Область изобретений
[0001] Настоящее изобретение относится к изделиям из формуемого материала, конкретнее к моно- и многослойным изделиям из формуемого материала, и к способам изготовления таких изделий.
Предшествующий уровень техники
[0002] Изделия обычно используются для хранения напитков и пищевых продуктов. Применение изделий, таких как пластиковый контейнер, в качестве замены чисто стеклянных или металлических контейнеров при упаковке напитков становится все более популярным. Преимущества пластиковых упаковок - это более легкий вес, меньшая ломкость по сравнению со стеклом и потенциально меньшая стоимость. Сегодня для изготовления контейнеров для напитков наиболее часто используют такие пластики, как терефталат полиэтилена («ПЭТ»). «Чистый» ПЭТ разрешен Федеральным ведомством по лекарствам для применения в контакте с пищевыми продуктами. Контейнер, изготовленный из ПЭТ, обычно прозрачен, тонкостенен, легок и обладает способностью сохранять свою форму, противостоя силе, действующей на стенки контейнера при нахождении содержимого под давлением, например, газированных напитков. Смолы ПЭТ также приятно дешевы и легки в обработке.
[0003] Большинство бутылок из ПЭТ получают в процессе, включающем выдувание пластиковых заготовок, производимое в процессе, включающем инжекционное выдувание или экструзионный процесс. Бутылки из ПЭТ не могут обеспечить достаточный тепловой барьер, ограничивающий прохождение тепла через стенки бутылок из ПЭТ. Может оказаться желательным ограничить теплообмен между жидкостью внутри бутылки и средой, окружающей бутылку, чтобы сохранять температуру жидкости внутри бутылок. Аналогично большинство недорогих контейнеров для хранения пищевых продуктов не обеспечивает эффективный тепловой барьер для уменьшения теплообмена через контейнер. Может оказаться желательным ограничить теплообмен через контейнер или упаковку.
[0004] Кроме того, изделия в форме резервуаров, пищевых упаковок и т.п. могут иметь неподходящие структурные, барьерные или иные характеристики. Долгое время жидкости, пища или напитки, такие как газированная вода, хранятся в контейнере, который может иметь нежелательное воздействие на его содержимое. К сожалению, когда пища контактирует с поверхностью некоторых материалов известных изделий, вкус пищи может нежелательно изменяться. Может оказаться желательным сохранять вкус пищевых продуктов, находящихся в контакте с изделием.
Существо изобретения
[0005] В предпочтительном варианте предлагается способ формирования профиля. Часть, по меньшей мере, этого профиля содержит растяжимый материал, который может образовывать тепловой барьер. Экструзию профиля осуществляют при температуре, подходящей для выдувания, при этом расширяется часть, по меньшей мере, растяжимого материала. Профиль выдувают в контейнер. В одном варианте профиль является однослойным профилем, в другом варианте профиль является многослойным профилем.
[0006] В другом варианте предлагается способ получения изделия, покрытого пенным полимером, включающий действия получения профиля, покрытого пенным полимером, и выдувание профиля до желательной формы контейнера. В одном варианте способ включает предварительный нагрев профиля, покрытого пенным полимером, перед выдуванием, приводящий к расширению микросфер в содержащем микросферы пенном полимерном покрытии. Микросферы могут расширяться перед выдуванием, во время выдувания и/или после выдувания.
[0007] В одном варианте, покрытое пенным полимером изделие содержит один, по меньшей мере, слой пены, окружающий часть, по меньшей мере, другого слоя, включающего, в основном, полиэфир. Пена содержит материал полимерного носителя и пенообразующий агент.
[0008] В другом варианте предлагается способ получения изделия, содержащего пену. Пена может иметь первый компонент и второй компонент. Первый компонент может расширяться при тепловом воздействии. Первый компонент может содержать микросферы, которые, в общем, находятся в первом состоянии расширения в одном положении, второй компонент является материалом носителя, смешанным с первым компонентом. При нагреве смеси она расширяется, образуя, в основном, замкнутые ячейки пены.
[0009] В одном варианте смесь формируют в профиль, имеющий микросферы, которые расширяются от первого состояния расширения до второго состояния расширения. Профиль формуют в контейнер, имеющий микросферы, расширяющиеся от второго состояния расширения до третьего состояния расширения; в одном варианте, основная часть микросфер остается неизрасходованной в первом положении. Основная часть микросфер может обычно частично расширяться во втором положении. Основная часть микросфер может обычно расширяться в третьем положении.
[0010] В одном варианте, профиль имеет ряд слоев, один из которых содержит материал, способный к расширению. Профиль может быть сформирован в контейнер. В одном варианте, внутренний слой профиля или контейнера содержит материал, пригодный для контакта с пищевыми продуктами и/или жидкостями, он определяет вмещающую камеру профиля или контейнера, в одном варианте, внутренний слой содержит термопластичный материал. Второй слой профиля или контейнера содержит способный к расширению материал, включающий полимер и микросферы. Альтернативно, способный к расширению материал может образовывать внутренний слой или прокладку профиля или контейнера.
[0011] В одном варианте, способный к расширению материал включает материал носителя и пенообразующий агент. Материал носителя, предпочтительно, является материалом, который может быть смешан с микросферами, образуя способный к расширению материал. Материал носителя может являться термопластичным или полимерным материалом, таким как этиленакриловая кислота (ЭАК), этиленвиниловый ацетат (ЭВА), линейный полиэтилен малой плотности (ЛПЭМП), циклогексана диметанол (ЦГДМ), терефталат модифицированного полиэтилена (ПЭТГ), поли(гидроксиамино эфиры) (ПГАЭ), тетрафталат полиэтилена (ПЭТ), полиэтилен (ПЭ), полипропилен (ПП), полистирол (ПС), целлюлозный материал, пульпа, их смеси и т.п. В одном из вариантов пенообразующий агент включает микросферы, расширяющиеся при нагревании и взаимодействующие с материалом носителя, производя пену. В одной из модификаций пенообразующий агент включает микросферы, известные под товарным знаком EXPANCEL®.
[0012] В предпочтительных вариантах, способный к расширению материал обладает изоляционными свойствами, уменьшая теплообмен через стенки контейнера, содержащие способный к расширению материал. Следовательно, способный к расширению материал можно использовать для поддержания температуры еды, жидкостей и т.п. В одном из вариантов, когда в контейнере находилась жидкость, способный к расширению материал контейнера уменьшает теплообмен между жидкостью внутри контейнера и окружающей контейнер средой. В одной из модификаций контейнер может поддерживать жидкость охлажденной, а способный к расширению материал контейнера является тепловым барьером, препятствующим теплопередаче из окружающей среды к охлажденной жидкости. Альтернативно, внутри контейнера может находиться нагретая жидкость, а способный к расширению материал контейнера является тепловым барьером, уменьшающим теплопередачу из жидкости в среду, окружающую контейнер. Хотя предпочтительным является использование контейнера для еды и напитков, подобный контейнер может использоваться и для несъедобных продуктов.
[0013] В одном из вариантов, пенный материал штампуют для получения листов, формируемых в контейнер для хранения еды, в подносы, бутылки и т.п. Листы могут формироваться в лотки, приспособленные для хранения еды. Пенные листы могут быть заранее нарезаны и им придана форма контейнера для хранения пищевых продуктов. Листам может быть придана форма контейнера одним или несколькими способами, например способом теплового формирования, способом вакуумного формирования, способом вытяжного формирования. Кроме того, листы могут формироваться и для получения других изделий, таких как петли (например, живые петли). В некоторых вариантах, лист может быть свернут, образуя петлю.
[0014] В другом варианте предлагается изделие, содержащее пенный материал, образующий покрытие на контейнере или материале, основанном на бумажной или древесной пульпе. В одной из модификаций, пенный материал смешивают с пульпой. Пенный материал и пульпа могут быть смешаны до образования однородной, в основном, смеси, которой можно придавать желаемую форму. При придании смеси требуемой формы ее можно нагревать до, в течение и/или после формирования, вызывая расширение части, по меньшей мере, компонент пенного материала смеси.
[0015] В другом варианте, профиль содержит первый, по меньшей мере, слой, содержащий материал, пригодный для контакта с пищевыми продуктами, и второй слой, содержащий полипропилен. Первый слой может содержать ПЭТ, а второй слой - пенный материал, включающий полипропилен и микросферы. Первый слой может содержать ПЭТ, а второй слой - главным образом или только полипропилен. Первый слой может содержать термопластик типа фенокси, а второй слой - другой материал, такой как полипропилен. Профиль может формироваться в контейнер одним или несколькими способами, например способом выдувания.
[0016] В одном из вариантов, способ получения бутылок включает получение профиля, имеющего внутренний слой из материала, обрабатываемого при низкой температуре (например, ПЭТ, регенерированный ПЭТ), и внешний слой из материала, обрабатываемого при высокой температуре (например, ПП). Внешний слой профиля может быть выдавлен при температуре, обычно не подходящей для получения внутреннего слоя. Например, материал на наружной стороне может иметь большую температуру обработки, чем материал на внутренней стороне. Соответственно, внутренний слой может находиться при меньшей температуре, чем внешний слой. Профиль выдувают в бутылку после выдавливания профиля. Таким образом, слои, содержащие материалы с различными свойствами, могут обрабатываться совместно. В одной из модификаций, внешний слой содержит, главным образом или полностью, ПП.
[0017] В другом варианте, предусмотрена туба, имеющая первый слой и второй слой. В одном из вариантов, первый слой содержит ПЭТ, а второй слой содержит ПП и пенообразующий агент. Первый слой может содержать в основном ПЭТ, а второй слой может содержать пенный материал с ПП. В другой модификации, тубу образуют процессом совместного выдавливания. Тубу могут выдавливать в контейнер. Тубу можно использовать как линию транспортировки жидкости для доставки потребных жидкостей.
[0018] В некоторых вариантах изделие имеет горловинную часть с резьбой и корпусную часть. Корпусная часть содержит первый слой и второй слой. Первый слой имеет верхний конец, заканчивающийся ниже резьбы горловинной части и содержащий пенный материал. Второй слой расположен внутри первого слоя. В некоторых вариантах, изделие имеет вид профиля, бутылки, контейнеры и т.п. Второй слой может содержать материал, подходящий для контакта с пищевыми продуктами. Например, второй слой может содержать материал, включающий один, по меньшей мере, материал, выбранный из группы, состоящей из полиэфира, полипропилена, термопластика типа фенокси и их комбинаций.
[0019] В некоторых вариантах бутылка имеет горловинную часть и корпусную часть. Корпусная часть имеет внутренний слой, содержащий полиэфир, и внешний слой, содержащий пенный материал. Пенный материал включает полипропилен. Внутренний слой и внешний слой определяют часть, по меньшей мере, стенки корпусной части.
[0020] В одном варианте, профиль для переноса напитков имеет корпусную часть, включающую первый слой и второй слой. Первый слой содержит способный к расширению материал, второй слой содержит материал, выбранный из группы, состоящей из полиэфира, термопластика типа фенокси и их комбинации, причем второй слой является самым внутренним слоем.
[0021] В одном из вариантов, выдавленный профиль для хранения напитков имеет первый выдавленный слой, включающий материал, выбранный из группы, состоящей из пены, полипропилена и их комбинации, а второй выдавленный слой подходит для контакта с пищевыми продуктами.
[0022] В одном из вариантов, выдавленный профиль для хранения напитков имеет первый выдавленный слой, включающий материал, выбранный из группы, состоящей из термопластика типа фенокси, смеси термопластиков фенокси-полиолефинов и их комбинации. Второй выдавленный слой поддерживает первый слой. Один, по меньшей мере, из слоев может иметь относительно высокую сопротивляемость к размягчению по сравнению с одним, по меньшей мере, из других слоев. Слой с высокой сопротивляемостью к размягчению может поддерживать и нести в профиле слой с меньшей сопротивляемостью к размягчению. Таким образом, в процессе выдавливания могут использоваться материалы, имеющие различную сопротивляемость к размягчению. Например, слой ПЭТ может выдавливаться с другим материалом (например, фенокси, олефинами, ПЭТГ, пеной и т.д.), имеющим большую сопротивляемостью к размягчению, чем ПЭТ. Кроме того, регенерированный ПЭТ с относительно малой сопротивляемость к размягчению может выдавливаться с одним или несколькими другими материалами, имеющими большую сопротивляемость к размягчению.
[0023] В одном из вариантов, выдавленный профиль имеет первый слой, содержащий материал, подходящий для контакта с пищевыми продуктами, и второй слой, содержащий полипропилен.
[0024] В одном из вариантов, бутылка имеет горловинную часть с резьбой и корпусную часть, имеющую первый слой и второй слой. Первый слой содержит пенный материал. Второй слой расположен внутри первого слоя. Второй слой содержит материал, подходящий для контакта с пищевыми продуктами, выбранный из группы, состоящей из полиэфира, полипропилена, термопластика типа фенокси и их комбинаций.
[0025] В одном из вариантов, выдавленная выдуванием бутылка содержит горловинную часть и корпусную часть. Корпусная часть имеет внутренний слой, содержащий полиэфир, и внешний слой, содержащий пенный материал. Пенный материал содержит полипропилен. Внутренний слой и наружный слой создают часть, по меньшей мере, стенки корпусной части.
[0026] В одном из вариантов, выдавленная выдуванием бутылка содержит горловинную часть и корпусную часть. Бутылка содержит первый материал и второй материал. Первый материал выбран из группы, состоящей из пены, полипропилена и их комбинации. Второй материал выбран из группы, состоящей из натурального ПЭТ, регенерированного ПЭТ, ПЭТГ, пены, полипропилена, полиэфира, полиолефинов, термопластика типа фенокси, смесей термопластиков типа фенокси-полиолефинов, нанокомпозитов, доизмельченных материалов и их комбинаций.
[0027] В одном из вариантов, бутылка имеет горловинную часть и корпусную часть. Корпусная часть содержит первый материал и второй материал. Первый материал выбран из группы, состоящей из термопластиков типа фенокси, смесей термопластиков типа фенокси-полиолефинов и их комбинаций. Второй материал выбран из группы, состоящей из натурального ПЭТ, регенерированного ПЭТ, ПЭТГ, пены, полипропилена, полиэфира, полиолефинов, термопластика типа фенокси, смесей термопластика типа фенокси-полиолефинов, нанокомпозитов, доизмельченных материалов и их комбинаций.
[0028] В одном из вариантов, бутылка содержит пенный материал. Пенный материал содержит микросферы и связующий материал.
[0029] В одном из вариантов, бутылка имеет первый слой, содержащий полимерный материал и простирающийся продольно от корпусной части до конца горловинной части, приспособленной для вставления закрывающего элемента. Второй слой, проходящий вместе с первым слоем и сцепленный с ним, содержит пенный материал.
[0030] В одном из вариантов, пищевой контейнер имеет ряд слоев. Ряд слоев включает первый слой и второй слой, связанный с первым слоем. Первый слой содержит пенный материал, имеющий микросферы.
[0031] В одном из вариантов, способ получения выдавленного профиля включает формирование первого слоя профиля. Первый слой содержит материал, выбран из группы, состоящей из полиэфира, термопластиков типа фенокси и их комбинации. Формируют второй слой профиля. Второй слой включает контролируемый расширяющийся материал.
[0032] В одном из вариантов, способ получения выдавленной, выдуваемой бутылки включает выдавливание однородного, в общем, профиля, при котором часть, по меньшей мере, материала, образующего профиль, частично расширяется, образуя пену. Профиль выдувают в бутылку, имеющую первый слой пенного материала, и второй слой, содержащий материал, выбранный из группы, состоящей из ПЭТ, термопластиков типа фенокси и их комбинации.
[0033] В одном из вариантов, способ производства бутылок включает получение выдавленного профиля, содержащего два, по меньшей мере, слоя. Первый внутренний слой содержит ПЭТ, а второй слой содержит ПП. Профиль содержит один или несколько материалов, которые могут находиться при разных температурах. Например, часть, по меньшей мере, первого слоя профиля может находиться при первой температуре, а часть, по меньшей мере, второго слоя профиля может находиться при второй температуре. На внутренней поверхности между выдавленными слоями может происходить прилипание.
[0034] В одном из вариантов, способ формирования пищевого контейнера включает формирование корпуса пищевого контейнера. Формируют лист пенного материала, придают ему форму, соответствующую корпусу. Лист скрепляют с корпусом пищевого контейнера.
[0035] В одном из вариантов, система дисперсии жидкости содержит дисперсионную машину, выполненную с возможностью сообщения с газовой системой. Источник жидкости содержит жидкость. Один или несколько выдавленных трубопроводов выполнены с возможностью нахождения в жидкостной связи между дисперсионной машиной и источником жидкости. Один или несколько выдавленных трубопроводов содержат первый слой и второй слой. Первый слой подходит для контакта с пищевыми продуктами. Второй слой обеспечивает поддержку первому слою. Второй слой может иметь большее сопротивление размягчению и/или другие свойства, облегчающие обработку первого слоя.
[0036] В одном из вариантов, туба имеет первый слой, содержащий термопластичный материал. Второй слой содержит ПП. В другом варианте, туба имеет первый слой, содержащий материал ПВС, и второй слой, например, вкладыш, содержащий термопластик типа фенокси.
[0037] В одном из вариантов, слоистый материал содержит первый слой пенного материала, выполненный с возможностью расширения под воздействием тепла. Второй слой скреплен с первым слоем.
[0038] В одном из вариантов, способ формирования слоистого материала включает использование первого материала. Используют способный к расширению материал. Первый материал и способный к расширению материал выдавливают совместно. Листы образуют из совместно выдавленных первого материала и способного к расширению материала. Первый материал образует твердый, в основном, слой, а способный к расширению материал образует пенный слой.
[0039] В другом варианте бутылка имеет горловинную часть и корпусную часть. Корпусная часть имеет первый внутренний слой и второй слой. Первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков типа фенокси-полиолефинов и их комбинаций. Второй слой содержит второй материал, выбранный из группы, состоящей из натурального ПЭТ, регенерированного ПЭТ, ПЭТГ, пены, полипропилена, полиэфира, полиолефинов, термопластика типа фенокси, смесей термопластика типа фенокси-полиолефинов, нанокомпозитов, доизмельченных материалов и их комбинаций. Второй материал отличается от первого материала.
[0040] В другом варианте бутылка имеет горловинную часть и корпусную часть. Корпусная часть имеет первый внутренний слой, второй слой и третий слой. Первый внутренний слой содержит первый материал, выбранный из группы, состоящей из полиэфира, полипропилена, термопластика типа фенокси и их комбинаций. Второй слой содержит доизмельченные материалы. Второй слой расположен снаружи по отношению к первому внутреннему слою. Третий слой содержит материал, выбранный из группы, состоящей из натурального ПЭТ, регенерированного ПЭТ, ПЭТГ, пены, полипропилена, полиэфира, полиолефинов, термопластика типа фенокси, смесей термопластика типа фенокси-полиолефинов, нанокомпозитов, доизмельченных материалов и их комбинаций. Третий слой расположен снаружи по отношению ко второму слою.
[0041] В другом варианте способ производства бутылок включает выдавливание профиля, имеющего первый слой и второй слой. Первый слой содержит первый материал, выбранный из группы, состоящей из натурального ПЭТ, регенерированного ПЭТ, ПЭТГ, пены, полипропилена, полиэфира, полиолефинов, термопластика типа фенокси, смесей термопластика типа фенокси-полиолефинов, нанокомпозитов, доизмельченных материалов и их комбинаций. Второй слой содержит второй материал, выбранный из группы, состоящей из натурального ПЭТ, регенерированного ПЭТ, ПЭТГ, пены, полипропилена, полиэфира, полиолефинов, термопластика типа фенокси, смесей термопластика типа фенокси-полиолефинов, нанокомпозитов, доизмельченных материалов и их комбинаций. Второй материал отличается от первого материала. Один из слоев может иметь большее сопротивление размягчению и/или другие свойства, облегчающие обработку другого слоя.
[0042] В одном из вариантов, система дисперсии жидкости содержит дисперсионную машину, выполненную с возможностью сообщения с газовой системой. Источник жидкости содержит жидкость. Один или несколько выдавленных трубопроводов находятся в жидкостном соединении между дисперсионной машиной и источником жидкости. Один или несколько выдавленных трубопроводов имеют первый слой и второй слой. Первый слой подходит для контакта с пищевыми продуктами, а второй слой обеспечивает поддержку первому слою. Второй слой может иметь большее сопротивление размягчению и/или другие свойства, облегчающие обработку первого слоя.
[0043] В другом варианте, выдавленный профиль для хранения напитков содержит первый выдавленный внутренний слой, включающий материал, выбранный из группы, состоящей из термопластика типа фенокси, смеси термопластика типа фенокси-полиолефинов и их комбинаций. Второй выдавленный слой поддерживает первый слой.
[0044] В одном варианте бутылка имеет горловинную часть и корпусную часть. Корпусная часть имеет первый внутренний слой и второй слой, причем первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смеси термопластика типа фенокси-полиолефинов и их комбинаций, а второй слой содержит пенный материал, причем пенный материал включает способный к расширению материал и материал носителя, причем первый внутренний слой и второй слой выдавлены совместно, образуя профиль. Бутылку получают выдуванием совместно выдавленного профиля.
[0045] В другом варианте способ производства бутылок включает совместное выдавливание профиля, имеющего первый внутренний слой и второй слой. Первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластика типа фенокси-полиолефинов и их комбинаций. Второй слой содержит пенный материал, который включает способный к расширению материал и материал носителя. Профиль выдувают, формируя бутылку.
[0046] В другом варианте, бутылка имеет горловинную часть и корпусную часть. Корпусная часть имеет первый внутренний слой, второй слой и третий слой. Первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластика типа фенокси, смесей термопластика типа фенокси-полиолефина, функциональных смесей термопластика типа фенокси-полиолефина и их комбинаций. Второй слой содержит материал, выбранный из группы, состоящей из полипропилена, функционального полипропилена и их комбинаций. Второй слой расположен снаружи первого внутреннего слоя. Третий слой содержит доизмельченный кусочный материал. Доизмельченный кусочный материал получают измельчением отходов процесса выдувания. Отходы включают первый материал и второй материал. Третий слой расположен снаружи по отношению к первому внутреннему слою и внутри по отношению ко второму слою.
[0047] В другом варианте способ производства бутылок включает формирование доизмельченного кусочного материала доизмельченным остаточным материалом из процесса выдувания. Остаточный материал содержит первый материал, выбранный из группы, состоящей из термопластика типа фенокси, функционального термопластика типа фенокси, смесей термопластика типа фенокси-полиолефина, функциональных смесей термопластика типа фенокси-полиолефина и их комбинаций. Второй материал выбран из группы, состоящей из полипропилена, функционального полипропилена и их смесей. Совместно выдуваемый профиль имеет первый внутренний слой, второй слой и третий слой. Первый внутренний слой содержит первый материал. Второй слой содержит второй материал. Второй слой расположен снаружи по отношению к первому внутреннему слою. Третий слой содержит доизмельченный кусочный материал. Третий слой расположен снаружи по отношению к первому внутреннему слою и внутри по отношению ко второму слою. Профиль выдувают, получая бутылку.
[0048] В другом варианте, система дисперсии жидкости содержит дисперсионную машину, выполненную с возможностью сообщения с газовой системой. Источник жидкости содержит жидкость. Один или несколько выдавленных трубопроводов находятся в жидкостном соединении между дисперсионной машиной и источником жидкости. Первый слой подходит для контакта с пищевыми продуктами, а второй слой обеспечивает поддержку первому слою.
[0049] В другом варианте, выдавленный профиль для хранения напитков имеет первый выдавленный внутренний слой, содержащий материал, выбранный из группы, состоящей из термопластика типа фенокси, смеси термопластика типа фенокси-полиолефина, функциональных смесей термопластика типа фенокси-полиолефина и их комбинаций. Второй выдавленный слой содержит материал, выбранный из группы, состоящей из пены, полипропилена, доизмельченных кусочных материалов и их комбинаций. Второй выдавленный слой поддерживает первый выдавленный внутренний слой.
[0050] В другом варианте, выдавленный выдуванием контейнер имеет внутренний слой, содержащий термопластичный полиэфир. Внешний слой содержит термопластичный материал, имеющий термостойкость, большую, чем термостойкость термопластичного полиэфира внутреннего слоя. Промежуточный слой обеспечивает сцепление между внутренним слоем и внешним слоем. Слои совместно выдавливают перед выдуванием.
[0051] Согласно одному из вариантов осуществления изобретения термопластичным полиэфиром внутреннего слоя является ПЭТ. В другом варианте, внутренний слой далее содержит один, по меньшей мере, поглотитель кислорода и пассивный барьерный материал, смешанные с термопластичным полиэфиром. В другом варианте, полиамидом является MXD 6. В другом варианте, поглотителями кислорода являются дисперсный ненасыщенный олефиновый материал в ПЭТ и катализатор переходный металл. В другом варианте, поглотитель кислорода присутствует в количестве примерно от 1 до 20 процентов по весу, исходя из всего веса внутреннего слоя. В другом варианте, поглотитель кислорода присутствует в количестве примерно от 1 до 10 процентов по весу, исходя из всего веса внутреннего слоя. В другом варианте, поглотитель кислорода присутствует в количестве примерно от 1 до 5 процентов по весу, исходя из всего веса внутреннего слоя. В другом варианте, пассивный барьерный материал присутствует в количестве примерно от 1 до 20 процентов по весу, исходя из всего веса внутреннего слоя. В другом варианте, пассивный барьерный материал присутствует в количестве примерно от 1 до 10 процентов по весу, исходя из всего веса внутреннего слоя. В другом варианте, пассивный барьерный материал присутствует в количестве примерно от 1 до 5 процентов по весу, исходя из всего веса внутреннего слоя. Термопластичным материалом внешнего слоя является полипропилен. В другом варианте, полипропилен является осветленным полипропиленом. В другом варианте, полипропилен содержит пассивный барьерный материал в количестве от 1 до 15 процентов. В другом варианте часть, по меньшей мере, внешнего слоя вспенена. В другом варианте внешний слой далее содержит один, по меньшей мере, из вспенивающих агентов и продукт для реакции вспенивающего агента. В другом варианте вспенивающий агент выбран из группы, состоящей из азобисформамида, азобисизобутиронитрила, диазоаминобензена, N5N диметил N5N динитрозо терефталамида, N5N димитрозопентаметилена тетрамина, бензенсульфонил гидразида, бензен 1,3 дисульфонил гидразида, дифенилсульфон 3 3, дисульфонил гидразида, 4,4' оксибис бензен сульфонил гидразида, р толуэн сульфонил семикарбизида, азодикарбоксилата бария, бутиламин нитрила, нитроуреаз, тригидроазин триазина, фенил метил урезана, р сульфонгидразида, пероксидов, бикарбоната аммония, бикарбоната натрия. В другом варианте, для образования замкнутых ячеек пены может быть использован сжатый газ. В другом варианте, перед выдавливанием пенообразующий агент имеется в термопластичном материале в количестве примерно от 1 до 20 процентов по весу, исходя из всего веса внешнего слоя. В другом варианте, перед выдавливанием, пенообразующий агент находится в термопластичном материале в количестве примерено от 1 до 10 процентов по весу, исходя из всего веса внешнего слоя. В другом варианте, перед выдавливанием, пенообразующий агент находится в термопластичном материале в количестве примерено от 1 до 5 процентов по весу, исходя из всего веса внешнего слоя. В другом варианте, промежуточный связующий слой содержит термопластичное связующее. В другом варианте термопластичное связующее содержит дисперсный ненасыщенный олефимичный материал в ПЭТ и катализатор переходный металл. В другом варианте, связующий слой содержит один, по меньшей мере, поглотитель кислорода и пассивный барьерный материал. В другом варианте, внутренний слой имеет толщину, меньшую толщины одного, по меньшей мере, из промежуточных связующих слоев и внешнего слоя.
[0052] В другом варианте способ производства выдавленного выдуванием контейнера включает совместное выдувание нескольких термопластичных материалов для образования многослойной тубы. Как минимум, сегмент этой многослойной тубы используют для выдувания. Многослойную тубу выдувают, получая выдавленный выдуванием контейнер.
[0053] Согласно одному из вариантов осуществления изобретения способ далее включает пенообразование внешнего слоя. В другом варианте способ далее включает смешивание вспенивающего агента с термопластиком внешнего слоя до или в ходе выдавливания. В другом варианте, вспенивающий агент выбран из группы, состоящей из азобисформамида, азобисизобутиронитрила, диазоаминобензена, N5N диметил N5N динитрозо терефталамида, N5N димитрозопентаметилена тетрамина, бензенсульфонил гидразида, бензен 1,3 дисульфонил гидразида, дифенилсульфон 3 3, дисульфонил гидразида, 4,4' оксибис бензен сульфонил гидразида, р толуэн сульфонил семикарбизида, азодикарбоксилата бария, бутиламин нитрила, нитроуреаз, тригидроазин триазина, фенил метил урезана, р сульфонгидразида, пероксидов, бикарбоната аммония и бикарбоната натрия. В другом варианте вспенивающий агент является сжатым газом.
[0054] В некоторых предпочтительных вариантах раскрыты слоистые материалы, заготовки, контейнеры и изделия, содержащие ПЭТ и полипропилен, и способы их получения. В одном варианте полипропилен может быть привитым или модифицированным малеиновым ангидридом, глицидил метакрилатом, акрил метакрилатом и/или подобными соединениями для улучшения слипаемости. В другом варианте, полипропилен далее содержит «наночастицы» или «материал из наночастиц». В другом варианте, полипропилен содержит наночастицы и является привитым или модифицированным малеиновым ангидридом, глицидил метакрилатом, акрил метакрилатом и/или подобными соединениями.
[0055] Предпочтительно, слоистые материалы, заготовки, контейнеры и изделия могут изготавливаться с использованием различных технологий. Например, слоистые материалы, заготовки, контейнеры и изделия можно получать инжекционной формовкой, переформовкой, выдуванием, инжекционным выдуванием, выдавливанием, совместным выдавливанием и инжекционным вытягиванием выдуванием, а также другими способами, описанными здесь и/или известными лицам, сведущим в данной области.
[0056] В некоторых вариантах, не имеющих ограничивающего значения, изделия могут быть из материала, содержащего один или несколько слоев или частей, имеющих одну или несколько преимущественных характеристик: изолирующий слой, барьерный слой, слои защиты от УФ, защитный слой (например, слой защиты витаминов, износозащитный слой и т.д.), слой, контактирующий с пищевыми продуктами, слой отсеивания запахов, слой отсеивания красителей, слой повышенной прочности, податливый слой, связующий слой, газопоглотительный слой (например, кислорода, двуокиси углерода и т.п.), слой или часть, подходящие для заполнения горячим продуктом, слой, имеющий сопротивление размягчению, подходящее для выдувания, прочность, возможность переработки (после потребления и/или после промышленного использования), чистоту и т.д. В одном варианте, однослойный или многослойный материал содержит один или несколько из следующих материалов: ПЭТ (включая переработанный или натуральный ПЭТ), ПЭТГ, пену, полипропилен, термопластики типа фенокси, полиолефины, смеси термопластика фенокси-полиолефина и/или их комбинации.
Краткое описание чертежей
[0057] На Фиг.1 изображена заготовка, используемая в качестве исходного материала для формирования контейнера.
[0058] На Фиг.2 показано сечение заготовки Фиг.1.
[0059] На Фиг.3 показано сечение устройства выдувания типа, который может быть использован для получения предпочтительной заготовки.
[0060] На Фиг.4 показан вид сбоку контейнера, полученного из заготовки.
[0061] На Фиг.4А показан вид сбоку другого контейнера, полученного способом выдавливания выдуванием.
[0062] На Фиг.5 показано сечение многослойной заготовки.
[0063] На Фиг.5А показано сечение другой многослойной заготовки, имеющей выдавленную часть.
[0064] На Фиг.6 показано сечение многослойного контейнера, полученного из многослойной заготовки Фиг.5.
[0065] На Фиг.7 показан увеличенный вид контейнера Фиг.6, взятый по фиг.7.
[0066] На Фиг.8 показано сечение многослойной заготовки.
[0067] На Фиг.8А показан увеличенный вид заготовки Фиг.8, взятый по фиг.8А.
[0068] На Фиг.9 показано сечение многослойной заготовки, имеющей многослойную горловинную часть.
[0069] На Фиг.10 показано сечение многослойной заготовки, выполненной в соответствии с другим вариантом.
[0070] На Фиг.11 показано сечение многослойной заготовки, имеющей внутренний слой, определяющий внутренность заготовки.
[0071] На Фиг.12 показано сечение многослойной заготовки, имеющей внутренний слой и наружный слой, определяющие горловинную часть.
[0072] На Фиг.12А и 12В показаны сечения многослойных заготовок, каждая из которых имеет внутренний слой и внешний слой, определяющие горловинную часть.
[0073] На Фиг.12В показано сечение многослойной заготовки, имеющей внутренний слой и внешний слой, определяющие горловинную часть.
[0074] На Фиг.13 показано сечение многослойной заготовки, имеющей внутренний слой с фланцем.
[0075] На Фиг.13А и 13В показаны увеличенные сечения частей многослойных заготовок в соответствии с некоторыми вариантами.
[0076] На Фиг.14 показано сечение многослойной заготовки, имеющей внешний слой с соединительной структурой.
[0077] На Фиг.14А показано сечение контейнера, выполненного из заготовки Фиг.14, с контейнером соединен запорный элемент.
[0078] На Фиг.14В показан увеличенный вид части контейнера и запорного элемента Фиг.14А, взятый по фиг.14В.
[0079] На Фиг.14С показан увеличенный вид части контейнера и его затвора согласно другому варианту.
[0080] На Фиг.15А показано сечение части заготовки, имеющей горловинную часть без резьбы.
[0081] На Фиг.15В показано сечение заготовки Фиг.15А.
[0082] На Фиг.15С показано сечение части многоэлементной заготовки.
[0083] На Фиг.16 показано сечение заготовки согласно другому варианту.
[0084] На Фиг.17 показано сечение заготовки согласно другому варианту.
[0085] На Фиг.18 показан общий вид запорного элемента, подходящего для закрывания контейнера.
[0086] На Фиг.19 показано сечение многослойного запорного элемента, имеющего внутренний слой.
[0087] На Фиг.20 показано сечение многослойного запорного элемента, имеющего внутренний слой, проходящий по сторонам запорного элемента.
[0088] На Фиг.21А-21Е показаны сечения многослойных запорных элементов.
[0089] На Фиг.22А-22В показаны сечения листов.
[0090] На Фиг.23 показан общий вид одного предпочтительного варианта профиля.
[0091] На Фиг.24 показан вид сбоку одного предпочтительного варианта упаковки, включающей контейнер, имеющий этикетку и запорный элемент.
[0092] На Фиг.25 показан вид сбоку контейнера и запорного элемента согласно другому варианту.
[0093] На Фиг.26А показан общий вид контейнера.
[0094] На Фиг.26В показан общий вид подноса.
[0095] На Фиг.27 схематически показан вариант системы генерирования слоистого расплавленного потока.
[0096] На Фиг.27А показано сечение слоистого материала, полученного из системы генерирования слоистого расплавленного потока Фиг.27.
[0097] На Фиг.28 схематически показаны экструдер и форма, которые можно использовать в одном из вариантов для формирования профиля в контейнер, форма показана в открытом положении.
[0098] На Фиг.29 схематически показана форма Фиг.28, находящаяся в закрытом положении.
[0099] На Фиг.30 схематически показаны экструдер и форма, которые можно использовать в другом варианте для формирования профиля в контейнер, форма показана в открытом положении.
[0100] На Фиг.31 схематически показаны экструдер и форма Фиг.30 с формой, находящейся в закрытом положении.
[0101] На Фиг.32А схематически показаны экструдер и однослойный материал согласно одному из вариантов.
[0102] На Фиг.32В схематически показан многослойный материал согласно другому варианту.
[0103] На Фиг.33А схематически показана система распыления жидкости согласно одному из вариантов.
[0104] На Фиг.33В схематически показан многослойный профиль согласно одному из вариантов.
[0105] На Фиг.33С схематически показан другой вариант части распылителя жидкости.
[0106] На Фиг.33D схематически показан экструдер и профиль согласно одному из вариантов.
[0107] На Фиг.33Е схематически показан многослойный профиль согласно другому варианту.
Подробное описание предпочтительных вариантов
[0108] Все упомянутые здесь патенты и публикации настоящим включаются в данное описание посредством ссылки на них во всей их полноте. Исключая, как далее описано здесь, некоторые описанные в них варианты, признаки, системы, устройства, материалы, способы и технологии, которые могут, в некоторых вариантах, быть сходными с каким-либо одним или несколькими из вариантов, признаков, систем, устройств, материалов, способов и технологий, описанных в патентах США №№6.109.006, 6.808.820, 6.528.546, 6.312.641, 6.391.408, 6.352.426, 6.676.883, заявок на патенты США №№09/745013 (публикация №2002-0100566), 10/168496 (публикация №2003-0220036), 09/844820(2003-0031814), 10/090471 (публикация №2003-0012904), 10/614731 (публикация №2004-0071885), предварительной заявке 60/563021, поданной 16 апреля 2004 г., предварительной заявке 60/575231, поданной 28 мая 2004 г., предварительной заявке 60/586399, поданной 7 июля 2004 г., и предварительным заявкам 60/620160, поданной 18 октября 2004 г., 60/621511, поданной 22 октября 2004 г., и 60/643008, поданной 11 января 2005 г., в досье поверенного на заявку на патент США № АРТРЕР1.090А, озаглавленном МОНО- И МНОГОСЛОЙНЫЕ ИЗДЕЛИЯ И КОМПРЕССИОННЫЕ СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, поданную в тот же самый день, что и данная заявка, которые настоящим включаются в нее посредством ссылки на них во всей их полноте. Кроме того, описанные в них варианты, признаки, системы, устройства, материалы, способы и технологии в некоторых вариантах могут применяться или использоваться в связи с любым одним или несколькими вариантами, признаками, системами, устройствами, материалами, способами и технологиями, описанными в вышеупомянутых патентах и заявках.
А. Изделия
[0109] В предпочтительных вариантах изделия могут содержать один или несколько пригодных к формованию материалов. Описанные здесь изделия могут быть однослойными или многослойными (т.е. имеющими два или несколько слоев). В некоторых вариантах изделия могут являться упаковками, такими как упаковки для напитков (включая заготовки, контейнеры, бутылки, запорные элементы и т.д.), ящики, коробки и тому подобные.
