УРОВЕНЬ ТЕХНИКИ
Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к покрытиям для пластмассовых и стеклянных изделий. В частности, настоящее изобретение относится к покрытиям фенокси-типа для таких изделий, как преформы и бутылки, имеющие повышенную стойкость к химическим веществам, истиранию и теплу.
Обсуждение предшествующего уровня техники
Известны ламинаты, например, многослойные преформы и емкости, имеющие по меньшей мере один слой материала, являющегося барьером для проникновения газа, т.е. материала с проницаемостью для газа, которая меньше, чем у материала подложки. Например, патент США № 5472753, выданный Фарха, раскрывает дву- и трехслойные ламинаты, такие как преформы и бутылки. В рассмотренных трехслойных ламинатах первым слоем является термопластик фенокси-типа, вторым - аморфный термопластичный сополимер - сложный полиэфир, и третьим - полиэтилентерефталат. В двуслойном ламинате первым слоем является смесь фенокситермопластика и аморфного термопластичного сополимера сложного эфира, а вторым слоем является полиэтилентерефталат (ПЭТ). Рассмотренные термопластики фенокси-типа включают в себя сложные полигидроксиэфиры с простыми полигидроксиэфирами и сложными эфирными звеньями и простые полигидроксиаминоэфиры, и предпочтительным аморфным термопластичным полиэфиром является поли(1,4-циклогексиленметилен)терефталат-со-изофталат, который образуется при замещении части этиленгликоля и терефталевой кислоты в ПЭТ соответственно циклогександиметанолом и изофталевой кислотой. Также для целей раскрытого изобретения под ПЭТ имеются в виду гомополимеры ПЭТ, а также сополимеры этилентерефталата, в которых примерно до 10% мольных этиленгликоля замещено другими мономерными звеньями, такими как диэтиленгликоль, пропан-1,3-диол, бутан-1,4-диол, политетраметиленгликоль, полиэтиленгликоль, полипропиленгликоль, 1,4-гидроксиметилциклогексан и т.п., и примерно до 10% мольных терефталевой кислоты замещено мономерными ячейками, такими как изофталевая, дибензойная, нафталин-1,4- или 2,6-дикарбоновая, адипиновая, декан-1,10-дикарбоновая кислоты и т.п. В преформах и емкостях внутренним слоем является предпочтительно слой ПЭТ.
Патенты США №№ 6312641, 6391408 и патентная заявка США № 10/152318, выданные Хатчинсону и др., раскрывают пластмассовые изделия, такие как бутылки и преформы, содержащие один или несколько слоев термопластичного материала, имеющего хорошие газобарьерные характеристики, и способы изготовления таких изделий. Рассмотренные пластмассовые изделия сформированы из термопластичного полиэфира, на который нанесен барьерный слой. Предпочтительным термопластичным полиэфиром является ПЭТ, но также раскрыты другие термопластичные полиэфиры, например, полиэтилен 2,6- и 1,5-нафталат(«ПЭН»), ПЭТГ, полиэтилен 1,2-диоксибензоат, и сополимеры этилентерефталата и этиленизофталата. Сополимеры терефталевой кислоты, изофталевой кислоты и, по меньшей мере, одного диола исключены из числа материалов для подложек, так как эти материалы рассматриваются как барьерные материалы для целей изобретения. Барьерный слой сформирован из сополиэфирного барьерного материала, т.е. из сополиэфира терефталевой кислоты, изофталевой кислоты, и по меньшей мере одного диола, и из термопластичных материалов фенокси-типа, т.е. гидрокси-функциональных простых поли(амидных эфиров), простых полигидроксиамидных эфиров, гидрокси-функциональных простых полиэфиров, гидрокси-функциональных простых поли(сульфонамидных эфиров), полигидрокси эфироэфиров с простыми и сложными эфирными звеньями, полимеров простых гидрокси-феноксиэфиров, и простых поли(гидрокси аминоэфиров)(«ПГАЭ»). Помимо рассмотрения различных способов инжекционного литья также рассмотрены различные способы нанесения барьерных покрытий с использованием окунания, распыления, облива.
Как считается специалистами в данной области техники, формирование многих слоев на изделии может быть желательно для некоторых областей применения, но независимо от того, какой способ используется для формирования слоев, это усложняет и обычно делает дороже производство изделия. Поэтому может быть желательно по экономическим соображениям ограничить количество слоев в изделии там, где это целесообразно. В результате особенно в преформах и в емкостях, предназначенных для продуктов широкого потребления, материалы, как, например, таковые для создания барьеров для газов, не одобренные Ассоциацией производителей продуктов питания (FDA) для контактирования с пищевыми продуктами, предпочтительно выполняют двойную функцию в качестве наружного защитного слоя изделия.
Для наружного слоя стеклянных и пластмассовых изделий являются желательными разнообразные характеристики. Во-первых, особенно для емкостей, таких как бутылки и кувшины, которые подвергаются воздействию окружающей среды на линии их заполнения, наружный слой емкости предпочтительно имеет хорошую износоустойчивость и химическую стойкость и поэтому изделие обладает стойкостью к окружающей среде на линии заполнения, где бутылка подвергается физическому истиранию, а также воздействию смазок, напитков и других содержимых, которые могут быть коррозионными. Материал покрытия является также предпочтительно совместимым, т.е. смешивающимся, с различными красителями, такими как пигменты, и с блокировщиками действия УФ, поэтому в способах нанесения покрытий распылением, окунанием и обливом материал покрытия образует стабильную дисперсию с красителем или с блокировщиком УФ.
Помимо этого, переходная температура стеклования, Тg покрытия на термопластичной преформе, предназначенной для формования выдуванием емкости для горячего заполнения, должна быть сравнительно высокой, так как во время формования выдуванием преформу помещают в форму для выдувания, имеющую температуру около 140˚С. В результате наружный слой со сравнительно низкой Тg, например, из ПГАЭ-материала, который имеет Тg в диапазоне от около 50 до около 70˚С, подвержен склеиванию с внутренней поверхностью формы для выдувания. Поэтому при использовании материалов со сравнительно низкой Тg возможно производство конечной продукции с недопустимыми дефектами, а также возможны повреждения формы и простои производственной линии.
Было установлено, что поперечное сшивание в материале покрытия улучшают его химическую и абразивную стойкость. Однако нельзя индуцировать высокую степень сшивания в покрытии на преформе, так как полностью поперечно-сшитый термореактивный материал не будет растягиваться во время операции формования выдуванием. Вообще низкие уровни сшивания незначительно улучшают химическую и абразивную стойкость покрытия. Кроме того, все еще имеют место проблемы, связанные с формованием выдуванием горячей заполняемой воздухом емкости из материала со сравнительно низкой Тg.
Также может быть желательно для некоторых областей применения смешивать УФ-блокировщик, пигмент или другие добавки с материалом покрытия. Поэтому, как отмечено выше, очень важна совместимость между добавкой и композицией покрытия в таких областях применения. Однако, как оказалось, в способах нанесения покрытий окунанием, распылением и обливом, раскрытых Хатчинсоном и др., УФ-блокировщики и пигменты несовместимы с дисперсиями ПГАЭ-материалов и быстро осаждаются из дисперсии из-за недостаточного смачивания добавки ПГАЭ-материалом.
Поэтому существует потребность в композиции для нанесения покрытия, которая имеет низкую проницаемость для газов ПГАЭ-материала наряду с улучшенными химической и абразивной стойкостью, Тg и совместимостью с пигментами и УФ-блокировщиками. Настоящее изобретение обеспечивает такую композицию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предоставляет новые способы нанесения покрытия на изделие, изделия с покрытиями, нанесенными способами по изобретению, композиции для нанесения покрытий для использования в способе по изобретению и изделия с покрытиями, которые лишены недостатков, присущих предшествующему уровню техники. Способ по изобретению обеспечивает нанесение композиции покрытия, состоящей из материала фенокси-типа с высокой Тg, по меньшей мере, около 75˚С, предпочтительно от около 75 до около 110˚С, по меньшей мере на участок поверхности изделия, и формирование на нем осушенного/отвержденного покрытия, содержащего материал фенокси-типа с высокой Тg. Покрытие, содержащее фенокси-материал с высокой Тg, также содержит ПГАЭ и/или поверхность изделия с покрытием из фенокси-материала с высокой Тg имеет покрытие, содержащее ПГАЭ. Композиция нанесенного покрытия является предпочтительно дисперсией, содержащей материал фенокси-типа с высокой Тg, который может также содержать ПГАЭ. Хотя дисперсии материалов фенокси-типа являются предпочтительными в изобретении, могут также применяться растворы этих материалов.
