединения должен составлять по меньшей мере приблизительно 15, в то время как коэффициент хвостовика составляет 0,85, а также должен изменяться при получении соединений с разными коэффициентами хвостовика. Например, на каждую 0,01 ниже 0,85 коэффициента хвостовика соединения минимальный коэффициент конусности должен составлять приблизительно на 1,25 больше. В качестве примера, когда получают соединение, имеющее коэффициент хвостовика, равный 0,60, коэффициент конусности входящего хвостовика соединения должен составлять по меньшей мере приблизительно 45.
[0031] При использовании коэффициента хвостовика в по меньшей мере приблизительно 0,60, и/или коэффициента диаметра хвостовика, или коэффициента конусности соединения, как описано выше, получают входящее-охватывающее соединение, которое позволяет достичь коммерческой приемлемости по меньшей мере в отношении прочности и стабильности соединения. Типичное соединение графитовых электродов, полученное в соответствии с изобретением, представлено на фиг.1-3 и обозначено позицией 10. Соединение 10 содержит первый электрод 100 и второй электрод 110, причем первый электрод 100 имеет входящий хвостовик 20, а второй электрод 110 имеет охватывающее гнездо 30. Как показано, входящий хвостовик 20 и охватывающее гнездо 30 взаимодействуют с образованием соединения 10 и, таким образом, соединяют первый электрод 100 и второй электрод 110 в колонну. При правильном выборе размеров входящего хвостовика 20 (и соответствующих размеров охватывающего гнезда 30) обеспечивается улучшенное соединение 10.
[0032] Для специалистов в данной области техники будет понятно, что описанный выше оптимизированный входящий хвостовик также можно использовать в соединяемых шпилькой графитовых электродах. Другими словами, в соединении соединяемых шпилькой графитовых электродов в отличие от входящего-охватывающего соединения шпилька фактически имеет два входящих хвостовика в форме двух входящих участков шпильки. Эти входящие хвостовики также могут быть выполнены с соблюдением описанных выше пропорций для оптимизации функционирования выполненного с помощью шпильки соединения аналогично тому, как оптимизировано функционирование входящего-охватывающего соединения.
[0033] Раскрытие всех цитируемых патентов и публикаций, на которые сделана ссылка в этой заявке, включено сюда посредством ссылки.
[0034] Вышеприведенное описание предназначено для обеспечения возможности специалисту в данной области техники осуществить настоящее изобретение на практике. При этом оно не предназначено для описания подробностей всех возможных вариантов и модификаций, которые могут быть очевидны для квалифицированного специалиста после прочтения этого описания. Однако предполагается, что все такие модификации и изменения входят в пределы объема изобретения, которые определены нижеследующей формулой изобретения. Формула изобретения предназначена для охвата указанных элементов и этапов в любой компоновке или последовательности, которая позволяет эффективно удовлетворить указанные цели изобретения, если только контекст определенно не указывает на противоположное.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНЫХ ЭЛЕКТРОДОВ | 2003 |
|
RU2315133C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2324646C2 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ ДЛЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2366118C2 |
| ГРАФИТОВЫЙ ЭЛЕКТРОД | 2013 |
|
RU2623446C2 |
| ГРАФИТОВЫЙ ЭЛЕКТРОД | 2011 |
|
RU2559832C2 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| ГРАФИТОВЫЙ ЭЛЕКТРОД ДЛЯ ПЕЧЕЙ ЭЛЕКТРОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ, ЭЛЕКТРОДНАЯ КОЛОННА И СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2005 |
|
RU2374342C2 |
| УСТОЙЧИВЫЕ К РАЗРУШЕНИЮ ЭЛЕКТРОДЫ ДЛЯ ПЕЧИ КАРБОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ | 2005 |
|
RU2365646C2 |
| СОЕДИНЕНИЕ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ НА КОНТАКТНЫХ ПОВЕРХНОСТЯХ | 2003 |
|
RU2335099C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА ИЗ ГРАФИТА И АРМИРОВАННОГО УГЛЕРОДНЫМ ВОЛОКНОМ УГЛЕРОДА | 2010 |
|
RU2514733C2 |

Изобретение относится к области электротехники, а именно к конструкции электродов. Графитовый электрод для использования во входящем-охватывающем соединении электродов содержит входящий хвостовик. Хвостовик имеет отношение длины входящего хвостовика к диаметру электрода по меньшей мере приблизительно 0,60. Отношение конусности входящего хвостовика в градусах к отношению длины входящего хвостовика к диаметру электрода составляет по меньшей мере приблизительно 15. Соединение электродов содержит входящий хвостовик указанной конструкции и графитовый электрод. Электрод содержит резьбовое охватывающее гнездо. Резьбовой входящий хвостовик ввинчен в резьбовое охватывающее гнездо с формированием соединения. Способ изготовления графитового электрода включает смешивание кокса и связующего пека, формование выдавливанием базовой смеси, обжиг сырой заготовки, графитизирование карбонизированной заготовки и механическую обработку резанием для формирования входящего хвостовика указанной конструкции. Согласно второму варианту исполнения в графитовом электроде, кроме указанного выше, отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика изменяется с отношением длины входящего хвостовика к диаметру электрода. На каждую 0,01 свыше 0,60 отношения длины входящего хвостовика к диаметру электрода отношение диаметра входящего хвостовика в его основании к отношению длины входящего хвостовика к диаметру электрода составляет по меньшей мере приблизительно на 0,016 меньше чем 2,5. 4 н. и 15 з.п. ф-лы, 3 ил.