[0110] Многослойные изделия могут иметь внутренний слой (например, слой, который находится в контакте с содержимым контейнера) из материала, разрешенного регулирующим органом (например, Пищевой и лекарственной ассоциацией США), или материала, имеющего разрешение регулирующего органа находиться в контакте с пищей (включая напитки), лекарствами, косметикой и т.д. В другом варианте, внутренний слой содержит материал (материалы), который может и не иметь разрешения согласно регулирующей схеме находиться в контакте с пищей. Второй слой может содержать второй материал, который может быть как сходным, так и различным с материалом, образующим внутренний слой. Изделия могут иметь столько слоев, сколько требуется. Понимается, что изделия могут содержать один или несколько материалов, образующих различные части, которые не являются «слоями».
Подробное описание чертежей
[0111] Предпочтительная однослойная заготовка 30 изображена на Фиг.1 и 2. Обычно заготовка 30 имеет горловинную часть 32 и корпусную часть 34. Изображенная заготовка 30 может иметь единственный слой, образованный из материала, который можно выдувать. Предпочтительно, заготовку 30 выдувают в контейнер для содержания жидкостей, таких как негазированные жидкости, такие как фруктовый сок, вода и тому подобные. Возможно формирование заготовки 30 в контейнер для других жидкостей, таких как газированные жидкости. Изображенная заготовка 30 может подходить для получения бутылок в 16 унций для напитков, которые наиболее хорошо подходят для содержания газированных напитков. Используемый здесь термин «бутылка» является широким термином, используется согласно его обычному значению и может включать, без ограничений, контейнеры (обычно стеклянные и/или пластиковые, имеющие относительно узкую горловину или устье), имеющие форму бутылок контейнеры для хранения текучих веществ (преимущественно, жидкостей) и т.д. Бутылка может иметь или не иметь ручку.
[0112] Изображенная заготовка 30 имеет горловинную часть 32, начинающуюся с отверстия 36 (Фиг.2) во внутренность заготовки 30 и простирающуюся к поддерживающему кольцу 38 и включающую его. Используемый здесь термин «горловинная часть» является широким термином, используется согласно его обычному значению и может включать, без ограничений, часть заготовки, прилегающую к корпусной части. Горловинная часть может включать конец горловины. Конец горловины вместе с цилиндром горловины образуют то, что упоминается здесь как «горловинная часть». В изображенном варианте, горловинная часть 32 отличается, далее, наличием резьбы 40, которая является средством скрепления с колпачком, или запорным элементом к бутылке, получаемой из заготовки 30. Альтернативно, горловинная часть 32 может и не иметь средств для скрепления с запорным элементом или иметь средства для скрепления с запорным элементом, иные, чем резьба. Корпусная часть 34 является удлиненной и обыкновенно имеет структуру цилиндрической формы, простирающуюся вниз от горловинной части 32 и заканчивающуюся днищем 42. Изображенное днище 42 является закругленным, однако днище 42 может иметь и другие подходящие формы. Толщина заготовки 44 будет зависеть от общей длины заготовки 30, от желательной толщины стенок и от общего размера получаемого контейнера.
[0113] В процессе выдувания, представленном на Фиг.3, заготовка 30 помещена в форму, имеющую полость, соответствующую форме желаемого контейнера. Заготовку 30 затем нагревают и подвергают расширению воздействием воздуха или иной подходящей текучей среды во внутренность заготовки для расширения заготовки, чтобы она заполнила полость, тем самым, образовывая контейнер 37 (Фиг.4). Этот процесс выдувания подробнее описан ниже. Растягивающий стержень или подобное средство также может быть использован для содействия процессу выдувания, как это известно в данной области.
[0114] В некоторых вариантах, машина для выдувания может получать нагретые изделия (например, профили, такие как стаканы, заготовки и т.д.) для облегчения процесса выдувания, как это известно в данной области. В форму 28 может поступать нагретая заготовка из инжекционной формовочной машины, такой как описана здесь. Заготовки, получаемые из инжекционной формовочной машины, могут быть быстро перемещены в форму 28 передающей системой. Теплоту заготовок можно сохранять с помощью одного или нескольких приемов: сокращения времени выдувания, уменьшения энергии, потребной для нагрева заготовки до температуры, подходящей для выдувания и/или тому подобного.
[0115] Факультативно, одну или несколько систем доставки можно использовать для транспортировки заготовок к, или бутылок от, формы для выдувания. Например, система доставки может включать челночную систему (например, линейную или вращающуюся челночную систему) для транспортировки заготовок к, или от, формы 28. Челночная система может группами подавать заготовки к, или удалять выдутые бутылки от, формы 28. Альтернативно, система доставки может включать возвратно-поступательную и/или колесную систему доставки. В некоторых вариантах, колесная система доставки используется для быстрой доставки заготовок к, или бутылок от, формы 28. Преимуществом является то, что колесная система доставки может непрерывно транспортировать изделия к, или от, формы 28, тем самым, повышая производительность.
[0116] Понимается, что система доставки может использоваться в комбинации с формовочной машиной, подходящей для выдувания заготовок, экструзионного выдувания, выдавливания профилей и тому подобного. Кроме того, система доставки может включать ряд систем, таких как колесная система доставки и челночная система, взаимодействующие для транспортировки изделий.
[0117] На Фиг.4 вариант контейнера 37, который может быть получен из заготовки 30. Контейнер 37 имеет горловинную часть 32 и корпусную часть 34, соответствующие горловинной и корпусной частям заготовки 30. Как описано выше относительно заготовок, горловинная часть 32 может быть приспособлена для соединения с запорными элементами. Изображенная горловинная часть 32 отличается наличием резьбы 40, обеспечивающей закрепление пробки на контейнере. Факультативно, стенка контейнера 37 может подавлять, предпочтительно, существенно предотвращать, миграцию газа (например, CO2) через стенку контейнера 37. В некоторых вариантах, контейнер 37 содержит существенно замкнутые пузырьки пены, которые могут предотвращать миграцию текучей среды через пену.
[0118] Операция выдувания обычно ограничивается корпусной частью 34 заготовки, горловинная часть 32 которой со всей резьбой, защитным кольцом и/или поддерживающим кольцом сохраняет первоначальную конфигурацию заготовки. Однако под напряжением может быть выдута любая часть (части) заготовки 30. Контейнер 37 может также быть сформирован другими способами, такими как способом экструзии или комбинацией способов (например, инжекцией на экструдированную часть). Например, контейнер 37 может быть сформирован способом экструзионного выдувания. Таким образом, описанный здесь контейнер может быть получен из заготовок, экструзионных профилей и т.д.
[0119] Описывается изображенное на Фиг.5 сечение одного типа многослойной заготовки 50, имеющей признаки в соответствии с предпочтительным вариантом. Заготовка 50 включает, предпочтительно, непокрытую (однослойную) заготовку 39, покрытую внешним слоем 52. Предпочтительно, непокрытая заготовка 39 содержит полимерный материал, такой как полипропилен, полиэфир и/или другие термопластичные материалы, подходящие, предпочтительно, для контакта с пищей. В одном варианте, например, непокрытая заготовка 39 содержит в основном полипропилен, в другом варианте непокрытая заготовка 39 содержит в основном полиэфир, такой как ПЭТ.
[0120] Многослойная заготовка 50 имеет горловинную часть 32 и корпусную часть 34 подобно заготовке 30 на Фиг.1 и 2. В изображенном варианте внешний слой 52 расположен вокруг части, по меньшей мере, корпусной части 34. В одном из вариантов внешний слой 52 расположен вокруг основной части, предпочтительно, всей части, поверхности корпусной части 34 внутреннего слоя (показано как заготовка 39 на Фиг.1), заканчивающегося на дне поддерживающего кольца 38. Внешний слой 52 в изображенном варианте не доходит до горловинной части 32 и не присутствует на внутренней поверхности внутреннего слоя 39, изготовленного, предпочтительно, из материала, подходящего для контакта с содержимым получаемого контейнера. Внешний слой 52 может содержать или единственный материал, или несколько слоев (например, микрослоев) одного или нескольких материалов. Далее внешний слой 52 может быть в основном гомогенным, в основном гетерогенным или чем-то промежуточным. Хотя это и не показано, внешний слой 52 может образовывать другие части заготовки 50. Например, внешний слой 52 может образовывать часть, по меньшей мере, внутренней поверхности заготовки 50 (такой как когда внешний слой инжектируют на тубу или профиль, открытые с обоих концов) или часть горловинной части 32. Внешний слой 52 может подходить или не подходить для контакта с пищевыми продуктами.
[0121] Общая толщина 56 заготовки равна толщине исходной непокрытой заготовки 39 (т.е. внутреннего слоя 54) плюс толщина 58 внешнего слоя 52; она зависит от общего размера и желательной толщины покрытия получаемого контейнера. Однако заготовка 50 может иметь любую толщину в зависимости от желательных тепловых, оптических, барьерных и/или структурных свойств контейнера, получаемого из заготовки 50. При добавлении связующего слоя общая толщина будет включать толщину связующего слоя. Заготовки и контейнеры могут содержать слои, имеющие большое разнообразие относительных толщин. С учетом настоящего описания толщина данного слоя и всей заготовки или контейнера как в данной точке, так и по всему контейнеру может быть выбрана с учетом способа изготовления или конкретного назначения контейнера. В изображенном варианте, внешний слой 52 имеет, в основном, однородную толщину. Однако внешний слой 52 и/или внутренний слой 54 не обязательно должны быть однородными; они могут иметь, например, толщину, изменяющуюся по продольной оси заготовки 50.
[0122] Для получения контейнеров можно использовать многослойные заготовки. Например, для получения контейнера 180 (Фиг.6) можно использовать заготовку 50. В одном из вариантов, внешний слой 52 взаимодействует со внутренним слоем 54, образовывая между ними слой или пространство 85, как это показано на Фиг.6 и 7. Слой 85 допускает проход воздуха между слоями 52, 54 и может далее удачно изолировать контейнер 83. Между слоем 52, свободно окружающим внутренний слой 54, могут быть образованы проходы. Альтернативно, внешний слой 52 может иметь размеры и конфигурацию, удобно удерживающие внутренний слой 54, так что внутренняя поверхность слоя 52 контактирует с внешней поверхностью слоя 54. В некоторых вариантах, слой 85 может быть пенным слоем, сходным или не сходным с одним или несколькими из слоев 52, 54. Еще в одном варианте, слой 85 может быть слоем, который связывает слой 52 со внутренним слоем 54. Например, слой 85 может быть скрепляющим или связующим слоем, который препятствует, предпочтительно, существенно предотвращает относительное перемещение между слоями 52, 54. Например, слой 85 может являться клеящим слоем, ограничивающим относительное перемещение между слоями 52, 54. Следует понимать, что некоторые или никакие из слоев описанных здесь вариантов могут быть связаны со связующим слоем или тому подобным.
[0123] В одном из вариантов, один, по меньшей мере, из слоев 52, 54 может быть обработан для содействия или уменьшения склеивания слоев 52, 54. Например, внешняя поверхность внутреннего слоя 54 может быть обработана химически, чтобы внешний слой 52 склеивался с внутренним слоем 54. Например, связующий материал можно использовать для реакции и химической обработки одного или нескольких из слоев 52, 54. Следует, однако, понимать, что любой из слоев может быть модифицирован для достижения желательного взаимодействия между слоями заготовки. Факультативно, слои 52, 54 могут быть непосредственно склеены между собой.
[0124] В некоторых вариантах, контейнер содержит пенный материал, имеющий, предпочтительно, изолирующие свойства для подавления теплопередачи через стенки контейнера. Когда в контейнере, например, таком как контейнер 83 Фиг.6, находится жидкость, пенный материал, образующий стенку 84 контейнера 83 может уменьшать теплопередачу между жидким содержимым и окружающей контейнер 83 средой. Например, контейнер 83 может иметь охлажденное содержимое, такое как газированный напиток, и пена изолирует контейнер 83, предотвращая изменение температуры охлажденной жидкости. При этом содержимое может оставаться охлажденным желательное время вне зависимости от внешней температуры окружающей среды, более высокой, чем температура жидкости. Альтернативно, нагретый материал, такой как горячий напиток, может находиться в контейнере 83, и стенка 84 может изолировать контейнер 83, предотвращая теплопередачу из жидкости в окружающую контейнер 83 среду. Далее, благодаря пенному материалу контейнера 83, температура поверхности контейнера 83 остается в пределах желательного температурного интервала, так что пользователь может комфортабельно касаться контейнера 83, содержащего нагретую или охлажденную жидкость. Толщина пенного слоя и размер и конфигурация пенной части контейнера могут меняться для получения желательных тепловых свойств контейнера.
[0125] На Фиг.8 показано сечение предпочтительного варианта многослойной заготовки 60. Одно из отличий между покрытой заготовкой 60 и заготовкой 50 на Фиг.5 состоит в относительной толщине двух слоев в области днища. В заготовке 50 внешний слой 52 обычно тоньше, чем толщина исходной заготовки на всей корпусной части заготовки. Однако в заготовке 60 внешний слой 52 толще на 62 вблизи днища 42, чем на 64 в стенной части 66 и, наоборот, толщина внутреннего слоя 54 больше на 68 в стенной части 66, чем на 70 в области днища 42. Такой вариант заготовки особенно удобен, если внешнее покрытие наносят на исходную заготовку в процессе переформования при изготовлении многослойной заготовки, как это описано ниже, когда это представляет собой определенные преимущества, включающие сокращение времени цикла формования. Каждый слой может быть однородным или может содержать ряд микрослоев. В других, не изображенных здесь вариантах заготовки 60, внешний слой 52 тоньше на 62 вблизи днища 42, чем на 64 в стенной части 66, и, наоборот, толщина внутреннего слоя 54 меньше на 68 в стенной части 66, чем на 70 в области днища 42. Один, по меньшей мере, из слоев 52, 54 может факультативно содержать барьерный материал.
[0126] На Фиг.8А представлен увеличенный вид секции стенки заготовки, показывающий состав слоев в LIM- пере-инжектированном варианте. Слой 54 является внутренним слоем заготовки, а слой 52 является внешним слоем заготовки. Внешний слой 52 содержит ряд микрослоев (т.е. является слоистым материалом) материала, получаемого при использовании системы LDV1. Разумеется, не все заготовки Фиг.8 будут этого типа.
[0127] На Фиг.9 показано сечение другого варианта многослойной заготовки. Основным отличием между покрытой заготовкой 76 и заготовками 50 и 60, соответственно, Фиг.5 и 8, является то, что внешний слой 52 имеется на горловинной части 32 так же, как и на корпусной части 34.
[0128] Заготовки и контейнеры могут иметь слои, отличающиеся широким разнообразием относительных толщин. С учетом настоящего описания, толщину данного слоя и всей заготовки или контейнера как в данной точке, так и по всему контейнеру можно выбрать с учетом способа покрытия или конкретного назначения контейнера. Далее, как обсуждалось выше относительно слоя (слоев) на Фиг.8, слои в заготовке и контейнере описанного здесь варианта могут содержать единственный материал, более одного материала или несколько материалов.
[0129] Описанные здесь устройства и способы можно также использовать для получения заготовок с тремя или более слоями. На Фиг.10 показан трехслойный вариант заготовки 132. Показанная здесь заготовка имеет два слоя покрытия - средний слой 134 и внешний слой 136. Относительную толщину слоев, показанных на Фиг.10, можно варьировать в соответствии с конкретной комбинацией материалов или обеспечивая получение разных по размерам бутылок. Сведущий специалист поймет, что возможно следовать описанной здесь процедуре и при исходной заготовке, уже покрытой описанными здесь способами получения покрытых заготовок, включая переформование.
[0130] На Фиг.11 показано сечение одного типа многослойной заготовки 160, имеющей признаки, соответствующие предпочтительному варианту. Заготовка 169 содержит, предпочтительно, внешний слой 162 и внутренний слой 164.
[0131] Многослойная заготовка 160 имеет горловинную часть 132 и корпусную часть 134, сходные с заготовками, описанными выше. Предпочтительно, внешний слой 162 образует внешнюю поверхность 165 корпусной части 134 и внешнюю поверхность 166 горловинной части 132. Внешняя поверхность 166 может быть выполнена с возможностью скрепления с запирающим элементом. Внешний слой 162 расположен вокруг основной части, предпочтительно, всей части внутреннего слоя 164.
[0132] Изображенный внешний слой 162 проходит от верхнего конца 168 внутреннего слоя 164 к отверстию 169 заготовки 160. Внутренний слой 164 в изображенном варианте не проходит вдоль горловинной части 132. Таким образом, внешний слой 162 образует практически всю горловинную часть 132, как это показано на Фиг.11. В других вариантах, верхний конец 168 внутреннего слоя 164 может находиться в некоторой точке вдоль горловинной части 132. Таким образом, внутренний слой 164 и внешний слой 162 совместно задают горловинную часть. В одном, не ограничивающем варианте, внешний слой 162 включает примерно, по меньшей мере, 70% по весу горловинной части (или конца горлышка) горловинной части 132. В другом, не ограничивающем варианте, внешний слой 162 включает примерно, по меньшей мере, 50% по весу горловинной части 132. Еще в одном, не ограничивающем варианте, внешний слой 162 включает примерно более 30% по весу горловинной части 132.
[0133] Общая толщина 171 заготовки 160 равна толщине 172 внешнего слоя 162 плюс толщина 174 внутреннего слоя 164; она зависит от общего размера получаемого контейнера. В одном из вариантов, толщина 172 внешнего слоя 162 существенно больше толщины 174 внутреннего слоя 164. Внешний слой 162 и внутренний слой 164, как это показано, имеют, в основном, однородную толщину. Однако внешний слой 162 и внутренний слой 164 могут и не иметь однородной толщины. Например, один или оба слоя 162, 164 могут иметь толщины, меняющиеся по длине заготовки 160.
[0134] Внешний слой 162 содержит первый материал, а внутренний слой 164 содержит, предпочтительно, другой материал. Например, внешний слой 162 может содержать пенный материал, а внутренний слой 164 содержать не вспененный полимерный материал, такой как ПЭТ (например, натуральный или употребленный/регенерированный ПЭТ), фенокси и т.д. Предпочтительно, основная часть внешнего слоя 162 содержит первый материал, а основная часть внутреннего слоя 164 содержит второй материал. Первый и второй материалы могут быть сходными или отличаться один от другого.
[0135] На Фиг.12 показано сечение многослойной заготовки 180. Заготовка 180 сходна, в основном, с заготовкой 160 и поэтому многие аспекты заготовки 180 не будут подробно описываться. Заготовка 180 имеет внутренний слой 184 и внешний слой 183. Внутренний слой 184 определяет основную часть внутренней поверхности 173 заготовки 180. Внутренний слой 184 имеет конец 188 вблизи отверстия 191 заготовки 180. В изображенном варианте, внешний слой 183 определяет внешнюю поверхность 186 горловинной части 132, а внутренний слой 184 определяет внутреннюю поверхность 187 горловинной части 132. Разумеется, внешний слой 183 может быть выполнен с возможностью соединения с запорным элементом. В изображенном варианте, внешняя поверхность 186 имеет резьбу 189, приспособленную для соединения с имеющей резьбу крышкой (например, с резьбовой крышкой).
[0136] Хотя это и не показано, заготовки 160 и 180 могут иметь более двух слоев. Например, внешний слой 162 заготовки 160 может содержать ряд слоев, включающих один или несколько из следующих: слоистый материал, пенный материал, ПП, ПЭТ и/или тому подобных. Аналогично, внутренний слой 164 может содержать ряд слоев. Лицо, обладающее обычными знаниями в данной области, может определить размеры и количество слоев, образующих описанную здесь заготовку. Слои 183, 194 могут быть получены из сходных или различных материалов, как и описанные выше слои 162, 164.
[0137] Факультативно, слой может покрывать часть, по меньшей мере, заготовки, предотвращая размывание или износ, особенно если часть, по меньшей мере, заготовки сделана из пенного материала. Например, покрывающий материал может окружать резьбу горловинной части из пены и может содержать ПЭТ, ПП, их комбинации или другие термопластичные материалы.
[0138] На Фиг.13 показано сечение заготовки 190. Заготовка 190 сходна с заготовкой 180, показанной на Фиг.12, за исключением того, что подробнее описано ниже.
[0139] Заготовка 190 имеет внутренний слой 194, проходящий вниз от отверстия 191 и определяющий внутренность заготовки. Внутренний слой 194 имеет фланец 193. Используемый здесь термин «фланец» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, одно или несколько из следующих значений: край, удлиненная часть, обод, выступающий край, выступающая часть и их комбинации. Фланец может играть роль запирающей структуры. Кроме того, заготовка может факультативно иметь ряд фланцев.
[0140] Фланец 193 определяет часть внутренней поверхности 201 и часть, по меньшей мере, верхней поверхности 195 заготовки. Фланец 193 может иметь постоянную или изменяющуюся толщину F в зависимости от желательных свойств горловинной части 132. В некоторых вариантах, включая проиллюстрированный вариант, фланец 193 расположен выше структуры (структур) (например, резьбы 192) для соединения с запорным элементом. В некоторых вариантах, фланец 193 определяет часть одной или нескольких нарезок, выступающих частей, углублений и/или иных структур для соединения с запорным элементом.
[0141] Продолжая обращаться к Фиг.13 видим, что фланец 193 занимает почти, по меньшей мере, часть периферии отверстия 191 и определяет слой материала. Фланец 193 проходит, предпочтительно, по всей периферии отверстия 191. Таким образом, фланец 193 может быть в основном кольцевым фланцем. Когда запорный элемент скреплен с горловинной частью 132 контейнера, полученного из заготовки 190, верхняя поверхность 195 фланца 193 может образовывать уплотнение с запорным элементом, препятствуя или предотвращая выход пищевых продуктов из контейнера. Фланец 193 может препятствовать или предотвращать разделение внутреннего слоя 194 и внешнего слоя 199.
[0142] Одна или несколько соединительных структур 197 Фиг.13 может препятствовать относительному перемещению внутреннего слоя 194 и внешнего слоя 199. Используемый здесь термин «соединительная структура» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, одно или несколько из следующих значений: выступы, обработанные поверхности (например, загрубленная поверхность), вилки, протуберанцы, зубцы, фланцы, углубления, выступы, текстурированные модели и т.п., предпочтительно для препятствия или уменьшения перемещения слоев 194 и 199. Соединительная структура 197 может быть образована внутренним слоем 194 и/или внешним слоем 199. В изображенном варианте соединительная структура 197 представляет собой выступ, проходящий от и вокруг внешней поверхности внутреннего слоя 194. В некоторых вариантах, соединительная структура 197 представляет собой кольцевой выступ, расположенный по окружности на внешней поверхности внутреннего слоя 194. Соединительная структура 197 может быть непрерывной или прерывистой структурой. Внутренний слой 194 может иметь одну или несколько соединительных структур, таких как текстурированные модели (например, ряд канавок, протуберанцев и т.п.).
[0143] Кроме того, соединительная структура 197 может быть выполнена с возможностью обеспечения положительного или отрицательного сдвига. Например, внутренний слой 194 может содержать некоторый упругий материал (например, ПЭТ), а запирающая структура 197 может обеспечивать положительный сдвиг при удалении формы. В некоторых вариантах, внешний слой 199 содержит некоторый жесткий материал (например, олефины), обеспечивающий положительный или отрицательный сдвиг при удалении формы.
[0144] Внешний слой 199 выполнен с возможностью принимать запирающую структуру 197. Запирающая структура 197 эффективно скрепляет внешний слой 199 с внутренним слоем 194. Хотя это и не показано, ряд запирающих структур 197 может быть определен слоями 194, 199 и может быть расположен внутри горловинной части 132 и/или корпусной части 134 заготовки 190. В некоторых вариантах, связующий слой может быть использован для соединения внутреннего слоя 194 с внешним слоем 199. В одном из вариантов, внутренний слой 194 и внешний слой 199 образованы из материалов, непосредственно связанных или склеенных один с другим. В других вариантах, внутренний слой 194 связан с внешним слоем 199 так, что слои 194 и 199 могут быть легко разделены при, например, процессе утилизации. Однако в некоторых вариантах может быть подвергнуто утилизации изделие, содержащее связанные слои.
[0145] Верхний конец внешнего слоя 199 отделен от верхней поверхности 195 заготовки. Сведущий специалист может выбрать толщину слоев 194, 199 для достижения желаемых структурных свойств, тепловых свойств, износостойкости и/или других свойств заготовки.
[0146] На Фиг.13А и 13В показан модифицированный вариант части заготовки 190 Фиг.13. Заготовка 190 Фиг.13А имеет фланец 193 вдоль части верхней поверхности 195 заготовки. В некоторых, не ограничивающих вариантах, длина LF фланца 193 составляет менее, примерно, 95% толщины Т стенки горловинной части 132. В одном, не ограничивающем варианте, длина LF фланца 193 составляет примерно от 50 до 90% толщины Т стенки горловинной части. В некоторых, не ограничивающих вариантах, длина LF фланца 193 составляет примерно 60, 70, 75 или 80%, или в интервалах, ограниченных этими значениями толщины Т стенки горловинной части. В другом, не ограничивающем варианте, длина LF фланца 193 составляет примерно от 40 до 60% толщины Т стенки горловинной части. Еще в одном варианте, длина LF фланца 193 составляет менее примерно 40% толщины Т стенки горловинной части.
[0147] На Фиг.13В показана часть заготовки, имеющей внешний слой 203 с фланцем 223. Фланец 223 расположен внутри и имеет внутреннюю поверхность 225. Фланец 223 может определять внутреннюю поверхность заготовки или может быть отделен от нее. Фланец 223 может иметь длину, такую же или отличную от длины фланца 193. Горловинная часть 132 имеет резьбу для соединения с запорным элементом. Однако горловинная часть может иметь другие структуры (например, углубления, гребни, пазы и т.п.) для соединения с запорным элементом. Описанная выше заготовка может быть модифицирована путем добавления одного или нескольких слоев для получения желательных свойств. Например, на корпусной части заготовок может быть образован барьерный слой.
[0148] На Фиг.14 показан модифицированный вариант заготовки 202. Заготовка 202 имеет горловинную часть 132, имеющую соединительную структуру 207, выполненную с возможностью соединения с запорным элементом. Используемый здесь термин «соединительная структура» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, признак, такой как положительный признак (например, выступ, протуберанец и т.п.) или отрицательный признак (например, выемка, углубление и т.п.). Соединительная структура может быть выполнена с возможностью соединения с запорным элементом для удержания его в желательном положении.
[0149] Показанная соединительная структура 207 выполнена в форме углубления, приспособленного для приема части запорного устройства. Соединительная структура 207 может проходить около одной или нескольких частей заготовки 202. В других вариантах, соединительная структура 207 проходит по всей периферии или окружности заготовки 202. Соединительная структура 207 может иметь искривленный (например, в виде полуокружности) v-образный, u-образный или иной другой профиль сечения. Хотя это и не показано, структура 207 может быть выступающей, такой как выступающей по кольцу, определяемой внешним слоем 203. Факультативно, заготовка 202 может иметь несколько соединительных структур 207, так что к контейнеру, получаемому из заготовки, могут подсоединяться запорные элементы разных конфигураций. Расстояние между верхней поверхностью 205 и структурами 207, а также форма структуры 207 определяются геометрией запорного элемента, используемого для закрывания контейнера, полученного из заготовки 202.
[0150] На Фиг.14А показан контейнер 211, полученный из заготовки 202 Фиг.14. С горловинной частью 132 контейнера 111 соединен запорный элемент 213. Запорный элемент 213 может состоять из одного куска или из нескольких кусков. Запорный элемент 213 может быть временно или постоянно скреплен с контейнером 211. Весь запорный элемент 213 может быть удален из контейнера 211 при потреблении жидкости. В других вариантах, может удаляться часть запорного элемента 213, тогда как остальная часть запорного элемента 213 остается скрепленной с контейнером 211 в ходе потребления. Запорный элемент 213 может быть полупостоянно или постоянно скреплен с контейнером. Если запорный элемент 213 полупостоянно скреплен с контейнером 211, запорный элемент 213 может быть оттянут от контейнера 211. В одном варианте, если запорный элемент 213 постоянно скреплен с контейнером 211, запорный элемент 213 и контейнер 211 могут образовывать единое, в общем, тело.
[0151] Как показано на Фиг.14В, верхняя поверхность 205 заготовки и запорный элемент 213 могут образовывать уплотнение 231, предпочтительно, герметическое уплотнение, или иное уплотнение, препятствующее или предотвращающее протеканию жидкости между контейнером 211 и запорным элементом 213. Факультативно, контейнер 211 может иметь прокладку или удаляемое уплотнение. Например, контейнер 211 может иметь удаляемое уплотнение, такое как мембрана, приклеенная к верхней кромке контейнера или к части запорного элемента 213, который может удаляться. Удаляемое уплотнение может иметь ярлычок или кольцо для удобного захвата и удаления уплотнения. Альтернативно, уплотнение 231 может быть образовано мембраной или листом, которые могут быть разрушены или разорваны на куски при открывании контейнера 211. В некоторых вариантах, внешний слой 203 контейнера 211 обычно образован из материала высокой прочности или из жесткого материала (например, ПП), так что фланец 209 может быть зажат между запорным элементом 213 и внешним слоем 203, обеспечивая поддержание целостности уплотнения 231.
[0152] Как показано на Фиг.14А и 14В, запорный элемент 213 имеет корпус 215 и крышку 218. Корпус 215 может быть соединен с крышкой 218 петлей 221 (например, из формованного материала, действующего в качестве свободной петли или иной структуры, обеспечивающей движение). Щеколда или хвостовик 217 (Фиг.14А) может скреплять крышку 218 с корпусом 215. Щеколду 217 можно двигать для высвобождения крышки 218, чтобы открыть запорный элемент 213. Альтернативно, крышка 218 и корпус 215 могут представлять собой отдельные части, так что крышку 218 можно удалить из корпуса 215. Когда запорный элемент 213 находится в открытом положении, содержимое контейнера 211 можно выпустить наружу, производя выпуск, предпочтительно, когда корпус 215 остается скрепленным с концом горлышка. После того, как желательное количество пищевого продукта будет высвобождено из контейнера 211, крышка 218 может быть возвращена в закрытое положение, вновь уплотняя контейнер.
[0153] Корпус 215 запорного элемента 213 может быть связан с возможностью высвобождения с горловинной частью. Например, корпус 215 может быть обжат на горловинную часть 132. Альтернативно, корпус 215 может быть постоянно связан с горловинной частью 132. Горловинная часть 132 содержит один или несколько запорных прикрепляемых структур 227, так что запорный элемент 213 может быть обжат на и в контейнере. Горловинная часть 132 в изображенном варианте имеет запорную прикрепляемую структуру 227 в виде отрицательного признака, такого как углубление или выемка. Корпус 215 может быть постоянно связан с внешним слоем 203 способом сварки или плавки (например, индукционной сварки), склеивания, взаимодействия трением и/или тому подобным. Контейнер 211 может быть выполнен с возможностью иметь различные типы запорных элементов, таких как запорные элементы ВАР®, выпускаемые Варсо Closures Limited (Англия) (или подобными запорными элементами), резьбовыми крышечками, кнопочными запорами и/или тому подобными. Сведущий специалист может представить конец горловины контейнера 211, пригодный для соединения с контейнерами различных конфигураций.
[0154] Продолжая обращаться к Фиг.14А, видим контейнер 211, особенно хорошо приспособленный для использования с горячим заполнением. Обычно контейнер 211 может сохранять свою форму в ходе горячего заполнения. После выдувания или горячего заполнения конечные размеры горловинной части контейнера 211 оказываются, предпочтительно, практически идентичными первоначальным размерам заготовки. Кроме того, это приводит к уменьшению величины изменений размеров резьбы на конце горлышка. Например, внутренний слой 284 может быть образован из материала, пригодного для контакта с пищевыми продуктами, такого как ПЭТ. Внешний слой 203 может включать формуемые материалы (например, ПП, пенный материал, кристаллический или полукристаллический материал, слоистый материал, гомополимеры, сополимеры, их комбинации и другие теплостойкие описанные здесь материалы), пригодные для горячего заполнения. Внешний слой 203 обеспечивает стабильность размеров горловинной части 132 даже в ходе и/или после горячего заполнения. Ширина внешнего слоя 203 может возрастать или уменьшаться для увеличения или уменьшения соответственно стабильности размеров горловинной части 132. Предпочтительно, один из слоев, образующих горловинную часть 132, включает материал, имеющий высокую теплостойкость, однако горловинная часть 132 может также быть изготовлена из материалов, имеющих низкую теплостойкость, особенно для не горячего заполнения.
[0155] Кроме того, стабильность размеров внешнего слоя 203 обеспечивает то, что запорный элемент 213 остается скрепленным с контейнером 211. Например, внешний слой 203 может включать материал высокой прочности (например, ПП) и может сохранять свою форму, тем самым предотвращая непреднамеренное отсоединение запорного элемента 213 от контейнера 211.
[0156] Обращаясь к Фиг.14С, видим контейнер, имеющий горловинную часть, содержащую запорную прикрепляемую структуру для установки кнопки. Горловинная часть в изображенном варианте имеет запорную прикрепляемую структуру 227 в форме позитивного признака, такого как выступ, фланец или тому подобный, подходящий для подсоединения запорного элемента 213. Запорная прикрепляемая структура 227 может иметь кольцевой выступ, проходящий вкруговую вокруг горловинной части. Конструкция запорного элемента 213 может состоять из одного элемента или из нескольких элементов. Изображенный здесь контейнер 211 имеет коническую в направлении вверх стенку, образующую конец горлышка. Коническая часть конца горлышка может доходить до запорного элемента 213, образуя уплотнение.
[0157] На Фиг.15А показана часть заготовки 220, выполненной согласно другому варианту. Заготовка 220 имеет поддерживающее кольцо 222 и корпусную часть 224, проходящую от нее вниз. Заготовка 220 имеет на своем верхнем конце отверстие 226. Конец горлышка заготовки может иметь или не иметь резьбу. В некоторых вариантах резьба имеется на горловинной области 225 заготовки. Понимается, что заготовка 220 может быть сформирована и без поддерживающего кольца. Поддерживающее кольцо и/или резьба могут быть факультативно сформированы на заготовке 220 в ходе последующей обработки.
[0158] На Фиг.15В показана заготовка 220 после скрепления с горловинной областью 225 запорной прикрепляемой структуры 228. Понимается, что резьба, структуры, удерживающие кнопку головки или иные типы монтажных или скрепляющих структур, могут подсоединяться к горловинной области 225 до или после формования заготовки 220 в контейнер. Например, запорные прикрепляемые структуры 228 могут быть соединены с заготовкой 220 после того, как заготовка была сформирована, предпочтительно, выдута, в контейнер.
[0159] Заготовки могут иметь другие части, скрепленные или связанные одна с другой. На Фиг.15С показана заготовка 234, имеющая часть, по меньшей мере, конца горлышка 240, связанную с корпусом 242 заготовки. Изображенная здесь заготовка 234 имеет часть 238, связанную с верхним концом 250 нижней части 252 заготовки 234. Часть 238 может содержать материалы и/или микроструктуры, отличные от материалов нижней части 252. В некоторых вариантах, часть 238 содержит кристаллический материал. Таким образом, заготовка 230 может быть пригодна для использования с горячим заполнением. Нижняя часть 252 может быть аморфной для облегчения процесса выдувания. В некоторых вариантах, верхняя часть 238 содержит материал, отличный от материала нижней части 252. Сведущий специалист может выбрать материал, образующий заготовку. В некоторых вариантах, верхний конец 250 расположен ниже или при поддерживающем кольце. Заготовки, показанные на Фиг.15А-15С, могут иметь однослойные или многослойные стенки.
[0160] Заготовки, включая однослойные и многослойные заготовки, описанные выше, могут иметь другие формы и конфигурации. На Фиг.16 показана заготовка 270, имеющая конические корпусную часть 272 и конец горлышка 274. Заготовка 270 может быть выдута в контейнер в форме банки, например. Банка или иной подобный контейнер может иметь горлышко или устье, более широкое, чем отверстие бутылки. Заготовка 270 имеет поддерживающее кольцо 278 и одну или несколько запорных прикрепляемых структур 279, выполненных, предпочтительно, с возможностью взаимодействия с кнопкой запорного элемента или с другим типом запорного элемента. На Фиг.17 показан вариант заготовки с концом горлышка без резьбы. Заготовка 280 содержит корпусную часть 281, имеющую концевую крышку 283 и конец горлышка 282. Заготовка 280 может быть пригодна для выдувания в контейнер. Заготовки, показанные на Фиг.16 и 17, могут быть однослойными или многослойными заготовками (например, имеющими слои, описанные выше). Заготовки, описанные выше, могут быть сформированы без конца горлышка.
[0161] Заготовки, такие как изображенные на Фиг.1-18, могут подвергаться процессу выдувания с напряжением. Процесс выдувания описан главным образом для однослойной заготовки 30, хотя многослойные заготовки (например, заготовки 50, 60, 76, 80, 132, 160, 180, 290 и 216) могут быть получены аналогичным образом. Описанный выше контейнер может быть получен различными способами выдувания (включая экструзионное выдувание), например.
2. Подробное описание запорных элементов
[0162] Как описано выше, для уплотнения контейнеров могут использоваться запорные элементы. Используемый здесь термин «запорный элемент» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, крышку (включая кнопочную крышку, откидывающуюся крышку, бутылочную крышку, резьбовую бутылочную крышку, крышку, защищенную от вытекания), короночный запорный элемент, пробку (натуральную или искусственную), прокалываемое уплотнение, крышку (например, крышку для чашки), многоэлементный запорный элемент (например, запорные элементы, производимые под товарным знаком ВАР® фирмой Варсо Closures Limited (Англия), или подобные запорные элементы), кнопочные запорные элементы и/или им подобные.
[0163] В основном, запорные элементы могут иметь один или несколько признаков, обеспечивающих дальнейшие преимущества. Некоторые запорные элементы могут иметь один или несколько признаков из следующих: признак свидетельства о поломке, признак сопротивления поломке, усилитель уплотнения, отсек для хранения, зацепляющие структуры, облегчающие удаление и возвращение запорного элемента, признак, препятствующий разливу и их комбинации.
[0164] Запорные элементы могут иметь конструкцию из одного элемента или из нескольких элементов. Они могут быть выполнены с возможностью постоянного или временного соединения с контейнером. Например, запорный элемент, показанный на Фиг.14А, имеет многоэлементную конструкцию. Запорный элемент, показанный на Фиг.18, имеет одноэлементную конструкцию. Термины «запорный элемент» и «крышка» используются здесь взаимозаменяемо. Понимается, что запорные элементы могут применяться с бутылками, коробками (особенно с коробками, используемыми для пищевых продуктов (таких как соки, например)), ящиками и другими упаковками или изделиями. Используемый здесь термин «бутылочная крышка» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, крышку, подходящую для закрывания бутылки, такой как стеклянная или пластмассовая бутылка (например, бутылка, обычно выполненная с возможностью содержать алкогольные напитки или соки), и могущую иметь или не иметь резьбу. Крышки бутылок обычно удаляют, используя открывающее приспособление, известное в данной области. Термин «крышка бутылки с резьбой» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, крышку (например, винтовую крышку), подходящую для соединения с бутылкой, имеющей резьбу. В соответствии с настоящим описанием, варианты запорных элементов, имеющих резьбу, могут быть модифицированы образуя крышки бутылок или другие типы запорных элементов для контейнеров различных конфигураций. В некоторых вариантах, запорные элементы могут свинчиваться с контейнером или скрепляться с контейнером различными способами, такими как акустическая сварка, индукционная сварка, способ многоэтапного формования, склеивание, термическое формование и тому подобные.