Композиция покрытия, которая является предпочтительно дисперсией, содержащей, по меньшей мере, один материал фенокси-типа, может также содержать, по меньшей мере, одну добавку, такую как блокировщик УФ, пигмент или металлизирующий пигмент. Некоторые добавки несовместимы с ПГАЭ, так что такие добавки осаждаются из дисперсии, содержащей добавки и ПГАЭ, когда дисперсия не содержит дополнительно материала фенокси-типа с высокой Тg. Такие добавки, напротив, совместимы с дисперсиями, содержащими материал фенокси-типа с высокой Тg, и, таким образом, не осаждаются даже когда дисперсия содержит ПГАЭ. Если добавка несовместима с дисперсией ПГАЭ, то ее предпочтительно смешивают с материалом фенокси-типа с высокой Тg перед смешиванием материала фенокси-типа с высокой Тg с ПГАЭ для образования дисперсии.
Композиция для нанесения покрытия, содержащая покрывающий материал фенокси-типа с высокой Тg, может быть нанесена одним из таких способов, как окунание, распыление и облив, или посредством комбинации этих способов, или посредством формования материала фенокси-типа с высокой Тg поверх изделия с предпочтительным использованием способа инжекции поверх инжекции, предложенного Хатчинсоном. Изделие, на которое нужно нанести покрытие, может быть покрыто слоем ПГАЭ, нанесенном, например любым из таких способов, как поверхностная формовка, окунание, распыление или облив, до нанесения покрытия из материала фенокси-типа с высокой Тg, или же материал фенокси-типа с высокой Тg может быть смешан с ПГАЭ посредством их сплавления, например в экструдере, до поверхностной формовки покрытия, или нанесения покрытия на изделие окунанием, распылением или обливом. Такие расплавленные смеси также могут быть использованы для приготовления дисперсий смол и могут быть нанесены в виде покрытия окунанием, распылением или обливом.
В таких применениях, где композиция покрытия по изобретению содержит две смолы, первой смолой является материал фенокси-типа с высокой Тg, а второй смолой предпочтительно является ПГАЭ-материал. Предпочтительно в такой смеси смол две смолы присутствуют в весовом соотношении материала фенокси-типа к ПГАЭ от около 10:90 до около 50:50, и более предпочтительно от около 20:80 до около 40:60 в расчете на общий вес двух смол. Композиция может быть одной дисперсией двух смол, подходящей для нанесения покрытия способом окунания, распыления или облива, или расплавленной смесью двух смол, подходящей для поверхностной формовки на изделии.
Изделия с покрытием в соответствии с изобретением имеет подложку изделия с поверхностью и покрывающий слой, содержащий материал фенокси-типа с высокой
Тg, составляющей, по меньшей мере, около 75˚С, по меньшей мере, на части поверхности изделия. Покрывающий слой, содержащий материал фенокси-типа с высокой Тg, может также содержать ПГАЭ и/или покрывающий слой, содержащий ПГАЭ, может быть расположен между покрывающим слоем, содержащим материал фенокси-типа с высокой Тg, и поверхностью подложки изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 показана преформа без покрытия, на которую могут быть нанесены покрытия способами по изобретению;
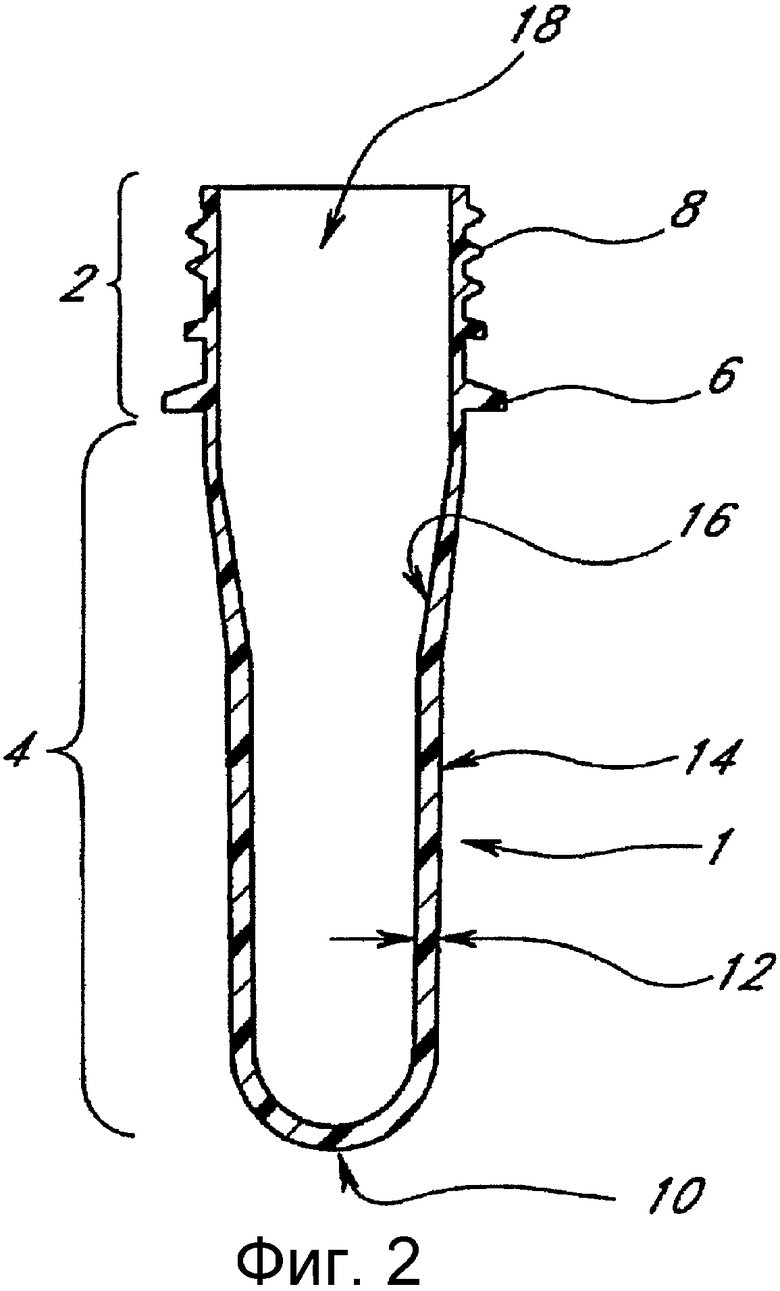
на Фиг.2 показано поперечное сечение преформы, изображенной на Фиг.1;
на Фиг.3 показано поперечное сечение преформы с покрытиями в соответствии с изобретением;
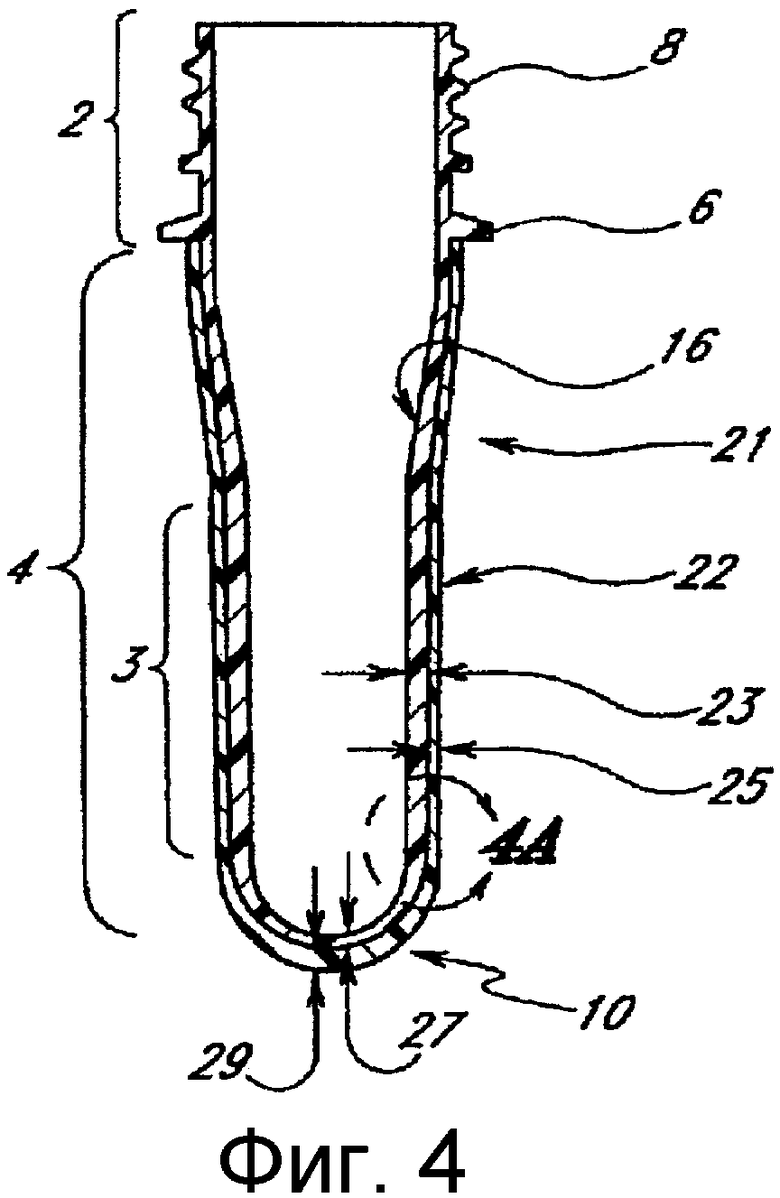
на Фиг.4 показано поперечное сечение преформы с покрытиями по изобретению, где толщина слоев отличается от толщины слоев на преформе, изображенной на Фиг.3;
на Фиг.4А показана часть секции стенки преформы, изображенной на Фиг.4, в которой покрывающий слой содержит большое число слоев;
на Фиг.5 показано поперечное сечение преформы с покрытием по изобретению, где на всю внешнюю поверхность нанесено покрытие;
на Фиг.6 показано поперечное сечение преформы во внутреннем объеме устройства для формовки выдуванием типа, используемого для изготовления емкости с покрытием по изобретению;
на Фиг.7 показана емкость с покрытием по изобретению; и
на Фиг.8 показано поперечное сечение емкости с покрытием по изобретению, изображенной на Фиг.7.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВОПЛОЩЕНИЙ
Используемый здесь термин «фенокси-тип» применительно к соответствующим материалам или смолам относится к полиоксиэфирам с концевыми альфа-гликолевыми группами. Скелетные эфирные связи и боковые полиоксигруппы улучшают смачивание и связывание с полярными подложками и наполнителями. Типичные смолы фенокси-типа (полиоксисмолы) имеют средний молекулярный вес от приблизительно 25000 до более 60000. Средняя молекула полиоксисмолы содержит сорок или больше регулярно распределенных боковых полиоксигрупп, пригодных для поперечного сшивания.