1. Графитовый электрод для использования во входящем-охватывающем соединении электродов, содержащий входящий хвостовик, имеющий отношение длины входящего хвостовика к диаметру электрода по меньшей мере приблизительно 0,60 и отношение а) конусности входящего хвостовика, выраженной в градусах, к b) отношению длины входящего хвостовика к диаметру электрода, составляющее по меньшей мере приблизительно 15.
2. Графитовый электрод по п.1, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика не более, чем приблизительно в 2,5 раза, превышает отношение длины входящего хвостовика к диаметру электрода.
3. Графитовый электрод по п.2, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 свыше 0,60 отношения длины входящего хвостовика к диаметру электрода отношение диаметра входящего хвостовика в его основании к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 0,016 меньше, чем 2,5.
4. Графитовый электрод по п.1, имеющий отношение длины входящего хвостовика к диаметру электрода 0,85 или менее.
5. Графитовый электрод по п.4, в котором упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 ниже 0,85 отношения длины входящего хвостовика к диаметру электрода упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 1,25 больше, чем 15.
6. Соединение электродов, содержащее входящий хвостовик, имеющий отношение длины входящего хвостовика к диаметру электрода по меньшей мере приблизительно 0,60 и отношение а) конусности входящего хвостовика, выраженной в градусах, к b) отношению длины входящего хвостовика к диаметру электрода, составляющее по меньшей мере приблизительно 15, и по меньшей мере один графитовый электрод, содержащий резьбовое охватывающее гнездо, при этом резьбовой входящий хвостовик ввинчен в резьбовое охватывающее гнездо с формированием соединения.
7. Соединение по п.6, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика не более, чем приблизительно в 2,5 раза превышает отношение длины входящего хвостовика к диаметру электрода.
8. Соединение по п.7, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 свыше 0,60 отношения длины входящего хвостовика к диаметру электрода отношение диаметра входящего хвостовика в его основании к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 0,016 меньше, чем 2,5.
9. Соединение по п.6, в котором электрод имеет отношение длины входящего хвостовика к диаметру электрода 0,85 или менее.
10. Соединение по п.9, в котором упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 ниже 0,85 отношения длины входящего хвостовика к диаметру электрода упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 1,25 больше, чем 15.
11. Способ изготовления графитового электрода, включающий:
(a) смешивание кокса и связующего пека для формирования базовой смеси;
(b) формование выдавливанием базовой смеси для формования сырой заготовки;
(c) обжиг сырой заготовки для формирования карбонизированной заготовки;
(d) графитизирование карбонизированной заготовки путем выдержки карбонизированной заготовки при температуре, составляющей по меньшей мере приблизительно 2500°С, для формирования графитизированной заготовки;
(e) механическую обработку резанием графитизированной заготовки так, чтобы сформировать входящий хвостовик, имеющий отношение длины входящего хвостовика к диаметру графитизированной заготовки по меньшей мере приблизительно 0,60 и отношение a) конусности входящего хвостовика, выраженной в градусах, к b) отношению длины входящего хвостовика к диаметру электрода, составляющее по меньшей мере приблизительно 15.
12. Способ по п.11, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика не больше, чем приблизительно в 2,5 раза превышает отношение длины входящего хвостовика к диаметру электрода.
13. Способ по п.12, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 свыше 0,60 отношения длины входящего хвостовика к диаметру электрода отношение диаметра входящего хвостовика в его основании к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 0,016 меньше, чем 2,5.
14. Способ по п.11, в котором электрод имеет отношение длины входящего хвостовика к диаметру электрода 0,85 или менее.
15. Способ по п.14, в котором упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 ниже 0,85 отношения длины входящего хвостовика к диаметру электрода упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 1,25 больше, чем 15.
16. Графитовый электрод для использования во входящем-охватывающем соединении электродов, содержащий входящий хвостовик, имеющий отношение длины входящего хвостовика к диаметру электрода по меньшей мере приблизительно 0,60 и отношение a) конусности входящего хвостовика, выраженной в градусах, к b) отношению длины входящего хвостовика к диаметру электрода, составляющее по меньшей мере приблизительно 15, при этом отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 свыше 0,60 отношения длины входящего хвостовика к диаметру электрода отношение диаметра входящего хвостовика в его основании к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 0,016 меньше, чем 2,5.
17. Графитовый электрод по п.16, в котором отношение диаметра входящего хвостовика в его основании к длине входящего хвостовика не более, чем приблизительно в 2,5 раза, превышает отношение длины входящего хвостовика к диаметру электрода.
18. Графитовый электрод по п.17, имеющий отношение длины входящего хвостовика к диаметру электрода 0,85 или менее.
19. Графитовый электрод по п.18, в котором упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода изменяется с отношением длины входящего хвостовика к диаметру электрода так, что на каждую 0,01 ниже 0,85 отношения длины входящего хвостовика к диаметру электрода упомянутое отношение выраженной в градусах конусности входящего хвостовика к отношению длины входящего хвостовика к диаметру электрода должно составлять по меньшей мере приблизительно на 1,25 больше, чем 15.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP 59121107 A, 13.07.1984 | |||
| Графит искусственный (он-лайн), Информационный портал www.TKS.ru «"Пояснения к ТНВЭД РФ"», 2003 (найдено 08.08.08) | |||
| Найдено из Интернет: | |||