[0165] На Фиг.18 показан один вариант запорного элемента 302, который может быть соединен с изделием, таким как горловинная часть контейнера. В изображенном варианте запорный элемент 302 имеет внутреннюю резьбу 306 (Фиг.19), соответствующую резьбе горловинной части, так что запорный элемент 302 может соединяться с контейнером с возможностью удаления. Запорный элемент 302 может быть скреплен с контейнером (например, с бутылкой), закрывая отверстие или устье бутылки. Запорный элемент 302 имеет основной корпус 310 и факультативную структуру обнаружения дефектов, или противодефектную структуру, такую как лента 313 (или юбка), связанную с корпусом 310 одним или несколькими соединителями 312. Соединители 312 могут быть подобраны по размеру и приспособлены так, что когда запорный элемент 302 удаляют из контейнера, соединители 312 разрушаются, разделяя корпус 310 и ленту 313, показывая, что запорный элемент 302 отделен от соответствующего контейнера. Хотя это и не показано, могут быть использованы другие типы структур обнаружения дефектов. Поверхность 306 корпуса 310 может быть поверхностно обработана, например, канавками, выступами, структурной обработкой и/или тому подобным для облегчения фрикционного взаимодействия с запорным элементом 302.
[0166] Запорный элемент 302 на Фиг.19 содержит корпус 310 и может иметь или не иметь вкладыш. Изображенный здесь запорный элемент 302 факультативно содержит внутренний запорный слой 314. Изображенный внутренний запорный слой 314 выполнен в форме вкладыша, находящегося внутри внешней части 311 корпуса 310. Вкладыш 314 может быть приспособлен для контакта с пищевыми продуктами или жидкостями и может быть уплотнен с краем, образующим отверстие бутылки. Таким образом, вкладыш 314 образует существенную часть всей части контактной области запорного элемента 302.
[0167] Вкладыш 314 может быть барьерным вкладышем, таким как активный или пассивный барьерный вкладыш. Вкладыш 314 может функционировать как барьер для текучей среды (например, жидкости или газа), барьер для запахов и их комбинаций. Например, вкладыш 314 может представлять собой газовый барьер, препятствующий или предотвращающий прохождение сквозь него кислорода, двуокиси углерода и тому подобного. В некоторых вариантах, вкладыш 314 может иметь очищающую способность, такую как очищение газа (например, очищение кислорода).
[0168] Вкладыш 314 может быть запрессован с краем бутылки для предотвращения утечки жидкости из контейнера, уплотненного запорным элементом 302. В одном варианте, вкладыш 314 представляет собой газовый барьер, препятствующий или предотвращающий утечку газа из контейнера. В другом варианте, вкладыш 314 представляет собой барьер для запаха, препятствующий или ограничивающий изменение вкуса текучей среды в контейнере. Например, вкладыш 314 может быть образован из полимера (например, из термопластичного материала), который служить барьером для запаха, обеспечивая сохранение желаемого вкуса пищевых продуктов в контейнере. Таким образом, вкладыш 314 помогает обеспечению того, чтобы корпус 310 не передавал запах и/или привкус пищевым продуктам в контейнере.
[0169] Определенные передающие запах материалы и/или уменьшающие или удаляющие запах материалы (например, полиолефины, такие как полипропилен или полиэтилен) долгое время использовались для получения контейнеров или запорных элементов, таких как крышка бутылки, благодаря их физическим свойствам (например, долговечности, прочности, ударостойкости и/или крепости). В некоторых вариантах полиэтилен может проявлять одно или несколько физических свойств, являющихся предпочтительными, чем физические свойства полимеров, таких как ПЭТ. К сожалению, в некоторых обстоятельствах полипропилен имеет тенденцию уменьшать или уничтожать запах содержимого бутылки или удалять из содержимого желаемые запахи или ароматические компоненты. При этом лицо, ранее потреблявшее пищу, контактировавшую с ПП, способно распознать изменение вкуса. Удачно, что вкладыш 314 может содержать материал, сохраняющий запах, так что на пищевые продукты обычно не действует их контакт с вкладышем 314. Предпочтительно, материал, сохраняющий запах, является материалом, одобренным ФЛА для контакта с пищевыми продуктами.
[0170] В некоторых не ограничивающих вариантах материал, сохраняющий запах, включает ПЭТ (такой как натуральный ПЭТ), термопластик типа фенокси и/или тому подобное. Корпус 310 может поэтому быть изготовлен из материала, очищающего от запаха, такого как полипропилен, для обеспечения желательных физических свойств, а вкладыш 314 может содержать ПЭТ в качестве эффективного барьера для запаха, обеспечивая содержимому контейнера сохранение желательного вкуса. Понимается, что вкладыш 314 может быть образован из любого материала, подходящего для контакта с пищевыми продуктами в контейнере. В некоторых вариантах, вкладыши 314 могут быть сформированы из описанного здесь пенного материала, который может или изменять, или не изменять существенно вкус содержимого контейнера. Кроме того, можно увеличить толщину вкладыша 314 для предотвращения прохождения через него газа или иной текучей среды. Факультативно, вкладыш 314 может иметь однослойную или многослойную структуру. Например, вкладыш 314 может содержать внутренний слой из ПЭТ (т.е. слой, находящийся в контакте с содержимым контейнера) и внешний слой из пенного материала.
[0171] Вкладыш 314 может иметь слой, пригодный для контакта с пищевыми продуктами, и один или несколько слоев, действующих в качестве барьерных, также, как в описанных здесь заготовках. В некоторых вариантах, например, вкладыш 314 может содержать первый слой и второй слой, причем первый слой содержит пенный материал, а второй слой содержит барьерный материал. При этом второй слой может уменьшать или предотвращать миграцию жидкости через вкладыш 314, а первый слой изолирует запорный элемент 302.
[0172] В некоторых вариантах, вкладыш 314 Фиг.19 может быть сформирован заранее и помещен в корпус 310. Например, корпус 310 может иметь форму, подобную типичной винтовой головке, применяемой для уплотнения бутылок. Вкладыш 314 получают, отрезая часть листа, описанного ниже. Предварительно отрезанный вкладыш 314 может затем быть помещен в корпус 310 и расположен, как показано на Фиг.19. Альтернативно, вкладыш 314 может быть сформирован внутри корпуса 310. Например, вкладыш 314 может быть получен способом формования, таким как переформование.
[0173] Факультативно проявляются и другие преимущества, когда вкладыш 314 находится в корпусе 310 или прикрепляется к контейнеру. Вкладыш 314 может быть прикреплен к корпусу 310, так что вкладыш 314 остается прикрепленным к корпусу 310 после того, как этот корпус отделен от контейнера. Альтернативно, вкладыш 314 может быть прикреплен к контейнеру, так что корпус 310 и вкладыш могут разделяться. Например, вкладыш 314 может быть перемещен в корпусе 310 к отверстию контейнера способом формования, таким как индукционное формование.
[0174] Факультативно проявляются и другие преимущества, когда часть, по меньшей мере, запорного элемента 302 образована из материала, обеспечивающего комфортабельное касание поверхности, так что пользователь может комфортабельно держать запорный элемент 302. Корпус 310 может содержать материал достаточной жесткости (например, ПП), сжимаемости для комфортабельного удержания (например, пенный материал) и/или тому подобные. В некоторых вариантах внешняя часть 311 корпуса 310 может содержать пенный материал для увеличения пространства, занимаемого внешней частью 311 и может давать пользователю большую возможность легкого открывания и закрывания запорного элемента 302. Например, запорный элемент 302 может иметь внутреннюю резьбовую поверхность, выполненную с возможностью свинчивания с имеющей наружную резьбу поверхностью контейнера. Увеличенная внешняя часть 311 обеспечивает увеличение возможности для пользователя легко поворачивать запорный элемент, навинчивая его на контейнер и свинчивая с него. Удачно то, что для получения запорного элемента с увеличенным диаметром требуется сходное или то же количество материала.
[0175] В некоторых вариантах часть, по меньшей мере, частей 311 и вкладыша 314 может быть образована из пенного материала для получения очень легкого запорного элемента благодаря малой плотности пенного материала. Уменьшение веса запорного элемента 302 ведет к желательному уменьшению расходов при транспортировке запорного элемента 302. Кроме того, пенный материал запорного элемента 302 позволяет уменьшить количество материала, используемого для получения запорного элемента, поскольку пенный материал может иметь значительное количество пустот.
[0176] Описанный ниже запорный элемент может быть сходным или отличным от запорного элемента, показанного на Фиг.19. Запорный элемент 330 Фиг.20 имеет корпус 331,содержащий внутреннюю часть 332 и внешнюю часть 334. Изображенная здесь стенка 335 содержит части 332, 334. Внутренняя часть 332 может определять часть, по меньшей мере, внутреннего пространства запорного элемента 330 и факультативно может иметь одну или несколько резьб 336. На Фиг.21А-21Е представлены не ограничивающие варианты запорных элементов. На Фиг.21А показан запорный элемент 340, имеющий внешнюю часть 342 и внутреннюю часть 344, образующую часть, по меньшей мере, внутреннего пространства запорного элемента 340. То есть внешняя часть 342 и внутренняя часть 344 каждая может определять часть (например, резьбы) внутренней поверхности запорного элемента 340. Внутренняя часть 344 поставлена внутрь внешней части 342; однако в других вариантах внутренняя часть 344 не поставлена внутрь внешней части 342. На Фиг.21В показан запорный элемент 350, имеющий внутреннюю часть 354, содержащую ряд слоев 356, 358. На Фиг.21С показан запорный элемент 360, имеющий ряд слоев. Внешний слой 362 образует внешнюю поверхность (включая верх и стенки) запорного элемента 360. Промежуточный слой 364 может иметь один или несколько слоев. Внутренний слой 366 имеет резьбовую контактную поверхность 368.
[0177] Запорные элементы могут иметь части или слои с изменяющейся толщиной. Как показано на Фиг.21D, одна, по меньшей мере, из частей или слоев запорного элемента 370 имеет утолщенную часть. Изображенный запорный элемент 370 имеет внутреннюю часть 374 с верхней утолщенной частью 372, имеющей толщину, большую толщины стенной части 376.
[0178] На Фиг.21Е показан многослойный запорный элемент 380, имеющий ленту 382, соединенную с внутренней частью 383 запорного элемента 380 одним или несколькими соединителями 384. Показанные на Фиг.18-21Е запорные элементы могут иметь любую подходящую структуру (структуры) или конструкцию для соединения с контейнерами. Например, запорные элементы Фиг.18-21Е могут иметь сходную конфигурацию с запорным элементом 213 (Фиг.14А). Понимается, что описанные здесь запорные элементы Фиг.18-21Е могут соединяться с контейнерами посредством резьбовых соединений, способами сварки или плавки (например, индукционной сварки), склеиванием, взаимодействием трением или тому подобным. Запорные элементы Фиг.18-21Е показаны с лентами. Однако запорные элементы могут и не иметь лент, или они могут иметь другие предотвращающие порчу индикаторы или структуры. Хотя запорные элементы Фиг.18-21Е показаны как винтовые структуры, другие типы запорных элементов (например, запорные элементы из многих частей, такие как запорные элементы с открывающейся и закрывающейся крышкой, запорные элементы с ниппелем и тому подобные) имеют сходные конструкции.
[0179] Запорные элементы могут иметь одно или несколько отделений для хранения. В отделениях могут находиться добавки, добавляемые к содержимому соответствующего контейнера. Добавки могут воздействовать на характеристики содержимого контейнера; они могут находиться в твердом, газообразном и/или жидком состоянии. В некоторых вариантах, добавки могут воздействовать на одно или несколько из следующих свойств: аромат (например, добавки могут содержать пахнущие газы/жидкости), вкус, цвет (например, добавки могут содержать красящие вещества, пигменты и т.п.), питательное содержимое (например, добавки могут содержать витамины, протеины, углеводороды и т.п.) и их комбинации. Из запорных элементов добавки могут поступать в содержимое контейнера для последующего растворения и, предпочтительно, повышая привлекательность содержимого и опыт потребления. Отделение может высвобождать добавки при удалении запорного элемента, так что смесь является свежей. Однако отделение может быть открыто до или после удаления запорного элемента из контейнера. В некоторых вариантах запорный элемент имеет отделение, разрушаемое (например, прокалываемое) после отделения запорного элемента от контейнера. Отделение может иметь структуру для высвобождения своего содержимого. Эта структура может быть вытягиваемой пробкой, обжатым колпачком или другой подходящей структурой для высвобождения содержимого отделения.
[0180] Контейнеры могут также быть закрыты уплотнением, отдельным от запорного элемента. Уплотнение может быть придано контейнеру до прикрепления запорного элемента. Может применяться способ уплотнения для прикрепления уплотнения к концу горлышка контейнера после заполнения контейнера. Уплотнение может быть сходным или отличным от того, которым вкладыши прикрепляются к запорным элементам. Уплотнения могут быть герметичными уплотнениями (предпочтительно, предохраняющими от разлива), обеспечивающими целостность содержимого контейнера. В некоторых вариантах уплотнение может содержать фольгу (предпочтительно, металлическую, такую как алюминиевая фольга); оно прикрепляется к контейнеру сваркой, такой как индукционная сварка. Однако уплотнение может быть скреплено с контейнером с использованием других подходящих способов скрепления, например, может быть использован клей.
[0181] Запорные элементы могут иметь внутреннюю поверхность, подходящую для удержания структур монтажа запорных элементов (например, резьбы, устройств кнопочных чашечек и тому подобного). Внутренняя поверхность может быть достаточно гладкой для облегчения удаления запорного элемента из контейнера. Например, запорные элементы могут содержать гладкий или обладающий малым трением материал (например, полимеры олефина) для скрепления с материалом, образующим контейнер. Если запорный элемент образован из ПЭТ, например, запорный элемент может скреплять или закрывать контейнер из ПЭТ. Таким образом, запорный элемент (включая кнопочные шапочки, отвинчивающиеся шапочки и тому подобные) может требовать относительно высокое усилие для удаления. Преимущественно, запорный элемент с гладким или обладающим малым трением материалом может уменьшать усилие удаления, облегчая удаление запорного элемента. Гладкий или обладающий малым трением материал обеспечивает, предпочтительно, достаточное трение, так что запорный элемент может оставаться соединенным с соответствующим контейнером, в то же время обеспечивая удобное удаление запорного элемента. Таким образом, для достижения желаемого усилия удаления может быть выбран гладкий или обладающий малым трением материал.
[0182] Изображенный на Фиг.20 запорный элемент 330 имеет внутреннюю часть 332, содержащую гладкий или обладающий малым трением материал (например, олефин или другой материал, имеющий низкий коэффициент трения) и внешнюю часть 334, содержащую полимер, такой как полимер олефина, пенный материал, ПЭТ и другие, описанные здесь материалы. Описанный здесь запорный элемент, содержащий гладкий или обладающий малым трением материал, может стыковаться с контейнером и обеспечивать желательное усилие удаления. Гладкий или обладающий малым трением материал, образующий запорный элемент, может быть выбран с учетом материала, образующего контейнер, чтобы обеспечить желательное взаимодействие трением. Понимается, что описанные здесь формы могут быть модифицированы с угловым проходом, с образованием внутреннего слоя запорного элемента для скрепления с контейнером.
3. Подробное описание однослойных и многослойных профилей и листов
[0183] На Фиг.22А и 22В показаны сечения листов. Листы имеют, в общем то, однородную толщину или переменную толщину. Лист на Фиг.22А это однослойный лист 389. Лист на Фиг.22В это многослойный лист 390, имеющий два слоя. Листы могут иметь любое количество слоев любой желательной толщины, определяемой, например, назначением листов. Например, листы 389, 390 можно использовать при получении упаковок, как этикетки. Часть, по меньшей мере, листов 389, 390 может содержать пенный материал. Например, листы 389, 390 могут содержать пенный материал, обеспечивающий изоляцию упаковки, к которой прикреплена этикетка. Факультативно, лист 390 может содержать один или несколько связующих слоев. Например, лист 390 может содержать связующий слой между слоями 392, 394.
[0184] Листы могут иметь различные применения и могут иметь различные формы. Например, листы могут быть разрезаны, сформованы в желательную форму (например, термическим формованием или литьем), и/или тому подобным. Сведущий специалист может выбрать желаемую форму, размер и/или конфигурацию листов, исходя из желательного применения.
[0185] На Фиг.23 показан многослойный профиль 402. Профиль 402 имеет форму трубопровода трубчатой, в основном, формы. Форма профиля 402 может быть, в основном, кольцевой, эллипсоидальной, многоугольной (включая скругленный многоугольник), их комбинацией и т.п. Изображенный здесь профиль имеет, в основном, кольцевое сечение.
[0186] В некоторых вариантах профиль 402 может являться трубопроводом, приспособленным для транспортировки текучей среды, предпочтительно, приспособленной для питьевых жидкостей. Профиль 402 может иметь внутренний слой 404 и внешний слой 406. В некоторых вариантах, один, по меньшей мере, из слоев 404, 406 может содержать ряд слоев (например, слоистый материал).
[0187] Профиль 402 может являться трубопроводом, содержащим материал, подходящий для контакта с пищевыми продуктами, и один или несколько дополнительных материалов, имеющих желательные физические свойства (например, структурные и тепловые свойства). Удачно, что внутренний слой 404, находящийся в прямом контакте с жидкой средой, предпочтительно, существенно не меняет вкус пищевых продуктов, которые в нем содержатся. Например, долгое время линии транспортировки жидкостей систем распределения напитков содержали полиолефины, изменяющие вкус. Удачно, что внутренний слой 404, предпочтительно, практически не изменяет вкус жидкой среды, проходящей через просвет 408 профиля 402. В некоторых вариантах, внешний слой 406 может обеспечивать улучшенные физические характеристики профиля 402. В других вариантах, внешний слой 406 может обеспечивать улучшенные изолирующие и/или структурные свойства профиля 402. Например, в одном из вариантов внешний слой 406 может обеспечивать повышенную противоударную устойчивость. В некоторых вариантах, внешний слой 406 может уменьшать теплопередачу через стенки профиля 402. В некоторых вариантах, внешний слой 406 может иметь высокий предел прочности, так что через профиль 402 можно пропускать текучую среду под высоким давлением. Таким образом, внутренний слой служит практически инертной поверхностью контакта с пищевыми продуктами, тогда как внешний слой (или слои) является изолирующим и/или противостоящим внешним воздействиям.
[0188] Разумеется, профиль 402 можно использовать в различных других применениях. Например, профиль 402 можно использовать в больницах (например, как линию доставки медицинских текучих сред), в процессах приготовления, в оборудовании, в системах текучих сред (например, в системах распределения съедобных текучих сред) и/или тому подобных.
4. Подробное описание упаковок
[0189] Одно или несколько из описанных здесь изделий может использоваться в одиночку или в комбинации в различных приложениях, таких как упаковка. На Фиг 24 показана система упаковки 416, включающая контейнер 420, который может быть изготовлен из описанных здесь заготовок. С концом горлышка 432 контейнера 420 может быть соединен запорный элемент 422, служащий для закрывания контейнера.
[0190] На Фиг 24 показана также этикетка 440, прикрепленная к контейнеру 420 в форме бутылки. Этикетка 440 может скрепляться с бутылкой 420 и может быть однослойной или многослойной. Этикетка 440 факультативно может содержать пенный материал.
[0191] Этикетка 440 связана, предпочтительно, с внешней поверхностью 442 контейнера 420. Этикетка 440 может быть соединена с внешней поверхностью 442 с возможностью удаления. Этикетка 440 может подсоединяться в ходе и/или после формирования контейнера 420. В изображенном здесь варианте, этикетка 440 представляет собой трубчатый рукав, окружающий часть, по меньшей мере, бутылки 420. Этикетка 440 может иметь любую форму или конфигурацию, подходящую для присоединения к бутылке и показа информации. Хотя это и не показано, этикетка 440 может быть соединена со стеклянными бутылками, металлическими бидонами и тому подобным. Далее, этикетка 440 может быть прикреплена к другим структурам или упаковкам. Например, этикетка 440 может быть прикреплена к ящику, коробке, бутылке (пластиковой бутылке, стеклянной бутылке и тому подобным), бидону и другим, описанным здесь предметам. Кроме того, этикетка может быть напечатанной. Факультативно, внешняя поверхность 446 этикетки 440 может быть обработана для получения поверхности, пригодной для печати.
[0192] Для прикрепления этикетки 440 к изделию может использоваться клей. В одном из вариантов, после того, как этикетка прикреплена к изделию, может быть раздут пенный материал, обеспечивая тепловой барьер, барьер для текучей среды, защитный слой и/или желательные структурные свойства. Пенный материал подвергают расширению, предпочтительно, путем нагревания этикетки 440. Материал этикетки 440 может быть вспенен до и/или после помещения этикетки 440 на контейнер 420. Разумеется, пенный материал этикетки 440 может быть непосредственно прикреплен к изделию без использования клея.
[0193] На Фиг.25 показан другой вариант контейнера, содержащего формуемый материал. Контейнер 450 может быть сходным или отличным от описанных выше контейнеров. В изображенном здесь варианте, контейнер 450 имеет запорный элемент 452, корпус 454 и ручку 456, присоединенную к корпусу 454. Корпус 454 может быть достаточно жестким или же упругим. Ручка 456, предпочтительно, имеет конфигурацию и размеры, обеспечивающие удобный захват пользователем. Стенка корпуса 454 может быть однослойной или многослойной стенкой. Контейнер 450 может иметь любую форму, включая форму, сходную с обычными контейнерами, используемыми для хранения пищевых жидкостей. Контейнер 450 может быть получен, например, способом экструзионного выдувания.
[0194] Изображенный на Фиг.26А контейнер 460 представляет собой упаковку (например, пищевую упаковку), содержащую, предпочтительно, пенный материал. В одном варианте лист (например, листы 389 или 390) используется для формирования части, по меньшей мере, контейнера 460, например, способом термического формования. Контейнер 460 может быть в форме упругого мешочка, пищевого контейнера или любой другой подходящей структуры.
[0195] Например, в одном варианте листы образуют полую упаковку для пищевых продуктов, таких как гамбургеры. В другом варианте листы образуют коробки (например, коробки для пиццы). В другом варианте, материал и размеры контейнера 460 могут определяться на основании желательных структурных свойств, тепловых свойств и/или других характеристик. Например, контейнер 460 может включать пенный материал, служащий для эффективной теплоизоляции контейнера 460. В другом варианте, контейнер 460 может иметь толстые стенки, так что такой контейнер 460 является достаточно жестким.
[0196] На Фиг.26В показано другое изделие, содержащее формуемый материал. В одном из вариантов, изделие 462 имеет форму подноса, выполненного с возможностью помещения на него пищевых продуктов. Поднос 462 может быть получен из листа термоформованием. Факультативно, поднос 462 может быть приспособлен для помещения внутрь контейнера или коробки.
[0197] Поднос 462 может быть выполнен с возможностью тепловой обработки. В некоторых вариантах, поднос 462 может использоваться при нагреве и повторном нагреве. На подносе 462 могут находиться пищевые продукты, которые могут нагреваться, например, тепловой лампой, микроволновой печью, печью, тостером, горячей водой и тому подобным. Микроструктура подноса 462 может определяться типом и способом его тепловой обработки. Например, поднос 462 может содержать кристаллический материал (например, кристаллический ПЭТ), улучшающий теплостойкость. В ходе теплового формирования один или несколько слоев подноса могут быть нагреты выше заданной температуры, вызывающей кристаллизацию части, по меньшей мере, одного из слоев. Таким образом, часть, по меньшей мере, подноса 462 может подвергнуться кристаллизации в процессе изготовления. В некоторых вариантах, поднос 462 может содержать однослойный или многослойный лист. Поднос 462 может иметь первый слой термопластичного материала и второй слой (например, пенный слой). Первый слой может содержать кристаллический материал (например, аморфный, частично кристаллизованный, или полностью кристаллизованный). Поднос 462 можно использовать для помещения еды в микроволновую печь. Разумеется, другие изделия, такие как контейнеры, подобные коробкам для пиццы, могут иметь сходную конфигурацию.
[0198] Изделия могут иметь также форму бидона. Бидон может иметь полимерный материал, как это здесь описано. Бидон может иметь металлический слой и один или несколько слоев другого материала. В некоторых вариантах, металлический бидон (например, алюминиевый бидон) может быть покрыт пенным материалом, таким как термопластичный материал. Часть, по меньшей мере, внешней и/или внутренней поверхности бидона может быть покрыта пенным материалом.
В. Кристаллические концы горлышка
[0199] В некоторых вариантах, пластиковые бутылки и контейнеры содержат, предпочтительно, один или несколько материалов в горлышке, конце горлышка и/или цилиндре горлышка, находящихся, по меньшей мере частично, в кристаллическом состоянии. Такие бутылки и заготовки могут иметь один или несколько слоев материалов.
[0200] В некоторых вариантах, бутылки изготавливают способом, включающим выдувание пластиковых заготовок. При некоторых обстоятельствах желательно, чтобы материал в пластиковой заготовке находился в аморфном или полукристаллическом состоянии, поскольку материалы в таком состоянии могут легко выдуваться, тогда как с полностью кристаллическим материалом этого сделано быть не может. Однако бутылки, сделанные полностью из аморфного или полукристаллического материала, могут не обладать достаточной стабильностью размеров при стандартном процессе горячего заполнения. В этих обстоятельствах бутылка, содержащая кристаллический материал, была бы предпочтительнее, поскольку она сохраняла бы свою форму в процессе горячего заполнения.
[0201] В некоторых вариантах, пластиковая бутылка имеет преимущества как кристаллической бутылки, так и аморфной или полукристаллической бутылки. При изготовлении части, по меньшей мере, верхнего конца заготовки кристаллическим и при сохранении корпуса заготовки аморфным или полукристаллическим (называемым здесь иногда «некристаллическим») можно получить заготовку, которая может легко быть выдута, и в то же время сохранять необходимые размеры в ключевой области горлышка в ходе горячего заполнения. Некоторые варианты имеют как кристаллические, так и аморфные или полукристаллические области. Это дает заготовки, имеющие достаточную прочность для использования в самых широких коммерческих применениях.
[0202] В одном или нескольких описанных здесь вариантах получают, в основном, заготовки с кристаллическими горлышками, которые затем обычно выдуваются в контейнеры для напитков. Заготовки могут быть однослойными, то есть содержать один слой основного материала, или же они могут быть многослойными. Материал в этих слоях может быть единственным материалом, или же он может быть смесью одного или нескольких материалов. В одном из вариантов предусмотрено изделие, имеющее горловинную часть и корпусную часть. Горловинная часть и корпусная часть образованы монолитным первым слоем материала. Корпусная часть в основном аморфная или полукристаллическая, а горловинная часть в основном кристаллическая.
[0203] На Фиг.1 показана предпочтительная заготовка 30. Заготовка 30 может быть получена инжекционным выдуванием, как это известно в данной области, или описанными здесь способами. Заготовка 30 имеет горловинную часть 32 и корпусную часть 34, являющиеся монолитными (т.е. единой или унитарной структурой). Удачно, что в некоторых вариантах монолитное выполнение заготовки при выдувании бутылки обеспечивает большую стабильность размеров и улучшает физические свойства в сравнении с заготовками, составленными из отдельных, соединенных между собой частей горлышка и корпуса.
[0204] При достижении кристаллического состояния горловинной части заготовки на этапе формования, конечные размеры существенно идентичны исходным размерам, за исключением случаев применения этапов дополнительного нагрева. Таким образом, минимизируются вариации размеров и достигается стабильность размеров. Это дает более стабильное соединение посредством резьбы на конце горлышка с запорными элементами и уменьшает износ элементов формования.
[0205] Хотя для выдувания предпочтительными являются некристаллические заготовки, однако для стабильности размеров предпочтительны бутылки, имеющие больший кристаллический характер из-за их стабильных размеров в ходе горячего наполнения. Соответственно, заготовки, выполненные согласно некоторым вариантам, имеют в основном некристаллическую корпусную часть и в основном кристаллическую горловинную часть. Для получения в основном кристаллической и в основном некристаллической частей в одной и той же заготовке необходимо обеспечить разную степень нагрева и/или охлаждения при формовании в областях, из которых образуются кристаллические части, по сравнению с областями, в которых в основном образуются некристаллические части. Разная степень нагрева и/или охлаждения может обеспечиваться тепловой изоляцией областей, имеющих разную температуру. Такая тепловая изоляция между резьбой, корпусом и/или границей полости может быть дополнена комбинацией материалов с малой и высокой теплопроводностью, как включенных или отдельных компонент на соединяющихся поверхностях этих частей.
[0206] Некоторые предпочтительные способы дополняют получение заготовок в предпочтительном временном цикле непокрытых заготовок такого же размера стандартными способами, используемыми в настоящее время при производстве заготовок. Кроме того, предпочтительные способы дают возможность механической обработки и технических способов, обеспечивающих одновременное получение кристаллических и аморфных областей в заданных местах одной и той же заготовки.
[0207] В одном из вариантов предусмотрена форма для получения заготовки, содержащая горловинную часть, имеющую первую систему контроля температуры формы (например, каналы охлаждения/нагрева), корпусную часть, имеющую вторую систему контроля температуры формы, и сердечник, имеющий третью систему контроля температуры, причем первая система контроля температуры независима от второй и третьей систем контроля температуры, а горловинная часть теплоизолирована от корпусной части и сердечника.
[0208] Охлаждение формы в областях, в которых образуются поверхности заготовки, для которых предпочтителен в основном аморфный или полукристаллический материал, может осуществляться охлажденной текучей средой, циркулирующей в полостях формы и сердечника. В некоторых вариантах, устройство формы подобно традиционно используемым инжекционным формовочным устройствам, за исключением того, что здесь имеется независимая сеть текучей среды или система электрического нагрева частей формы, в которых образуются кристаллические части заготовки. Тепловая изоляция корпуса формы, конца горлышка формы и секции сердечника может быть обеспечена использованием включений, имеющих низкую теплопроводность. Горлышко, конец горлышка и/или цилиндрические части горлышка формы поддерживают, предпочтительно, при более высокой температуре для более медленного охлаждения, способствующего кристаллизации материала в ходе охлаждения.
[0209] Приведенные выше варианты, так же как и приведенные далее варианты и технологии, касающиеся заготовок, имеющих как кристаллические, так и аморфные или полукристаллические области, описаны в патентах США №6.217.818 Коллетт и др., 6.428.737 Коллетт и др., патентной публикации США №2003/0031814 А1 Хатчинсон и др. и в публикации РСТ № WO 98/46410 Коха и др.
Подробное описание некоторых предпочтительных материалов
1. Общее описание предпочтительных материалов
[0210] Далее, описанные здесь изделия могут конкретнее быть описаны в связи с конкретными материалами, такими как терефталат полиэтилена (ПЭТ) или полипропилен (ПП), однако предпочтительные способы применимы ко многим другим термопластикам, включая термопластики типа полиэфира и полиолефина. Одни или совместно один с другим могут быть использованы другие подходящие материалы, включая, но не ограничиваясь ими, пенные материалы, различные полимеры и реактопласты, термопластичные материалы, такие как полиэфиры, полиолефины, включая полипропилен и полиэтилен, поликарбонаты, полиамиды, включая нейлоны (например, Nylon 6, Nylon 66, MXD6), полистерены, эпоксиды, акрилы, сополимеры, смеси, привитые полимеры и/или модифицированные полимеры (мономеры или их части, имеющие другие группы в качестве боковых групп, например, олефин-модифицированные полиэфиры). Эти материалы могут быть использованы одни или совместно один с другим. Более конкретные примеры материалов содержат, но не ограничиваются ими, сополимер этилен винилового спирта ("EVOH"), этилен виниловый ацетат ("EVA"), этилен акриловую кислоту ("ЕАА"), линейный полиэтилен малой плотности ("LLDPE"), полиэтилен 2,6- и 1,5-нафталат (ПЭН), полиэтилен терефталат гликоль (ПЭТГ), поли(циклогексилендиметилен терефталат), полистрирен, циклоолефин, сополимер, поли-4-метилпентен-1, поли(метил метакрилат), акрилонитрил, поливинил хлорид, поливинилидин хлорид, стерен акрилонитрил, акрилонитрил-бутадиен-стерен, полиацетал, полибутилена терефталат, иономер, полисульфон, политетра-фторэтиден, политетраметилен 1,2-диоксибензоат и сополимеры этилен терефталата и этилен изофталата.
[0211] Используемый здесь термин «полиэтилен терефталат гликоль» (ПЭТГ) относится к сополимеру ПЭТ, когда дополнительный сомономер, циклогексан диметанол (ЦГДМ) добавлен в значительных количествах (например, приблизительно 40% или более по весу) к смеси ПЭТ. В одном из вариантов, предпочтительный материал ПЭТГ в основном аморфен. Подходящие материалы ПЭТГ могут быть получены из различных источников. Одним из таких источников является Воридан, отделение Истман Кемикал Компании. Другие сополимеры ПЭТ включают ЦГДМ на низких уровнях, так что получаемый материал остается кристаллизованным или полукристаллизованным. Примером сополимера ПЭТ, содержащего низкие уровни ЦГДМ, является смола Voridian 9921.
[0212] В некоторых вариантах могут использоваться привитые или модифицированные полимеры. В одном из вариантов, привитыми или модифицированными могут быть полипропилен или другие полимеры с полярными группами, включающими, но не ограничиваясь ими, малеиновый ангидрид, глицидил метакрилат, акрил метакрилат и/или подобные соединения, улучшающие адгезию. В других вариантах полипропилен используется также для осветленного полипропилена. Используемый здесь термин «осветленный полипропилен» является широким термином, используется в соответствии с его обычным значением и может включать, без ограничений, полипропилен, содержащий ингибиторы образования ядер и/или осветляющие добавки. Осветленный полипропилен обычно является прозрачным материалом по сравнению с гомополимером или блокирующим сополимером полипропилена. Включение ингибитора образования ядер помогает предотвратить и/или уменьшить кристаллизацию, приводящую к затуманиванию полипропилена внутри полипропилена. Осветленный полипропилен может быть получен из различных источников, таких как Доу Кемикал Ко. Альтернативно, в полипропилен можно добавлять ингибиторы образования ядер. Одним из подходящих источников ингибиторов образования ядер является Шульман.
[0213] Факультативно, материалы могут содержать микроструктуры, такие как микрослои, микросферы и их комбинации. В некоторых вариантах предпочтительными вариантами могут быть материалы натуральные, неиспользованные, бывшие в употреблении, доизмельченные, регенерированные и/или их комбинации.
[0214] Используемый здесь термин «ПЭТ» включает, но не ограничивается им, модифицированный ПЭТ, а также ПЭТ, смешанный с другими материалами. Одним из примеров модифицированного ПЭТ является «ПЭТ с высоким IPA», или IPA-модифицированный ПЭТ, относящийся к ПЭТ, в котором содержание IPA составляет, предпочтительно, более 2% по весу, включая 2-10% по весу IPA, также включая 5-10% по весу IPA. ПЭТ может быть натуральным, неиспользованным, бывшим в употреблении, регенерированным или доизмельченным ПЭТ, сополимерами ПЭТ и их комбинациями.
[0215] В вариантах предпочтительных способов и процессов один или несколько слоев может содержать барьерные слои, слои защиты от УФ, слои, поглощающие кислород, слои, поглощающие двуокись углерода, барьерные слои для двуокиси углерода и другие слои, необходимые при конкретном применении. Используемые здесь термины «барьерный материал», «барьерная смола» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам, которые, при использовании в предпочтительных способах и процессах, имеют малую проницаемость для кислорода и двуокиси углерода, чем один или несколько слоев. Используемые здесь термины «защита от УФ» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам, которые обладают более высоким поглощением УФ, чем один или несколько слоев изделия. Используемые здесь термины «удаление кислорода» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам, имеющим более высокий коэффициент поглощения кислорода, чем один или несколько слоев изделия. Используемые здесь термины «кислородный барьер» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам, пассивным или активным по природе, замедляющим передачу кислорода в изделие и/или из него. Используемые здесь термины «удаление двуокиси углерода» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам, имеющим более высокий коэффициент поглощения двуокиси углерода, чем один или несколько слоев изделия. Используемые здесь термины «барьер для двуокиси углерода» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам, пассивным или активным по природе, замедляющим передачу двуокиси углерода в изделие и/или из него. Не желая быть связанными какими-либо теориями, заявители считают, что при использовании излишне газированных продуктов, например, легких освежающих напитков, содержащихся в изделии, наличие поглотителя двуокиси углерода в одном или нескольких слоях изделия позволяет избытку углекислоты насыщать слой, содержащий поглотитель двуокиси углерода. Поэтому при выходе двуокиси углерода из изделия в атмосферу она сначала покидает этот слой изделия, а не продукт, содержащийся в изделии. Используемые здесь термины «сшитый», «сшитые» и тому подобные являются широкими терминами, используются в их обычном значении и относятся, без ограничений, к материалам и покрытиям, различным по степени сшивания, от очень малой степени сшивания до полностью сшитых материалов, таких как эпоксидный реактопласт. Степень сшивания можно регулировать, обеспечивая подходящую степень химического или механического сопротивления порче в определенных обстоятельствах. Используемый здесь термин «связующий материал» является широким термином, используется в его обычном значении и относится, без ограничений, к газу, жидкости или суспензии, содержащим материал, способствующий физическому и/или химическому связыванию вместе двух материалов, включая, но не ограничиваясь ими, клеящими материалами, поверхностно модифицирующими агентами, реакционными материалами и тому подобными.
1. Предпочтительные материалы
[0216] В предпочтительном варианте материалы содержат термопластичные материалы. Более предпочтительные материалы включают «Термопластики типа фенокси». Термопластики типа фенокси, как этот термин используется здесь, включают широкое множество материалов, включая те, которые были описаны в WO 99/20462. В одном из вариантов, материалы включают термопластичные эпоксидные смолы (ТПЭС), частный случай термопластиков типа фенокси. Другой частный случай термопластиков типа фенокси и термопластичных материалов - это предпочтительные полимеры гидрокси-фенокси эфира, из которых сополимеры полигидроксиаминэфира (ПГАЭ) являются более предпочтительным материалом. См., например, патенты США №№6.455.116, 6.180.715, 6.011.111, 5.834.078, 5.814.373, 5.464.924 и 5.275.853, см. также международные заявки №№ WO 99/48962, WO 99/12995, WO 98/29491 и WO 98/14498. В некоторых вариантах ПГАЭ являются ТПЭС.