Используемый здесь термин «простые полигидроксиаминоэфиры» (ПГАЭ) относится к продуктам реакции эпоксидных смол, таких как диглицидный эфир бис-фенола А (ДГЭБА), с первичными аминами, такими как этаноламин. Полагают, что боковые полиоксигруппы на основном скелете ПГАЭ способствуют сильным водородным связям между цепями, высокой плотности энергии межмолекулярного сцепления и отличным барьерным свойствам по отношению к газам, таким как кислород и углекислый газ. В литературе сказано, что дальнейшее улучшение ПГАЭ-барьера может быть получено путем сополимеризации резорциндиглицидного эфира (РДГЭ) с вышеупомянутыми компонентами. Сополимеры на основе РДГЭ также считаются попадающими под определение ПГАЭ для целей этого изобретения.
Используемый здесь термин «материал фенокси-типа с высокой Тg» относится к термопластичному материалу фенокси-типа, имеющему температуру стеклования по меньшей мере около 75˚С, предпочтительно от около 75 до около 100˚С. Материалы фенокси-типа с высокой Тg, используемые в изобретении, имеют значительно более высокую Тg, чем у ПГАЭ, и значительно более высокие химическую стойкость, водостойкость и абразивную стойкость, чем у ПГАЭ.
Настоящее изобретение направлено на использование композиций для нанесения покрытий на изделия, такие как термопластичные преформы и емкости, а также на стеклянные изделия, где покрытия имеют низкую газопроницаемость ПГАЭ-композиции и высокие Тg, химическую и абразивную стойкость и совместимость с добавками, такими как УФ-блокировщики и пигменты, обеспечиваемые материалами фенокси-типа с высокой Тg. Настоящее изобретение также относится к пластмассовым и стеклянным изделиям с покрытиями из композиций по изобретению, и к способам нанесения покрытий на такие изделия. Хотя содержание настоящего изобретения особенно относится к термопластичным преформам и емкостям с покрытиями, специалисты в данной области поймут, что настоящее изобретение применимо к любому типу изделий, включая, но не ограничиваясь указанным, стеклянные изделия с покрытиями, такие как бутылки, а также пластмассовые преформы и емкости и другие пластмассовые изделия.
Оказалось, что, хотя газопроницаемость материалов фенокси-типа хуже, чем у ПГАЭ-материалов, материалы фенокси-типа с высокой Тg имеют целый ряд преимуществ. В частности материалы с высокой Тg имеют более высокую Тg, превосходные химическую и абразивную стойкость, смачивающие свойства, обеспечивающие совместимость с красящими пигментами, и высокую совместимость и смешиваемость с УФ-блокировщиками по сравнению с ПГАЭ-материалами.
Как отмечено выше, сравнительно низкая Тg ПГАЭ-материалов не может быть совместима с формами для горячего выдувания и с емкостями горячего заполнения. В частности, когда для формирования наружного слоя преформы используется ПГАЭ-материал, имеющий Тg в диапазоне от около 50 до около 70˚С, он может прилипать к форме после формовки выдуванием. Кроме того, воздействие горячих жидкостей во время операции горячего заполнения может повредить такие материалы со сравнительно низкой Тg.
Помимо этого, хотя слой ПГАЭ-материала может быть нанесен на подложку окунанием, распылением или обливом дисперсией ПГАЭ-материала, смачивающие способности ПГАЭ-материалов сравнительно плохие и поэтому многие добавки, такие как пигменты и УФ-блокировщики, осаждаются из ПГАЭ-дисперсий. В результате покрытия на основе ПГАЭ, содержащие некоторые добавки, такие как пигменты и УФ-блокировщики, трудно или даже невозможно сформировать из дисперсий ПГАЭ-материала.
В противоположность ПГАЭ-материалам оказалось, что материалы фенокси-типа, имеющие Тg, по меньшей мере, около 75˚С, имеют повышенную стойкость к прилипанию к формам для выдувания благодаря более высокой Тg и также имеют значительно более высокую химическую стойкость по сравнению с покрытиями на основе ПГАЭ-материалов при воздействии на них горячих жидкостей и смазок на линии заполнения. Стойкость материалов фенокси-типа с высокой Тg к износу также выше, чем у ПГАЭ-материалов, и при этом не требуется сшивание. Однако при необходимости может быть использован любой полезный сшивающий агент, известный в данной области, например на основе меламин-формальдегида, если только покрывающий материал остается гибким для растягивания во время формовки выдуванием.