[0217] Предпочтительно, термопластики типа фенокси, используемые в предпочтительных вариантах, содержат один из следующих типов:
(1) гидрокси- функциональный поли-(амидо эфиры), имеющие повторяющиеся элементы, представленные любой из следующих формул Ia, Ib или Ic:


или
(2) поли(гидрокси амидо эфиры), имеющие повторяющиеся элементы, представленные независимо любой из следующих формул: IIa, IIb или IIc:


или

(3) амидо- и гидроксиметил-функциональные полиэфиры, имеющие повторяющиеся элементы, представленные формулой III:

(4) гидрокси-функциональные полиэфиры, имеющие повторяющиеся элементы, представленные формулой IV:

(5) гидрокси-функциональные поли(эфир сульфонамиды), имеющие повторяющиеся элементы, представленные формулой Va или Vb:


(6) поли(гидрокси эфир эфиры), имеющие повторяющиеся элементы, представленные формулой VI:

(7) полимеры гидрокси-феноксиэфира, имеющие повторяющиеся элементы, представленные формулой VII:

и
(8) поли(гидроксиамино эфиры), имеющие повторяющиеся элементы, представленные формулой VIII:

где каждый Ar в отдельности представляет собой двухвалентный ароматический остаток, замещенный двухвалентным ароматическим остатком или гетероароматическим остатком, или комбинацией различных двухвалентных ароматических остатков, замещенных ароматических остатков или гетероароматических остатков, R индивидуально является водородом или одновалентным углеводородным остатком; каждый Ar1 является двухвалентным ароматическим остатком или комбинацией двухвалентных ароматических остатков, имеющих амидную или гидроксиметильную группы; каждый Ar2 является таким же или отличным от Ar и индивидуально является двухвалентным ароматическим остатком, замещенным ароматическим остатком или гетероароматическим остатком, или комбинацией различных двухвалентных ароматических остатков, замещенных ароматических остатков или гетероароматических остатков; R1 индивидуально является преимущественно углеводородным остатком, таким как двухвалентный ароматический остаток, замещенный двухвалентный ароматический остаток, двухвалентный гетероароматический остаток, двухвалентный алкиленовый остаток, двухвалентный замещенный алкиленовый остаток, или двухвалентный гетероалкиленовый остаток, или комбинации таких остатков; R2 индивидуально является одновалентным углеводородным остатком; А является аминоостатком или комбинацией различных аминоостатков; Х является амино, арилендиокси, арилендисульфонамидо или арилендикарбокси остатком или комбинацией таких остатков; и Ar3 является «кардо» остатком, представленным одной из формул:
 ,
,  ,
,

[0218] где Y это ноль, ковалентная связь или связующая группа, причем подходящая связующая группа включает, например, атом кислорода, атом серы, карбонильный атом, сульфонильную группу, или метиленовую группу, или подобное связующее; n является целым числом примерно от 10 до 1000; x имеет значения от 0,01 до 1,0; и y имеет значения от 0 до 0,5.
[0219] Термин «преимущественно гидрокарбуленовый» означает двухвалентный радикал, являющийся преимущественно углеводородом, но который факультативно содержит небольшое количество гетероатомного остатка, такого как кислород, сера, имино, сульфонил, сульфоксил и тому подобные.
[0220] Представленные формулой I гидрокси-функциональные поли(амидо эфиры) получают, предпочтительно, путем взаимодействия N,N'-бис(гидроксифениламидо)алкана или арена с диглицидил эфиром, как это описано в патентах США №№5.089.588 и 5.143.998.
[0221] Поли(гидрокси амидо эфиры), представленные формулой II, получают взаимодействием бис(гидроксифениламидо)алкана или арена, или комбинации 2 или нескольких таких соединений, как N,N'-бис(3-гидроксифенил)адифамида или N,N'-бис(3-гидроксифенил)глютарамида, с эпигалоксидрином, как это описано в патенте США №5.134.218.
[0222] Амидо и гидроксиметил-функциональные полиэфиры, представленные формулой III, могут быть получены, например, путем реакции диглицидил эфиров, таких как диглицидил эфир бисфенол А, с дигидро фенолом, содержащим висячий амидо, N-замещенный амидо и/или гидроксиалкил остатки, такие как 2,2-бис(4-гидроксифенил)ацетамид и 3,5-дигидроксибензамид. Эти полиэфиры и их получение описаны в патентах США №№5.115.075 и 5.218.075.
[0223] Гидрокси-функциональные полиэфиры, представленные формулой IV, могут быть получены, например, реакцией диглицидил эфира или комбинации диглицидил эфиров с дигидро фенолом или с комбинацией дигидро фенолов, с использованием способа, описанного в патенте США №5.164.472. Альтернативно, гидрокси-функциональные полиэфиры получают реакцией дигидро фенола или комбинации дигидро фенолов с эпигалогидрином способом, описанным Рейнкингом, Барнабео и Галом в Journal of Applied Polymer Science, том 7, стр.2135 (1963 г.).
[0224] Гидрокси-функциональные поли(эфир сульфонамиды) представленные формулой V, получают, например, полимеризацией N,N'-диалкил или N,N'-диарилдисульфонамида с диглицидил эфиром, как это описано в патенте США №5.149.768.
[0225] Поли(гидрокси эфир эфиры), представленные формулой VI, получают реакцией диглицидил эфиров алифатических или ароматических двойных кислот, таких как диглицидил терефталат, или диглицидил эфиры дигидро фенолов с алифатическими или ароматическими двойными кислотами, такими как адифичная кислота или изофталичная кислота. Эти полимеры описаны в патенте США №5.171.820.
[0226] Полимеры гидрокси-феноксиэфира, представленные формулой VII, получают, например, взаимодействием одного, по меньшей мере, динуклеофильного мономера с одним, по меньшей мере, диглицидил эфиром кардо бис фенола, такого как 9,9-бис(4-гидроксифенил)флюорен, фенолфталеин или фенолфталимидин или замещенный кардо бис фенол, такой как замещенный бис(гидроксифенил)флюорен, замещенный фенолфталеин или замещенный фенолфталимидин в условиях, достаточных для реакции нуклеофильных остатков динуклеофильного мономера с эпоксидными остатками с образованием полимерного скелета, содержащего свободные гидрокси остатки и эфиры, имино, амино, сульфонамидо или эфирные связи. Эти полимеры гидрокси-феноксиэфира описаны в патенте США №5.184.373.
[0227] Поли(гидроксиамино эфиры) («ПГАЭ» или полиэфир амины), представленные формулой VIII, получают реакцией одного или нескольких диглицидил эфиров дигидрированного фенола с амином, имеющим два амино водорода в условиях, достаточных для проведения реакции амино остатков с эпоксидными остатками с образованием полимерного скелета, имеющего аминные связи, эфирные связи и свободные гидроксильные остатки. Эти соединения описаны в патенте США №5.275.853. Например, сополимеры полигидроксиаминоэфира могут быть получены из резорцин диглицидил эфира, гидроквинон диглицидил эфира, бисфенол А диглицидил эфира или их смесей.
[0228] Полимеры гидрокси-феноксиэфиров являются продуктами реакции конденсации дигидрированного многоядерного фенола, такого как бисфенол А и эпигалогидрина, и имеют повторяющиеся элементы, представленные формулой IV, где Ar является остатком изопропилиден дифенилена. Способ их получения описан в патенте США №3.305.528, включенном в настоящее описание во всей его полноте посредством ссылки на него. Один из предпочтительных, не ограничивающих гидрокси-феноксиэфир полимеров, PAPHEN 25068-38-6, имеется в продаже у Фенокси Ассосиатес, Инк. Другие предпочтительные фенокси смолы продаются InChem® (Рок Хилл, Южная Каролина), эти материалы включают также, но не ограничиваются ими, производственными линиями INCHEMREZtm PKHH и PKHW.
[0229] В общем, предпочтительные материалы фенокси типа образуют стабильные водные растворы или дисперсии. Предпочтительно, контакт с водой не меняет в худшую сторону свойства растворов/дисперсий. Предпочтительные материалы имеют примерно от 10 до 50% твердого вещества, включая примерно 15%, 20%, 25%, 30%, 35%, 40% и 45%, и интервалы, охватывающие эти значения. Предпочтительно, используемый материал растворяют или диспергируют в полярных растворителях. Такие полярные растворители включают, но не ограничиваются ими, воду, спирты и гликоль эфиры. См., например, патенты США №№6.455.116, 6.180.715 и 5.834.078, в которых описаны некоторые предпочтительные растворы и/или дисперсии фенокси типа.
[0230] Одним из предпочтительных материалов типа фенокси является сополимер поли(гидроксиамино эфира) «ПГАЭ», представленный формулой VIII, его дисперсия или раствор. При подаче на контейнер или заготовку дисперсии или раствора, значительно уменьшается скорость проникновения многих газов предсказуемым и хорошо известным образом через стенки контейнера. Дисперсия или полученный из нее латекс содержат 10-30% твердого вещества. Раствор дисперсии ПГАЭ может быть получен взбалтыванием или иным возмущением ПГАЭ в водном растворе с органической кислотой, предпочтительно, уксусной или фосфорной кислотами, но включая также молочную, малеиновую или лимонную, или гликолевую кислоты и/или их смеси. Эти растворы/дисперсии ПГАЭ включают также соли органических кислот, получаемые реакцией полигидроксиаминоэфиров с этими кислотами.
[0231] В других предпочтительных вариантах термопластики типа фенокси соединены или смешаны с другими материалами способами, известными лицам, сведущим в данной области. В некоторых вариантах, в смесь может быть добавлено вещество, облегчающее совместимость ее составляющих. При использовании такого вещества улучшается, предпочтительно, одно или несколько свойств смеси, такие свойства включают, но не ограничиваются ими, цвет, сухость и клейкость слоя, содержащего эту смесь, с другими слоями. Одна из предпочтительных смесей включает один или несколько термопластиков типа фенокси и один или несколько полиолефинов. Предпочтительные полиолефины содержат полипропилен. В одном варианте, полипропилен или другие полиолефины могут быть привиты или модифицированы полярными молекулами или мономерами, включая, но не ограничиваясь ими, малеиновый ангидрид, глицидил метакрилат, акрил метакрилат и/или подобные соединения, повышающие совместимость.
[0232] Примерами подходящих растворов или дисперсий фенокси типа являются следующие растворы или дисперсии ПГАЭ, которые могут быть использованы, если один или несколько слоев смол накладывается в жидком виде, окунанием, обливанием или распылением, как это описано в WO 04/004929 и патенте США №6.676.883. Одним из подходящих материалов является экспериментальная барьерная смола BLOX®, например, XU-19061.00, содержащая ортофосфорную кислоту, выпускаемая корпорацией Доу Кемикел. Известно, что эта конкретная дисперсия ПГАЭ имеет следующие типичные характеристики: 30% твердого вещества, удельная плотность 1,30, рН 4, вязкость 24 сантипуаза (Brookfield, 60 rpm, LVI, 22°C), с размером частиц между 1.400 и 1.800 ангстрем. Другие подходящие материалы включают смолы BLOX® 588-29 на основе ресорсинола, показавшие также превосходные результаты в качестве барьерных материалов. Известно, что эта конкретная дисперсия ПГАЭ имеет следующие типичные характеристики: 30% твердого вещества, удельная плотность 1,2 рН 4,0, вязкость 20 сантипуаза (Brookfield, 60 rpm, LVI, 22°C), с размером частиц между 1.500 и 2000 ангстрем. Полезными могут оказаться и другие химические свойства вариаций полигидроксиаминоэфиров, таких как кристаллические версии на основе диглицидил эфиров гидроквинона. Другие подходящие материалы включают растворы/дисперсии полигидроксиаминоэфиров от Империал Кемикел Индустриз ("ICI," Огайо, США), продаваемые под названием OXYBLOK. В одном из вариантов, растворы или дисперсии ПГАЭ могут быть перекрестно связаны частично (полуперекрестно связаны), полностью, или в любой точно определенной желательной степени, подходящей для данного применения, путем добавления подходящего материала, образующего перекрестную связь. Преимущества перекрестных связей включают, но не ограничиваются ими, одно или несколько из следующих: повышенную химическую стойкость, повышенную стойкость к истиранию, малую цветность, малое поверхностное натяжение. Примеры материалов с перекрестными связями включают, но не ограничиваются ими, формальдегид, ацеталдегид или другие члены семейства альдегидных материалов. Подходящие материалы с перекрестными связями обеспечивают также изменение Tg материала, что может облегчить формирование конкретных контейнеров. Другие подходящие материалы включают промежуточные дисперсии смол серий BLOX® 5000, BLOX® XUR 588-29, BLOX® 0000 и 4000. Растворители, используемые для растворения этих материалов, включают, но не ограничиваются ими, полярные растворители, такие как спирты, воду, гликоль эфиры или их смеси. Другие подходящие материалы включают, но не ограничиваются, BLOX® R1.
[0233] В одном из вариантов, предпочтительные термопластики типа фенокси растворимы в аквокислоте. Раствор/дисперсия полимера может быть получена взбалтыванием или иным возмущением термопластичной эпоксиды в растворе воды с органической кислотой, предпочтительно, уксусной или фосфорной кислотами, но также включая молочную, малеиновую, лимонную или гликолевую кислоты и/или их смеси. В предпочтительном варианте концентрация кислоты в полимерном растворе находится, предпочтительно, в интервале около 5-20%, включая около 5-10% по весу от общего веса. В других предпочтительных вариантах, концентрация кислоты находится ниже примерно 5% или выше примерно 20% и может варьироваться в зависимости от таких факторов, как тип полимера и его молекулярный вес. В других предпочтительных вариантах, концентрация кислоты находится в пределах примерно от 2,5 до 5% по весу. Количество растворенного полимера в предпочтительном варианте находится в пределах примерно от 0,1 до 40%. Предпочтительным является однородный и свободно текущий раствор полимера. В одном варианте 10% раствор полимера готовят, растворяя полимер в 10% уксусной кислоте при 90°С. Затем еще горячий раствор растворяют в 20% дистиллированной воды, получая 8% раствор полимера. При более высоких концентрациях полимера раствор полимера бывает более вязким.
[0234] Примеры предпочтительных материалов сополимеров способов их получения описаны в патенте США №4.578.295 Джабраина. В основном, их получают нагревом смеси одного, по меньшей мере, реагента, выбранного из изофталевой кислоты, терефталевой кислоты и их от С1 до С4 алкильных эфиров с 1,3 бис(2-гидроксиэтокси)бензен и этилен гликолями. Факультативно, смесь может далее содержать один или несколько эфирообразующих дигидрокси углеводородов и/или бис(4-β-гидроксиэтоксифенил)сульфона. Наиболее предпочтительные материалы сополимеров имеются у Митсуи Петрокемикал Инд. Лтд (Япония), как В-010, В-030 и другие из этого семейства.
[0235] Примеры предпочтительных полиамидных материалов включают MXD-6 от Мицубиси Газ Кемикал (Япония). Другие предпочтительные полиамидные материалы включают Нейлон 6 и Нейлон 66. Другие предпочтительные полиамидные материалы - это смеси полиамида и полиэфира, включая содержащие около 1-20% по весу полиэфира, более предпочтительно, около 1-10% по весу полиэфира, где полиэфир является, предпочтительно, ПЭТ или модифицированный ПЭТ. В другом варианте предпочтительные полиамидные материалы являются смесями полиамида и полиэфира, включая смеси, содержащие около 1-20% полиамида по весу, более предпочтительно, около 1-10% полиамида по весу, и где полиэфир предпочтительно является ПЭТ или модифицированный ПЭТ. Смеси могут быть обычными смесями, или они могут быть сделаны совместимыми с антиоксидантами или другим материалом. Примеры таких материалов включают материалы, описанные в опубликованной заявке на патент США №2004/0013833, поданной 21 марта 2003 г., которая настоящим включается во всей полноте в данное описание путем ссылки на нее. Другие предпочтительные полиэфиры включают, но не ограничиваются ими, сополимеры ПЭН и ПЭТ/ПЭН.
1. Предпочтительные пенные материалы
[0236] Используемый здесь термин «пенный материал» является широким термином, используется в его обычном значении и может включать, без ограничений, пенный агент, смесь пенного агента и материала связующего или носителя, расширяющийся клеточный материал и/или материал, имеющий пустоты. Термины «пенный материал» и «расширяющийся материал» используются здесь взаимозаменяемо. Предпочтительный пенный материал может иметь одну или несколько физических характеристик, улучшающих тепловые и/или структурные характеристики изделий (например, контейнеров) и может делать предпочтительные варианты способными противостоять воздействию и физическим нагрузкам, которые обычно испытывают контейнеры. В одном варианте пенный материал обеспечивает структурную поддержку контейнеру. В другом варианте пенный материал образует защитный слой, снижающий возможность повреждения контейнера в ходе обработки. Например, пенный материал может обеспечивать сопротивление истиранию, что уменьшает поломки контейнеров при транспортировке. В одном из вариантов, защитный слой пены может повышать сопротивление контейнера ударам или давлению и тем самым предотвращать или сокращать поломку контейнеров. Кроме того, в другом варианте пена может обеспечивать удобную поверхность захвата и/или повышать эстетичность или привлекательность контейнера.
[0237] В одном из вариантов, пенный материал содержит пенящий или пузырьковый агент и материал носителя. В одном предпочтительном варианте пенящий агент содержит расширяемые структуры (например, микросферы), которые могут расширяться и взаимодействовать с материалом носителя, образуя пену. Например, пенящий агент может представлять собой термопластичные микросферы, такие как микросферы EXPANCEL®, продаваемые Акзо Нобель. В одном варианте, микросферы могут представлять собой термопластичные полые сферы, содержащие термопластичные ячейки, заключающие в себе газ. Предпочтительно, при нагревании микросфер термопластичные ячейки размягчаются, а газ увеличивает давление в них, вызывая расширение микросфер от первоначального положения до расширенного положения. Расширенные микросферы и часть, по меньшей мере, материала носителя, могут образовывать пенную часть описанных здесь изделий. Пенный материал может образовывать слой, содержащий единственный материал (например, в основном гомогенную смесь пенящего агента и материала носителя), смесь или купаж материалов, матрицу двух или более материалов, два или несколько слоев, или ряд микрослоев (ламеллы), включающие, предпочтительно, по меньшей мере, два различных материала. Альтернативно, микросферы могут быть из любого другого подходящего материала с управляемым расширением. Например, микросферы могут представлять собой структуры, содержащие материалы, выделяющие газ внутри или из структур. В одном из вариантов, микросферы представляют собой полые структуры, содержащие химикаты, производящие или содержащие газ, причем повышение давления газа вызывает расширение и/или разрыв структур. В другом варианте, микросферы представляют собой структуры, выполненные из, и/или содержащие, один или несколько материалов, разлагающихся или реагирующих с выделением газа, при этом микросферы расширяются и/или разрушаются. Факультативно, микросферы могут быть, в основном, твердыми структурами. Факультативно, микросферы могут быть ячейками, заполненными твердым веществом, жидкостью и/или газами. Микросферы могут иметь любую конфигурацию и форму, подходящие для получения пены. Например, микросферы могут быть, в основном, сферическими. Факультативно, микросферы могут быть удлиненными или наклонными сфероидами. Факультативно, микросферы могут содержать любой газ или смесь газов, подходящих для расширения микросфер. В одном из вариантов, газ может включать инертный газ, такой как азот. В одном из вариантов, газ обычно является негорючим. Однако в некоторых вариантах ячейки микросфер могут быть заполнены не инертным и/или горючим газом. В некоторых вариантах, пенный материал может включать пенящие или разрушающие агенты, известные в данной области. Дополнительно, пенный материал может быть главным образом или полностью пенящим агентом.
[0238] Хотя некоторые предпочтительные варианты содержат микросферы, которые в основном не разрушаются или разрываются, другие варианты содержат микросферы, которые могут разрушаться, разрываться, ломаться и/или тому подобное. Факультативно, часть микросфер может ломаться, тогда как оставшаяся часть микросфер не будет сломана. В некоторых вариантах ломаются микросферы примерно до 0,5%, 1%, 2%, 3%, 4%, 5%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% по весу и в интервалах, включающих эти величины. В одном варианте, например, основная часть микросфер может быть разорвана и/или сломана при их расширении. Кроме того, могут быть использованы различные купажи и смеси микросфер для получения пенного материала.
[0239] Микросферы могут быть получены из любого материала, подходящего для получения расширения. В одном варианте, микросферы могут иметь ячейки, включающие полимер, смолу, термопластик, реактопласт, или тому подобные, как это здесь описано. Ячейки микросфер могут содержать единственный материал или смесь двух или более различных материалов. Например, микросферы могут иметь внешнюю оболочку, содержащую этилен винил ацетат (ЭВА), терефталат полиэтилена (ПЭТ), полиамиды (например, нейлон 6 и нейлон 66), полиэтилен терефталат гликоль (ПЭТГ), ПЭН, сополимеры ПЭТ и их комбинации. В одном из вариантов, сополимер ПЭТ включает сополимер ЦГДМ на уровне между тем, что обычно называют ПЭТГ и ПЭТ. В другом варианте, для получения оболочек микросфер к ПЭТ добавляют такие сополимеры, как DEG и IPA. Для достижения желаемого расширения микросфер можно подобрать подходящую комбинацию типа материалов, размера и внутреннего газового содержания. В одном из вариантов, микросферы имеют оболочки из высокотемпературного материала (например, ПЭТГ или сходного материала), способного к расширению под воздействием высокой температуры, предпочтительно, без разрушения микросфер. Если микросферы имеют оболочки из низкотемпературного материала (например, такого как ЭВА), микросферы могут разрушаться под воздействием высокой температуры, желательной для обработки некоторых материалов носителей (например, ПЭТ или полипропилена, имеющих высокую температуру плавления). В определенных обстоятельствах, например, микросферы EXPANCEL® могут разрушаться при обработке при относительно высоких температурах. Удачно, что средне- или высокотемпературные микросферы могут использоваться с материалом носителя, имеющим относительно высокую температуру плавления для получения управляемого расширяемого пенного материала без разрушения микросфер. Например, микросферы могут содержать среднетемпературный материал (например, ПЭТГ) или высокотемпературный материал (например, акрилонитрил) и могут быть пригодны для относительно высокотемпературного применения. Таким образом, разрушающий агент для пенящих полимеров можно выбрать с учетом используемых температур обработки.
[0240] Пенный материал может представлять собой матрицу, включающую материал носителя, предпочтительно такой материал, который может быть смешан с разрушающим агентом (например, микросферы) для получения расширяемого материала. Материал носителя может быть термопластиком, реактопластом или полимерным материалом, таким как этилен акриловая кислота (ЭАК), этилен винил ацетат (ЭВА), линейный полиэтилен малой плотности (ЛПЭМП), полиэтилен терефталат гликоль (ПЭТГ), поли(гидроксиамино эфиры) (ПГАЭ), ПЭТ, полиэтилен, полипропилен, полистерен (ПС), пульпа (например, пульпа древесных или бумажных волокон, или пульпа, смешанная с одним или несколькими полимерами), их смеси и тому подобные. Однако, для достижения одной или нескольких желаемых тепловых, структурных, оптических и/или иных характеристик пены можно использовать и другие материалы, подходящие для переноса пенящего агента. В некоторых вариантах, материал носителя имеет свойства (например, высокий показатель плавления), обеспечивающие более легкое и быстрое расширение микросфер, сокращая, тем самым, время цикла, что ведет к повышению производительности.
[0241] В предпочтительных вариантах форматируемый материал может содержать два или более компонента, включая ряд компонент, имеющих каждый разные интервалы обработки и/или физические свойства. Можно скомбинировать компоненты таким образом, что форматируемый материал будет иметь одну или несколько желательных характеристик. Для получения желаемого интервала обработки и/или физических свойств можно менять пропорцию компонент. Например, первый материал может иметь интервал обработки, сходный или отличный от интервала обработки второго материала. Интервал обработки может включать, например, давление, температуру, вязкость или тому подобные. При этом компоненты форматируемого материала могут смешиваться для получения желательного для формования материала интервала, например, давления или температуры.
[0242] В одном из вариантов комбинация первого материала и второго материала может привести к материалу, имеющему интервал обработки, более желательный, чем интервал обработки второго материала. Например, первый материал может подходить для обработки в более широком интервале температур, а второй материал может подходить для обработки в более узком интервале температур. Материал, имеющий часть, образованную первым материалом, и другую часть, образованную вторым материалом, может подходить для обработки в интервале температур, более широком, чем узкий интервал температур обработки второго материала. В одном из вариантов, интервал обработки многокомпонентного материала сходен с интервалом обработки первого материала. В одном из вариантов, форматируемый материал содержит многослойный лист или тубу, содержащие слой, включающий ПЭТ, и слой, включающий полипропилен. Материал, полученный как из ПЭТ, так и из полипропилена, может обрабатываться (например, экструзией) в широком интервале температур, таком же, что и интервал температур обработки, подходящий для ПЭТ. Интервал обработки может задаваться для одного или нескольких параметров, таких как давление, температура, вязкость и/или тому подобные.
[0243] Факультативно, количество каждого компонента материала может меняться для достижения желательных интервалов обработки. Факультативно, материалы можно комбинировать для получения форматируемого материала, подходящего для обработки в желательном интервале давления, температуры, вязкости и/или тому подобных. Например, может быть увеличена пропорция материала, имеющего более желательный интервал обработки, и может быть уменьшена пропорция материала, имеющего менее желательный интервал обработки, для получения материала, имеющего интервал обработки, очень похожий или существенно такой же, что и интервал обработки первого материала. Разумеется, если наиболее желательный интервал обработки находится между первым интервалом обработки первого материала и вторым интервалом обработки второго материала, пропорцию первого и второго материала можно выбрать для достижения желательного интервала обработки форматируемого материала.
[0244] Факультативно, для получения желательного интервала обработки конечного материала можно скомбинировать ряд материалов, имеющих каждый сходные или различные интервалы обработки.
[0245] В одном из вариантов могут быть изменены реологические характеристики форматируемого материала путем изменения одного или нескольких его компонент, имеющих разные реологические характеристики. Например, субстрат (например, ПП) может иметь высокую устойчивость к плавлению и быть податливым экструзии. ПП можно скомбинировать с другим материалом, таким как ПЭТ, который имеет низкую устойчивость к плавлению, что затрудняет его экструзию, получая материал, подходящий для процессов экструзии. Например, слой ПП или другого крепкого материала может поддерживать слой ПЭТ в ходе совместной экструзии (например, горизонтальной или вертикальной совместной экструзии). При этом, форматируемый материал, полученный из ПЭТ и полипропилена, может обрабатываться, например, экструзией в интервале температур, обычно подходящем для ПП и обычно неподходящем для ПЭТ.
[0246] В некоторых вариантах, композиция форматируемого материала может быть выбрана для воздействия на одно или несколько свойств изделия. Например, тепловые свойства, структурные свойства, барьерные свойства, оптические свойства, реологические свойства, благоприятные вкусовые свойства и/или другие описанные здесь свойства или характеристики могут быть получены при использовании описанных здесь форматируемых материалов.
1. Добавки для улучшения материалов
[0247] Преимуществом описанных здесь предпочтительных способов является их гибкость, позволяющая использовать многофункциональные добавки. Могут быть использованы добавки, известные специалистам в данной области, как могущие увеличивать барьер для CO2, барьер для O2, защиту от УФ, сопротивление истиранию, сопротивление окрашиванию, противоударность и/или химическую стойкость.
[0248] Предпочтительные добавки могут быть приготовлены способами, известными лицам, сведущим в данной области. Например, добавки могут быть вмешаны непосредственно в конкретный материал, они могут быть растворены или диспергированы отдельно и затем добавлены в конкретный материал, или же они могут быть скомбинированы с конкретным материалом для добавления раствора, образующего раствор или дисперсию материала. Кроме того, в некоторых вариантах предпочтительные добавки могут быть использованы одни, как единственный слой.
[0249] В предпочтительных вариантах барьерные свойства слоя можно усилить добавлением различных добавок. Добавки предпочтительно берут в количестве примерно до 40% от материала, включая также примерно до 30%, 20%, 10%, 5%, 2% и 1% по весу от материала. В других вариантах добавки предпочтительно берут в количестве, менее или равном 1%, предпочтительные интервалы материалов включают, но не ограничиваются ими, примерно от 0,01% до 1%, от 0,01% до 0,1% и от 0,1% до 1% по весу. Далее, в некоторых вариантах добавки являются, предпочтительно, стабильными в водных условиях. Например, производные ресорсинол (m-дигидроксибензена) можно использовать совместно с такими различными предпочтительными материалами, как смеси или добавки, или мономеры, при формировании материала. Чем больше содержание ресорсинола, тем выше барьерные свойства материала. Например, ресорсинол диглицидил эфир может быть использован в ПГАЭ, а гидроксиэтил эфир ресорсинол может быть использован в ПЭТ и других полиэфирах и Сополиэфирных Барьерных Материалах.
[0250] Другой добавкой, которую можно использовать, являются «материал наночастиц». Для удобства здесь будет использоваться термин наночастицы как для наночастиц, так и для материала наночастиц. Эти наночастицы представляют собой крошечные микронного или субмикронного размера (диаметра) частицы материалов, которые улучшают барьерные свойства материала путем создания более извилистого пути миграции молекул газа, например, для кислорода или двуокиси углерода, когда они проникают сквозь материал. В предпочтительных вариантах, материал наночастиц находится в количестве в интервале от 0,05 до 1% по весу, включая 0,1%, 0,5% по весу и интервалы, включающие эти величины.
[0251] Одним предпочтительным типом материала наночастиц является продукт на основе микрочастичной глины, доступный от компании Созерн Клей Продактс под товарным знаком наночастицы Cloisite®. В одном из вариантов, предпочтительные наночастицы содержат монмориллонит, модифицированный четвертичной солью аммония. В других вариантах, наночастицы содержат монмориллонит, модифицированный третичной солью аммония. В других вариантах, наночастицы содержат натуральный монмориллонит. В последующих вариантах, наночастицы содержат органические глины, описанные в патенте США №5.780.376, все содержание которого включено сюда посредством ссылки на него и составляет часть описания настоящей заявки. Можно использовать также другие подходящие продукты на основе органических и неорганических глин с микрочастицами. Подходят также как искусственные, так и натуральные продукты.
[0252] Другой предпочтительный тип материала наночастиц содержит композитный материал металла. Например, одним подходящим композитом является водная дисперсия окиси алюминия в форме наночастиц, доступная от BYK Chemie (Германия). Полагаем, что этот тип материала наночастиц может обеспечить одно или несколько из следующих преимуществ: возрастание сопротивления истиранию, увеличение сопротивления царапинам, повышенное Tg и тепловую стабильность.
[0253] Другой предпочтительный тип материала наночастиц содержит полимер-силикатный композит. В предпочтительных вариантах силикат содержит монмориллонит. Подходящий полимер-силикатный материал наночастиц может быть получен от компании Нанокор и РТП.
[0254] В предпочтительных вариантах, свойство материала защиты от УФ может быть усилено добавлением различных добавок. В предпочтительном варианте используемый защищающий от УФ материал обеспечивает защиту от УФ до примерно 350 нм или менее, предпочтительно, до примерно 370 нм или менее, более предпочтительно, до примерно 400 нм или менее. Материал, защищающий от УФ, можно использовать в качестве добавки к слоям, обеспечивающим дополнительные функциональные свойства, либо применять отдельно в качестве единственного слоя. Предпочтительное количество находящихся в материале добавок, обеспечивающих усиление защиты от УФ, составляет примерно от 0,05 до 20% по весу, но также включает около 0,1%, 0,5%, 1%, 2%, 3%, 5%, 10% и 15% по весу, и интервалы, включающие эти значения. Защищающий от УФ материал добавляют, предпочтительно, в форме, совместимой с другими материалами. Например, предпочтительным защищающим от УФ материалом является Milliken UV390A ClearShield®. UV390A представляет собой маслянистую жидкость, смешивание которой облегчается первоначальным смешиванием жидкости с водой предпочтительно в примерно равных объемных частях. Затем эту смесь добавляют к раствору материала, например, BLOX® 599-29, и взбалтывают. Полученный раствор содержит около 10% UV390A и обеспечивает защиту от УФ до 39 нм при использовании в заготовке ПЭТ. Как было описано ранее, в другом варианте раствор UV390A применяется в качестве единственного слоя. В других вариантах, предпочтительный материал защиты от УФ содержит полимер, привитой или модифицированный поглотителем УФ, добавленным в виде концентрата. Другие предпочтительные материалы защиты от УФ включают, но не ограничиваются ими, бензотриазолы, фенолтриазины и азафенотиазины. Материалы защиты от УФ могут добавляться в фазе расплава до применения, например, до инжекционного или экструзионного формования, либо добавляться непосредственно в материал покрытия, находящийся в форме раствора или дисперсии. Подходящие материалы защиты от УФ доступны от фирмы Милликен, Циба и Клариант.
[0255] В предпочтительных вариантах к материалу может быть добавлено свойство удаления CO2. В одном предпочтительном варианте такое свойство получают путем включения активного амина, реагирующего с СО2 с образованием соли с высоким газовым барьером. Эта соль затем будет действовать в качестве пассивного барьера для CO2. Активный амин может являться добавкой, или он может быть в составе одного или нескольких остатков материала термопластичной смолы одного или нескольких слоев.
[0256] В предпочтительных вариантах к предпочтительным материалам может быть добавлено свойство удаления О2 путем включения компонента, удаляющего O2, такого как антроквинон и другие, известные в данной области. В другом варианте, подходящим компонентом, удаляющим O2, является AMOSORB®, доступный от БП Амоко Корпорейшен и КолорМатрикс Корпорейшен, описанный в патенте США №6.083.585 Кехилл и др., описание которого во всей полноте настоящим включено сюда посредством ссылки на него. В одном из вариантов, свойство удаления O2 добавляют к предпочтительным материалам фенокси типа или к другим материалам путем включения компонентов, удаляющих О2, в материалы фенокси типа с различными механизмами активации. Предпочтительные материалы, удаляющие O2, могут действовать или спонтанно, постепенно, или с задержкой до инициации особым спусковым механизмом. В некоторых вариантах, материалы, удаляющие О2, активируются либо под воздействием УФ, или воды (например, присутствующей в содержимом контейнера), или комбинации обоих факторов. Материал, удаляющий O2, присутствует, предпочтительно, в количестве примерно от 0,1 до 20% по весу, более предпочтительно, в количестве примерно от 0,5 до 10% по весу, и наиболее предпочтительно, в количестве примерно от 1 до 5% по весу, от общего веса покрывающего слоя.
[0257] В другом предпочтительном варианте, используется верхнее покрытие или слой для обеспечения химической стойкости к более грубым химикатам, чем стойкость внешнего слоя. В некоторых вариантах, эти верхние покрытия или слои основаны, предпочтительно, на водных или не водных полиэфирах или акрилах, которые факультативно имеют частично или полностью перекрестные связи. Предпочтительным водным полиэфиром является терефталат полиэтилена, однако могут быть использованы и другие полиэфиры. В некоторых вариантах используют способ наложения верхнего покрытия или слоя, который описан в публикации патента США №2004/0071885, озаглавленной «Способ получения покрытых изделий погружением, распылением и поливанием», все содержание которой во всей полноте настоящим включено в данное описание посредством ссылки на нее.
[0258] Предпочтительная водная полиэфирная смола описана в патенте США №4.977.191 (Сейлсмана), который включен в данное описание посредством ссылки на него. Конкретнее патент США №4.977.191 описывает водную полиэфирную смолу, содержащую продукт реакции 20-50% по весу вторичного полимера терефталата, 10-40% по весу одного, по меньшей мере, гликоля и 5-25% по весу одного, по меньшей мере, оксиалкилированного полиоля.
[0259] Другим предпочтительным водным полимером является композиция сульфонированной водной полиэфирной смолы, описанная в патенте США№5.281.630 (Сейлсмана), который включен в данное описание посредством ссылки на него. Конкретнее патент США №5.281.630 описывает водную суспензию сульфонированной водорастворимой или вододиспергированной полиэфирной смолы, содержащей продукт реакции 20-50% по весу полимера терефталата, 10-40% по весу одного, по меньшей мере, гликоля и 5-25% по весу одного, по меньшей мере, оксиалкилированного полиоля для получения преполимерной смолы, имеющей гидроксиалкильную функциональность, когда преполимерная смола далее вступает в реакцию примерно, с 0,10-0,50 моля альфа, бета этиленированной ненасыщенной дикарбоксильной кислотой на 100 г преполимерной смолы, полученную при этом смолу заканчивают остатком альфа, бета этиленированной ненасыщенной дикарбоксильной кислоты, реагирующей с примерно 0,5-1,5 моля сульфита на моль остатка альфа, бета этиленированной ненасыщенной дикарбоксильной кислоты, получая сульфонатную завершенную смолу.
[0260] Еще одним предпочтительным водным полимером является покрытие, описанное в патенте США №5.726.277 (Сейлсмана), который включен в данное описание посредством ссылки на него. Конкретнее патент США №5.726.277 описывает композиции покрытий, содержащие продукт реакции по меньшей мере 50% по весу вторичного полимера терефталата и смеси гликолей, включая оксиалкилированный полиоль в присутствии гликольного катализатора, причем продукт реакции далее взаимодействует с двухфункциональной органической кислотой, при весовом отношении кислоты к гликолям в интервале от 6:1 до 1:2.
[0261] Хотя приведенные выше примеры показывают предпочтительные водные композиции полимерных покрытий, для применения в описанных здесь продуктах и способах подходят и другие водные полимеры. Только в качестве примера и, без намерения ограничения, можно привести следующие подходящие водные композиции, описанные в патенте США №4.104.222 (Дейт и др.), включенном в настоящее описание посредством ссылки на него. Патент США №4.104.222 описывает дисперсию линейной полиэфирной смолы, полученной при смешивании линейной полиэфирной смолы с поверхностно активным агентом типа добавки высшего спирта/этилена, плавлении смеси и дисперсии полученного расплава выливанием его при взбалтывании в водный раствор щелочи. Конкретнее эту дисперсию получают при смешивании смолы линейного полиэфира с поверхностно активным агентом типа добавки оксида высшего спирта/этилена, плавлении смеси и дисперсии полученного расплава выливанием его при взбалтывании в водный раствор алканоламина при температуре 70-95°С, причем упомянутый алканоламин выбран из группы, состоящей из моноэтаноламина, диэтаноламина, триэтаноламина, монометилэтаноламина, моноэтилэтаноламина, диэтилэтаноламина, пропаноламина, бутаноламина, пентаноламина, N-фенилетилетаноламина и алканоламин глицерина, причем упомянутый алканоламин представлен в количестве от 0,2 до 5% по весу, упомянутый поверхностно активный агент типа добавки оксида высшего спирта/этилена является продуктом добавки оксида этилена высшего спирта, имеющим алкильную группу с 8 по меньшей мере атомами углерода, алкил замещенный фенол или сорбитан моноацилат, причем упомянутый поверхностно активный агент имеет величину HLB не менее 12.