Материалы фенокси-типа с высокой Тg также могут наноситься на подложку окунанием, распылением и обливом поверхности подложки водной дисперсией материала фенокси-типа с высокой Тg. Однако оказалось, что очень высокие смачивающие свойства материалов фенокси-типа с высокой Тg сильно улучшают совместимость добавок, таких как УФ-блокировщики и пигменты, с материалами фенокси-типа с высокой Тg по сравнению с ПГАЭ-материалами. В результате добавки, которые улучшают стойкость к УФ, обеспечивают цвет изделия или другие его желательные свойства, не выпадают в осадок из дисперсии материалов фенокси-типа с высокой Тg. В частности оказалось, что металлизирующие пигменты могут быть диспергированы в материале фенокси-типа с высокой Тg со значительно более высокими уровнями загрузки, чем это возможно в ПГАЭ-материалах. Это позволяет создавать металлизированную текстуру на поверхности подложки.
Хотя подложка предпочтительно изготовлена из термопластичного материала, такого как термопластичный полиэфир, например ПЭТ или ПЭН, дисперсии ПГАЭ и материалов фенокси-типа с высокой Тg, используемые в настоящем изобретении, могут быть также использованы для нанесения покрытий на стеклянные подложки.
Способ по изобретению дает изделия, имеющие покрытия, обеспечивающие преимущества как ПГАЭ-материалов, так и материалов фенокси-типа с высокой Тg. Т.е. способ по изобретению обеспечивает покрывающие слои, имеющие газобарьерные свойства ПГАЭ-материала, и сравнительно высокие Тg, химическую и абразивную стойкость и совместимость с добавками, обеспечиваемые материалом фенокси-типа с высокой Тg.
В одном варианте реализации способ по настоящему изобретению обеспечивает получение дисперсии ПГАЭ-материала и дисперсии материала фенокси-типа с высокой Тg и смешивание двух дисперсий. Для стабилизации дисперсии может быть добавлена кислота, такая как молочная или фосфорная. Смесь двух дисперсий затем наносят на поверхность подложки окунанием, распылением или обливом. Так как материал фенокси-типа с высокой Тg совместим с добавками, которые могут придать конечному продукту одно или несколько желательных свойств, такими как УФ-блокировщики, пигменты и металлизирующие пигменты, то способ по изобретению может также включать смешивание, по меньшей мере, одной полезной добавки с дисперсией материала фенокси-типа с высокой Тg перед смешиванием двух дисперсий.
В другом предпочтительном варианте реализации ПГАЭ-материал и материал фенокси-типа с высокой Тg смешивают при сплавлении в экструдере. Может быть получена дисперсия такой смеси, которую наносят на поверхность подложки, или сплавленная смесь может быть сформована на подложке, например, способами инжекции поверх инжекции (ИПИ) и ЖЛФ (жидкое литьевое формование) поверх инжекции, раскрытыми Хатчинсоном. Оказалось, что добавки, такие как УФ-блокировщики и пигменты, могут быть смешаны с расплавленной смесью или диспергированы в дисперсии смеси. Присутствие материала фенокси-типа с высокой Тg обеспечивает совместимость, требующуюся для образования дисперсии и/или суспензии, содержащей одну или несколько добавок. Предпочтительно любую добавку вводят в дисперсию перед добавлением ПГАЭ-материала.
В другом варианте реализации на подложке формируют один слой на основе ПГАЭ, наносимый на поверхность подложки окунанием, распылением или обливом дисперсией ПГАЭ, или с помощью непосредственной формовки смолы. Слой, содержащий материал фенокси-типа с высокой Тg с одной и более добавками или без них, затем наносят на поверхность, покрытую ПГАЭ, окунанием, распылением или обливом, или с помощью непосредственной формовки на ней смолы.
Характерной иллюстрацией изделий, на которые могут быть нанесены покрытия способами по изобретению для получения изделий с покрытиями, является преформа без покрытия, показанная на Фиг.1. Специалисты в данной области поймут, что настоящее изобретение не ограничивается преформами и емкостями, изготовленными из преформ. Предпочтительно преформа 1 формуется из материала, одобренного FDA (Управлением по контролю за продуктами и лекарствами, США), такого как исходный ПЭТ, и она может быть любой полезной формы и любого размера, подходящих для изготовления емкости посредством формовки дутьем. Специалисты в данной области также знают, что внутренняя поверхность преформы для изготовления емкостей, которые будут содержать продукты питания или напитки, должна быть изготовлена из материала, одобренного FDA. Как показано, преформа 1 относится к типу, используемому для формовки бутылки емкостью 16 унций под газированный (углекислым газом) напиток, может иметь барьерные слои, непроницаемые для кислорода и/или углекислого газа. Однако специалистам понятно, что размер, форма и толщина преформы будут зависеть от требуемых размера, формы, толщины и использования конечного изделия. Предпочтительно преформы формуются с помощью известного способа инжекционной формовки, но могут быть сформованы с использованием любого пригодного способа формования, обеспечивающего требуемую преформу.
Поперечное сечение характерной преформы 1 без покрытия, показанной на Фиг.1, показано на Фиг.2. Преформа 1 без покрытия имеет горловину 2 и основную часть 4. Горловина 2 ограничивает отверстие 18 во внутренний объем преформы 1, и она начинается от отверстия 18, и переходит в опорное кольцо 6, и включает его. Как показано на Фиг.1 и 2, горловина 2 также отличается присутствием резьбы 8, которая является средством для закрепления колпачка на бутылке, изготовленной из преформы 1. Однако, как понятно специалистам в данной области, может быть использовано любое известное средство для закрепления колпачка на емкости, такой как бутылка. Основная часть 4 представляет собой продолговатую структуру цилиндрической формы, отходящую от горловины 2, и имеющую наружную поверхность 14, и заканчивающуюся у скругленного концевого колпачка 10. Толщина 12 преформы зависит от общей длины преформы, от толщины стенки и общего размера полученной емкости.
На Фиг.3 показано поперечное сечение неограничивающей изобретение характерной преформы 20 с покрытием по изобретению, на которую было нанесено покрытие согласно изобретению, т.е. предпочтительно окунанием, распылением или обливом с использованием дисперсии, содержащей материал фенокси-типа с высокой
Тg и ПГАЭ, при этом сначала наносят дисперсию, содержащую ПГАЭ, окунанием, распылением или обливом, затем наносят дисперсию, содержащую материал фенокси-типа с высокой Тg, посредством формовки ПГАЭ-смолы и потом формовки смолы фенокси-типа с высокой Тg поверх покрытий. Преформа 20 с покрытием по существу является преформой, показанной на Фиг.1 и 2, но с покрытиями из материалов по изобретению, нанесенными способами по изобретению. Как и преформа 1, показанная на Фиг.1 и 2, преформа 20 с покрытиями имеет горловину 2 и основную часть 4.
Покрывающий слой 22, который является предпочтительно барьерным покрывающим слоем, расположен на всей поверхности основной части 4 и заканчивается у нижней части опорного кольца 6. Покрывающий слой 22 не доходит до горловины 2 и не присутствует на внутренней поверхности преформы 16, которая, как сказано выше, предпочтительно изготовлена из материала, одобренного FDA, такого как ПЭТ или ПЭН. Покрывающий слой 22 может содержать или один материал, или несколько микрослоев из, по меньшей мере, двух материалов, где, по меньшей мере, один из микрослоев содержит материал фенокси-типа с высокой Тg.
Толщина всей преформы 26 равна толщине исходной преформы плюс толщина слоя 24, и она зависит от общего размера и от требуемой толщины покрытия в полученной емкости. Например, преформа в соответствии с изобретением может иметь толщину стенки в 3,2 мм в нижней части преформы, толщину стенки у обработанной горловины около 3 мм и слой барьерного материала толщиной около 0,3 мм.