[0262] Подобным образом, например, патент США №4.528.321 (Аллена) описывает дисперсию в воде несмешивающихся растворимых в воде или разбухающих в воде частичек полимера, полученных в обратной фазе полимеризации не смешиваемой с водой жидкости, включающей не ионное соединение, выбранное из C4-12 алкилен гликоль моноэфиров, их C1-4 алканоатов, С6-12 полиалкилен гликоль моноэфиров и их C1-4 алканоатов.
[0263] Материалы некоторых вариантов могут быть сшиты для повышения тепловой стабильности при различном использовании, например, при горячем наполнении. В одном из вариантов, внутренние слои могут содержать слабосшитые материалы, тогда как другие слои могут содержать сильносшитые материалы, или другие подходящие комбинации. Например, внутреннее покрытие на поверхности ПЭТ может использовать не сшитые материалы, или слабосшитые материалы, такие как BLOX® 588-29, а внешнее покрытие может использовать другой материал, такой как ЕХР 12468-4 В от ICI, способный к сшиванию, для обеспечения максимального склеивания с ПЭТ. Подходящие добавки, способные к сшиванию, могут быть добавлены к одному или нескольким слоям. Подходящие сшиватели могут быть выбраны в зависимости от химии и функциональности смолы или материала, к которым они добавляются. Например, аминные сшиватели могут оказаться полезными для сшивания смол, содержащих эпоксидные группы. Предпочтительно, сшивающие добавки, если они наличествуют, присутствуют в количестве примерно от 1 до 10% по весу от раствора/дисперсии покрытия, предпочтительно примерно от 1 до 5%, более предпочтительно примерно от 0,01 до 0,1% по весу, также включая 2%, 3%, 4%, 6%, 7%, 8% и 9% по весу. Факультативно, термопластичный эпоксид (ТПЭ) может быть использован с одним или несколькими сшивающими агентами. В некоторых вариантах, агенты (например, сажа) могут покрывать материал ТПЭ или содержаться в нем. Материал ТПЭ может образовывать часть описанных здесь изделий. Понимается, что сажа или подобные добавки могут использоваться и в других полимерах для улучшения свойств материалов.
[0264] Материалы некоторых вариантов могут факультативно содержать агент, улучшающий сохранение. Используемый здесь термин «агент, улучшающий сохранение» является широким термином, используется в его обычном значении и включает, без ограничений, катализатор химического сшивания, тепловой улучшающий агент и тому подобные. Используемый здесь термин «тепловой улучшающий агент» является широким термином, используется в его обычном значении и включает, без ограничений, переходные металлы, соединения переходных металлов, поглощающие излучение добавки (например, сажу). Подходящие переходные металлы включают, но не ограничиваются ими, кобальт, родий, медь. Подходящие соединения переходных металлов включают, но не ограничиваются ими, карбоксилаты металла. Предпочтительные карбоксилаты включают, но не ограничиваются ими, неодеканоат, октоат и ацетат. Тепловые улучшающие агенты могут применяться одни, или в комбинации с одним или несколькими другими тепловыми улучшающими агентами.
[0265] Тепловые улучшающие агенты могут добавляться к материалу и могут значительно повышать температуру материала в процессе улучшения, по сравнению с материалами без теплового улучшающего агента. Например, в некоторых вариантах тепловой улучшающий агент (например, сажа) может добавляться к полимеру, так что температура полимера, подвергнутого процессу улучшения (например, ИК-излучению), становится существенно выше, чем температура полимера без теплового улучшающего агента, подвергнутого тому же самому или сходному процессу улучшения. Увеличение температуры полимера, вызванное тепловым улучшающим агентом, может увеличить скорость улучшения и тем самым повысить производительность. В некоторых вариантах, тепловой улучшающий агент обычно имеет более высокую температуру, чем один, по меньшей мере, из слоев изделия, когда тепловой улучшающий агент и изделие нагревают в нагревающем устройстве (например, в инфракрасном нагревающем устройстве).
[0266] В некоторых вариантах тепловой улучшающий агент присутствует примерно в количестве от 5 до 800 ppm, предпочтительно, от 20 до 150 ppm, предпочтительно, от 50 до 125 ppm, предпочтительно, от 75 до 100 ppm, включая также примерно 10, 20, 30, 40, 50, 75, 100, 125, 150, 175, 200, 300, 400, 500, 600 и 700 ppm и в интервалах, охватывающих эти количества. Количество теплового улучшающего агента можно рассчитать, исходя из веса слоя, содержащего тепловой улучшающий агент, или общего веса всех слоев, составляющих изделие.
[0267] В некоторых вариантах, предпочтительный тепловой улучшающий агент включает сажу. В одном из вариантов, сажу используют как компонент материала покрытия для улучшения сохранения материала покрытия. При использовании в качестве компонента материала покрытия, сажу добавляют в один или несколько материалов покрытия, перед, в ходе и/или после нанесения на изделие материала покрытия (например, пропиткой, нанесением и т.п.). Предпочтительно, сажу добавляют к материалу покрытия и взбалтывают, обеспечивая полное перемешивание. Тепловой улучшающий агент может содержать дополнительные материалы для достижения желаемых свойств материала изделия.
[0268] В другом варианте, в котором сажу используют в способе инжекционного формования, сажу можно добавлять в смесь полимеров в фазе процесса плавления.
[0269] В некоторых вариантах, полимер содержит примерно от 5 до 800 ppm, предпочтительно, от 20 до 150 ppm, предпочтительно, от 50 до 125 ppm, предпочтительно, от 75 до 100 ppm, включая также примерно 10, 20, 30, 40, 50, 75, 100, 125, 150, 175, 200, 300, 400, 500, 600 и 700 ppm теплового улучшающего агента и в интервалах, охватывающих эти количества. В последующем варианте, материал покрытия улучшают, используя облучение, такое как инфракрасный (ИК) нагрев. В предпочтительных вариантах, ИК-нагрев обеспечивает более эффективное покрытие, чем обработка другими способами. Другие тепловые и улучшающие агенты и способы их использования описаны в заявке на патент США №10/983.150, поданной 5 ноября 2004 г., озаглавленной «Каталитические способы получения покрытых изделий», описание которой включено сюда во всей полноте посредством ссылки на нее.
[0270] В некоторых вариантах желательным оказывается добавление противопенных/пузырьковых агентов. В некоторых вариантах, использование растворов или дисперсии растворов или дисперсий приводит к образованию пены и/или пузырьков, могущих взаимодействовать с предпочтительными способами. Одним из путей исключения такого взаимодействия является добавление противопенных/пузырьковых агентов в раствор/дисперсию. Подходящие противопенные агенты включают, но не ограничиваются ими, не ионные поверхностно активные вещества, материалы на основе алкилен оксидов, материалы на основе силоксана и ионные поверхностно активные вещества. Предпочтительно, противопенные агенты, если они наличествуют, присутствуют примерно в количестве 0,01% до 0,3% раствора/дисперсии, предпочтительно от 0,01% до 0,2%, но также включая примерно 0,02%, 0,03%, 0,04%, 0,05%, 0,06%, 0,07%, 0,08%, 0,09%, 0,1%, 0,25% и интервалы, включающие эти величины.
[0271] В других вариантах, пенные агенты могут добавляться к материалам покрытий для вспенивания слоя покрытия. В последующих вариантах используют продукт реакции пенного агента. Полезные пенные агенты включают, но не ограничиваются ими, азобисформамид, азобисизобутилонитрил, диазоаминобензен, N,N-диметил-N,N-динитрозотерефталамид, N,N-динитрозопентаметилен-тетрамин, бензенсульфонил-гидразид, бензен-1,3-дисульфонил гидразид, дифенилсульфон-3-3, дисульфонил гидразид, 4,4'-оксибис бензен сульфонил гидразид, р-толуэн сульфонил семикарбизид, азодикарбоксилат бария, бутиламин нитрил, нитроуреаз, тригидразино триазин, фенил-метил-уретан, р-сульфонгидразид, пероксиды, бикарбонат аммония и бикарбонат натрия. Как известно, в настоящее время в свободной продаже имеются пенящие агенты, включающие, но не ограничивающиеся ими, EXPANCEL®, CELOGEN®, HYDROCEROL®, MIKROFINE®, CEL-SPAN®, и PLASTRON® ПЕНА.
[0272] Пенный агент присутствует в материале покрытия, предпочтительно, в количестве примерно от 1 до 20% по весу, более предпочтительно, примерно от 1 до 10% по весу и наиболее предпочтительно, примерно от 1 до 5% по весу, от веса слоя покрытия. Могут использоваться также известные лицам, сведущим в данной области, новейшие пенные технологии, использующие сжатый газ, в качестве альтернативных средств получения пены, вместо перечисленных выше традиционных пузырьковых агентов.
[0273] Связующим слоем предпочтительно является полимер, имеющий функциональные группы, такие как ангидриды и эпоксиды, вступающие в реакцию с карбоксильными и/или гидроксильными группами в цепях полимеров ПЭТ. Полезные материалы связующих слоев, включающие, но не ограничивающиеся ими, DuPont BYNEL®, Mitsui ADMER®, Eastman's EPOLINE, Arkema's LOTADER и ExxonMobil's EVELOY®.
D. Способы и системы получения слоистого материала
[0274] Многокомпонентный слой или изделие могут также быть получены из слоистого потока расплава, содержащего, предпочтительно, по меньшей мере два компонента. Слоистый поток расплава, как этот термин здесь используется, включает, без ограничений, поток расплава, содержащий два, по меньшей мере, слоя, причем слои в потоке расплава в основном параллельны. Хотя слоистый поток расплава может иметь всего два слоя, слоистый поток расплава может иметь, и предпочтительно имеет, ряд тонких слоев. Когда слоистый поток расплава получен из двух материалов, поток расплава содержит, предпочтительно, в основном перемежающиеся тонкие слои двух материалов. Материалы, используемые для получения слоистого потока расплава, предпочтительно являются полимерами, такими как термопластики, включая полиэфир, полиолефин, материалы фенокси типа и другие описанные здесь материалы. Материалы слоев могут также включать смеси двух или более материалов. Материалы слоев могут также содержать добавки, такие как наночастицы, поглотители кислорода, поглотители УФ, совместители и тому подобные. В одном из вариантов, слоистый поток расплава содержит регенерированный ПЭТ и барьерный материал.
[0275] В одном из способов получения слоистого потока расплава используется система, подобная описанной в нескольких патентах Шренка, патенты США №№5.202.074, 5.540.878 и 5.628.950, описания которых настоящим включены сюда во всей их полноте посредством ссылки на них, хотя использование этого способа, равно как и других способов получения слоистого потока расплава в настоящее время рассматривается. На Фиг.27 схематически показан вариант системы 482 получения слоистого потока расплава. Система на Фиг.27 показывает один вариант системы двух материалов, но следует понимать, что система трех или более материалов будет работать таким же образом. Два материала, которые образуют слои, помещают в отдельные загрузочные устройства или входные отверстия 484 и 485, из которых питаются два отдельных экструдера 486 и 487 винтового типа, создающие комбинацию нагрева и давления для превращения сырых материалов в расплав. Экструдирование материалов осуществляют со скоростями и толщиной, обеспечивающими желательное относительное количество каждого материала и комбинированных потоков расплава из экструдеров, образующих два слоя потока расплава 488, содержащих слои из каждого цилиндра, расположенных, предпочтительно, так, что один слой лежит наверху другого слоя.
[0276] Два слоя потока расплава 488 выходят из комбинированных цилиндров и затем, предпочтительно, подаются на систему умножения слоев 490. В изображенной системе умножения слоев 490 двухслойный поток расплава 488 преобразуется в многослойный поток расплава 492, имеющий в изображенном варианте 10 слоев, как это показано на Фиг.27А. Изображение на Фиг.27А схематично и в какой-то мере идеально, так как хотя слои слоистого материала в среднем являются предпочтительно в основном параллельными один другому, слоистый материал может иметь слои, не параллельные один другому, и/или слои могут быть параллельными в некоторых местах и не параллельными в других.
[0277] Умножение слоев может быть произведено любым из ряда способов. В одном из вариантов, сначала разделяют секцию потока расплава на две части перпендикулярно границе раздела этих двух слоев. Затем эти две части расплющивают, так что каждая из этих двух частей приобретает примерно такую же длину, что и первоначальная секция перед тем, как она была разделена на первом этапе, но только половину толщины первоначальной секции. Затем две части рекомбинируют в одну часть, имеющую сходные размеры с первоначальной секцией, но состоящую из четырех слоев, путем помещения одной части сверху другой части, так что субслои двух материалов параллельны один другому (т.е. сложены в направлении, перпендикулярном слоям потока расплава). Эти этапы разделения, расплющивания и рекомбинирования потока расплава могут быть повторены несколько раз для получения более тонких слоев. Можно умножать поток расплава, осуществляя разделение, расплющивание и рекомбинацию несколько раз, получая единый поток расплава, состоящий из ряда субслоев материалов компонент. В данном варианте с двумя материалами состав связующих слоев будет перемежать два материала. Другие способы получения слоев включают осуществление этапов, сходных с этапами, подчеркнутыми выше, но с расплющиванием потока расплава до разделения или после рекомбинации. Альтернативно, в любом из этих вариантов можно изогнуть поток расплава назад на себя, вместо разделения его на секции. Можно также использовать комбинации разделения и изгибания, но следует заметить, что изгибание и разделение приводят к несколько отличным результатам, поскольку изгибание приводит к удвоению одного слоя при повороте его на себя. Выход системы умножения слоев выходит в отверстие 494, такое как сопло или клапан, используемое для получения изделия или многокомпонентного слоя в изделии, такого как при инжектировании или помещении в форму слоистого потока расплава.
[0278] В показанном варианте с двумя материалами, композиция слоев в основном перемежается двумя материалами. Однако в других вариантах, любое подходящее количество материалов может быть скомбинировано в компоненты потока расплава и затем подано в систему 490 умножения слоев, производящую слоистый поток расплава с любым желательным количеством и/или размером повторяющихся блоков или стопок материалов. Например, в одном из вариантов система 482 содержит три экструдера, которые одновременно доставляют материал к системе 490 умножения слоев. Система 490 умножения слоев может образовывать стопку слоев, полученных из трех материалов.
[0279] Если слоистый поток расплава содержит один или несколько материалов, имеющих свойство газового барьера, будет предпочтительно, чтобы слоистый поток расплава использовали таким образом, при котором он ориентирован так, что слои потока расплава в основном параллельны одной или нескольким широким поверхностям изделия. Например, слои в заготовке или контейнере предпочтительно в основном параллельны длине стенной секции корпусной части. Хотя параллельность предпочтительна, могут использоваться другие ориентации, что находится в рамках объема настоящего описания. Например, одна или несколько частей стенки контейнера может содержать слои, параллельные один другому и поверхности стенки, тогда как одна или несколько других частей содержит слои, не параллельные один другому. Желательный извилистый путь через стенку контейнера определяется ориентацией и конфигурацией слоев, из которых образован контейнер. Например, слои, в основном параллельные один другому и секции стенки, могут существенно увеличить длину пути через стенку, который проходят молекулы газа. Альтернативно, слои, обычно параллельные один другому и поперечные стенке, приводят к более короткому или уменьшенному извилистому пути для жидкости через стенку и, таким образом, имели бы меньшие барьерные свойства, чем такой же поток расплава, ориентированный параллельным образом.
[0280] Описанные здесь изделия, такие как контейнеры и заготовки, могут быть получены с использованием выхода слоистого потока расплава из системы, подобной показанной здесь. В некоторых вариантах, слоистый расплав содержит материалы, имеющие в основном ту же температуру плавления, Tm, для удобства обработки и формования. Однако слоистый расплав может содержать материалы, имеющие существенно другую Tms. Например, слоистый материал может содержать материалы, имеющие Tms в интервале около 500°F. Материалы слоистого материала выбирают, исходя из тепловых свойств материала, структурных свойств, барьерных свойств, реологических свойств, свойств обработки и/или других свойств. Слоистый расплав можно получить и охладить предпочтительно до того, как одна или несколько его компонент заметно испортится. Сведущий специалист сможет выбрать материалы для получения слоистого материала с желательной стабильностью, подходящего по характеристикам обработки и по цели конечного использования.
Е. Способы и устройства для получения предпочтительных изделий
[0281] Однослойные и многослойные изделия (включая упаковки, такие как запорные элементы, заготовки, контейнеры, бутылки) могут быть получены способом формования (например, инжекционного формования, включая совместное инжекционное формование). Один из способов получения многослойных изделий упоминается здесь в основном как переформование, а иногда как инжекция-переинжекция (ИПИ). Это название говорит о процедуре, в которой используют инжекционное формование для инжектирования одного или нескольких слоев материала уже существующий слой, который, предпочтительно, сам был получен инжекционным формованием. Термины «переинжекция» и «переформование» используются здесь для описания способов покрытия, при которых слой материала инжектируют на уже существующий слой или заготовку.
[0282] Можно использовать соэкструзию для помещения на субстрат (т.е. на лежащий снизу слой) одного или нескольких слоев материала (материалов), таких как материалы, содержащие ПП, расширяемый пенный материал, ПЭТ (включая регенерированный ПЭТ), натуральный ПЭТ, слоистый материал, барьерные материалы, их комбинации и/или описанные здесь другие материалы на субстрате (т.е. на лежащем снизу слое). В некоторых не ограничивающих вариантах субстрат образует внутреннюю поверхность экструдированного профиля. Внутренняя поверхность пригодна, предпочтительно, для контакта с пищевыми продуктами. В некоторых вариантах, субстрат профиля содержит ПЭТ (такой как натуральный ПЭТ), термопластик типа фенокси, их комбинации и/или тому подобные.
[0283] Изделия могут содержать один или несколько слоев или частей, имеющих одну или несколько следующих полезных характеристик: изолирующий слой, барьерный слой, слой контакта с пищевыми продуктами, беспривкусный отсеивающий слой, высокопрочный слой, податливый слой, связующий слой, газопоглощающий слой, слой или часть, пригодные для использования с горячим заполнением, слой, имеющий сопротивление к расплавлению, подходящее для экструзии. В некоторых вариантах, однослойный или многослойный материал содержит один или несколько из следующих материалов: ПЭТ (включая регенерированный и/или натуральный ПЭТ), ПЭТГ, пену, полипропилен, термопластики типа фенокси, полиолефины, смеси термопластиков типа фенокси-полиолефинов, нанокомпозиты и/или их комбинации. В целях удобства, изделия описаны здесь в основном применительно к профилям, контейнерам и запорным элементам.
[0284] В предпочтительных вариантах, форматируемый материал может содержать два или более компонентов, включая ряд компонентов, каждый из которых имеет разные интервалы обработки и/или физические свойства. Компоненты можно комбинировать, чтобы форматируемый материал имел одну или несколько желательных характеристик. Пропорции компонент можно варьировать, получая желательные интервалы обработки и/или физические свойства. Например, первый материал может иметь интервалы обработки, сходные или отличные от интервалов обработки второго материала. Интервалы обработки можно выбирать, например, по давлению, температуре, вязкости и тому подобным. При этом компоненты форматируемого материала можно смешивать для достижения, например, желательных интервалов давления или температуры для формовки материала.
[0285] В одном из вариантов, комбинация первого материала и второго материала может привести к материалу, имеющему интервал обработки, более желательный, чем интервал обработки второго материала. Например, первый материал может подходить для обработки в широком интервале температур, а второй материал может подходить для обработки в узком интервале температур. Материал, имеющий часть, полученную из первого материала, и другую часть, полученную из второго материала, может подходить для обработки в интервале температур, более широком, чем узкий интервал температур обработки второго материала. В одном из вариантов, интервал обработки многокомпонентного материала сходен с интервалом обработки первого материала. Факультативно, количество каждого компонента материала может варьироваться для получения желательного интервала обработки. Факультативно, материал может комбинироваться для получения форматируемого материала, пригодного для обработки в желательном интервале давления, температуры, вязкости и/или тому подобного. Например, можно увеличить пропорцию материала, имеющего более желательный интервал обработки, и уменьшить пропорцию материала, имеющего менее желательный интервал обработки, получая материал, имеющий интервал обработки, очень сходный или практически такой же, что и интервал обработки первого материала. Разумеется, если желательный интервал обработки находится между первым интервалом обработки первого материала и вторым интервалом обработки второго материала, пропорцию первого и второго материала можно выбрать для получения желательного интервала обработки форматируемого материала. Факультативно, для получения желательного интервала обработки конечного материала могут быть скомбинированы несколько материалов, имеющих каждый сходные или различные интервалы обработки.
[0286] В одном из вариантов, можно изменить реологические характеристики форматируемого материала, меняя один или несколько из его компонент, имеющих разные реологические характеристики. В некоторых, не ограничивающих, вариантах, обрабатывают ряд материалов, причем два, по меньшей мере, из этих материалов, имеют интервалы обработки, отличающиеся один от другого. Например, первый материал может иметь интервал обработки, более широкий, чем второй материал. Однако когда материалы обрабатывают вместе, их можно обрабатывать в интервале обработки, большем, чем интервал обработки второго материала, причем интервал обработки будет, предпочтительно, сходен с интервалом обработки первого материала. Например, субстрат (т.е. ПП) может иметь более высокую стойкость к расплавлению и подверженность экструзии. ПП можно скомбинировать с другим материалом, таким как ПЭТ, имеющий меньшую стойкость к расплавлению, что делает его трудным для экструзии для получения материала, пригодного для процесса экструзии. Например, слой ПП или другой прочный материал может поддерживать слой ПЭТ в ходе соэкструзии (например, горизонтальной или вертикальной соэкструзии). Таким образом, форматируемый материал, получаемый из ПЭТ и ПП (включая пенный ПП и не пенный ПП), может обрабатываться, например, соэкструзией в интервале температур, обычно подходящих для ПП и обычно не подходящих для ПЭТ. В некоторых вариантах может быть использован относительно тонкий слой ПЭТ, регенерированный ПЭТ и/или термопластик типа фенокси.
[0287] В некоторых, не ограничивающих, вариантах, первый материал составляет, примерно, менее 90% от толщины стенки изделия, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, более 90% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 50-100% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 70-100% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 90-100% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 20-80% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 30-70% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 40-60% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 1-50% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 1-30% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах первый материал составляет, примерно, 1-10% от толщины стенки изделия. Следует понимать, что первый материал может составлять любую подходящую толщину стенки, включая величины, находящиеся выше, ниже, внутри или перекрывающие конкретные указанные выше процентные значения и интервалы, в зависимости от желательных свойств изделия.
[0288] В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, менее 90% от толщины стенки изделия, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, более 90% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 50-100% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 70-100% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 90-100% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 20-80% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 30-70% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 40-60% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 1-50% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 1-30% от толщины стенки изделия. В некоторых, не ограничивающих, вариантах второй материал составляет, примерно, 1-10% от толщины стенки изделия. Следует понимать, что второй материал может составлять любую подходящую толщину стенки, включая величины, находящиеся выше, ниже, внутри или перекрывающие конкретные указанные выше процентные значения и интервалы, в зависимости от желательных свойств изделия.
[0289] В некоторых, не ограничивающих, вариантах, первый слой содержит первый материал, а второй слой содержит второй материал. В некоторых вариантах могут иметься дополнительные слои. В некоторых вариантах, общая толщина стенки экструдированного выдутого контейнера составляет, примерно, от 10 до 80 мил (от 0,25 до 2 мм). В другом варианте, общая толщина стенки может быть, примерно, менее 10 мил (0,25 мм) или более 80 мил (2 мм). В некоторых вариантах, общая толщина стенки может составлять, примерно, от 30 до 40 мил (от 0,76 до 1 мм). В некоторых вариантах, общая толщина стенки может составлять, примерно, от 40 до 60 мил (от 1 до 1,5 мм). В некоторых вариантах, общая толщина стенки может составлять, примерно, от 35 до 50 мил (от 0,9 до 1,25 мм).
[0290] В некоторых, не ограничивающих, вариантах, первый слой является внутренним слоем. В других вариантах, первый слой может быть внешним слоем и/или промежуточным слоем. В некоторых вариантах, толщина первого слоя экструдированного выдутого контейнера составляет, примерно, от 1 до 15 мил (от 0,025 до 0,4 мм). В некоторых вариантах, толщина первого слоя может быть, примерно, менее 1 мил (0,025 мм) или более 15 мил (0,4 мм). В некоторых вариантах, толщина первого слоя может составлять, примерно, от 2 до 10 мил (от 0,05 до 0,25 мм). В некоторых вариантах, толщина первого слоя может составлять, примерно, от 5 до 7,5 мил (от 0,1 до 0,2 мм). В некоторых вариантах, толщина первого слоя может составлять, примерно, 2 мил (0,05 мм), 5 мил (0,1 мм), 7,5 мил (0,2 мм), 10 мил (0,25 мм) и находиться в интервалах, охватывающих эти толщины. В некоторых вариантах, толщина первого слоя составляет, предпочтительно, около от 1 до 25% от общей толщины стенки экструдированного выдутого контейнера. В некоторых вариантах, толщина первого слоя составляет, предпочтительно, около от 4 до 22% от общей толщины стенки экструдированного выдутого контейнера. В некоторых вариантах, толщина первого слоя может составлять, примерно, около 4%, 6%, 10%, 14%, 20%, 25% и находиться в интервалах, охватывающих эти процентные значения от общей толщины стенки экструдированного выдутого контейнера.
[0291] В некоторых, не ограничивающих, вариантах, второй слой является внешним слоем. В других вариантах, второй слой может быть внутренним слоем и/или промежуточным слоем. В некоторых вариантах, толщина второго слоя экструдированного выдутого контейнера составляет, примерно, от 5 до 60 мил (от 0,1 до 1,5 мм). В некоторых вариантах, толщина второго слоя может составлять, примерно, менее 5 мил (0,1 мм) или более 60 мил (1,5 мм). В некоторых вариантах, толщина второго слоя составляет, примерно, от 20 до 50 мил (от 0,5 до 1,25 мм). В некоторых вариантах, толщина второго слоя составляет, примерно, от 25 до 35 мил (от 0,6 до 0,9 мм). В некоторых вариантах, толщина второго слоя составляет, примерно, от 35 до 50 мил (от 0,9 до 1,25 мм). В некоторых вариантах, толщина второго слоя составляет, примерно, 26 мил (0,6 мм), 29 мил (0,7 мм), 32 мил (0,8 мм), 37 мил (0,9 мм), 43 мил (1,1 мм), 47,5 мил (1,2 мм) и находится в интервалах, включающих эти толщины. В некоторых вариантах, толщина второго слоя составляет, предпочтительно, примерно, между 70% и 99% толщины от общей толщины экструдированного выдутого контейнера. В некоторых вариантах, толщина второго слоя составляет, предпочтительно, примерно, между 74% и 95% толщины от общей толщины экструдированного выдутого контейнера. В некоторых вариантах, толщина второго слоя может составлять, примерно, 75%, 84%, 87%, 93%, 95% и находиться в интервалах, охватывающие эти процентные значения от общей толщины экструдированного выдутого контейнера.
[0292] В некоторых, не ограничивающих, вариантах имеется третий слой. В некоторых вариантах третий слой содержит третий материал. В одном из вариантов, третий слой является промежуточным слоем. В других вариантах третий слой может быть внутренним слоем или внешним слоем. В некоторых вариантах третий слой может быть связующим слоем или клеящим слоем. В некоторых вариантах, толщина третьего слоя экструдированного выдутого контейнера находится, примерно, от 0,25 до 3 мил (от 0,006 до 0,08 мм). В некоторых вариантах, толщина третьего слоя может составлять, примерно, менее 9,25 мил (0,006 мм) или более 3 мил (0,08 мм). В некоторых вариантах, толщина третьего слоя составляет, примерно, от 0,5 до 2,5 мил (от 0,01 до 0,06 мм). В некоторых вариантах, толщина третьего слоя составляет, примерно, от 0,75 до 1,5 мил (от 0,02 до 0,04 мм). В некоторых вариантах, толщина третьего слоя может составлять, примерно, 0,5 мил (0,01 мм), 0,75 мил (0,02 мм), 1,5 мил (0,04 мм) или 2,5 мил (0,06 мм). В некоторых вариантах, толщина третьего слоя находится, предпочтительно, примерно, между 0,25% и 10% от общей толщины стенки экструдированного выдутого контейнера. В некоторых вариантах, толщина третьего слоя находится, предпочтительно, примерно, между 1% и 5% от общей толщины стенки экструдированного выдутого контейнера. В некоторых вариантах, толщина третьего слоя может составлять, примерно, 1%, 1,5%, 2%, 3%, 4%, 5% и находиться в интервалах, охватывающих эти процентные значения от общей толщины экструдированного выдутого контейнера.
[0293] Например, в одном, не ограничивающем варианте экструдированный выдутый контейнер, имеющий общую толщину стенки примерно 50 мил (1,25 мм), содержит первый внутренний слой, имеющий толщину около 2 мил (0,05 мм), второй внешний слой, имеющий толщину около 47,5 мил (1,2 мм), и третий промежуточный связующий слой, имеющий толщину около 0,5 мил (0,01 мм). В некоторых вариантах, второй слой может содержать один или несколько материалов, таких как, например, ПЭТ, ПП и пенный материал. В другом, не ограничивающем варианте, экструдированный выдутый контейнер, имеющий общую толщину стенки примерно 50 мил (1,25 мм), содержит первый внутренний слой, имеющий толщину примерно 5 мил (0,1 мм), второй внешний слой, имеющий толщину примерно 43,5 мил (1,1 мм), и третий промежуточный связующий слой, имеющий толщину около 1,5 мил (0,04 мм). В другом, не ограничивающем варианте, экструдированный выдутый контейнер, имеющий общую толщину стенки примерно 50 мил (1,25 мм), содержит первый внутренний слой, имеющий толщину примерно 10 мил (0,25 мм), второй внешний слой, имеющий толщину примерно 37,5 мил (0,9 мм), и третий промежуточный связующий слой, имеющий толщину около 2,5 мил (0,06 мм).
[0294] В другом, не ограничивающем варианте, экструдированный выдутый контейнер, имеющий общую толщину стенки примерно 35 мил (0,9 мм), содержит первый внутренний слой, имеющий толщину около 2 мил (0,05 мм), второй внешний слой, имеющий толщину около 32 мил (0,8 мм), и третий промежуточный связующий слой, имеющий толщину около 0,5 мил (0,01 мм). В другом, не ограничивающем варианте, экструдированный выдутый контейнер, имеющий общую толщину стенки примерно 35 мил (0,9 мм), содержит первый внутренний слой, имеющий толщину около 5 мил (0,12 мм), второй внешний слой, имеющий толщину около 29 мил (0,7 мм), и третий промежуточный связующий слой, имеющий толщину около 0,7 мил (0,02 мм). В другом, не ограничивающем варианте, экструдированный выдутый контейнер, имеющий общую толщину стенки примерно 35 мил (0,9 мм), содержит первый внутренний слой, имеющий толщину около 7,5 мил (0,2 мм), второй внешний слой, имеющий толщину около 26 мил, и третий промежуточный связующий слой, имеющий толщину около 1,5 мил (0,4 мм).
[0295] В некоторых вариантах могут быть добавлены дополнительные слои. Варианты, имеющие разное количество слоев, могут иметь разную толщину и процентные соотношения, по сравнению с описанными выше. Например, в некоторых вариантах, между третьим слоем и вторым слоем может быть добавлен четвертый слой, например, регенерированный слой. Кроме того, в некоторых вариантах, между четвертым слоем и вторым слоем может быть добавлен пятый слой, например, другой связующий слой. Добавление слоев может повлиять на толщину других слоев. Оно может повлиять и на относительную толщину отдельных слоев в процентах от общей толщины стенки экструдированной выдутой бутылки. Например, в одном, не ограничивающем варианте, экструдированный выдутый контейнер, имеющий общую толщину стенки, примерно, 50 мил (1,25 мм), содержит первый внутренний слой, имеющий толщину около 2 мил (0,05 мм), второй внешний слой, имеющий толщину около 17 мил (0,4 мм), третий промежуточный связующий слой, имеющий толщину около 0,5 мил (0,01 мм), четвертый промежуточный регенерированный слой, имеющий толщину около 30 мил (0,7 мм), и пятый промежуточный связующий слой, имеющий толщину около 0,5 мил (0,01 мм). Экструдированный выдутый контейнер может иметь любое подходящее количество слоев. Например, контейнер может содержать 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 или более слоев. Слои могут иметь любую подходящую толщину.
[0296] В некоторых, описанных здесь вариантах, первый слой имеет первую толщину, второй слой имеет вторую толщину, обычно большую, чем толщина первого слоя, и третий слой имеет третью толщину, обычно меньшую, чем толщина первого слоя. Однако в других вариантах толщина второго слоя может быть меньше или равной толщине первого слоя, и/или толщина третьего слоя может быть большей или равной толщине первого слоя. В некоторых вариантах, имеющих много слоев, разница в толщине слоев может быть не столь велика, как разница в толщине слоев при использовании ограниченного количества слоев. В некоторых вариантах может оказаться желательным увеличить или уменьшить толщину слоев, исходя из описанных здесь желательных свойств.
[0297] Следует понимать, что в некоторых вариантах изделия могут быть получены любым подходящим способом, включая, но не ограничиваясь ими, (1) покрытие погружением, (2) покрытие напылением, (3) напылением в пламени, (4) погружением в жидкостную ванну, (5) электростатическим порошковым напылением, (6) переформованием (например, инжектирование-переинжектирование) и/или (7) инжекционным формованием (включая соинжекцию). Например, предпочтительные способы и устройства для осуществления этих способов описаны в патенте США №6.352.426 и патентной публикации США №2004-0071885, которые во всей полноте включены сюда посредством ссылки на них и составляют часть настоящего описания. Подразумевается также, что эти способы и устройства могут использоваться для получения других описанных здесь изделий. В некоторых вариантах, описанные здесь профили могут выдуваться с использованием способов и устройств, описанных в ссылках, включенных в настоящее описание посредством ссылки на них.
1. Способы и устройства для получения профилей
[0298] Как описано далее в приведенных ниже вариантах, например, как показано на Фиг.28, 30, профили, содержащие однослойный или многослойный материал, могут быть получены с помощью экструдера. В некоторых вариантах, экструдер может соэкструдировать ряд слоев для получения многослойного материала. В некоторых вариантах, полимерные сырые материалы, предпочтительно, гранулы полимера, могут поступать в экструдер, использующий один или несколько устройств винтового типа, перемешивающих и сжимающих сырой материал. Экструдер нагревают, и комбинация тепла и давления превращает сырой материал в плавленый пластик. На выпускном конце экструдера плавленый пластик продавливается через фильеру, конкретнее между внешней частью фильеры и центральным вкладышем фильеры и получается профиль. Для получения профиля можно использовать любой тип экструдера. Например, экструдеры и экструзионные способы описаны также в патенте США №6.109.006 и в заявке на патент США №10/168.496 (публикация №2003-0220036), которые включены сюда посредством ссылки на них.
[0299] В некоторых вариантах, экструдированный профиль может быть выдут с образованием изделия, например, контейнера, бутылки, бидона, тубы или иного выдутого изделия, как это будет описано ниже. В некоторых вариантах, профиль экструдирован и затем выдут. В некоторых вариантах, профиль экструдирован, удален из экструдера и затем выдут позднее. В некоторых вариантах, профиль экструдирован и подвергнут последующей обработке без выдувания. В некоторых вариантах, профиль может образовывать трубопровод или трубу, с выдуванием или без него, как это здесь описано ниже. В некоторых вариантах, профиль может образовывать контейнер, с выдуванием или без него, как это здесь описано ниже. В одном из вариантов, из экструдированного профиля может быть получен бидон, с выдуванием или без него. В некоторых вариантах, профиль может образовывать запорный элемент, с выдуванием или без него, как это здесь описано ниже.
[0300] Например, в одном из вариантов, профиль может представлять собой цилиндрический рукав, полученный из экструдера. Можно получать рукава любой подходящей формы, например, прямоугольные рукава, треугольные рукава и т.д. В одном из вариантов, из экструдера может быть получен цилиндрический рукав и прикреплен к держателю. В другом варианте, экструдер и форма выполнены таким образом, что профиль экструдируется и затем практически сразу же выдувается без удаления профиля из экструдера, как это описано ниже.
2. Способы и устройства для выдувания контейнеров
[0301] В одном из вариантов, экструдированный профиль, содержащий однослойный или соэкструдированный многослойный материал может быть выдут, образуя однослойный иди многослойный контейнер. Форма в открытом положении состоит, предпочтительно, из двух половин. Профиль, содержащий экструдированный материал, помещают между половинами формы. После того, как профиль помещен в открытую форму, половины формы переводят в закрытое положение. Профиль проходит через полость формы и выходит из дна формы. Нижние части половин формы загибают нижнюю часть профиля. Верхние части половин формы аналогичным образом загибают верхнюю часть профиля. Профиль может быть выдут в контейнер 37А. как показано на Фиг.4А. Контейнер 37А аналогичен контейнеру 37, изображенному на Фиг.4, за исключением того, что донная часть контейнера в основном плоская. Контейнер 37А имеет многие из признаков и преимуществ, описанных выше применительно к контейнеру 37, за исключением отмеченного здесь. В некоторых вариантах, профиль может быть выдут в любой подходящий контейнер, например, в бутылку, бидон.
[0302] Профиль может быть помещен в форму, имеющую полость, соответствующую форме желательного контейнера. Профиль экструдируют и затем расширяют, растягивая профиль путем заполнения полости внутри формы, получая при этом контейнер. Заполнение может сопровождаться, например, нагнетанием воздуха во внутреннюю часть профиля. Перед растягиванием профиля, его поддерживают, предпочтительно, в интервале температуры выдувания. Направляют воздух во внутреннюю часть профиля для расширения профиля до желаемой формы контейнера 37А. Материал профиля расширяется при воздействии на профиль, приводящем к расширению и формованию его в желательную форму.
[0303] В некоторых вариантах, может контролироваться температура стенок формы. В одном из вариантов, форма имеет систему управления температурой стенок. Система управления температурой может иметь нагревающие/охлаждающие каналы или любые подходящие системы для эффективного управления температурой стенок. В одном из вариантов, например, стенки нагреваются в ходе выдувания профиля. Затем стенки формы могут быть охлаждены для облегчения затвердевания контейнера. Стенки могут нагреваться в ходе одной или нескольких частей, и охлаждаться в ходе одного или нескольких циклов производства. Предпочтительно, стенки могут быть нагреты в ходе первой части и охлаждены в ходе второй части процесса выдувания. Однако стенки могут быть нагреты и/или охлаждены в любое подходящее время в ходе выдувания.