Другой вариант реализации типичного изделия с покрытием в соответствии с изобретением, т.е. преформа 21 с покрытием, показан с сечением на Фиг.4. Преформа 21 с покрытием отличается от преформы 20 с покрытием на Фиг.3 преимущественно относительной толщиной двух слоев в области концевого колпачка 10. В преформе 20 с покрытием толщина покрывающего слоя обычно меньше толщины исходной преформы во всей ее основной части. Однако в преформе 21 с покрытием толщина покрывающего слоя 22 больше в точке 29 концевого колпачка 10, чем в точке 25 в части 3 стенки, и, наоборот, толщина внутреннего термопластичного слоя в точке 23 в части 3 стенки больше его толщины в точке 27 концевого колпачка 10. Такая конструкция преформы особенно полезна, когда покрытие наносится на исходную преформу способом поверхностной формовки для получения преформы с покрытием, когда он дает некоторые преимущества, включая такие, которые относятся к уменьшению времени цикла формовки. Покрывающий слой 22 может быть однородным или может содержать много микрослоев, как описано выше и показано на Фиг.4А, рассмотренной ниже.
На Фиг.4А показана часть секции стенки преформы 21, в которой покрывающий слой 22 содержит большое число слоев 112. Слой 110 является внутренним слоем преформы и большинство слоев 112 образует наружный слой 22 преформы 21. Наружный слой 112 содержит много микрослоев из материала, получаемых с использованием способов слоистой инжекционной формовки (LIM - СИФ), рассмотренных Хатчинсоном, в которых, по меньшей мере, один из микрослоев содержит материал фенокси-типа с высокой Тg, и, по меньшей мере, один из микрослоев предпочтительно содержит ПГАЭ, при этом, когда материал фенокси-типа с высокой Тg и ПГАЭ находится в раздельных слоях, материал фенокси-типа с высокой Тg находится снаружи от ПГАЭ слоя. Как понятно специалистам в данной области, не все преформы 21 типа, показанного на Фиг.4, будут обязательно иметь наружный слой, содержащий много микрослоев, как показано на Фиг.4А.
На Фиг.5 показан другой вариант реализации, не ограничивающей изобретение типичной преформы 31 с покрытием в виде ее сечения. Преформа 31 отличается от преформ 20 и 21 с покрытиями, соответственно показанных на Фиг.3 и 4, прежде всего тем, что покрывающий слой 22 расположен как на горловине 2, так и на основной части 4.
Слои на преформах и емкостях по настоящему изобретению могут иметь относительную толщину, которая меняется от одной преформы или емкости к другой, поэтому толщина данного слоя и всей преформы или емкости в данной точке или по всей емкости может подбираться в соответствии со способом нанесения покрытия или с конкретным конечным назначением емкости. Более того, как рассмотрено выше, покрывающий слой в вариантах реализации преформы и емкости, рассмотренных здесь, может состоять из одного материала или из нескольких микрослоев, содержащих два или больше материалов.
Обычно преформы с покрытием, такие как показанные на Фиг.3-5, подвергают растяжению в процессе их выдувания для получения бутылки или другой емкости. Как показано на Фиг.6, преформу 20 с покрытием помещают в форму 28 для выдувания, имеющую внутренний объем 30, соответствующий требуемой форме емкости. Преформа 20 с покрытием нагревается и расширяется в форме 28 для выдувания благодаря ее вертикальному растяжению и вдуванию воздуха в ее внутренний объем для растягивания в стороны и поэтому преформа 20 принимает конфигурацию формы для выдувания, тем самым создавая емкость с покрытием. Так как наружный слой преформы содержит материал фенокси-типа с высокой Тg, то степень прилипания выдуваемой емкости по сравнению с емкостями с покрытием из ПГАЭ значительно уменьшается, если не полностью исключается. Операция выдувания в форме обычно ограничивается основной частью 4 преформы, поэтому горловина 2, включая резьбу, предохранительное кольцо и опорное кольцо, сохраняют первоначальную форму, полученную при формовке преформы.
Один вариант реализации характерной емкости 40 с покрытием в соответствии с настоящим изобретением показан на Фиг.7, где емкость 40 является емкостью того типа, который формуется из преформы 20 с покрытием, такой как показана на Фиг.3. Емкость 40 имеет горловину 2 и основную часть 4, соответствующие горловине 2 и основной части 4 преформы 20 с покрытием на Фиг.3. Как показано, горловина 2 отличается также присутствием резьбы 8, которая служит средством для закрепления колпачка на емкости.
При рассматривании емкости 40 с покрытием в ее сечении, как показано на Фиг.8, можно видеть ее конструкцию. Покрытие 42 покрывает наружную поверхность всей основной части 4 емкости 40 и доходит до самого низа опорного кольца 6. Внутренняя поверхность 50 емкости, которая должна быть изготовлена из материала, одобренного FDA, предпочтительно из ПЭТ для потребляемых содержимых, остается без покрытия, так что в контакте с напитками или продуктами питания находится только внутренняя поверхность. В одном варианте реализации для применения с газированными напитками толщина 44 покрытия на емкости предпочтительно составляет от около 0,020 до около 0,060 дюйма (от около 0,51 до около 1,52 мм), более предпочтительно от около 0,030 до около 0,040 дюйма (от около 0,76 до около 1,02 мм); толщина внутреннего слоя 46 предпочтительно составляет от около 0,080 до около 0,160 дюйма (от около 2,03 до около 4,064 мм), более предпочтительно от около 0,100 до около 0,140 дюйма (от около 2,540 до около 3,556 мм); и общая толщина стенки 48 емкости 40 с покрытием составляет предпочтительно от около 0,140 до около 0,180 дюйма (от около 3,556 до около 4,572 мм), более предпочтительно от около 0,150 до около 0,170 дюйма (от около 3,810 до около 4,318 мм). Предпочтительно в среднем в общей толщине 48 стенки емкости 40 основная часть ее толщины приходится на упомянутый внутренний слой.
Как отмечено выше, преформа с нанесенным покрытием в соответствии с настоящим изобретением может быть также получена окунанием преформы в ванну, содержащую дисперсию смолы фенокси-типа с высокой Тg и ПГАЭ-смолы, или последовательным окунанием сначала в ванну, содержащую дисперсию ПГАЭ, а затем во вторую ванну, содержащую дисперсию материала фенокси-типа с высокой Тg. Окунание преформ в ванну, содержащую смолу, может осуществляться вручную с использованием стоек-держателей и т.п. или может выполняться полностью автоматизированным способом, в конце которого может выполняться процесс формовки выдуванием.
Предпочтительно ванна содержит дисперсию материала фенокси-типа с высокой Тg и ПГАЭ-материала, предпочтительно в воде, в которой диспергированы эти смолы. Смолы могут быть использованы в любом виде, но, как и для большинства материалов, частицы меньшего размера более легко диспергируются, чем более крупные. Вообще как материал фенокси-типа с высокой Тg, так и ПГАЭ-материал образуют стабильные дисперсии на основе воды. Как отмечено выше, дисперсии могут быть дополнительно стабилизированы добавлением слабой кислоты, такой как молочная или фосфорная.
Дисперсии для нанесения покрытий окунанием по настоящему изобретению предпочтительно содержат от около 10 до около 60% мас. смолы, более предпочтительно от около 20 до около 50% мас. смолы, наиболее предпочтительно от около 30 до около 40% мас. смолы. Температура дисперсии в ванне составляет предпочтительно от около 0 до около 100˚С, более предпочтительно от около 25 до около 50˚С. Отношение масс материала фенокси-типа с высокой Тg и ПГАЭ относительно общей массы смол предпочтительно составляет от около 10:90 до около 50:50 и более предпочтительно от около 20:80 до около 40:60 относительно общей массы двух данных смол.
При нанесении покрытий окунанием изделие, предпочтительно термопластичную преформу, полученную инжекционной формовкой, предварительно подготавливают. Если изделие инжекционно формуется, то в этом процессе форму охлаждают с достаточно высокой скоростью, чтобы поддерживать термопластичную смолу в аморфном состоянии и не дать ей кристаллизоваться. Процессы для изготовления термопластичных изделий, таких как преформы, инжекционной формовкой вообще хорошо известны в данной области техники. Поверхность изделия предпочтительно свободна от любых масел, ПАВ, агентов, способствующих извлечению изделия из формы, и т.п. и поэтому материал покрытия может связываться непосредственно с подложкой.
После приготовления требуемой дисперсии (дисперсий) ПГАЭ и материала фенокси-типа с высокой Тg (смол) изделие окунают в дисперсию смолы в ванне для получения слоя смолы на изделии. Когда изделием является преформа, то ее окунают до самой нижней поверхности опорного кольца 6. Дисперсия может быть или статической, или текущей. Предпочтительно изделие вращают, когда его погружают в композицию для образования покрытия. Для изделия диаметром 1 дюйм скорость вращения предпочтительно равна от около 30 до 80 об/мин, более предпочтительно от около 40 до около 70 об/мин и наиболее предпочтительно от около 50 до около 60 об/мин. Это позволяет тщательно нанести покрытие на изделие. Как понятно специалистам в данной области, скорость вращения более крупных изделий будет предпочтительно ниже, в такой же степени как окружность относится к объекту и, таким образом, скорость движения поверхности через дисперсию пропорциональна диаметру объекта. Например, когда диаметр удваивается, скорость вращения должна быть уменьшена приблизительно в 2 раза. Изделие предпочтительно погружают на промежуток времени, достаточный для получения сплошного покрытия. Вообще требуется от около 0,25 до около 5 секунд, хотя могут использоваться более длинные и более короткие промежутки времени в зависимости от применения. Большее время выдержки, как оказалось, не дает покрытию каких-либо дополнительных преимуществ. Поэтому преформу предпочтительно погружают в дисперсию смолы в ванне на время не более чем около 30 с, и более предпочтительно на время от около 2 до около 5 с.
Изделие затем удаляют из ванны и сушат, пока на нем или в поверхностном покрытии не останется жидкого материала из дисперсии. Изделие можно сушить любым способом, известным в данной области техники, таким как воздушная сушка, вакуумная сушка, инфракрасная (ИК) сушка и/или нагревание. Способ сушки будет зависеть от жидкого материала в дисперсии и от требуемой скорости сушки. Могут быть проведены дополнительные операции окунания и сушки для получения, если требуется, дополнительных слоев. Толщина покрытия составляет предпочтительно от около 0,01 до около 3 мм, и более предпочтительно от около 0,1 до около 1 мм. Предпочтительно изделие с покрытием сушат перед любой дальнейшей обработкой, такой как формовка выдуванием.
При определении времени погружения и, таким образом, скорости окунания следует также учитывать степень турбулентности композиции для покрытия. Если емкость погружается слишком быстро, в композиции для покрытия могут образоваться волны и может возникнуть расплескивание, что приводит к дефектам покрытия. Кроме того, дисперсии многих композиций для покрытий образуют пену и/или пузырьки, которые могут влиять на процесс нанесения покрытий. Чтобы уменьшить или исключить пенообразование и/или пузырьки, предпочтительно подбирают скорость окунания, чтобы избежать излишнего перемешивания композиции для покрытия. При необходимости к дисперсии покрытия могут быть добавлены пеногасители/противопузырьковые агенты.
Преформы с покрытием, полученным способом окунания, предпочтительно относятся к типу, показанному на Фиг.3. Покрытие 22 расположено только на основной части 4 преформы и поэтому горловина преформы свободна от покрытия. В тех областях применения, где содержимым емкости, полученной выдуванием преформы, будет являться продукт питания или напиток, внутренняя поверхность преформы 16 с покрытием не должна иметь покрытия из смолы фенокси-типа с высокой Тg и ПГАЭ-смолы, так как FDA не разрешает контакт этих материалов с продуктами питания и напитками.
Изделия с покрытиями в соответствии с настоящим изобретением можно также получить, формируя покрытия распылением. В соответствии со способом по изобретению на преформы или другие изделия распыляют водную дисперсию, содержащую смолу фенокси-типа с высокой Тg и ПГАЭ-смолу, или на изделия последовательно распыляют первую дисперсию, содержащую ПГАЭ, и затем вторая дисперсия, содержащая смолу фенокси-типа с высокой Тg, где каждую смолу диспергируют с образованием водной дисперсии описанного выше типа для нанесения покрытия окунанием. Распыление на изделия можно производить вручную или с использованием аппарата, обеспечивающего одновременно распыление и последующую обработку распыленного покрытия.
Предпочтительный аппарат для нанесения покрытий распылением на термопластичные преформы рассмотрен в патенте США № 4538542 Кеннона и др., сведения из которого включены сюда ссылкой в той степени, которая необходима для описания аппарата, и его можно закупить у фирмы Nordson Corporation, Amherst, Ohio. Аппарат, раскрытый Кенноном и др., содержит камеры для нанесения покрытий распылением, сушильную камеру и транспортер для перемещения заготовок между камерами. Аппарат также может содержать систему для восстановления после перераспыления.
Предпочтительно в процессе нанесения покрытий распылением каждое изделие захватывается частью аппарата, предназначенной и приспособленной для этой цели, и устанавливается на транспортер. Например, когда на преформы наносят покрытия распылением, горловина каждой преформы захватывается аппаратом. Изделия предпочтительно равномерно распределяются на транспортере и переносятся в камеру для нанесения покрытий распылением, в которой они проходят очень близко от ряда распыляющих сопел, предпочтительно не использующих воздух. Дисперсии, распыляемые соплами, ударяют по наружной поверхности каждой преформы для изделия, когда она проходит через камеру, и образуют на ней влажный покрывающий слой. Для облегчения адгезии смол к изделиям и ускорения выпаривания водного материала из дисперсии изделия предпочтительно предварительно нагревают перед нанесением покрытий любым используемым способом, известным в данной области техники.
Как и при нанесении покрытий окунанием, изделия предпочтительно вращают во время распыления покрывающей композиции. Опять-таки изделие диаметром 1 дюйм предпочтительно вращают со скоростью от около 30 до около 80 об/мин, более предпочтительно со скоростью от около 40 до около 70 об/мин, и наиболее предпочтительно от около 50 до около 60 об/мин, при этом скорость вращения для изделий больших диаметров пропорционально ниже. Скорость вращения должна быть отрегулирована с учетом диаметра более крупных изделий.
На изделие предпочтительно распыляют дисперсию в течение промежутка времени, достаточного для обеспечения тщательного покрытия изделия. Обычно достаточно от около 0,25 до около 5 секунд, хотя может требоваться больше или меньше времени в зависимости от изделия и покрывающей композиции. Как и при нанесении покрытий окунанием, большее время нанесения, как оказалось, не обеспечивает дополнительных преимуществ, и, таким образом, на изделия предпочтительно распыляется дисперсия смолы в ванне в течение не более, чем около 30 секунд. Более предпочтительно на изделия распыляется дисперсия в течение от около 2 до около 5 секунд.
Свойства покрывающей композиции должны быть учтены при определении времени распыления, размера сопла, его формы и т.п. Если скорость распыления слишком высока и/или размер сопла не подобран правильно, покрывающая композиция может расплескиваться, что приводит к дефектам покрытия. Если скорость распыления слишком мала и/или размер сопла подобран неправильно, полученное покрытие может быть толще, чем нужно. Как и при окунании, на процесс нанесения покрытия могут влиять пенообразование и/или пузырьки, но этого можно избежать подбором скорости распыления, размера сопла и подсоединений для жидкостей, чтобы исключить чрезмерное перемешивание покрывающей композиции. Если нужно, к покрывающей композиции могут быть добавлены агенты, препятствующие образованию пены и пузырьков.
Изделия с влажным покрытием, нанесенным распылением, транспортируются из камеры нанесения покрытия распылением в сушильную камеру, которая, как при нанесении покрытий окунанием, может содержать печь, большое число нагревательных ламп, таких как ИК-лампы, или любой другой источник тепловой энергии, который будет обеспечивать температуру, необходимую для выпаривания и/или отгонки жидкости из влажного покрывающего слоя. Как понятно специалистам в данной области, температура не должна быть достаточно высокой для возникновения искривлений или какого-либо другого повреждения изделий с покрытием. Когда изделия проходят через сушильную камеру, жидкость выпаривают и на преформах остается осушенное и/или затвердевшее покрытие.