[0304] Стенки формы могут быть подвержены поверхностной обработке или структуризации для достижения желательной реакции в процессе выдувания, которая может давать текстурированную поверхность контейнера. Например, поверхность стенок может быть грубой или песчанистой, так что когда внешняя поверхность контейнера контактирует со стенкой в ходе выдувания, внешняя поверхность контейнера получит текстурированную поверхность. Поверхность стенки формы может подвергаться любой обработке для достижения подходящей структуры внешней поверхности контейнера. В другом варианте, например, стенка формы может обладать фактурой с уменьшенным трением при воздействии пара для более легкого высвобождения контейнера из формы. Фактура с уменьшенным трением может обладать значительно более гладкой поверхностью для облегчения высвобождения контейнера.
[0305] Как это здесь обсуждается, в некоторых вариантах можно использовать одну или несколько систем доставки для транспортировки профилей в форму выдувания, или бутылок из нее. Например, система доставки может содержать возвратно-поступательную систему (например, линейную или циркулярную возвратно-поступательную систему) для транспортировки профилей и/или бутылок в форму и/или из нее. Альтернативно, система доставки может содержать возвратно-поступательную и/или карусельную систему доставки. В некоторых вариантах используют карусельную систему доставки для более быстрой доставки профилей в форму или удаления из нее бутылок. Удачно, что карусельная система доставки может непрерывно транспортировать изделия в форму и из нее, увеличивая тем самым выход продукции. Следует понимать, что система доставки может использоваться в комбинации с формующей машиной, пригодной для выдувания профилей, экструзионного выдувания, экструзии профилей и тому подобного. Кроме того, система доставки может содержать ряд систем, таких как карусельная система доставки и возвратно-поступательная система доставки, взаимодействующие в доставке изделий.
3. Способы и устройства для получения предпочтительных изделий
[0306] С помощью описанных выше модифицированных устройств можно получать различные изделия, такие как профили и контейнеры, которые могут содержать описанные здесь материалы. В дополнение к описанным выше вариантам, ниже описаны некоторые не ограничивающие изделия.
а. Изделия, содержащие слои из пены и/или полипропилена
[0307] В некоторых вариантах изделия могут содержать пенный материал. Пенный материал может быть получен комбинацией пенного агента и материала носителя. В одном из вариантов материал носителя и пенный агент совместно экструдируют в предпочтительно в основном однородную смесь пенного материала. Количество материала носителя и пенного агента можно варьировать в зависимости от желательной величины одного или нескольких из следующих параметров: свойств расширения, структурных свойств, тепловых свойств, давления подачи и тому подобных. В некоторых не ограничивающих вариантах расширяемый/пенный материал составляет примерно менее 10% по весу, включая также примерно менее 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% и 1% по весу от пенного агента. В некоторых не ограничивающих вариантах расширяемый/пенный материал содержит около 1-6% по весу от пенного агента. В другом, не ограничивающем варианте, расширяемый/пенный материал содержит примерно 3-6% по весу пенного агента. В другом, не ограничивающем варианте, расширяемый/пенный материал содержит примерно 2-8% по весу от пенного агента. Следует понимать, что расширяемый/пенный материал может содержать любое подходящее количество пенного агента, включая количества, большие и меньшие указанных выше конкретных процентов, в зависимости от желательных свойств пенного материала.
[0308] В некоторых вариантах материал носителя (например, гранулы полипропилена) и пенный агент, находящийся в форме микросфер, предпочтительно, микросфер EXPANCEL® или подобного материала, подают в бункер. Материал носителя и микросферы нагревают до плавления материала носителя для эффективного перемешивания материалов. При нагреве смеси микросферы могут расширяться или удлиняться. Температура смеси находится, предпочтительно, в температурном интервале, не приводящем к полному расширению или разрыву основной части микросфер. Например, если температура смеси достигает достаточно высокой температуры, газ внутри микросфер может расшириться, ломая или разрушая микросферы. Расплавленный пенный материал может быть совместно экструдирован и быстро охлажден для ограничения количества расширяющихся микросфер.
[0309] Когда пенный материал нагревают для обработки (например, экструзии, инжекции и т.п.), то согласно одному из вариантов микросферы могут частично расширяться из их первоначального, обычно не расширенного положения. Когда такие микросферы частично расширены, они сохраняют способность подвергаться дальнейшему расширению с увеличением размера микросфер. Давление и температуру поддерживают, предпочтительно, такими, что микросферы остаются в ходе экструзии расширенными не полностью, допуская дальнейшее расширение микросфер, например, в ходе выдувания. Кроме того, можно увеличить давление пенного материала для уменьшения, или существенного предотвращения, расширения микросфер. При этом можно менять давление и температуру пенного материала, получая желаемую величину расширения микросфер. Частично расширенные микросферы могут подвергаться дальнейшему расширению при повторном нагрева (например, в ходе цикла выдувания), как это здесь описано.
[0310] В одном из вариантов, экструдированный профиль содержит один или несколько пенных слоев. В одном из вариантов, экструдированный профиль содержит один или несколько слоев, содержащих полипропилен. В одном из вариантов, экструдированный профиль содержит слой пены и/или полипропилена и слой ПЭТ. В другом варианте, профиль содержит слой пены и/или полипропилена и слой, пригодный для контакта с пищевыми продуктами. В одном из вариантов, слой пены и/или полипропилена является, предпочтительно, внешним слоем. В одном из вариантов, слой пены и/или полипропилена является, предпочтительно, внутренним слоем. В одном из вариантов, слой пены и/или полипропилена является, предпочтительно, промежуточным слоем. В других вариантах полипропилен может быть заменен другими термопластиками.
[0311] Например, в одном варианте профиль имеет один слой, содержащий пену. Пенный материал может быть не расширенным, частично расширенным и/или полностью расширенным. Например, экструдер может выдавать профиль, содержащий пенный материал, который далее может быть расширен в последующем процессе, таком как процесс нагрева. В некоторых вариантах, материал носителя и пенный агент экструдируют совместно в целях, предпочтительно, в основном, однородной смеси пенного материала. Количество материала носителя и пенного агента может меняться в зависимости от желательной величины одного или нескольких из следующих параметров: свойств расширения, структурных свойств, тепловых свойств, давления подачи и тому подобного.
[0312] В другом варианте, профиль содержит первый слой и второй слой. Первый слой может быть выполнен или содержать субстрат, имеющий устойчивость к расплавлению, пригодную для экструзии. Второй слой может иметь устойчивость к расплавлению, обычно не пригодную для экструзии в одиночку. При совместной обработке, первый и второй слои можно экструдировать совместно. Например, в одном из вариантов, первый слой или субстрат профиля может содержать пену и/или полипропилен, а второй слой может содержать натуральный ПЭТ. В одном из вариантов, первый слой является внешним или промежуточным слоем, а второй слой является внутренним слоем. В одном из вариантов, первый слой является внутренним слоем, а второй слой является внешним или промежуточным слоем. Предпочтительно, первый и второй слои могут быть совместно экструдированы из экструдера.
[0313] В некоторых вариантах, профиль содержит первый слой или субстрат, получаемый из материала, имеющего первую устойчивость к расплавлению, и второй слой, полученный из материала, имеющего вторую устойчивость к расплавлению, меньшую, чем первая устойчивость к расплавлению. В одном, не ограничивающем варианте, второй слой может иметь толщину, в основном, меньшую, чем толщина первого слоя. В одном, не ограничивающем варианте, толщина стенки второго слоя меньше, приблизительно, 200% от толщины стенки первого слоя. В одном, не ограничивающем варианте, толщина стенки второго слоя меньше, приблизительно, 30% от толщины стенки первого слоя. В одном, не ограничивающем варианте, толщина стенки второго слоя составляет, приблизительно, от 20 до 70% от толщины стенки первого слоя. В другом, не ограничивающем варианте, толщина стенки второго слоя составляет, приблизительно, от 40 до 60% от толщины стенки первого слоя. Толщина стенок первого слоя и второго слоя может быть выбрана, исходя из их устойчивости к расплавлению, так что они могут быть экструдированы совместно. Первый слой может давать достаточную поддержку второму слою в ходе совместной экструзии в интервале температур, обычно не подходящем для второго материала. В одном из вариантов, второй слой может образовывать внутренний слой профиля и содержать ПЭТ. Первый слой может образовывать внешний слой профиля и содержать полипропилен и/или пенный материал.
[0314] Первый слой и второй слой могут быть совместно экструдированы из экструдера 640 и затем выдуты, образуя, например, контейнеры. Факультативно, второй слой может быть наружным слоем, а первый слой может быть внутренним слоем. В другом варианте, профиль экструдированного материала можно использовать для получения трубопроводов или труб, выполненных с возможностью доставки питьевых жидкостей. Например, профиль может быть экструдирован из экструдера 640, образуя трубопровод 402.
[0315] Как показано на Фиг.28-29, в некоторых вариантах, когда профиль 600 находится в открытой форме 628, половинки формы 629, 631 можно перевести в закрытое положение. В изображенном варианте, профиль проходит через полость формы 628 наружу из дна формы 628, Нижние части 637А, 639А половинок формы 629, 631 соответственно могут аналогичным образом захватывать верхние части профиля. Профиль может быть выдут в контейнер 37А таким же образом, который был описан выше. В некоторых вариантах, профиль может быть удален из экструдера и затем сформован в контейнер.
[0316] Профиль 600 может быть однослойным или многослойным профилем, образованным экструзией или соэкструзией. В одном из вариантов, пенный материал может быть быстро охлажден или остужен для ограничения расширения пенного агента, что может сократить время циклов и повысить производительность. В одном из вариантов, обратное давление расплава не достаточно велико, чтобы вызвать разрушение пенного агента в форме микросфер. Однако это обратное давление воспрепятствует сверхрасширению микросфер, позволяя выдувать профиль в желательной форме и/или допуская дальнейшее расширение микросфер.
[0317] Температуру расплава можно варьировать в зависимости от обратного давления расплава. Например, высокая температура расплава может приводить к расширению микросфер. Для подавления или предотвращения расширения микросфер может быть повышено обратное давление для балансировки возросшего давления внутри каждой микросферы. Однако если давление расплава будет слишком высоким, микросферы могут ломаться или разрушаться. Поэтому давление расплава, предпочтительно, поддерживают в таком интервале, чтобы основная часть микросфер была не полностью расширенной или сломанной. В другом варианте, однако, некоторые или все сферы могут быть разрушены при полном расширении при образовании пены.
[0318] В одном из вариантов, расплав может быть подвергнут, по меньшей мере, частичному расширению перед тем, как он будет экструдирован. Например, после того, как будет экструдирована требуемая порция расплава, может быть втянут червяк экструдера, собирая расплав для следующей порции. По возвращении с червяка может быть снято давление, что уменьшит давление расплава, обеспечивая регулируемое расширение микросфер в расплаве. В одном из вариантов, расплав не находится под давлением, так что микросферы могут свободно расширяться. Однако давление может быть подано на расплав для избирательного управления расширением микросфер. Соответственно, микросферы в расплаве могут быть частично или полностью расширены перед тем, как расплав будет экструдирован. Предпочтительно, микросферы находятся в состоянии расширения, так что микросферы могут подвергаться дальнейшему расширению в ходе, например, предварительного нагрева перед выдуванием. Расплав с расширенными микросферами может быть экструдирован с образованием профиля, имеющего расширенные микросферы. Профиль, имеющий расширенные микросферы, может затем быть сформован в контейнер с равномерно, в общем, распределенными микросферами.
[0319] Область, окружающая экструдированный профиль, может быть нагрета для получения однородного, в общем, распределения микросфер в профиле. Нагрев может привести к однородному, в основном, расширению пенного материала. В одном из вариантов, расплав содержит полипропилен и микросферы и экструдируется в нагретую область, которая может находиться при температуре около от 100°F до 250°F. Нагрев области позволяет микросферам в основном равномерно распределяться по профилю. В другом варианте, область поддерживают при температуре около от 150°F до 225°F. Еще в одном варианте область можно поддерживать при температуре, около 200°F. Область можно охладить в любое подходящее время для получения желательного распределения микросфер. В другом варианте, расплав содержит полиэтилен и микросферы. Область может находиться при температуре примерно от 75°F до 125°F для получения заготовки с предпочтительно равномерно распределенными микросферами. Профиль, имеющий равномерно распределенные микросферы, можно затем сформировать в контейнер, в свою очередь имеющий равномерно распределенные микросферы. Указанные выше температуры зависят от используемых конкретных материалов и могут регулироваться в зависимости от используемых материалов.
[0320] Скорость пропускания расплава через экструдер может приводить к нагреву трением и тем самым к расширению микросфер. В некоторых вариантах, могут быть использованы материалы с высокой теплопроводностью для быстрого охлаждения расплава, проходящего через экструдер в область, задерживающую расширение микросфер. При этом, рабочие параметры (например, скорость, давление, температура, пропорции смеси, вязкость и тому подобные) могут варьироваться в зависимости от формы, размера и других характеристик экструдера.
[0321] В некоторых вариантах, расширяется часть, по меньшей мере, профиля, образуя пенный материал по мере выхода из головки экструдера. Рабочее давление (например, в системе доставки расплава, в окружающей среде и т.д.) должно быть достаточным для контроля за расширением микросфер. В некоторых вариантах, это давление может быть атмосферным давлением. В некоторых вариантах, это давление может поддерживаться на уровне, большем или меньшем атмосферного давления.
[0322] Профиль 600 может быть выдут, образуя контейнер 37А, как он показан на Фиг.4А. Перед растяжением профиля 600 он, предпочтительно, находится в интервале температур выдувания для обеспечения выдувания. В одном из вариантов, однослойный или многослойный профиль 600 может находиться в интервале температур выдувания для обеспечения выдувания. Если температура выдувания достигает интервала температур расширения, например, находится примерно между 100 и 300°С, микросферы могут расширяться. Этот интервал температур можно использовать для процесса плавления. В некоторых вариантах, интервал температур расширения может составлять примерно 100-200°С для экструзионного выдувания. Например, микросферы могут расширяться, находясь в системе доставки расплава, проходя через головку, или в любое другое подходящее время в ходе обработки. Интервал температур расширения может быть достигнут до, в ходе или после растяжения профиля 600. Предпочтительно, микросферы профиля 600 нагревают до интервала их температур расширения, чтобы вызвать частичное, но меньшей мере, расширение микросфер перед выдуванием профиля 600.
[0323] После повышения температуры профиля до интервала температур выдувания, во внутреннюю часть профиля 600 пропускают воздух для расширения профиля в контейнер 37А желательной формы. В одном из вариантов, интервал температур расширения в основном сходен с интервалом температур выдувания, так что микросферы могут расширяться в ходе нагрева для выдувания. Пенный материал расширяется при нагнетании воздуха в профиль для его растяжения и формования в желательный вид. В другом варианте, профиль 600 может быть выдут в желательный вид, а затем температура контейнера 37А может достичь интервала температур расширения, чтобы вызвать расширение пенного материала контейнера 37А. Для повышения скорости расширения микросфер может быть повышена температура в ходе цикла выдувания и/или понижено давление выдувания. Для понижения скорости расширения микросфер может быть понижена температура в ходе цикла выдувания и/или повышено давление выдувания.
[0324] В одном из вариантов, может регулироваться температура стенок 633 формы 628 для достижения желательного расширения пенного материала профиля 600. В одном из вариантов, например, нагревают стенки 633, вызывая расширение микросфер контейнера 37. После выдувания профиля 600 в контейнер 37А, в нагретых стенках 633 продолжается расширение находящихся в стенках микросфер, тем самым уменьшая плотность стенок. Таким образом, микросферы в стенках контейнера 37А могут расширяться или увеличиваться, обеспечивая более эффективный тепловой барьер благодаря сильно расширившимся микросферам.
[0325] Стенки 633 формы 628 можно охлаждать для замедления или предотвращения расширения микросфер. Стенки 633 могут быть нагреты в ходе цикла нагревания для содействия расширению микросфер, как это описано выше. После того, как микросферы расширились до желательной степени, стенки 633 формы предпочтительно охлаждают для уменьшения или, предпочтительно, остановки дальнейшего расширения микросфер. При этом стенки 633 могут быть нагреты в ходе первой части и охлаждены в ходе второй части процесса выдувания. Однако стенки 633 могут быть нагреты и/или охлаждены в любое подходящее время в ходе процесса выдувания. Например, в другом варианте стенки 633 формы 628 охлаждают в ходе растяжения профиля 600 из его первоначального положения в форму желательного контейнера. Профиль 600 может выдуваться и растягиваться, пока стенки профиля контактируют с охлажденными стенками 633. Предпочтительно, пенный материал, образующий профиль 600, подвергается локальному расширению (например, расширению микросфер) при растяжении профиля. Когда профиль 600 находится в тепловом контакте со стенками 633, тепло передается от растягивающегося профиля 600 к форме 628, и стенки сформованного профиля охлаждаются. По охлаждении профиля 600 расширение микросфер уменьшается или прекращается. Может быть увеличено давление в форме 628 для уменьшения скорости расширения микросфер. Может быть уменьшено давление в форме 628 для увеличения скорости расширения микросфер.
[0326] Стенки 633 формы 628 могут иметь поверхностную обработку или структуру для достижения желательной пенной реакции в ходе процесса выдувания, приводящую к текстурированной поверхности контейнера 37А. Например, поверхность стенок 633 может быть грубой или шероховатой, так что когда внешняя поверхность контейнера 37А контактирует со стенкой 633 в процессе выдувания, внешняя поверхность контейнера 37А получает текстурированную пенную поверхность. Текстурированная поверхность стенки 633 содействует дальнейшему расширению микросфер после того, как часть, по меньшей мере, контейнера придет в контакт со стенками 633 формы 628. Однако поверхность стенки 633 может иметь любую обработку для достижения подходящей структуры внешней поверхности контейнера 37А,
[0327] В некоторых вариантах, профиль 600 может иметь несколько слоев. В одном из примеров профиль 600 может иметь внутренний слой, содержащий в основном ПЭТ, полипропилен и/или термопластик типа фенокси. Внешний слой профиля 600 может содержать полимер (например, полинропилен, ПЭТ и/или этилен акриловую кислоту), смешанный с пенным агентом (например, микросферами EXPANCEL®) для получения пенного материала. Далее, экструдированный профиль 600 может быть получен любым подходящим способом, включая, но не ограничиваясь ими, (1) покрытие погружением, (2) покрытие напылением, (3) напылением в пламени, (4) погружением в жидкостную ванну и/или (5) электростатическим порошковым напылением. Некоторые способы и устройства для осуществления этих способов описаны в патенте США №6.352.426 и патентной публикации США №2004-0071885, которые во всей полноте включены сюда посредством ссылки на них и составляют часть настоящего описания. Следует также понимать, что эти способы и устройства можно использовать для получения других описанные здесь изделий.
[0328] В другом варианте, профиль 600 имеет внутренний слой, содержащий ПЭТ, и внешний слой, состоящий в основном или полностью из ПП. Факультативно, внешний слой может содержать пенный материал. Удачно, что внутренний слой и внешний слой могут выдуваться в интервалах обработки, существенно более широких, чем интервалы обработки профилей, полученных исключительно из ПП. Удачно, что интервалы обработки могут быть увеличены независимо от толщины внутреннего слоя и внешнего слоя. Факультативно, слой (например, связующий слой) может быть использован для улучшения склеивания внутреннего слоя с внешним слоем. В одном из вариантов связующий или укрепляющий агент (например, клей) образует слой и обеспечивает соединение внутреннего слоя с внешним слоем. Профиль 600 может иметь несколько слоев. Один или несколько из этих слоев может быть получен другим способом.
[0329] В одном из вариантов, внутренний слой, полученный, предпочтительно, из ПЭТ, и материал носителя пенного слоя могут иметь сходную Tg, так что оба слоя могут обрабатываться в их предпочтительных интервалах температур выдувания. Как обсуждалось выше, интервал температур расширения может быть интервалом температур, вызывающим расширение микросфер. Интервал температур расширения может варьироваться путем изменения давления, налагаемого на пенный материал. Предпочтительно, интервал температур расширения сходен или уже интервала температур выдувания слоев. В ходе процесса выдувания температура профиля может находиться в интервале температур расширения, вызывая частичное, по меньшей мере, расширение микросфер. При этом, пенный агент пенного слоя может расширяться (1) в ходе повторного нагревания профиля для выдувания, (2) в ходе растяжения профиля в контейнер, (3) после того, как контейнер будет в основном сформирован и/или (4) в ходе комбинаций этих процессов.
[0330] В другом варианте, многослойный профиль, содержащий пену, может быть выдут в контейнер, имеющий внутренний слой, пригодный для контакта с жидкостью, находящейся внутри контейнера. Например, профиль или контейнер может иметь внутренний слой или покрытие, такое как плазменный слой окиси силикона, пригодный для использования в контакте с питьевыми жидкостями, пищевыми продуктами и тому подобным. Плазменный слой может быть наложен на контейнер в любое подходящее время в ходе производства контейнеров. Например, плазменный слой может быть наложен на профиль или на готовый контейнер. В другом варианте, внутренний слой, пригодный для контакта с жидкостью внутри контейнера, содержит ПЭТ и/или термопластик типа фенокси.
[0331] В некоторых вариантах, выдутое экструзией изделие может содержать однослойные или многослойные пенные материалы, функционально обеспечивающие изоляционные свойства, а также подходящий субстрат для печатной этикетки и подходящую поверхность для приклеивания. В некоторых вариантах, однослойные или многослойные материалы содержат пену с замкнутыми ячейками в подходящей полимерной матрице, такой как, например, полипропилен. Диаметр замкнутых ячеек пены предпочтительно находится в интервале от нескольких микрон до нескольких сотен микрон. В одном из вариантов, замкнутые ячейки пены могут быть получены при экструзии пенного материала с использованием сжатого газа в потоке расплава. В другом варианте, пена может быть получена при генерировании комбинации открытых и замкнутых ячеек пены. В другом варианте, пена может быть получена при расширении добавок к замкнутым ячейкам пены, таким как содержащие газ сферы акрилонитрила, например, такие, которые поставляются компаниями Экспансел или Веллман Инк. для волоконных применений. В некоторых вариантах, микроячеистые пены могут быть получены из ПЭТ, нейлона и олефинов с диаметром ячеек примерно от 1 до 2 микрон; они обеспечивают экономию веса и снижение теплопроводности примерно от 1/2 до 1/10. Пенные материалы можно использовать в различных применениях и вариантах, включая, например, возвратно-поступательный карусельный вариант и вариант «создать-заполнить-уплотнить». Пенные материалы можно вводить для улучшения изоляции и/или снижения веса. Кроме того, поскольку уменьшается диаметр замкнутых ячеек пены, пена не создает местных повреждений (например, когда радиус ячеек меньше радиуса распространения трещин), так что воздействие холода не ухудшает свойств изделия.
[0332] Хотя это и не показано, пенный материал или слой может быть наложен и на другие контейнеры. Например, описанный здесь пенный слой может быть наложен на металлический, керамический или стеклянный, и на любой другой вид контейнера, упаковки, питьевых принадлежностей и тому подобного. Например, пенный материал может быть использован для создания частей упаковок. Пенный материал может обеспечивать, например, эффективный тепловой барьер для частей упаковок. Пенный материал может создавать однослойные или многослойные листы, формируемые в контейнеры (например, мягкие сумки или обертки), этикетки, подносы, защитные слои для изделий и тому подобные. Например, в одном из вариантов пенный слой налагаться на внешнюю поверхность металлического (например, алюминиевого) бидона, обычно содержащего газированные напитки. Поверхность (например, внешняя поверхность) контейнера (например, бидона) может быть покрыта пенным слоем для обеспечения теплового барьера для уменьшения изменений температуры напитка в контейнере. Факультативно, пенный материал может быть расположен между слоем, например, ПЭТ и поверхностью алюминиевого контейнера.
b. Изделия, содержащие слои термопластика типа фенокси и/или смеси термопластика фенокси-полиолефина
[0333] В некоторых вариантах, термопластик типа фенокси и/или смесь термопластика фенокси-полиолефина подходит для прямого контакта с пищей. В некоторых вариантах, материал типа фенокси и/или смесь фенокси имеет удачные клеящие свойства. В некоторых вариантах, материал типа фенокси и/или смесь фенокси имеет удачные температуры плавления. В некоторых вариантах, материал типа фенокси и/или смесь фенокси может быть экструдирован для получения слоя или покрытия, удачно образующего барьер, обеспечивающий превосходное сопротивление влаге и/или повышающий устойчивость изделия.
[0334] В некоторых вариантах, материал типа фенокси и/или смесь фенокси может быть экструдирован (совместно экструдирован) и выдут в контейнеры для жидкости, содержащие также, например, полиэтилен, полипропилен и/или очищенный полипропилен, один или несколько из этих материалов. В некоторых вариантах это позволяет форматировать упаковки для жидкости большого размера, как гладкие, так и имеющие ручки. Дополнительные преимущества некоторых вариантов включают снабжение контейнеров беспривкусными слоями, бесцветными слоями и/или барьерными слоями, например, кислородным барьером. Дополнительные преимущества некоторых вариантов включают наличие полностью регенерированных контейнеров (как после промышленного, так и поле индивидуального потребления), имеющего чистую упаковку и/или имеющую одобрение ФЛА на контакт с пищевыми продуктами.
[0335] В некоторых вариантах, материал типа фенокси и/или смесь фенокси может быть экструдирован (совместно экструдирован) и выдут в контейнеры для жидкости, содержащие нанокомпозиты, обеспечивающие удобный барьер. В некоторых вариантах, комбинация материала типа фенокси и/или смеси фенокси и нанокомпозитов может улучшать газобарьерные свойства материала типа фенокси и/или смеси фенокси в 4-6 раз. Нанокомпозиты могут находиться в одном или нескольких из внутренних слоев, внешних слоев и промежуточных слоев. В некоторых вариантах, нанокомпозиты и/ли другие барьерные усилители могут комбинироваться с одним или несколькими описанными здесь материалами в любом одном или несколькими описанными здесь применениями и/или вариантами.
[0336] Использование материалов типа фенокси и/или смеси фенокси может быть скомбинировано с удалителями кислорода для улучшения барьерного действия. В некоторых вариантах, такая комбинация материалов типа фенокси и/или смеси фенокси с нанокомпозитами и удалителем кислорода может быть эффективно использована в качестве вкладыша запорного элемента для удаления кислорода из головного пространства. Материал типа фенокси и/или смесь фенокси может быть совмещен с полипропиленом и/или полиэтиленом. В некоторых вариантах, смесь фенокси, используемая, как связующий слой, может также облегчить совместимость чистого фенокси типа внутреннего слоя при использовании в упаковках. В некоторых вариантах это облегчает также повторное использование промышленных отходов, остающихся после процессов экструзионного выдувания и термоформования.
[0337] В одном из вариантов, экструдированный профиль имеет один или несколько слоев, содержащих термопластик типа фенокси. В одном из вариантов, экструдированный профиль имеет один или несколько слоев, содержащих смесь термопластиков фенокси-полиолефинов. В одном из вариантов, экструдированный профиль имеет слой типа фенокси и/или смеси фенокси и слоя натурального ПЭТ, и/или регенерированного ПЭТ. В одном из вариантов, экструдированный профиль имеет слой типа фенокси и/или смеси фенокси и пены и/или слой полипропилена. В другом варианте, экструдированный профиль имеет слой типа фенокси и/или смеси фенокси и подходящий внешний слой. В одном из вариантов, слой типа фенокси и/или смеси фенокси является внутренним слоем. В одном из вариантов, слой типа фенокси и/или смеси фенокси является внешним слоем. В одном из вариантов, слой типа фенокси и/или смеси фенокси является промежуточным слоем.
[0338] Например, как показано на Фиг.30-31, однослойный или многослойный профиль, содержащий материалы типа фенокси и/или смеси фенокси, может быть получен из экструдера 740. Способ экструзии и экструдер 740 могут быть сходны с описанными здесь способами и устройствами, или описанными в патенте США №6.109.006, который включен сюда посредством ссылки на него и составляет часть настоящего описания. Форма 728 имеет половинки 729, 731, изображенные в открытом положении. Профиль располагается между половинками формы 729, 731. В одном из вариантов, однослойный профиль содержит слой типа фенокси и/или смеси фенокси, экструдированный и затем выдутый с образованием однослойного фенокси и/или смеси фенокси контейнера. В другом варианте, профиль содержит первый слой материала типа фенокси и/или смеси фенокси, и второй слой. Например, профиль может содержать ПЭТГ и клеящий или связующий слой, который может связывать между собой первый и второй слои. Затем многослойный профиль может быть выдут, образуя, как это описано здесь, многослойный контейнер. В одном из вариантов, профиль содержит внутренний слой из материала типа фенокси и/или смеси фенокси, подходящего для контакта с пищевыми продуктами. В другом варианте, профиль содержит промежуточный или внешний слой из материала типа фенокси и/или смеси фенокси, и внутренний слой, пригодный для контакта с пищевыми продуктами.
[0339] В одном из вариантов, профиль содержит первый слой и второй слой. Первый слой может являться субстратом, или может содержать субстрат, имеющий устойчивость к расплавлению, подходящую для экструзии. Второй слой может иметь устойчивость к расплавлению, обычно не подходящую для экструзии при обработке в одиночку. При совместной обработке первый и второй слои могут быть экструдированы совместно. Например, в одном из вариантов, первый слой или субстрат профиля может содержать материал типа фенокси и/или смеси фенокси, а второй слой может содержать ПЭТ, например, регенерированный или натуральный ПЭТ. В одном из вариантов, первый слой является внутренним слоем, а второй слой является внешним или промежуточным слоем. В одном из вариантов, первый слой является внешним или промежуточным слоем, а второй слой является внутренним слоем. Первый и второй слои, предпочтительно, могут быть совместно экструдированы из экструдера и затем выдуты, как это здесь описано. В некоторых вариантах, толщина стенки материала типа фенокси и/или смеси фенокси существенно меньше толщины стенки слоя ПЭТ.
[0340] Первый слой и второй слой могут быть совместно экструдированы из экструдера 740 и затем выдуты в виде, например, контейнеров. Контейнеры могут быть в основном мягкими или жесткими. Кроме того, одни части контейнеров могут быть мягкими, тогда как другие части контейнеров могут быть жесткими. Факультативно, первый слой может являться наружным слоем, а второй слой может быть внутренним слоем. В другом варианте, экструдированный материал или профиль можно использовать для получения трубопроводов или труб для доставки питьевых жидкостей. Например, профиль может быть экструдирован из экструдера 740 в трубопровод 402.
с. Изделия, содержащие слои регенерированных и/или доизмельченных материалов
[0341] В одном из вариантов, экструдированный профиль содержит один или несколько слоев, содержащих регенерированный материал. В одном из вариантов, экструдированный профиль содержит один или несколько слоев, содержащих доизмельченный материал.
[0342] В одном из вариантов, экструдированный профиль содержит слой натурального ПЭТ и слой регенерированного ПЭТ, тогда как доизмельченный слой содержит один или несколько из материалов типа фенокси, материалов смесей фенокси, отходов материала натурального ПЭТ, материала ранее регенерированного ПЭТ, материала ПЭТГ, пенного материала, материала полипропилена, барьерного материала и связующего материала.
[0343] В одном из вариантов, экструдированный профиль содержит слой типа фенокси и/или смеси фенокси и слой регенерированного ПЭТ. В одном из вариантов, экструдированный профиль содержит слой типа фенокси и/или смеси фенокси (например, фенокси, смешанный с полиолефином) и доизмельченный слой, причем доизмельченный слой содержит один или несколько из материала типа фенокси, материала смеси фенокси, отходов материала натурального ПЭТ, материала ранее регенерированного ПЭТ, материала ПЭТГ, пенного материала, материала полипропилена, барьерного материала и связующего материала.
[0344] В другом варианте, экструдированный профиль содержит регенерированный слой и/или доизмельченный слой и внутренний слой, пригодный для контакта с пищевыми продуктами. В одном из вариантов, регенерированный слой и/или доизмельченный слой является внешним слоем. В одном из вариантов, регенерированный слой и/или доизмельченный слой является внутренним слоем. В одном из вариантов, регенерированный слой и/или доизмельченный слой является промежуточным слоем.
[0345] Например, как показано на Фиг.28-31, однослойный или многослойный профиль может быть образован экструдером. Экструдированный профиль, содержащий однослойный, или совместно экструдированный многослойный материал, может быть выдут, образуя однослойный или многослойный контейнер. После того, как профиль попадает в открытую форму, половинки формы сдвигают в закрытое положение. Профиль проходит через полость формы и выходит из дна формы. Нижние части половинок формы захватывают нижнюю часть профиля. Нижняя часть профиля, выходящая за область захвата, является отходом. В некоторых вариантах отходы выбрасывают. Однако в некоторых вариантах отходы регенерируют или доизмельчают для дальнейшего использования.
[0346] Например, в одном из вариантов экструдированный профиль содержит внутренний слой из натурального ПЭТ и/или термопластика типа фенокси и регенерированный и/или доизмельченный внешний или промежуточный слой. Внутренний и внешний слои могут быть соэкструдированы вместе с внешним или промежуточным связующим слоем и/или барьерным слоем. Когда форму закрываю на профиле, часть отходов за местом облома можно удалить. Отходы содержат ряд слоев материалов. Многослойный материал отходов может быть измельчен и подан назад в тот же самый экструдер, или в другой экструдер, для получения регенерированного или доизмельченного внешнего или промежуточного слоя следующего формируемого контейнера. Соответственно, материал отходов, который обычно выбрасывают, можно использовать для получения изделий, ограничивая потери и снижая производственные расходы.
[0347] В одном из вариантов, доизмельчение включает функционализацию материала, такого как, например, термопластик, такой как полипропилен, модифицированный или привитый полярными группами, такими как малеиновый ангидрид, эпоксигруппа и т.д. Функционализированный доизмельченный слой может облегчить очистку и склеивание.
d. Изделия, содержащие теплоизолирующий слой
[0348] Описанные здесь изделия могут содержать один или несколько устойчивых к нагреву материалов. Используемое здесь выражение «материалы, устойчивые к нагреву» имеет широкое значение, используется в своем обычном смысле и включает, без ограничений, материалы, подходящие для горячего или теплого применения. Например, материал, устойчивый к нагреву, может включать материал с высокой устойчивостью к нагреву, характеризующийся пространственной стабильностью в ходе горячего наполнения. Материал, устойчивый к нагреву, может включать материал со средней устойчивостью к нагреву, характеризующийся пространственной стабильностью в ходе горячего наполнения. Материалы, устойчивые к нагреву, могут включать полипропилен, кристаллический материал, полиэфир и тому подобные. В некоторых вариантах, материал, устойчивый к нагреву, имеет большую стабильность размеров при нагреве, чем аморфный ПЭТ. Материал, устойчивый к нагреву, может образовывать часть изделия (например, один или несколько слоев профиля, заготовки, листа и других описанных здесь изделий).
[0349] В одном из вариантов, выдутый экструзией контейнер содержит внутренний слой, содержащий термопластичный полиэфир, внешний слой, содержащий термопластичный материал (например, устойчивый к нагреву полимерный материал), имеющий большую устойчивость к нагреву, чем устойчивость к нагреву термопластичного полиэфира внутреннего слоя, и промежуточный связующий слой, обеспечивающий склеивание внутреннего слоя и внешнего слоя, причем слои соэкструдированы перед выдуванием. В одном из вариантов, термопластичным полиэфиром внутреннего слоя является ПЭТ, который может далее содержать один, по меньшей мере, компонент, удаляющий кислород, и пассивный барьерный материал, смешанный с термопластичным полиэфиром. В одном из вариантов, пассивный барьерный материал является полиамидом, таким как MXD 6.
[0350] Предпочтительно, компонент, удаляющий кислород, является дисперсным, ненасыщенным олефинным материалом в ПЭТ и катализатором из переходного металла. Компонент, удаляющий кислород, присутствует, предпочтительно, в количестве примерно от 0,1 до 20% по весу, более предпочтительно, от 0,5 до 10% по весу, и наиболее предпочтительно, от 1 до 5% по весу от общего веса внутреннего слоя. Альтернативно, можно использовать имеющийся в продаже компонент, удаляющий кислород.
[0351] Предпочтительно, пассивный барьерный материал присутствует в количестве примерно от 0,1 до 20% по весу, более предпочтительно, от 0,5 до 10% по весу, и наиболее предпочтительно, от 1 до 5% по весу от общего веса внутреннего слоя.
[0352] В одном из вариантов, термопластичный материал внешнего слоя является полипропиленом, предпочтительнее, очищенным полипропиленом. В одном из вариантов, внешний слой вспенен, как бы пенным агентом и/или продуктом реакции пенного агента. Полезные пенные агенты включают, но не ограничиваются ими, азобисформамид, азобисизобутилонитрил, диазоаминобензен, N,N диметил N5N динитрозо терефталамид, N3N динитрозопентаметилена тетрамин, бензенсульфонила гидразид, бензен 1,3 дисульфонил гидразид, дифенилсульфон 3,3, дисульфонил гидразид, 4,4' оксибис бензен сульфонил гидразид, р толуэн сульфонил семикарбизид, азодикарбоксилат бария, бутиламин нитрил, нитромочевину, тригидразино триазин, фенил метил мочевину, р сульфонилдразид, пероксиды, бикарбонат аммония и бикарбонат натрия.
[0353] Пенный агент присутствует, предпочтительно, в термопластичном материале в количестве примерно от 1 до 20% по весу, более предпочтительно, от 1 до 10% по весу, и наиболее предпочтительно, от 1 до 5% по весу, от веса внешнего слоя.
[0354] Промежуточный связующий слой, если он имеется, может содержать термопластичное клеящее вещество, такое как дисперсный ненасыщенный материал олефина в ПЭТ и как и во внутреннем, и внешнем слое, катализатор из переходного металла. Далее, он может содержать один, по меньшей мере, поглотитель кислорода и пассивный барьерный материал. Предпочтительно, внутренний слой имеет толщину, меньшую чем толщина одного, по меньшей мере, промежуточного связующего слоя и внешнего слоя.
[0355] В одном из вариантов, способ содержит соэкструзию ряда термопластичных материалов с образованием многослойной трубы, помещение сегмента, по меньшей мере, многослойной трубы в форму для выдувания и выдувание многослойной с образованием выдутого экструзией контейнера. Внешний слой может быть пенным, таким как при смешивании пенного агента с термопластиком внешнего слоя до или в ходе экструзии.