В способе нанесения покрытия обливом в соответствии с изобретением изделие проходит через текущую пленку дисперсии ПГАЭ и материала фенокси-типа с высокой Тg, аналогичную падающей водяной завесе или водопаду. Как обсуждалось выше по отношению к способам распыления и окунания для нанесений покрытий, смолы могут наносится вместе в одной диперсии или последовательно в отдельных дисперсиях. Предпочтительно нанесение покрытий обливом происходит при коротком времени пребывания изделия в потоке покрывающей композиции. Изделию нужно только пройти через пленку в течение промежутка времени, достаточного для нанесения покрытия на поверхность изделия. Опять-таки, большее время нанесения не обеспечивает каких-либо дополнительных преимуществ для покрытия. Чтобы обеспечить ровное покрытие, изделие и в этом случае предпочтительно вращают, когда оно проходит через пленку покрывающей композиции. Опять-таки, изделие диаметром 1 дюйм предпочтительно вращают со скоростью от около 30 до 80 об/мин, более предпочтительно от около 40 до около 70 об/мин, и наиболее предпочтительно от около 50 до около 60 об/мин. При этом скорость вращения изделий большего диаметра пропорционально ниже. Более предпочтительно при вращении изделия разместить его под углом, когда оно проходит через поток дисперсии. Угол между изделием и плоскостью потока дисперсии предпочтительно острый. Это способствует лучшему покрытию изделия без его нанесения на горловину изделия или на внутреннюю поверхность полого изделия.
Дисперсия покрывающего материала предпочтительно содержится в резервуаре или в другой подходящей емкости, сообщающейся с производственной линией в виде замкнутой системы и предпочтительно рециркулируемой для предотвращения потерь любой неиспользуемой покрывающей композиции. Это может быть осуществлено возвращением потока композиции в резервуар с покрывающей композицией, но предпочтительно осуществляется так, чтобы избежать образования пены и пузырьков, так как пена и пузырьки могут влиять на процесс нанесения покрытия. Дисперсию покрывающей композиции предпочтительно выводят через нижнюю или среднюю часть резервуара для предотвращения или уменьшения образования пены или пузырьков. Дополнительно является предпочтительным уменьшать скорость потока дисперсии перед возвращением ее в резервуар для покрывающей композиции, чтобы еще больше уменьшить образование пены и/или пузырьков. Это можно делать средствами, известными специалистам в данной области. Если нужно, к покрывающей дисперсии может быть добавлен, по меньшей мере, один агент, препятствующий пенообразованию.
При выборе подходящей объемной скорости потока дисперсии покрывающей композиции следует учитывать несколько переменных для получения нужной пленки, включая скорость протекания, длину и диаметр изделия, линейную скорость и промежутки между изделиями. Объемная скорость потока определяет правильность течения дисперсии. Если объемная скорость слишком велика или слишком мала, дисперсия может неравномерно покрывать изделия. Когда объемная скорость слишком велика, материал может расплескиваться или переливаться через производственную линию, вызывая неполное покрытие изделия, слишком большой расход покрывающей композиции и проблемы, связанные с повышенным образованием пены и/или пузырьков. Если объемная скорость слишком мала, то покрывающая композиция может покрывать изделие лишь частично.
Длину и диаметр изделия для нанесения на него покрытия следует также учитывать при выборе объемной скорости потока. Пленка материала должна хорошо покрывать все изделие, поэтому может потребоваться подгонка объемной скорости потока, когда длина и диаметр изделий изменились.
Другим фактором, который следует учитывать, являются промежутки между изделиями на линии. По мере того, как изделия проходят через поток дисперсии, может наблюдаться «эффект следа». Если одно изделие проходит через поток дисперсии следом за другим изделием, то оно может не получить подходящего покрытия. Поэтому важно контролировать скорость и центральную линию изделий. Скорость изделий будет зависеть от производительности используемого конкретного оборудования.
Преимущественно предпочтительные способы обеспечивают достаточно эффективное осаждение ПГАЭ-смолы и/или смолы фенокси-типа с высокой Тg, поэтому фактически не требуется удаление излишнего материала. Однако для некоторых применений может быть необходимо удалять избыток покрывающей композиции, после того как на изделие было нанесено покрытие любым из способов окунания, распыления или облива. Предпочтительно скорость вращения и сила тяжести нормализуют пленку на изделии и удаляют любой лишний материал. Если резервуар, в котором помещается покрывающая композиция, расположен таким образом, что изделие может проходить над этим резервуаром после нанесения покрытия, то вращение изделия и сила тяжести должны вызвать стекание избытка материала в виде капель, падающих обратно в резервуар с композицией. Это позволяет рециркулировать избыточный материал без каких-либо дополнительных усилий. Если резервуар расположен таким образом, что избыточный материал не падает в виде капель обратно в резервуар, то может быть использовано любое другое подходящее средство для улавливания избыточного материала и возвращения его для повторного применения.
Там, где вышеупомянутые способы не практичны из-за производственных обстоятельств или недостаточны, для удаления избыточного материала могут быть использованы различные способы и устройства, известные специалистам в данной области. Например, могут быть использованы по отдельности или в сочетании скребки, щетки, воздушные ракели или поток воздуха. Любой из этих способов может также сочетаться с использованием вращения и силы тяжести, как описано выше. Предпочтительно избыточный материал, удаленный этими способами, рециркулируют для повторного использования.
После того, как на изделие было нанесено покрытие и удален любой избыточный материал, изделие с покрытием сушат и/или отверждают. Предпочтительно в процессе сушки и затвердевания используют инфракрасное (ИК) нагревание. Предпочтительным ИК-источником тепла является, например, галогено-вольфрамовая кварцевая ИК-лампа мощностью 1000 Вт, тип Q1500 T3/CL Quartzline, выпускаемая фирмой General Electric (США). Эквивалентные источники могут быть приобретены коммерчески у любой из целого ряда фирм, включая General Electric и Phillips. Интенсивность ИК-источника может быть изменяемой для обеспечения требуемой скорости сушки и/или может быть использовано много источников.
Кроме того, использование инфракрасного нагревания позволяет производить сушку покрытий без перегрева подложки. Также оказалось, что использование ИК-нагревания может уменьшить помутнение покрытия и улучшить химическую стойкость.
Хотя отверждение и/или сушка может проводиться без дополнительного обдува воздухом, ИК-нагревание является предпочтительным в сочетании со сжатым воздухом. Используемый воздух может иметь любую подходящую температуру. Сочетание ИК- и воздушного отверждения обеспечивает уникальные свойства изделий предпочтительных вариантов реализации, такие как очень высокая химическая стойкость, стойкость по отношению к помутнению покрытий и износостойкость. Кроме того, без намерения быть ограниченными какой-нибудь определенной теорией, полагают, что химическая стойкость покрытия является функцией поперечного сшивания и отверждения. Чем более тщательно проведено отверждение, тем больше химическая стойкость и износостойкость изделия.
При определении промежутка времени, необходимого для тщательной сушки и отверждения покрытия, следует учитывать несколько факторов, таких как материал покрытия, толщина осажденного материала и подложка изделия. Различные материалы для покрытий отверждаются с различными скоростями. Помимо этого, по мере того, как степень твердости увеличивается, скорость отверждения уменьшается. В целом для изделий с массой покрывающего материала от около 0,05 до около 0,75 грамма время отверждения составляет от около 10 до 120 секунд, хотя может потребоваться меньшее или большее время отверждения в зависимости от размера изделия, толщины покрытия и способа отверждения/сушки.
Использование потока воздуха помимо ИК-нагревания регулирует температуру поверхности изделия, обеспечивая гибкость при управлении проникновением лучистого тепла. Если в конкретном варианте реализации требуется более низкая скорость отверждения или более глубокое проникновение ИК, то этими параметрами можно управлять с помощью потока воздуха, времени воздействия ИК-излучения, частоты ИК-лампы или их сочетанием.