[0356] Один из вариантов относится к способу экструзионного выдувания контейнеров, характеризующихся органолептическими и газобарьерными свойствами термопластичных полиэфиров и теплостойкостью термопластиков, таких как полипропилен и случайные сополимеры полипропилена, с добавлением, или без добавления очищающих или зародыше образующих присадок, которые, предпочтительно, являются пенными, и к самим контейнерам, полученным таким способом. В одном из вариантов, способ включает соэкструзию трубы, содержащей три, по меньшей мере, слоя, с использованием способов соэкструзии, хорошо известным в данной области. Полученная соэкструзией труба содержит внутренний слой термопластичного полиэфира, такого как ПЭТ, внешнего слоя из термостойкого термопластика, такого как полипропилен, и промежуточного связующего слоя, обеспечивающего склеивание, необходимое для удержания вместе внутреннего и внешнего слоев.
[0357] Внутренний полиэтиленовый слой, предпочтительно из натурального ПЭТ, но возможно из любого термопластичного полиэфира, одобренного ФЛА для контакта с пищей или напитками, предназначенными для потребления человеком, имеет, предпочтительно, толщину, меньшую совместной толщины связующего слоя и внешнего слоя теплостойкого термопластика, и более предпочтительно, имеет толщину, меньшую, по меньшей мере, толщины связующего или внешнего слоя. Наиболее предпочтительно, внутренний слой имеет толщину, меньшую толщины и связующего, и внешнего слоя. Связующий слой представляет собой, предпочтительно, полимер, имеющий функциональные группы, такие как ангидриды и эпоксиды, реагирующие с карбоксильными и/или гидроксильными группами в цепях полимера ПЭТ. Полезные полимерные материалы включают DuPont BYNEL® связующие смолы, Mitsui ADMER® связующие смолы, материалы марки Eastman's EPOLINE, материалы марки Arkema's LOTADER и материалы марки ExxonMobil's EVELOY®. Эти материалы можно использовать в качестве отдельного связующего слоя или в смеси с каждым или с обоими внутренним полиэфирным и внешним термопластичным слоями, получая двухслойную структуру.
[0358] Например, для контейнера согласно предпочтительному варианту, имеющему объем примерно от 150 до 2000 мл, эта часть экструдированной многослойной трубы, используемая для выдувания контейнера, имеет длину, примерно, от 100 до 762 мм (от 3,9 до 30 дюймов). Внутренний слой из натурального ПЭТ имеет толщину примерно от 0,02 до 0,25 мм (от 1 мил до 10 мил). Внешний слой из пенного полипропилена имеет толщину примерно от 0,08 до 1,27 мм (от 3 мил до 50 мил). Наконец, промежуточный связующий слой из клеящей смолы ADMER® имеет толщину примерно от 0,013 до 0,127 мм (от 0,5 мил до 5 мил).
[0359] Как это понятно лицам, сведущим в данной области, число экструдеров в устройстве, предпочтительно равно числу слоев в экструдированной трубе. Выход каждого ствола экструдера соединен и находится в функциональной связи с адаптером фильеры, через которую соэкструдируются слои трубы. Температура и конфигурация каждого экструдера должна соответствовать смоле, экструдируемой через экструдер. Например, для контейнера, имеющего внутренний слой из натурального ПЭТ, внешний слой из осветленного полипропилена и связующий слой из клеящих смол ADMER®, экструдер ПЭТ выполнен, предпочтительно, с возможностью нагрева ПЭТ до температуры примерно от 205 до 280°С, экструдер полипропилена выполнен с возможностью нагрева полипропилена до температуры примерно от 205 до 250°С, а экструдер клеящих смол ADMER® выполнен с возможностью нагрева клеящих смол ADMER® до температуры примерно от 200 до 260°С.
[0360] В одном из вариантов, предпочтительно, внутренний слой является смесью ПЭТ и одного, по меньшей мере, пассивного газобарьерного материала и поглотителя кислорода. Предпочтительные газобарьерные материалы включают нанокомпозиты, плазменные или химические барьерные покрытия и сополимеры нафталат полиэтилена. В одном из вариантов, наиболее предпочтительным материалом поглотителя кислорода является дисперсный ненасыщенный материал олефина в ПЭТс катализатором из переходного металла, служащим для повышения активности, таким как AMOSORB®, поставляемым БП Амоко Корпорейшен и описанным в патенте США №6.083.585 Кехилла и др., содержание которого во всей его полноте включено сюда посредством ссылки на него. Газобарьерный материал предпочтительно смешан с ПЭТ в количестве примерно от 0,01 до 10% по весу от общего веса ПЭТ и газобарьерного материала. Материал, поглощающий кислород, присутствует в количестве примерно от 0,01 до 20% по весу от общего веса ПЭТ и поглощающего кислород материала.
[0361] В одном из вариантов, выдутые экструзией контейнеры могут быть сформированы с использованием техники экструзионного выдувания, хорошо известной в данной области, такой как описана в патенте США №6.740.377 Пекорини и др., который настоящим во всей его полноте включено сюда посредством ссылки на него. Предпочтительно, внутренний слой термопластичного полиэфира, предпочтительно, натурального ПЭТ, факультативно смешанного с газобарьерным и/или поглощающим кислород материалом, внешний слой термопластичного материала имеет высокую устойчивость к нагреву, такую как у осветленного полипропилена, и связующий слой, такой как ADMER®, совместно экструдированы через фильеру, образуя трехслойный трубчатый профиль, имеющий, предпочтительно, однородную толщину. Форма, имеющая желательную конфигурацию, охватывает профиль, и в профиль нагнетают воздух, так что профиль расширяется, принимая вид и объем формы и образуя желательный контейнер, который затем выталкивают из формы.
[0362] Полипропилен, предпочтительно, смешивают с пенным агентом или до введения в экструдер, или в экструдере, так что внешний слой контейнера вспенивается в ходе экструзии. Полезные пенные агенты включают материалы EXPANCEL®, CELOGEN®, HYDROCEROL®, MIKROFINE®, CEL SPAN® и PLASTRON® FOAM. Полезные химические пенные агенты включают азобисформамид, азобисизобутилонитрил, диазоаминобензен, N5N диметил N5N динитрозо терефталамид, N5N динитрозопентаметилена тетрамин, бензенсульфонил гидразид, бензен 1,3 дисульфонил гидразид, дифенилсульфон 3 3, дисульфонил гидразид, 4,4' оксибис бензен сульфонил гидразид, р толуэн сульфонил семикарбизид, азодикарбоксилат бария, бутиламин нитрил, нитромочевину, тригидразино триазин, фенил метил уреантан, р сульфонгидразид, пероксиды, бикарбонат аммония и бикарбонат натрия. При получении пены могут быть применены новейшие технологии пенообразования с использованием сжатого газа в качестве альтернативы перечисленным выше традиционным агентам выдувания.
[0363] Согласно одному из вариантов, профиль имеет горловинную часть и содержит внутренний слой, содержащий термопластичный полиэфир, и внешний слой, содержащий термопластичный материал, характеризующийся устойчивостью к нагреву и, таким образом, устойчивостью к расплавлению, большей, чем у термопластичного полиэфира. Предпочтительно, присутствует один, по меньшей мере, связующий слой. В одном из вариантов два связующих слоя обеспечивают склеивание между внутренним и внешним слоями. Альтернативно, один или несколько из связующих слоев могут далее содержать поглотители кислорода и/или пассивный барьерный материал. Контейнер в форме бутылки содержит, предпочтительно, резьбу для соединения с крышкой и имеет внутренний, внешний и один или несколько связующих слоев профиля, растянутого в ходе выдувания.
e. Изделия, содержащие ПЭТГ и полипропилен
[0364] В одном из вариантов, изделия содержат первый и второй слой, причем первый слой содержит ПЭТГ, а второй слой содержит полипропилен. В другом варианте, полипропилен может быть привитым или модифицированным малеиновым ангидридом, гликоль метакрилатом, акрил метакрилатом и/или подобными соединениями для улучшения адгезии. В одном из вариантов, полипропилен далее содержит наночастицы. Еще в одном варианте, полипропилен содержит наночастицы и является привитым или модифицированным малеиновым ангидридом, гликоль метакрилатом, акрил метакрилатом и/или подобными соединениями. В одном из вариантов, первый слой является внутренним слоем изделия. В другом варианте, первый слой является внешним слоем. Факультативно, изделие может содержать дополнительные слои термопластичных материалов. В одном из вариантов, изделие является профилем, выдуваемым в контейнер (например, контейнеры для напитков или бутылки) для содержания жидкости.
[0365] В вариантах, в которых изделие будет находиться в контакте с пищей, предпочтительно, внутренний слой (например, слой, находящийся в контакте с содержимым контейнера) содержит материал, одобренный ФЛА для нахождения в контакте с пищей, и/или любой другой материал, подходящий для контакта с пищей.
[0366] Материал профиля имеет, предпочтительно, первый слой, содержащий ПЭТГ, и второй слой, содержащий полипропилен. Полипропилен может быть привитым или модифицированным малеиновым ангидридом, гликоль метакрилатом, акрил метакрилатом и/или подобными соединениями для улучшения адгезии. В одном из вариантов, полипропилен далее содержит наночастицы. Еще в одном варианте, полипропилен содержит наночастицы и является привитым или модифицированным малеиновым ангидридом, гликоль метакрилатом, акрил метакрилатом и/или подобными соединениями. Из этого материала затем может быть выдут многослойный контейнер, как это здесь описано.
[0367] В другом варианте, материал содержит внутренний слой, пригодный для контакта с пищевыми продуктами, и внешний слой. Один из этих слоев может быть субстратом, имеющим сопротивляемость к расплавлению, пригодную для экструзии, Субстрат и другой один из этих слоев могут быть соэкструдированы, даже если другой из этих слоев может и не иметь сопротивляемости к расплавлению, обычно пригодной для экструзии. Например, внутренний слой или субстрат материала могут содержать ПЭТГ, а внешний слой может содержать полипропилен. Внутренний слой и внешний слой могут быть соэкструдированы из экструдера и затем выдуты.
[0368] В одном из вариантов, первый слой может составлять внутренний слой материала и может содержать ПЭТГ. Второй слой может составлять внешний слой материала и может содержать полипропилен. Первый слой и второй слой могут быть соэкструдированы из экструдера и затем выдуты, образуя, например, контейнеры. Факультативно, первый слой может быть наружным слоем, а второй слой может быть внутренним слоем. В другом варианте, материал можно использовать для получения трубопроводов или труб для доставки питьевых жидкостей. Например, материал можно экструдировать из экструдера, получая трубопровод.
4. Способы и устройства для получения листов
[0369] На Фиг.32А схематически показано сечение однослойного листа или пленки 800, которая может быть использована для получения изделий. Этот однослойный лист может быть сходен с листом 389, показанным на Фиг.22А. Например, лист 800 можно использовать для получения части или всей упаковки (например, этикетки или контейнера). Лист 800 может содержать пенный материал и может использоваться для получения, по меньшей мере, части изделия. Предпочтительно, лист 800 получают способом экструзии. В изображенном варианте, лист 800 экструдируют из конца 804 экструдера 806. В процессе формования листу 800 может быть придана нужная форма. В некоторых вариантах, лист 800 может быть разрезан и ему может быть придана любая желательная форма. Факультативно, лист 800 может быть сформован формованием или любым способом, таким как термоформование, штамповка и т.д.
[0370] Лист 800 может иметь любую подходящую толщину в зависимости от желательных характеристик и свойств получаемого из него изделия. В некоторых вариантах, лист 800 может иметь толщину примерно от 0.001 дюйма (0,025 мм) или менее, до 0,3 дюйма (8 мм) или более. В некоторых вариантах, лист 800 может иметь переменную толщину.
[0371] На Фиг.32В схематически показано сечение многослойного листа 810. Этот многослойный лист может быть сходным с листом 390, показанным на Фиг.22В. В некоторых, не ограничивающих вариантах многослойный лист 810 может содержать один, по меньшей мере, лист пенного материала. В изображенном варианте лист 810 имеет первый слой 812 и второй слой 814. Первый слой 812 содержит пенный материал, а второй слой 814 содержит второй материал. В изображенном варианте, слой 812 непосредственно прилеплен к слою 814. Например, первый слой 812 может содержать термопластик типа фенокси, который может быть прилеплен ко второму слою 814, содержащему пенный материал. Между первым слоем 812 и вторым слоем 814 может находиться связующий слой. С учетом настоящего описания лицо, сведущее в данной области, сможет выбрать материалы, толщину слоев и применения листа 390 для желательного конечного использования.
[0372] Слои 812, 814 могут иметь любую подходящую толщину в зависимости от желательных характеристик и свойств получаемых из них изделий. В некоторых вариантах, слои 812, 814, по отдельности или в комбинации, могут иметь толщину от примерно 0,001 дюйма (0,025 мм), или менее, до, примерно, 0,3 дюйма (8 мм), или более. В некоторых вариантах, слои 812, 814 могут иметь переменную толщину.
[0373] В некоторых, не ограничивающих вариантах первый слой 812 составляет примерно, менее 90% от толщины многослойного листа, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, более 90% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 50-100% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 70-100% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 90-100% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 20-80% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 30-70% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 40-60% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 1-50% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 1-30% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах первый слой 812 имеет, примерно, 1-10% от толщины многослойного листа. Следует понимать, что первый слой 812 может иметь любую подходящую толщину, имеющую величины выше, ниже, в пределах, или перекрывающих указанные выше конкретные процентные значения и интервалы, в зависимости от желательных свойств многослойного листа.
[0374] В некоторых, не ограничивающих вариантах, второй слой 814 составляет примерно, менее 90% от толщины многослойного листа, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, более 90% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 50-100% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 70-100% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 90-100% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 20-80% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 30-70% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 40-60% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 1-50% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 1-30% от толщины многослойного листа. В некоторых, не ограничивающих, вариантах второй слой 814 имеет, примерно, 1-10% от толщины многослойного листа. Следует понимать, что второй слой 814 может иметь любую подходящую толщину, имеющую величины выше, ниже, в пределах, или перекрывающих указанные выше конкретные процентные значения и интервалы, в зависимости от желательных свойств многослойного листа.
[0375] Лист 810 может иметь любое подходящее количество слоев, какое только желательно. Например, лист 810 может иметь связующий слой (не показан), помещенный между первым слоем 812 и вторым слоем 814. Лист 810 может быть также получен способом соэкструзии. Следует понимать, что имеются и другие подходящие средства получения листов 800, 810. Например, для получения листов можно использовать формующую систему слоистого инжектирования (СИФ), как она описана здесь и/или в патенте США №6.391.408. В одном из вариантов, листы 800, 810 могут содержать микросферы, частично или полностью расширенные в последующем процессе. Альтернативно, листы 800, 810 могут содержать микросферы, в основном полностью расширенные в процессе экструзии.
[0376] В одном из вариантов, первый слой 812 и второй слой 814 могут быть получены из материалов, подходящих для экструзии. Например, первый слой 812 может содержать ПЭТ, а второй слой 814 может содержать ПП. Например, лист 810 может факультативно иметь третий слой, содержащий пенный материал. В другом варианте, первый слой 812 может содержать ПЭТ, а второй слой 814 может содержать пенный материал. Факультативно, пенный материал может содержать микросферы и ПП.
[0377] В одном из вариантов, лист может иметь один или несколько дополнительных слоев, например, барьерный слой, поддерживающий слой. Дополнительные слои могут включать пенные слои, не пенные слои, слои термопластика типа фенокси, слои смесей фенокси-полиолефина, слои BLOX, регенерированные или доизмельченные слои, слои древесной пульпы и другие, описанные здесь слои.
[0378] Листы 800, 810 можно использовать для получения различных контейнеров. Например, листы 800, 810 можно использовать для получения контейнеров для жидкостей. Например, листы 800, 810 могут быть получены способами экструзии. Листы 800, 810 можно затем формировать в контейнеры. В некоторых вариантах, листы используют для получения этикеток для контейнеров, например, бутылок. Ценная этикетка для контейнера может являться изолятором контейнера, удачно создавая барьер теплопередаче через этикетку.
[0379] На Фиг.25 показан другой вариант контейнера, содержащего форматируемый материал. Контейнер 450 может быть сходным или отличным от контейнера 420 Фиг.24. В изображенном варианте, контейнер 450 имеет запорный элемент 452, корпус 454 и ручку 456, прикрепленную к корпусу 454. Запорный элемент 452 может быть сходен с запорным элементом 422, показанным на Фиг.24. Корпус 454 может быть существенно жестким или упругим. Ручка 456 имеет, предпочтительно, форму и размер, позволяющие пользователю удобно захватывать ее. Стенка корпуса 454 может быть однослойной или многослойной стенкой. Контейнер 450 может иметь любую форму, включая сходную с формой обычных контейнеров, используемых для хранения потребительских жидкостей. Контейнер 450 может быть получен любым описанным здесь способом, таким как экструзионное выдувание.
[0380] Изображенный на Фиг.26А контейнер 460 может быть получен способами выдувания или экструзии. Например, контейнер 460 может быть получен из предварительно отрезанных пенных листов, приспособленных для складывания способом, известным лицам с обычными знаниями в данной области, для получения коробки для пиццы. В некоторых вариантах, листы могут быть использованы для получения слоистого материала, используемого для получения контейнеров. Например, контейнеры для пищевых продуктов могут быть изготовлены из слоистого материала, содержащего первый слой и второй слой. В одном из вариантов, контейнер имеет форму коробки для пищевых продуктов, такой как коробка для пиццы. Первый слой может образовывать внешнюю поверхность коробки для пиццы и может содержать древесную пульпу. Второй слой может определять внутреннюю поверхность коробки для пиццы и может быть образован из пенного материала. В некоторых вариантах, слой контейнера может содержать BLOX, как это будет далее описано ниже. В некоторых вариантах, слой контейнера может содержать материал типа фенокси или материал смеси фенокси-полиолефина. Как обсуждалось выше, часть, по меньшей мере, пенной структуры может быть покрыта другим материалом, который может подходить для контакта с пищей, при условии структурной прочности и тому подобного.
[0381] Далее, листы, содержащие пенный материал, можно использовать для изоляции традиционных контейнеров. Листы 800, 810 могут быть разрезаны и скреплены с частью контейнера. Например, для получения теплоизолированного контейнера кусок листа 800, 810 может быть скреплен с традиционным пищевым контейнером на бумажной основе. Следует понимать, что часть листов, содержащих пенный материал, можно использовать для изоляции разного вида контейнеров или упаковок.
[0382] В некоторых вариантах, пенная этикетка может содержать однослойные или многослойные материалы, функционально обеспечивающие изоляционные свойства, так же, как и подходящий субстрат для печатной этикетки и подходящую поверхность для приклеивания. В некоторых вариантах, однослойные или многослойные материалы содержат пенный материал с замкнутыми ячейками пены в подходящем полимерном материале, таком как, например, полипропилен. Замкнутые ячейки пены, предпочтительно, имеют диаметр от нескольких микрон до нескольких сотен микрон. В одном из вариантов, замкнутые ячейки пены могут быть получены пенной экструзией с использованием сжатого газа в потоке расплава. В другом варианте, пену можно получать, генерируя комбинацию открытых и замкнутых ячеек пены. В другом варианте, пену можно получать, используя расширение замкнутых ячеек пенных добавок, таких как содержащие газ сферы акрилонитрила, например, такие как поставляются Экспансел или Веллман Инк. для волоконного применения. В некоторых вариантах, микроклеточная пена может быть получена в ПЭТ, нейлоне и олефинах с диаметром клеток примерно от 1 до 2 микрон, обеспечивающих выигрыш в весе и уменьшение теплопроводности, примерно, от 1/2 до 1/10.
[0383] В другом варианте, композитный материал на бумажной основе может содержать пенный материал. Пенный материал может составлять любую подходящую часть материала на бумажной основе. Пенный материал может быть помещен в композитные материалы на бумажной основе в присутствии или без присутствия сополимера полигидроксиаминоэфира (ПГАЭ), такого как смолы BLOX®, доступные от Доу Кемикал Корпорейшен и Империал Кемикал Индустриз. В одном из вариантов, пенный материал может быть смешан с пульпой для получения в основном однородной смеси. Ей может быть придана желательная форма посредством, например, способа формования или прокатки. Смесь может быть нагрета до, в ходе или после формования для обеспечения расширения компонента пенного материала (например, расширяемых микросфер) смеси. При этом можно использовать пенный материал для получения композитной структуры или контейнера, содержащих расширяемые микросферы и пульпу. В одном варианте, структура или контейнер могут содержать ПГАЭ, такие как BLOX®. При этом структуры, содержащие пенный материал, могут быть подвергнуты любой обработке, покрытию или воздействию других средств обеспечения желательных характеристик. В другом варианте, пенный материал может быть покрытием на бумажном или основанном на древесной пульпе контейнере. Покрытие можно нагреть для получения расширяемого покрытия (т.е. покрытия, в котором существенная часть покрытия содержит расширяемые микросферы).
[0384] В некоторых вариантах, листы, содержащие пенный материал, могут быть наложены на изделие и позднее обработаны для достижения дальнейшего расширения пенного материала. Например, пенную этикетку можно частично расширить. Частично расширенная пенная этикетка может быть соединена с контейнером. Затем контейнер и пенная этикетка могут быть нагреты для обеспечения дальнейшего расширения пенной этикетки.
[0385] Пенный материал может быть наложен на поверхность изделия для обеспечения тепловой изоляции. Пенный материал можно использовать для покрытия части изделия, по меньшей мере, пенный материал может быть наложен на изделие с использованием различных технологий покрытия. Например, изделие может быть профилем или бутылкой, покрытыми с использованием устройств и способов, описанных в патентах США №№6.391.408 и 6.676.883 и в заявке на патент США №10/705.748. Разумеется, пенный материал можно накладывать с использованием известных технологий наложения. Кроме того, для улучшения теплоизоляции изделия может быть наложено несколько слоев пенного материала. Например, бутылка, имеющая единственный пенный слой, может быть покрыта одним или несколькими дополнительными пенными слоями, имея в результате бутылку со многими пенными слоями.
[0386] В некоторых других вариантах, лист и/или профиль может быть выполнен с возможностью охвата изделия, такого как контейнер. Лист и/или профиль может быть временно или постоянно прикреплен к контейнеру и может создавать тепловой барьер, газовый барьер и/или тому подобное. В некоторых вариантах, лист и/или профиль содержит рукав, окружающий часть, по меньшей мере, контейнера, такого как чашка, бутылка, бидон (например, алюминиевый бидон) и т.д. Рукав может иметь любую форму, подходящую для охвата контейнера. В некоторых вариантах, рукав, предпочтительно, содержит пенный материал, создающий тепловой барьер. В некоторых вариантах, рукав содержит пенный материал и второй материал. Второй материал может содержать волоконный материал, полимер, металл и/или тому подобное. В одном из вариантов, лист и/или профиль является многослойным рукавом, включающим пенный слой и волоконный слой. Волоконный слой может находиться на наружной поверхности рукава. Когда рукав касается контейнера в виде контейнера для жидкости, волоконный слой может поглощать жидкость, протекшую из контейнера. В другом варианте, лист и/или профиль представляет собой многослойный рукав, содержащий пенный слой и клеящий слой. Например, клеящий слой сможет прикреплять рукав к контейнеру и может содержать чувствительное к давлению и/или чувствительное к температуре клеящее вещество. В некоторых вариантах, клеящий слой является чувствительным к температуре полимером, так что когда чувствительный к температуре слой нагревают (например, горячим содержимым контейнера), клеящий слой склеивается с поверхностью контейнера. Удачно, что пенный материал в рукаве может создавать удобную для захвата поверхность, изолирующую контейнер. Лист и/или профиль может содержать, по желанию, дополнительный слой. Кроме того, в некоторых вариантах, рукав может и не содержать пенный материал. Например, рукав может быть многослойным рукавом, включающим описанные здесь не пенные материалы.
[0387] В некоторых вариантах, процесс экструзии может быть использован для получения изделий, образующих часть, по меньшей мере, заготовки. Например, лист, рукав или другое экструдированное изделие может быть получено и использовано для получения слоя многослойной заготовки, такой как заготовка 50А Фиг.5А. Заготовка 50А сходна с заготовкой 50, показанной на Фиг.5, за исключением того, что заготовка 50А содержит экструдированный внешний слой 52А. Заготовка 50А имеет ряд признаков и преимуществ, описанных выше по отношению к заготовке 50, за исключением отмеченного здесь. Изображенная на Фиг.5А непокрытая заготовка 39 (или многослойная заготовка) может быть покрыта сверху экструдированным внешним слоем 52А.
[0388] Внешний слой 52А может быть получен при экструдировании цилиндрического, в основном, профиля с последующей обрезкой профиля для получения рукава. Рукав может иметь размер, пригодный для помещения части, по меньшей мере, заготовки 39. Днище заготовки 39 может быть помещено в рукав и сохраняться в рукаве, пока внешний слой 52А не покроет корпусную часть 34 заготовки 39. В некоторых вариантах, заготовка 39 может сохраняться в рукаве, пока поддерживающее кольцо 38 имеет контакт с верхним концом рукава. Как показано на Фиг.5А, нижний конец внешнего слоя 52А кончается на корпусной части заготовки 39 в некоторой части выше днища. Альтернативно, рукав может иметь размер и форму, существенно перекрывающую всю длину корпусной части 34 заготовки 39. В некоторых вариантах, рукав может образовывать часть, по меньшей мере, горлышка и/или корпусной части заготовки, и/или покрывать область днища. Например, заготовка 76 на Фиг.9 имеет внешний слой 52, расположенный на горловинной части 32 и на корпусной части 34.
[0389] Для облегчения одевания рукава на заготовку 39, рукав может быть нагрет и прижат к заготовке 39. Процессы нагревания и прижимания могут содействовать склеивания внешнего слоя 42А с заготовкой, и/или обеспечивать соответствие внешнего слоя 52 внешней поверхности непокрытой заготовки 39.
[0390] Рукав может иметь разрез (предпочтительно, продольный разрез) вдоль части, по меньшей мере, или по всей длине рукава, для облегчения соединения с заготовкой 50А. Например, экструдированный рукав может быть разрезан в осевом направлении, так что заготовка 39 может быть помещена в разрезанный рукав. Факультативно, можно использовать склеивание, процесс тепловой обработки и/или другие средства для обеспечения того, чтобы рукав оставался на заготовке 39 в ходе выдувания с растяжением. Следует понимать, что экструдированный рукав можно использовать для получения внутренней части или внешней части заготовки.
[0391] В некоторых вариантах, экструдированный материал может, по меньшей мере, временно перекрывать днище заготовки. Для образования внешнего слоя 52А Фиг.5А экструдированный рукав может быть помещен на корпусной части 34 заготовки 39 и выходить за нее. Часть рукава, выходящая за заготовку 39, может быть прижата к днищу. Излишний материал рукава может быть удален, например, обламыванием, обрезкой, сгибанием, оттягиванием и тому подобными способами. В некоторых вариантах, после удаления излишнего материала экструдированный рукав покрывает днище.
[0392] Рукав может быть нагрет для обеспечения того, чтобы экструдированный материал образовал в основном однородный внешний слой 52А. Экструдированный материал может быть нагрет до, в ходе или после помещения рукава на заготовку 39. В некоторых вариантах, трение между непокрытой заготовкой 39 и слоем 52А может ограничить или воспрепятствовать соскальзыванию слоя 52А с заготовки 39. Факультативно, для скрепления внешнего слоя 52А с заготовкой 39 может быть использован связующий материал. После того, как рукав образует внешний слой 52А, заготовка 50А может быть выдута с растяжением, как описывалось выше.
[0393] Внешний слой 52А может также быть получен из экструдированного листа (например, в основном плоского листа). Лист (например, лист 800, лист 810 и тому подобные) может быть отрезан для соответствия части, по меньшей мере, наружности заготовки 39. Изображенная здесь заготовка 50А может быть получена экструдированием и сортировкой по размеру листа, так что лист может быть обернут практически всей корпусной части заготовки 39, образуя внешний слой 52А. Лист может быть соединен с заготовкой 39 связующим материалом, тепловым способом, или тому подобным.
[0394] Экструдированные изделия можно также использовать для получения других типов многослойных заготовок. Например, заготовка 60 на Фиг.8 может быть получена формовкой внешнего слоя 52 на наружности заготовки 40. Следует понимать, что многослойные заготовки Фиг.9-14 могут быть получены, по меньшей мере, частично, с одним или с несколькими слоями экструдированного материала.
[0395] Рукав или лист экструдированного материала может быть обрезан, нагрет, обработан химически, растянут и т.д., что может облегчить выбор положения и/или размера экструдированного слоя. Кроме того, одна или несколько частей экструдированных изделий (например, листов) может быть использована для накрывания, по меньшей мере, части заготовки.
[0396] Таким образом, описанные здесь заготовки могут быть получены, по меньшей мере частично, экструдированием изделий, таких как однословные рукава, многослойные рукава, однослойные листы, многослойные листы и т.д. Изделия (например, заготовки и запорные элементы) и материалы, могущие содержать экструдированные изделия, описаны в заявке на патент США номер дела поверенного АРТРЕР1.091А, озаглавленной ОДНОСЛОЙНЫЕ И МНОГОСЛОЙНЫЕ ИЗДЕЛИЯ И ИНЖЕКЦИОННЫЕ СПОСОБЫ ИХ ПОЛУЧЕНИЯ, поданной одновременно с настоящей заявкой, и в заявке на патент США номер дела поверенного АРТРЕР1.090А, озаглавленной ОДНОСЛОЙНЫЕ И МНОГОСЛОЙНЫЕ ИЗДЕЛИЯ И КОМПРЕССИОННЫЕ СПОСОБЫ ИХ ПОЛУЧЕНИЯ, поданной одновременно с настоящей заявкой, которые настоящим включаются в данное описание посредством ссылки на них. Хотя получение слоев на изделиях описано, в основном, применительно к заготовкам, слои контейнеров (например, выдутых бутылок, бидонов) могут быть получены экструзией слоев.
[0397] В другом варианте, слоистый материал содержит первый и второй слои, причем первый слой содержит ПЭТГ, а второй слой содержит полипропилен. В другом варианте, полипропилен может быть сшитым или модифицированным малеиновым ангидридом, глицидил метакрилатом, акрил метакрилатом и/или аналогичными соединениями, для улучшения склеивания. В одном из вариантов, полипропилен далее содержит наночастицы. Еще в одном варианте, полипропилен, содержащий наночастицы, сшит или модифицирован малеиновым ангидридом, глицидил метакрилатом, акрил метакрилатом и/или аналогичными соединениями. Факультативно, слоистый материал содержит дополнительные слои термопластичных материалов.
[0398] В вариантах, в которых слоистый материал находится в контакте с пищей, предпочтительно, внутренний слой (например, слой, находящийся в контакте с содержимым контейнера) будет содержать материал, одобренный ФЛА для нахождения в контакте с пищей и/или другой материал, подходящий для контакта с пищей.
[0399] На Фиг.22 В схематически показано сечение многослойного слоистого материала или листа 390. Лист 390 может быть разрезан и ему может быть придана любая желательная форма. Факультативно, формованием или другим способом листу 390 может быть придана нужная форма. В изображенном варианте лист 390 имеет первый слой 392 и второй слой 394. В одном из вариантов, первый слой 392 содержит ПЭТГ, а второй слой 394 содержит полипропилен. В других вариантах, полипропилен далее содержит наночастицы и является сшитым или модифицированным малеиновым ангидридом, глицидил метакрилатом, акрил метакрилатом и/или аналогичными соединениями. В изображенном варианте, слой 392 непосредственно склеен со слоем 394. Лист 390 может иметь любое желательное количество слоев. Например, лист 390 может иметь связующий слой (не показан), расположенный между первым слоем 392 и вторым слоем 394. В других вариантах добавлен третий слой термопластичного материала. Лист 390 может быть получен также соэкструзией. Следует понимать, что имеются и другие подходящие средства получения листа 390. Например, для получения листов можно использовать систему слоистого инжекционного формования (СИФ), описанную в патенте США №6.391.408.
5. Способы и устройства для получения распределительных систем и трубопроводов
[0400] На Фиг.33А показана жидкостная распределительная система 960. Жидкостная распределительная система 960 может содержать питающую машину 962 для распределения съедобной жидкости, такой как напитки. Питающая машина 962 может находиться в жидкостном соединении с газовой системой 977 (например, с источником двуокиси углерода) и/или одним или несколькими источниками жидкости (например, с источником воды и источником сиропа или концентрата напитка).
[0401] Один или несколько трубопроводов могут обеспечивать жидкостное соединение между питающей машиной и 962 и сиропом напитка, смешанным напитком или любой другой жидкостью, предпочтительно, пригодной для внутреннего употребления. В изображенном варианте, жидкостная распределительная система 960, содержащая один или несколько трубопроводов 963, 964 и 965, может быть сходной с трубопроводом 402, описанным выше со ссылкой на Фиг.23. Один конец каждого трубопровода соединен с питающей машиной 962, а другие концы трубопроводов источником жидкости, таким как контейнеры с концентратами напитков 973, 964 и 975. Один или несколько трубопроводов 963, 964 и 965 выполнены, предпочтительно, с возможностью не вызывать изменения вкуса проходящей через них жидкости.
[0402] Трубопроводы 963, 964 и 965 могут быть отличными или сходными один с другим. Трубопроводы 963, 964 и 965 могут иметь любую конфигурацию, подходящую для прохождения жидкости. Например, трубопроводы могут иметь кольцевой, многоугольный или эллиптический профиль сечения. Далее, размеры трубопроводов 963, 964 и 965 могут определяться на основе одного или нескольких из следующих параметров: температуры, давления, скорости потока и других параметров жидкости, проходящей через них.
[0403] На Фиг.33В показан трубопровод, приспособленный для доставки жидкости, предпочтительно, питьевой жидкости. В изображенном варианте, трубопровод выполнен соединенным с питающей машиной 962. В одном из вариантов, трубопровод или труба 963 содержат материал, подходящий для контакта с пищевыми продуктами, и один или несколько дополнительных материалов, имеющих желательные физические свойства (например, такие как структурные и тепловые свойства). Удачно, что внутренний слой 967, находящийся в непосредственном контакте с жидкостью, практически не изменяет вкуса пищевых продуктов, с которыми он контактирует. Например, линии передачи жидкости распределительной системы долгое время содержали имеющие привкус полиолефины. Удачно, что внутренний слой 967, предпочтительно, не изменяет существенно вкус жидкости, проходящей через просвет 969 трубопровода 963. В одном из вариантов, внешний слой 968 может придавать трубопроводу 963 улучшенные физические характеристики. В другом варианте, внешний слой 968 может придавать трубопроводу 963 улучшенные изолирующие и/или структурные свойства. Например, в одном из вариантов, внешний слой 968 может придавать улучшенное сопротивление ударной нагрузке. В одном из вариантов, внешний слой 968 может уменьшать теплопередачу через стенки трубопровода 963. В другом варианте, внешний слой 968 может иметь высокую прочность к растяжению, так что через трубопровод 963 можно пропускать текучую среду под высоким давлением. Таким образом, внутренний слой служит практически инертной поверхностью контакта с пищей, тогда как внешний слой (слои) служит тепловым изолятором и может противостоять внешним воздействиям.
[0404] В варианте, изображенном на Фиг.33В, трубопровод 963 имеет внутренний слой 967, содержащий ПЭТ, и внешний слой 968, содержащий ПП. В другом варианте, внешний слой 968 содержит пенный материал. Например, пенный материал может включать материал носителя ПП и пенный агент. В другом варианте, пенный материал может содержать ПП, ПЭТ, микросферы и/или тому подобные. Трубопровод 963 может иметь любое подходящее количество слоев. В некоторых вариантах, внутренний слой 967 содержит ПЭТ или термопластик типа фенокси для удачного уменьшения привкуса содержащейся жидкости. В некоторых вариантах, трубопровод 963 может иметь нити, проволоку, кольца или другие элементы, обеспечивающие дополнительную поддержку и/или укрепление трубопровода.
[0405] В некоторых вариантах, экструдированные/соэкструдированные профили, образующие трубы и тюбинги могут быть жесткими или упругими. В одном из вариантов, при получении вкладышей для труб и тюбингов в качестве клеящего вещества можно использовать материал типа фенокси и/или смесь фенокси. Например, трубы или тюбинги можно использовать в распределительных системах для газированных напитков. В некоторых вариантах, экструдированные профили содержат материал типа фенокси и/или смесь фенокси в качестве барьера, обеспечивающего безпривкустность. Согласно другому варианту, материал типа фенокси и/или смесь фенокси образует тонкий внутренний слой профиля. Например, тонкий внутренний слой может быть связан с профилем путем склеивания. В одном из вариантов, профиль может содержать материал ПВС. Материал типа фенокси и/или смесь фенокси можно использовать, когда преимущественным является свойство безпривкусности.
[0406] Питающая машина 962 может также быть в форме распределителя напитков, который может избирательно распределять несколько напитков, доставляемых через один трубопровод или рукав, как это показано на Фиг.33С. Например, питающая машина 962 может иметь кнопки управления 973 для выбора вида напитка, доставляемого из трубопровода из сопла 974 питающей машины 962. Питающую машину 962 можно использовать в барах, ресторанах и тому подобных. Обычно внутренний слой известных трубопроводов, используемых для доставки напитков в питающую машину 962, сохраняет вкус каждого напитка, проходящего через трубопровод. Такой остаточный вкус может затем изменять вкус напитков, впоследствии пропускаемых через трубопровод. Удачно, что трубопровод 963 можно использовать для избирательной доставки различных жидкостей в разное время в питающую машину 962 без наличия сохранившихся остатков на внутренней поверхности трубопровода 963. Например, трубопровод 963 с внутренним слоем 967. содержащим ПЭТ, и внешним слоем 968, содержащим ПП, может пропускать жидкости без ощутимого изменения вкуса жидкости. Таким образом, трубопровод 963 пропускает жидкости без ощутимого изменения вкуса жидкости.
[0407] Трубопровод 963 можно использовать для распределения других питьевых жидкостей, он может быть использован и для другого применения. Например, трубопровод 963 можно использовать для доставки жидкостей на пивоваренных и винных заводах, в фармацевтических производствах, в больничных линиях, при производстве полупроводников и в тому подобных. Например, трубопровод 963 можно использовать для доставки медицинских жидкостей.
[0408] Как показано на Фиг.33D, профиль 900, содержащий однослойный или многослойный материал 938, может быть снабжен экструдером 940. В некоторых вариантах, этот экструдер может соэкструдировать многие слои для получения многослойного материала. В одном из вариантов, полимерные сырые материалы, предпочтительно, гранулы полимера, попадают в экструдер с помощью одного или нескольких устройств червячного типа, перемешивающих и сжимающих сырые материалы. Экструдер 940 нагревают, и комбинация тепла и давления превращает сырой материал в расплавленный пластик. На выпускном конце экструдера расплавленный пластик выдавливают через фильеру, конкретнее, между внешней частью фильеры и центром фильеры, служащей для получения профиля. Можно использовать любой тип экструдера. В одном из вариантов, материал можно использовать для получения трубопроводов или труб, приспособленных для доставки питьевых жидкостей. Например, материал может выдавливаться из экструдера, образуя трубопровод 963, как показано на Фиг.33А, 33В, 33С и/или 33Е. В некоторых вариантах, выдавленный профиль может иметь длину, примерно, более 12 дюймов, более 15 дюймов, более 18 дюймов или более 24 дюймов.
[0409] Как показано на Фиг.33Е и как описано выше, профиль 900 может образовывать трубопровод 963, содержащий один или несколько слоев или частей. Трубопровод 963 имеет внутренний слой 967, внешний слой 968 и, факультативно, один или несколько промежуточных слоев 970. Используемый здесь термин «внутренний слой» является широким термином и может включать единственный слой или ряд слоев на или вблизи внутренней части изделия. Используемый здесь термин «внешний слой» является широким термином и может включать единственный слой или ряд слоев на или вблизи внешней части изделия. Используемый здесь термин «промежуточный слой» является широким термином и может включать единственный слой или ряд слоев, расположенных между слоями изделия.
[0410] В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, менее 90% от толщины стенки трубопровода, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, более 90% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 50-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 70-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 90-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 20-80% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 30-70% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 40-60% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 1-50% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 1-30% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внутренний слой 967 имеет, примерно, 1-10% от толщины стенки трубопровода. Следует понимать, что внутренний слой 967 может иметь любую подходящую толщину стенки, включая значения, которые больше, меньше, в пределах или вне пределов указанных выше конкретных процентных значений и интервалов, в зависимости от желательных свойств трубопровода.
[0411] В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, менее 90% от толщины стенки трубопровода, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, более 90% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 50-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 70-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 90-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 20-80% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 30-70% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 40-60% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 1-50% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 1-30% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 1-10% от толщины стенки трубопровода. Следует понимать, что внешний слой 968 может иметь любую подходящую толщину стенки, включая значения, которые больше, меньше, в пределах или вне пределов указанных выше конкретных процентных значений и интервалов, в зависимости от желательных свойств трубопровода.
[0412] В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, менее 90% от толщины стенки трубопровода, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%. 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, более 90% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах внешний слой 968 имеет, примерно, 50-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 70-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 90-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 20-80% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 30-70% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 40-60% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 1-50% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 1-30% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах один или несколько промежуточных слоев 970 имеет, примерно, 1-10% от толщины стенки трубопровода. Следует понимать, что один или несколько промежуточных слоев 970 может иметь любую подходящую толщину стенки, включая значения, которые больше, меньше, в пределах или вне пределов указанных выше конкретных процентных значений и интервалов, в зависимости от желательных свойств трубопровода. В некоторых, не ограничивающих, вариантах профиль 900 может образовывать трубопровод 963, содержащий один или несколько слоев или порций, имеющих одну или несколько следующих удачных характеристик: изолирующий слой, барьерный слой, слой для контакта с пищевыми продуктами, безпривкусный слой, высокопрочный слой, мягкий слой, связующий слой, газопоглощающий слой, слой или часть, пригодная для использования с горячим наполнением, слой, имеющий устойчивость к расплавлению, подходящую для экструзии. В некоторых вариантах, изделие, имеющее однослойную или многослойную конструкцию, содержит один или несколько из следующих материалов: ПЭТ (включая регенерированный и/или натуральный ПЭТ), ПЭТГ, пену, полипропилен, термопластики типа фенокси, полиолефины, смеси термопластиков типа фенокси-полиолефинов и/или их комбинации.
[0413] В некоторых вариантах внутренний слой 967 содержит ПЭТ или термопластик типа фенокси для удачного уменьшения передачи запаха содержащейся внутри жидкости. В некоторых вариантах, трубопровод 963 может содержать нити, проволоки, кольца или другие элементы, обеспечивающие дополнительную поддержку и/или усиление трубопровода. Как было указано выше, в некоторых вариантах, могут иметься один или несколько промежуточных слоев 970. В некоторых вариантах, два или более внутренних слоя 967, внешний слой 968 и один или более промежуточных слоев 970 могут содержать общий материал. Например, в одном из вариантов, трубопровод имеет внутренний пенный слой и внешний пенный слой. В другом варианте, трубопровод имеет внутренний слой из термопластика типа фенокси и внешний слой из термопластика типа фенокси. В некоторых вариантах, два промежуточных слоя содержат материалы связующего слоя. В некоторых, не ограничивающих, вариантах внутренний слой содержит ПЭТ или термопластик типа фенокси, а внешний слой содержит полипропилен, пену, термопластик типа фенокси. смесь термопластика фенокси-полиолефина, ПЭТ, ПЭТГ, барьерный материал, регенерированный материал, измельченный материал или поверхностно обработанный материал, а один или несколько промежуточных слоев содержит барьерный материал, материал связующего слоя, пену, регенерированный материал, измельченный материал, ПЭТ, ПЭТГ или другие описанные здесь материалы. В некоторых вариантах, барьерный материал может удачно ограничивать проход жидкости через стенку трубопровода.
[0414] В некоторых вариантах выдутый контейнер или другое изделие, например, бидон, содержит один или несколько пенных и/или полипропиленовых слоев. В некоторых вариантах выдутый контейнер или другое изделие, например, бидон, содержит один или несколько слоев типа фенокси и/или смеси фенокси. В некоторых вариантах, бидон может содержать любой один или несколько из описанных здесь слоев. Например, некоторые предпочтительные способы и устройства, относящиеся к получению бидонов, описаны в патенте США №6.109.006, включенном во всей его полноте в настоящее описание посредством ссылки на него, и составляющем часть описания данной заявки. Следует понимать также, что эти способы и устройства можно использовать для получения других описанных здесь изделий. Кроме того, в некоторых вариантах описанные здесь изделия можно получать, используя способы и устройства, описанные в ссылках (например, в патенте США №6.109.006, включенном в настоящую заявку посредством ссылки на него).
[0415] В некоторых вариантах промежуточные слои могут содержать в единственном слое один или несколько материалов. Например, в одном из вариантов, измельченный или регенерированный слой может содержать ПЭТ и пену. В другом варианте, измельченный или регенерированный слой может содержать термопластик типа фенокси и ПЭТ. В некоторых вариантах первый промежуточный слой содержит первый материал, а второй промежуточный слой содержит второй материал, причем первый материал отличается от второго материала. В некоторых вариантах, промежуточные слои могут включать связующие слои и/или барьерные слои. В некоторых вариантах промежуточный слой может быть исключен.
[0416] В некоторых вариантах, трубопровод 963 содержит пенный слой. Предпочтительно, пенный слой получен из материала, могущего расширяться с образованием пены. В предпочтительных вариантах пенный материал содержит материал носителя (например, терефталат полиэтилена («ПЭТ») или полипропилен) и микросферы. Микросферы представляют собой полые сферы, содержащие заключенный в капсулы газ. При нагревании микросфер их оболочка размягчается, возрастает давление газа, приводя к расширению микросфер отих исходного положения в расширенное положение, образуя тем самым пенный материал. В одном из вариантов, трубопровод содержит пенный и/или полипропиленовый слой и слой ПЭТ. В другом варианте, трубопровод содержит пенный и/или полипропиленовый слой и слой, пригодный для контакта с пищевыми продуктами. В одном из вариантов, пенный и/или полипропиленовый слой является, предпочтительно, внутренним слоем 967. ПП может факультативно составлять внутренний слой, пригодный, предпочтительно, для контакта с пищевыми продуктами, также как и, например, ПЭТ или термопластик типа фенокси. В одном из вариантов, пенный и/или полипропиленовый слой является, предпочтительно, промежуточным слоем 970.
[0417] В некоторых, не ограничивающих, вариантах, пенный и/или полипропиленовый слой составляет, примерно, менее 90% от толщины стенки трубопровода, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах, пенный и/или полипропиленовый слой имеет, примерно, более 90% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 50-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 70-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 90-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 20-80% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 30-70% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 40-60% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 1-50% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 1-30% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах пенный и/или полипропиленовый слой имеет, примерно, 1-10% от толщины стенки трубопровода. В некоторых вариантах, толщина пенного и/или полипропиленового слоя, предпочтительно. минимизирована. В некоторых вариантах, толщина пенного и/или полипропиленового слоя, предпочтительно, максимализирована. В некоторых вариантах, толщина пенного и/или полипропиленового слоя, предпочтительно, увеличена путем нагрева трубопровода. Следует понимать, что пенный и/или полипропиленовый слой может иметь любую подходящую толщину стенки, включая значения, находящиеся выше, ниже, в пределах или перекрывающие приведенные выше конкретные процентные значения и интервалы, в зависимости от желательных свойств трубопровода.
[0418] В некоторых вариантах, трубопровод 963 содержит один или несколько слоев термопластика типа фенокси. В одном из вариантов, трубопровод содержит один или несколько слоев смеси термопластика фенокси-полиолефина. В одном из вариантов, трубопровод содержит слои типа фенокси и/или смесь фенокси. В одном из вариантов, трубопровод содержит слой типа фенокси и/или смесь фенокси и слой ПЭТ и/или регенерированного ПЭТ. В одном из вариантов, трубопровод содержит слой типа фенокси и/или смесь фенокси и подходящий внешний слой 968. В одном из вариантов, слой типа фенокси и/или смесь фенокси является внешним слоем 968. В одном из вариантов, слой типа фенокси и/или смесь фенокси является промежуточным слоем 970.
[0419] В некоторых, не ограничивающих, вариантах, слой типа феиокси и/или смеси фенокси составляет примерно, менее 90% от толщины стенки трубопровода, включая также, примерно, менее 80%, 70%, 60%, 50%, 40%, 30%, 20%, 10%, 9%, 8%, 7%, 6%, 5%, 4%, 3%, 2% или 1% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах, слой типа фенокси и/или смеси фенокси имеет, примерно, более 90% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 50-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 70-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 90-100% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 20-80% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 30-70% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 40-60% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 1-50% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 1-30% от толщины стенки трубопровода. В некоторых, не ограничивающих, вариантах слой типа фенокси и/или смеси фенокси имеет, примерно, 1-10% от толщины стенки трубопровода. В некоторых вариантах, толщина слоя типа фенокси и/или смеси фенокси, предпочтительно, минимизирована. Уменьшение толщины слоя типа фенокси и/или смеси фенокси, уменьшает, предпочтительно, общую стоимость получаемого трубопровода. В некоторых вариантах, толщина слоя типа фенокси и/или смеси фенокси, предпочтительно, максимализирована. Следует понимать, что слой типа фенокси и/или смеси фенокси может иметь любую подходящую толщину стенки, включая значения, находящиеся выше, ниже, в пределах или перекрывающие приведенные выше конкретные процентные значения и интервалы, в зависимости от желательных свойств трубопровода.
6. Способы и устройства для получения, заполнения и уплотнения контейнеров
[0420] В некоторых вариантах, контейнер может быть получен, заполнен и уплотнен. В одном из вариантов, профиль может быть экструдирован. Экструдированный профиль затем может быть выдут в контейнер. Затем контейнер может быть заполнен. В некоторых вариантах контейнер может быть заполнен жидкостью. В некоторых вариантах контейнер может быть заполнен пищевыми продуктами. В некоторых вариантах, процесс выдувания нагревает контейнер. Нагретый контейнер эффективно стерилен в ходе и вскоре после процесса выдувания. Пока контейнер эффективно стерилен, он может быть заполнен. В некоторых вариантах, заполнение контейнера вскоре после процесса выдувания избавляет от необходимости дополнительного и/или последующего процесса стерилизации до заполнения контейнера. Затем контейнер может быть уплотнен. Можно использовать любые подходящие способы уплотнения контейнера.
[0421] Например, в некоторых вариантах стерилизация контейнера может осуществляться введением в контейнер горячих жидкости или пищевых продуктов. Особенно удобным для горячего заполнения является контейнер, имеющий жесткую горловинную часть. Например, для некоторых случаев горячего заполнения можно использовать контейнер, имеющий кристаллическое горлышко. Однако в некоторых вариантах, когда контейнер заполняют сразу после выдувания, нет необходимости нагревать жидкости, помещаемые в контейнер. Процесс выдувания эффективно стерилизует контейнер. Не требуется горячее заполнение для стерилизации контейнера. Соответственно, в некоторых вариантах контейнер не обязательно должен иметь жесткую часть. В некоторых вариантах контейнер может быть упругим, т.е. мешком.
[0422] В способах образования, наполнения и закупоривания может быть использовано любое подходящее количество и/или комбинация описанных здесь слоев и/или материалов. Изделия могут содержать один или несколько слоев или частей, имеющих одну или несколько удачных характеристик: изолирующий слой, барьерный слой, слой, пригодный для контакта с пищевыми продуктами, беспривкусный отсеивающий слой, слой высокой прочности, мягкий слой, связующий слой, газо-поглощающий слой, слой или часть, пригодные для горячего наполнения, слой, имеющий плавкость, пригодную для экструзии. В одном из вариантов, однослойный или многослойный материал содержит один или несколько из следующих материалов: ПЭТ (включая регенерированный или натуральный ПЭТ), ПЭТГ, пену, полипропилен, термопластики типа фенокси, полиолефины, смеси термопластиков фенокси-полиолефинов, нанокомпозиты и/или их комбинации.
[0423] Имея в виду настоящее описание, сведущий специалист сможет выбрать различные типы слоистого материала (материалов) для достижения желаемых свойств полученного из него изделия. Описанные здесь изделия могут быть сформированы любыми подходящими средствами. Например, изделия могут быть получены инжекционным формованием, выдуванием, инжекционным выдуванием, экструзией, со-экструзией, выдуванием с напряженной инжекцией и другими описанными здесь способами. Описанные выше различные способы и технологии обеспечивают ряд путей осуществления изобретения. Следует понимать, разумеется, что не обязательно все описанные цели или преимущества могут быть достигнуты в соответствии с каждым конкретным описанным здесь вариантом. Так, например, лица, сведущие в данной области, поймут, что способы могут осуществляться образом, достигающим или оптимизирующим одно преимущество или группу преимуществ, как это здесь описано, без необходимого достижения других описанных здесь или предположенных целей или преимуществ.
[0424] Далее, сведущий специалист поймет возможность взаимозаменяемости различных признаков из разных описанных здесь вариантов. Аналогично, описанные выше разные признаки и этапы, равно как и другие известные эквиваленты каждого такого признака или этапа, могут смешиваться и относиться к способам и заготовкам лицами, имеющими обычные познания в данной области, в соответствии с описанными здесь принципами. Кроме того, описанные и проиллюстрированные здесь способы не ограничены ни точной последовательностью описанных действий, ни является необходимым ограничиваться на практике всеми указанными действиями. Другие последовательности событий или действий или не все события, или одновременное происхождение событий можно использовать при осуществлении вариантов настоящего изобретения.
[0425] Хотя настоящее изобретение описано в контексте определенных вариантов и примеров, лица, сведущие в данной области, поймут, что оно выходит за рамки конкретно описанных вариантов к другим альтернативным вариантам и/или применениям и к его очевидным модификациям и эквивалентам. Соответственно, не предполагается ограничить изобретение описанием приведенных здесь конкретных предпочтительных вариантов. Наоборот, заявитель настаивает, что объем изобретения ограничен исключительно ссылками на прилагаемую формулу изобретения, и что вариации описанных здесь способов и материалов, очевидные для лиц, сведущих в данной области, входят в объем изобретения заявителя.












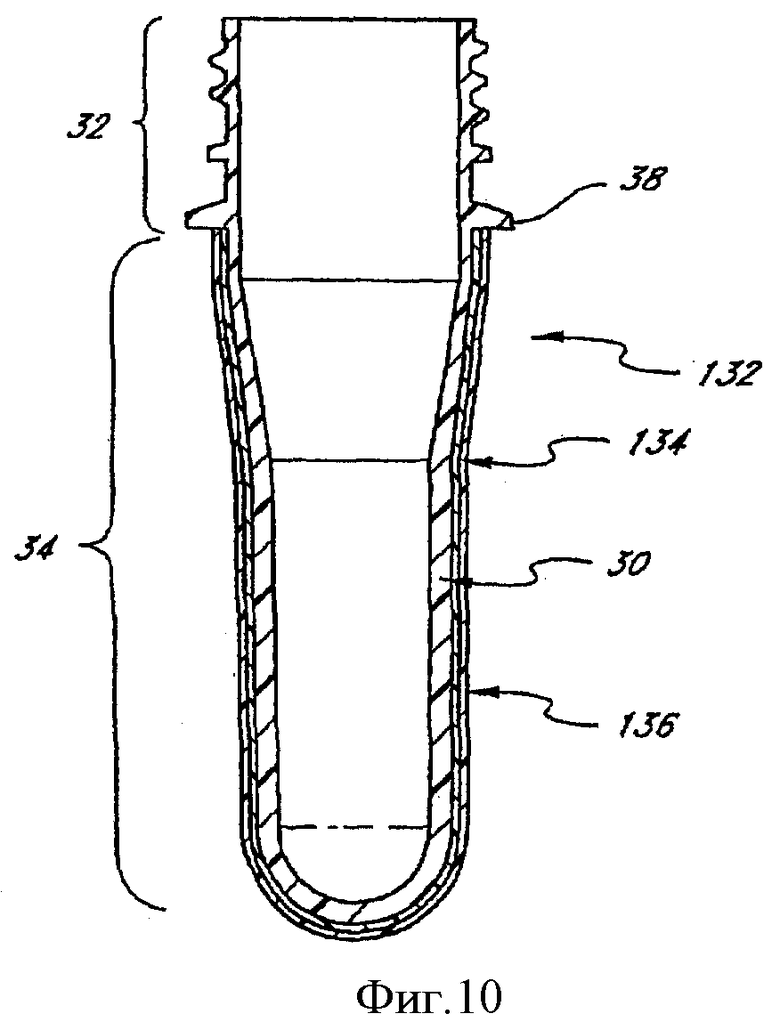









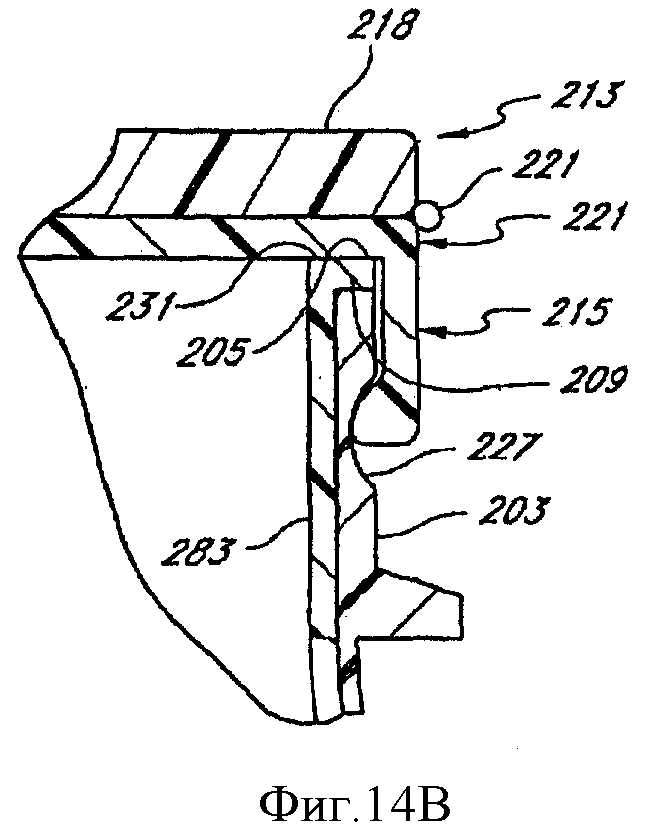
















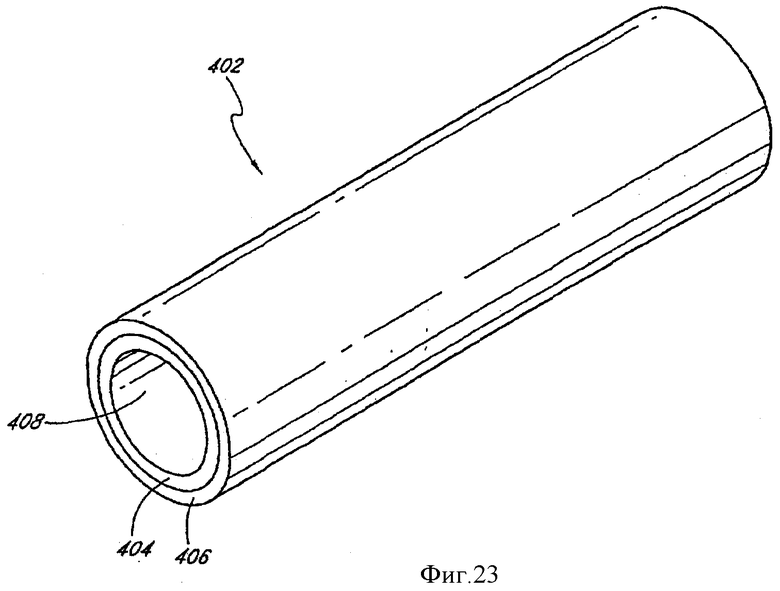
















Бутылка, экструдированная выдувным формованием, состоящая из утонченной горловинной части (горлышка) и основной корпусной части. Основная корпусная часть имеет первый внутренний слой и второй слой. Первый внутренний слой выполнен из первого материала, выбранного из группы, состоящей из полиэфира, термопластического материала фенокси типа, фенокси-полиолефинов и их комбинаций. Второй слой выполнен из второго пенного материала, включающий расширяемый материал и материал носителя. При этом первый внутренний слой и второй слой совместно экструдированы с образованием профиля. Бутылка изготовлена выдуванием совместно с экструдированием профиля. В качестве материала второго слоя выбран материал из группы, включающей первичный ПЭТ (полиэтилентерефталат), повторно используемый ПЭТ, ПЭТГ (полиэтилентерефталат, модифицированный гликолем), пену, полипропилен, полиэфир, полиолефины, термопластический материал фенокси типа, фенокси-полиолефиновые термопластические композиции, повторно измельченные бракованные материалы (отходы) и их комбинации. Второй материал отличается от первого внутреннего материала. Способ изготовления бутылки заключается в совместной экструзии профиля, имеющего первый внутренний слой и второй слой. Слои изготовлены в соответствии со слоями бутылки. Вариант изготовления бутылки заключается в том, что второй слой размещен снаружи первого внутреннего слоя и имеет третий слой, изготовленный из доизмельченного кусочного материала, образованного измельчением остаточного материала от процесса экструзии. При этом третий слой расположен снаружи первого внутреннего слоя и внутри второго слоя. Способ получения такой бутылки включает операции по измельчению остаточного материала от процесса экструзии и совместную экструзию профиля из трех слоев. Затем осуществляют выдувание профиля с образованием бутылки. Экструзионный профиль для хранения напитков содержит первый экструдированный внутренний слой, содержащий материал, выбранный из группы, состоящей из термопластика типа фенокси, смеси термопластиков фенокси-полиолефинов и их комбинаций, и второй слой. Второй слой выбирается на основе указанных выше полимеров и кусочных материалов. Технический результат, который достигается при использовании способов изготовления бутылки и конструкции получаемой бутылки, заключается в том, чтобы обеспечить эффективный тепловой барьер для уменьшения теплообмена через контейнер или упаковку. Также желательно исключить нежелательное воздействие на его содержимое при длительном хранении пищи или напитков в контейнере. 9 н. и 75 з.п. ф-лы, 57 ил.
1. Бутылка, содержащая:
горловинную часть и
корпусную часть, содержащую первый внутренний слой и второй слой, причем первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков фенокси-полиолефинов и их комбинаций, а второй слой содержит пенный материал, включающий расширяемый материал и материал носителя, причем первый внутренний слой и второй слой совместно экструдированы с образованием профиля,
причем бутылка изготовлена выдуванием совместно экструдированного профиля.
2. Бутылка по п.1, в которой второй слой является внешним слоем.
3. Бутылка по п.1, в которой второй слой является промежуточным слоем между первым внутренним слоем и внешним слоем.
4. Бутылка по п.1, в которой первый внутренний слой имеет стенку толщиной, меньшей примерно половины толщины стенки второго слоя.
5. Бутылка по п.1, в которой первый внутренний слой имеет стенку толщиной, меньшей примерно четверти толщины стенки второго слоя.
6. Бутылка по п.1, в которой первый внутренний слой имеет стенку толщиной, меньшей примерно одной десятой толщины стенки второго слоя.
7. Бутылка по п.1, в которой расширяемый материал содержит микросферы.
8. Бутылка по п.1, в которой материал носителя содержит полипропилен.
9. Бутылка по п.1, в которой один или несколько из первых внутренних слоев и второй слой содержат барьерный материал, имеющий проницаемость к кислороду и двуокиси углерода меньшую, чем у полиэтилен терефталата ПЭТ.
10. Бутылка по п.1, в которой между первым внутренним слоем и вторым слоем расположен связующий слой.
11. Бутылка по п.1, в которой горловинная часть выполнена с возможностью соединения с запорным элементом.
12. Способ получения бутылки, содержащий:
совместную экструзию профиля, имеющего первый внутренний слой и второй слой, причем первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков фенокси-полиолефинов и их комбинаций, а второй слой содержит пенный материал, который содержит расширяемый материал и материал носителя, и выдувание профиля для получения бутылки.
13. Способ по п.12, далее содержащий охлаждение бутылки для управления расширением расширяемого материала.
14. Способ по п.12, далее содержащий нагрев бутылки для управления расширением расширяемого материала.
15. Бутылка, содержащая:
горловинную часть и корпусную часть, содержащую первый внутренний слой, второй слой и третий слой, причем первый внутренний слой содержит первый материал, выбранный из группы, состоящей из термопластика типа фенокси, смесей термопластиков фенокси-полиолефинов, смесей термопластиков фенокси-функциональных полиолефинов и их комбинаций, второй слой расположен снаружи первого внутреннего слоя, а третий слой содержит доизмельченный кусочный материал, образованный доизмельчением остаточного материала от процесса экструзионного выдувания, причем остаточный материал содержит первый материал и второй материал, причем третий слой расположен снаружи первого внутреннего слоя и внутри второго слоя.
16. Бутылка по п.15, в которой первый внутренний слой составляет примерно менее 20% толщины стенки корпусной части бутылки.
17. Бутылка по п.15, в которой первый внутренний слой составляет примерно менее 10% толщины стенки корпусной части бутылки.
18. Бутылка по п.15, в которой первый внутренний слой составляет примерно менее 5% толщины стенки корпусной части бутылки.
19. Бутылка по п.15, в которой второй слой составляет примерно более 20% толщины стенки корпусной части бутылки.
20. Бутылка по п.15, в которой второй слой составляет примерно более 40% толщины стенки корпусной части бутылки.
21. Бутылка по п.15, в которой второй слой составляет примерно более 60% толщины стенки корпусной части бутылки.
22. Бутылка по п.15, в которой второй слой составляет примерно менее 20% толщины стенки корпусной части бутылки.
23. Бутылка по п.15, в которой второй слой составляет примерно менее 40% толщины стенки корпусной части бутылки.
24. Бутылка по п.15, в которой второй слой составляет примерно менее 60% толщины стенки корпусной части бутылки.
25. Бутылка по п.15, в которой третий слой составляет примерно менее 20% толщины стенки корпусной части бутылки.
26. Бутылка по п.15, в которой третий слой составляет примерно менее 10% толщины стенки корпусной части бутылки.
27. Бутылка по п.15, в которой третий слой составляет примерно менее 5% толщины стенки корпусной части бутылки.
28. Бутылка по п.15, в которой третий слой составляет примерно более 20% толщины стенки корпусной части бутылки.
29. Бутылка по п.15, в которой третий слой составляет примерно более 40% толщины стенки корпусной части бутылки.
30. Бутылка по п.15, в которой третий слой составляет примерно более 60% толщины стенки корпусной части бутылки.
31. Бутылка по п.15, изготовленная выдуванием экстру дированного профиля.
32. Бутылка по п.15, в которой один или несколько из первого, второго и третьего слоев содержит барьерный материал, имеющий проницаемость по кислороду и двуокиси углерода, меньшую проницаемости терефталата полиэтилена.
33. Бутылка по п.15, в которой между двумя или несколькими первым, вторым и третьим слоями расположен один или несколько связующих слоев.
34. Бутылка по п.15, в которой горловинная часть выполнена с возможностью соединения с запорным элементом.
35. Способ получения бутылки, содержащий:
формирование доизмельченного кусочного материала доизмельчением остаточного материала от процесса экструзионного выдувания, причем остаточный материал содержит первый материал, выбранный из группы, состоящей из термопластика типа фенокси, смесей термопластиков фенокси-функциональных полиолефинов, смесей термопластиков фенокси-полиолефинов и их комбинаций, и второй материал, выбранный из группы, состоящей из полипропилена, функционально активного полипропилена ПП и их комбинаций,
совместную экструзию профиля, имеющего первый внутренний слой, второй слой и третий слой, причем первый внутренний слой содержит первый материал, второй слой, расположенный снаружи первого внутреннего слоя, содержит второй материал, и третий слой, расположенный снаружи первого внутреннего слоя и внутри второго слоя, содержащий доизмельченный кусочный материал, и выдувание профиля с образованием бутылки.
36. Способ по п.35, в котором остаточный материал содержит доизмельченный кусочный материал.
37. Экструзионный профиль для хранения напитков, содержащий:
первый экструдированный внутренний слой, содержащий материал, выбранный из группы, состоящей из термопластика типа фенокси, смеси термопластиков фенокси-полиолефинов и их комбинаций, и
второй экструдированный слой, содержащий материал, выбранный из группы, состоящей из пены, полипропилена, доизмельченных кусочных материалов из процесса формирования профиля и их комбинаций, причем второй экструдированный слой поддерживает первый экструдированный внутренний слой.
38. Экструзионный профиль по п.37, в котором первый слой пригоден для контакта с пищевыми продуктами.
39. Экструзионный профиль по п.37, в котором второй слой содержит расширяемый материал.
40. Экструзионный профиль по п.39, в котором расширяемый материал приспособлен для расширения при тепловой обработке.
41. Экструзионный профиль по п.40, в котором расширяемый материал содержит микросферы, увеличивающиеся при тепловой обработке.
42. Экструзионный профиль по п.40, в котором тепловая обработка включает цикл предварительного нагрева для увеличения температуры профиля для выдувания.
43. Экструзионный профиль по п.39, в котором расширяемый материал содержит материал полимерного носителя и пенящий агент.
44. Экструзионный профиль по п.39, в котором расширяемый материал содержит главным образом полностью разваленные микросферы, частично расширенные микросферы или полностью расширенные микросферы.
45. Экструзионный профиль по п.39, в котором расширяемый материал выполнен с возможностью расширения с образованием пены при нагреве выше температуры расширения.
46. Экструзионный профиль по п.39, в котором расширяемый материал составляет примерно от 5 до 60% по весу профиля.
47. Экструзионный профиль по п.39, в котором расширяемый материал содержит в большинстве по весу ПП.
48. Экструзионный профиль по п.39, в котором расширяемый материал составляет примерно менее 40% по весу профиля.
49. Экструзионный профиль по п.39, в котором расширяемый материал составляет примерно менее 20% по весу профиля.
50. Экструзионный профиль по п.39, в котором расширяемый материал содержит микросферы и материал носителя, выбранный из группы, состоящей из полипропилена, ПЭТ и их комбинаций.
51. Экструзионный профиль по п.37, в котором один, по меньшей мере, из первого слоя и второго слоя содержит барьерный материал.
52. Экструзионный профиль по п.51, далее содержащий другой слой, включающий барьерный материал.
53. Бутылка, содержащая:
горловинную часть и корпусную часть, содержащую
первый внутренний слой, содержащий первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков фенокси-полиолефинов, полиэфиров, полиолефинов, полиэтилентерефталатов, полипропиленов, осветленных полипропиленов, полиамидов, сополимеров любых из перечисленных и их комбинаций;
второй слой содержит пенный материал, указанный пенный материал, включающий расширяемый материал и материал носителя; и
третий слой, напрямую приклеенный ко второму слою;
где бутылку изготавливают
формированием первого внутреннего слоя путем экструдирования профиля и выдувкой экструдированного профиля,
присоединением склеенных второго и третьего слоев к первому внутреннему слою.
54. Бутылка по п.53, где или второй, или третий слой напрямую приклеивают к первому внутреннему слою.
55. Бутылка по п.53, также содержащая один или более промежуточных слоев, где один или более промежуточных слоев напрямую приклеен к первому внутреннему слою и один из одного или более промежуточных слоев напрямую приклеен или ко второму, или к третьему слою.
56. Бутылка по п.53, где склеенные второй и третий слои не присоединены к большинству горловинной части.
57. Бутылка по п.53, где третий слой представляет собой внешний слой.
58. Бутылка по п.53, где первый внутренний слой имеет стенку толщиной, меньшей примерно половины толщины стенки второго слоя.
59. Бутылка по п.53, где первый внутренний слой имеет стенку толщиной, меньшей примерно четверти толщины стенки второго слоя.
60. Бутылка по п.53, где первый внутренний слой имеет стенку толщиной, меньшей примерно одной десятой толщины стенки второго слоя.
61. Бутылка по п.53, где расширяемый материал содержит микросферы.
62. Бутылка по п.53, где материал носителя содержит полипропилен, сополимер этиленакриловой кислоты или любую их комбинацию.
63. Бутылка по п.53, где один или более из первых внутренних слоев и второй слой содержат барьерный материал, имеющий проницаемость к кислороду и диоксиду углерода меньшую, чем полиэтилентерефталат.
64. Бутылка по п.53, где между первым внутренним слоем и вторым слоем расположен связывающий слой.
65. Бутылка по п.53, где горловинная часть выполнена с возможностью соединения с крышкой.
66. Способ изготовления бутылки, включающий:
экструзию профиля, имеющего первый внутренний слой, содержащий первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков фенокси-полиолефинов, полиэфиров, полиолефинов,
полиэтилентерефталатов, полипропиленов, осветленных полипропиленов, полиамидов, сополимеров любых из перечисленных и их комбинаций;
формование второго слоя, содержащего пенный материал, включающий расширяемый материал и материал носителя; и
выдувку профиля;
формование третьего слоя, напрямую приклеенного ко второму слою; и присоединение склеенных второго и третьего слоев к профилю.
67. Способ по п.66, также включающий охлаждение бутылки для регулирования расширения расширяемого материала.
68. Способ по п.66, также включающий нагревание бутылки для регулирования расширения расширяемого материала.
69. Бутылка, содержащая: горловинную часть и корпусную часть, содержащую
первый внутренний слой, содержащий первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков фенокси-полиолефинов, полиэфиров, полиолефинов, полиэтилен терефталатов, полипропиленов, осветленных полипропиленов, полиамидов, сополимеров любых из перечисленных и их комбинаций;
второй слой содержит пенный материал, указанный пенный материал, включающий расширяемый материал и материал носителя; и
третий слой, напрямую приклеенный ко второму слою; где бутылку изготавливают
формованием первого внутреннего слоя путем литьевого формования преформы и выдувного формования преформы,
присоединением склеенных второго и третьего слоев к первому внутреннему слою.
70. Бутылка по п.69, где или второй, или третий слой напрямую присоединяют к первому внутреннему слою.
71. Бутылка по п.69, также содержащая один или более промежуточных слоев, где один или более промежуточных слоев напрямую приклеен к первому внутреннему слою и один из одного или более промежуточных слоев напрямую приклеен или ко второму или к третьему слою.
72. Бутылка по п.69, где склеенные второй и третий слои не присоединены к большинству горловинной части.
73. Бутылка по п.69, где третий слой представляет собой внешний слой.
74. Бутылка по п.69, где первый внутренний слой имеет стенку толщиной, меньшей примерно половины толщины стенки второго слоя.
75. Бутылка по п.69, где первый внутренний слой имеет стенку толщиной, меньшей примерно четверти толщины стенки второго слоя.
76. Бутылка по п.69, где первый внутренний слой имеет стенку толщиной, меньшей примерно одной десятой толщины стенки второго слоя.
77. Бутылка по п.69, где расширяемый материал содержит микросферы.
78. Бутылка по п.69, где материал носителя содержит полипропилен, сополимер этиленакриловой кислоты или любую их комбинацию.
79. Бутылка по п.69, где один или более из первых внутренних слоев и второй слой содержат барьерный материал, имеющий проницаемость к кислороду и диоксиду углерода меньшую, чем у полиэтилен терефталата.
80. Бутылка по п.69, где связывающий слой расположен между первым внутренним слоем и вторым слоем.
81. Бутылка по п.69, где горловинная часть выполнена с возможностью соединения с крышкой.
82. Способ изготовления бутылки, включающий:
литьевое формование преформы, имеющей первый внутренний слой, содержащий первый материал, выбранный из группы, состоящей из термопластиков типа фенокси, смесей термопластиков фенокси-полиолефинов, полиэфиров, полиолефинов, полиэтилен терефталатов, полипропиленов, осветленных полипропиленов, полиамидов, сополимеров любых из перечисленных и их комбинаций;
формование второго слоя, содержащего пенный материал, включающий расширяемый материал и материал носителя; и
выдувку преформы;
формование третьего слоя, напрямую приклеенного ко второму слою; и
присоединение склеенных второго и третьего слоев к преформе, полученной выдувкой.
83. Способ по п.82, также включающий охлаждение бутылки для регулирования расширения расширяемого материала.
84. Способ по п.82, также включающий нагрев бутылки для регулирования расширения расширяемого материала.
| Климатическая камера | 1986 |
|
SU1403027A1 |
| US 2002090473 A1, 11.07.2002 | |||
| US 2002132100 A1, 19.09.2002 | |||
| US 2003021927 A1, 30.01.2003 | |||
| US 2001038158 A1, 08.11.2001 | |||
| US 5819991 А, 13.10.1998 | |||
| ВСЕСХУЮЗНАЯ Iв г:д-г;---.г"- -. -.-.,...,,^ ,iП. Н. ВозьмиловБИБЛИОТЕКАУСТРОЙСТВО, | 0 |
|
SU321946A1 |
| 1979 |
|
SU826487A1 | |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, МНОГОСЛОЙНАЯ ЗАГОТОВКА, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПОЛИЭФИРНОЙ ПЛАСТМАССЫ С БАРЬЕРНЫМ ПОКРЫТИЕМ (ВАРИАНТЫ), СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОЙ ПЛАСТИКОВОЙ ЕМКОСТИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОЙ ПЛАСТМАССЫ С БАРЬЕРНЫМ СЛОЕМ ИЗ СОПОЛИМЕРА ТЕРЕФТАЛЕВОЙ КИСЛОТЫ, ИЗОФТАЛЕВОЙ КИСЛОТЫ И ДИОЛА | 1998 |
|
RU2200667C2 |