Предпочтительно изделие вращают, когда оно сушится, например, при воздействии ИК-нагревателя. Опять-таки, изделие диаметром 1 дюйм предпочтительно вращают со скоростью около 30-80 об/мин, и более предпочтительно от около 40 до около 70 об/мин, и наиболее предпочтительно от около 50 до около 60 об/мин, при этом скорость вращения изделий большего диаметра пропорционально меньше. Если скорость вращения слишком высока, покрытие будет разбрызгиваться, что вызывает неровности на покрытии изделия. Если скорость вращения слишком мала, изделие будет сушиться неравномерно, если только ИК-излучение не будет равномерно распределяться по поверхности покрытия изделия. Помимо или вместо ИК-нагревания могут также использоваться газовые нагреватели, УФ-излучение, пламя и т.п.
Изделие затем охлаждают по процессу, который, в сочетании с процессом отверждения, обеспечивает повышенные химическую стойкость, стойкость к помутнению и износостойкость. Полагают, что это обусловлено удалением летучих веществ после нанесения одного покрытия и между последовательными нанесениями покрытий. В одном варианте реализации процесс охлаждения проводят при температуре окружающей среды. В другом варианте реализации процесс охлаждения ускоряют посредством использования обдува окружающим воздухом или охлажденным воздухом.
На время охлаждения также влияет тот момент процесса, в котором происходит охлаждение. В предпочтительном варианте реализации на каждое изделие наносят большое число покрытий. Когда этап охлаждения предшествует последующему нанесению покрытий, время охлаждения может быть уменьшено, так как повышенная температура изделий, как полагают, способствует процессу нанесения покрытий. Хотя время охлаждения может быть различным, оно обычно находится в интервале от около 5 до около 40 секунд для преформы в 24 грамма, имеющей покрытие от около 0,05 до около 0,75 грамма материала покрытия.
Хотя изобретение раскрыто в контексте некоторых вариантов реализации и примеров, специалистам в данной области следует понимать, что объем изобретения выходит за рамки конкретных рассмотренных вариантов реализации и распространяется также на другие альтернативные варианты реализации и/или применения и очевидные модификации и их эквиваленты. Поэтому не следует считать, что изобретение ограничено конкретными предпочтительными вариантами изобретений, рассмотренными в описании.






Изобретение предназначено для использования в качестве покрытия для пластмассовых и стеклянных изделий. На изделия наносятся покрытия 22 из покрывающей композиции, содержащей смолу фенокси-типа с высокой Tg, составляющей, по меньшей мере, около 75°С, на, по меньшей мере, один участок поверхности изделия. Покрытие 22 также содержит смолу ПГАЭ, в виде отдельного, в том числе и покрывающего, слоя или в смеси с материалом фенокси-типа с высокой Tg. Покрытие 22 может быть нанесено в виде дисперсии или расплава с последующей сушкой и отверждением. Технический результат - повышение стойкости покрытия к химическим веществам, истиранию и теплу. 3 н. и 14 з.п. ф-лы, 9 ил.
1. Способ нанесения покрытия, включающий:
нанесение покрывающей композиции, содержащей материал фенокси-типа с высокой Tg, составляющей, по меньшей мере, около 75°С, по меньшей мере, на часть поверхности изделия; и
формирование осушенного/отвержденного покрытия, содержащего материал фенокси-типа с высокой Tg, на поверхности изделия, в котором покрывающая композиция, содержащая материал фенокси-типа с высокой Tg, также содержит ПГАЭ; или
поверхность изделия содержит покрытие, включающее в себя ПГАЭ; или покрытие, содержащее материал фенокси-типа с высокой Tg, также содержит ПГАЭ, и на поверхности изделия находится покрывающий слой, содержащий ПГАЭ.
2. Способ по п.1, в котором наносимая покрывающая композиция является дисперсией, содержащей материал фенокси-типа с высокой Tg.
3. Способ по п.2, в котором дисперсия дополнительно содержит ПГАЭ.
4. Способ по п.3, в котором дисперсия содержит от около 90 до около 50 мас.% ПГАЭ-материала и от около 10 до около 50 мас.%, материала фенокси-типа с высокой Tg в расчете на общую массу твердых веществ в дисперсии.
5. Способ по п.2, в котором дисперсия дополнительно содержит, по меньшей мере, одну добавку.
6. Способ по п.5, в котором добавка включает, по меньшей мере, одно из таких средств, как УФ-блокировщик (средство, задерживающее УФ-излучение), пигмент, агент поперечного сшивания и металлизированный пигмент.
7. Способ по п.1, в котором изделием является термопластичная преформа или емкость.
8. Способ по п.7, в котором термопластичное изделие содержит термопластичный полиэфир.
9. Способ по п.8, в котором термопластичный полиэфир выбирают из группы, состоящей из ПЭТ, ПЭН, полипропилена и смесей ПЭТ и ПЭН.
10. Способ по п.1, в котором изделие содержит стекло.
11. Способ по п.1, в котором материал фенокси-типа с высокой Tg имеет Tg от около 75 до около 110°С.
12. Способ по п.1, дополнительно включающий:
смешивание дисперсии ПГАЭ-материала и дисперсии материала фенокси-типа с высокой Tg с образованием дисперсии ПГАЭ-материала и материала фенокси-типа с высокой Tg перед этапом нанесения покрытия.
13. Способ по п.1, дополнительно включающий:
получение смеси расплавов ПГАЭ-материала и материала фенокси-типа с высокой
Tg и диспергирование расплавленного смешанного материала с образованием дисперсии ПГАЭ-материала и материала фенокси-типа с высокой Tg.
14. Способ по п.13, дополнительно включающий:
получение расплавленной смеси совместной экструзией материала фенокси-типа с высокой Tg и ПГАЭ-материала.
15. Способ по п.1, дополнительно включающий:
получение дисперсии ПГАЭ-материала и нанесение ПГАЭ-дисперсии на изделие с использованием процессов окунания, распыления или облива для нанесения покрывающего слоя, содержащего ПГАЭ-материал.
16. Покрывающая композиция, содержащая две смолы, в которой первая смола является материалом фенокси-типа с высокой Tg, а вторая смола является ПГАЭ-материалом;
две смолы присутствуют в весовом соотношении материала фенокси-типа с высокой Tg и ПГАЭ-материала от около 10:90 до около 50:50 в расчете на общий вес двух смол и
композиция представляет собой одну из следующих композиций: дисперсия из двух смол, предназначенная для нанесения покрытия окунанием, распылением или обливом, и расплавленная смесь двух смол, предназначенная для формовки покрытия поверх другого покрытия.
17. Изделие с покрытием, содержащее подложку изделия, имеющую поверхность, и
покрывающий слой, содержащий материал фенокси-типа с высокой Tg составляющей, по меньшей мере, около 75°С, на, по меньшей мере, одном участке поверхности изделия, в котором
покрывающий слой, содержащий материал фенокси-типа с высокой Tg, также содержит ПГАЭ; или
покрывающий слой, содержащий ПГАЭ, расположен между покрывающим слоем, содержащим материал фенокси-типа с высокой Tg, и поверхностью подложки изделия; или
покрывающий слой, содержащий материал фенокси-типа с высокой Tg, также содержит ПГАЭ, и покрывающий слой, содержащий ПГАЭ, расположен между покрывающим слоем, содержащим материал фенокси-типа с высокой Tg, и поверхностью преформы изделия.
| US 5472753 A, 05.12.1995 | |||
| КОНДЕНСАЦИОННЫЕ СОПОЛИМЕРЫ, ПОГЛОЩАЮЩИЕ КИСЛОРОД, ДЛЯ ИЗГОТОВЛЕНИЯ БУТЫЛОК И УПАКОВОК | 1997 |
|
RU2182157C2 |
| US 6312641 В1, 06.11.2001 | |||
| US 6391408 В1, 21.05.2002 | |||
| JP 8110611 А, 30.04.1996 | |||
| JP 8290517 A, 05.11.1996. | |||

