Текст описания приведен в факсимильном виде.
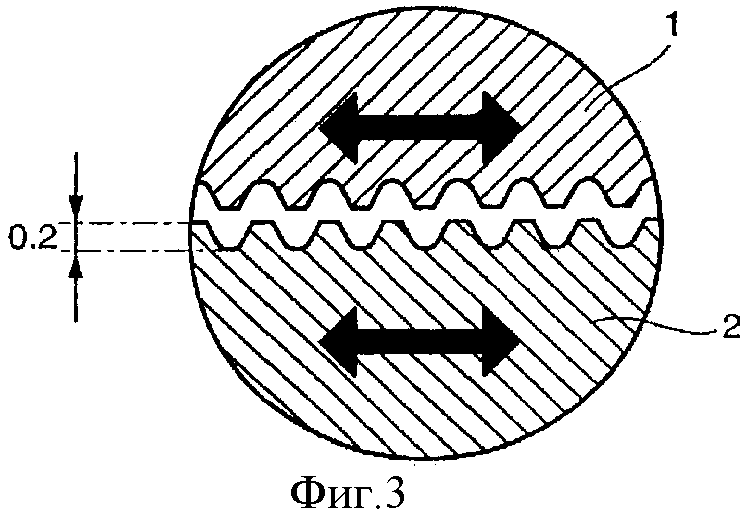
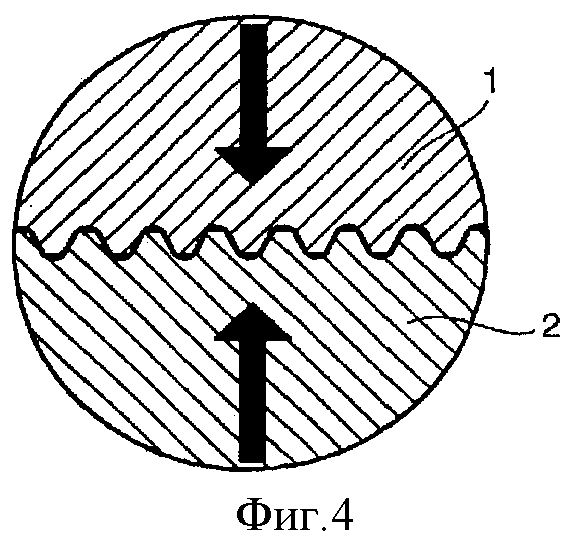
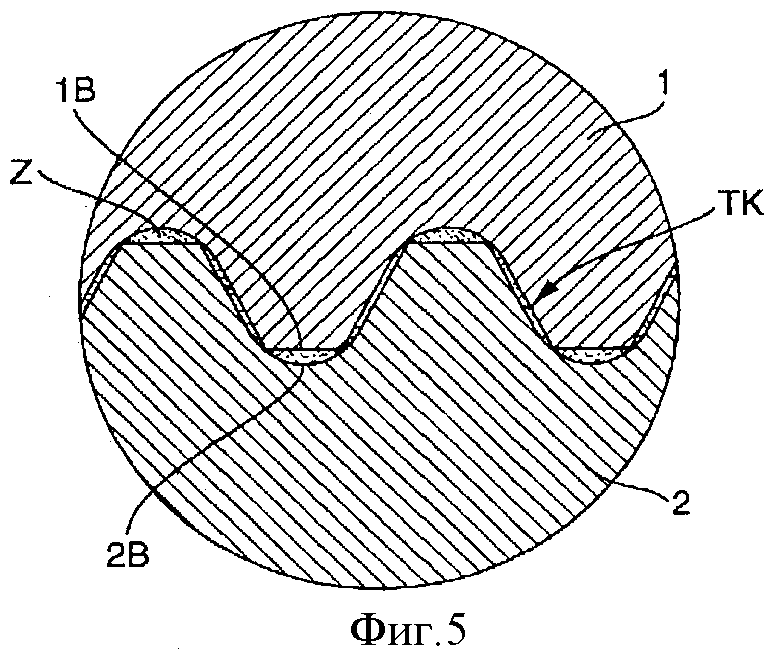
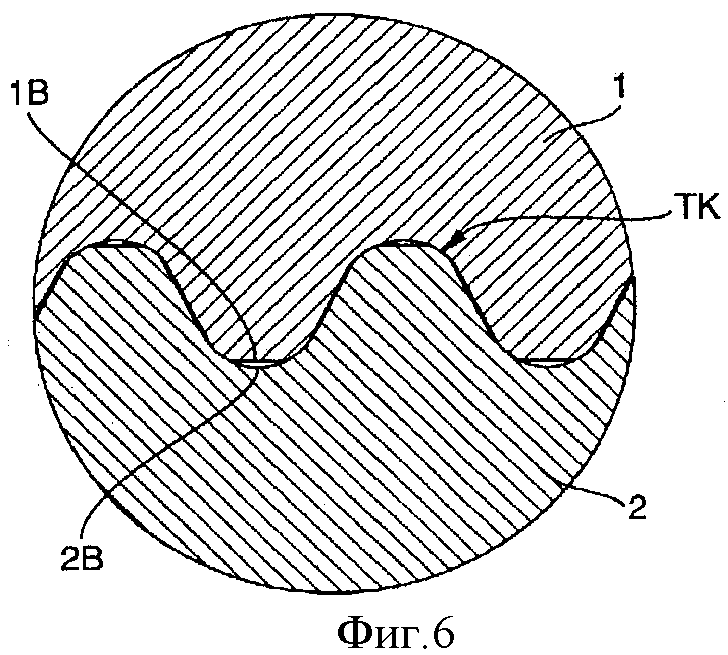
Группа изобретений относится к технике измерений и автоматизации для высокоточной регистрации параметров процесса, протекающих в линиях, в частности трубопроводах, сред, в частности для регистрации их гидродинамических и/или реологических параметров. Комбинированная система содержит состоящую, например, из металла первую деталь (1) и проходящую, по меньшей мере, частично через первую деталь (1) вдоль воображаемой продольной оси (L) комбинированной системы вторую деталь (2). Деталь (2), по меньшей мере, частично выпуклой, выполненной, в частности, в виде поверхности цилиндра внешней поверхностью контактирует с внутренней поверхностью детали (1) с возможностью, по меньшей мере, частичного охвата деталью (1), по меньшей мере, местами детали (2). При этом активные поверхности (1В, 2В) комбинированной системы, образованные контактирующими между собой поверхностями обеих деталей, формованы таким образом, что обе детали (1, 2) в зоне этих активных поверхностей (1В, 2В), выполненных в виде замкнутых периферийных поверхностей, имеют частичные контуры (ТК), образованные посредством проходящих круго- или спиралеобразно вокруг продольной оси бороздок, желобков или канавок, Частичные контуры (ТК), по меньшей мере, частично входят друг в друга с образованием действующего, по меньшей мере, частично также в направлении продольной оси (L) геометрического замыкания. Далее деталь (2) своей внешней поверхностью контактирует с внутренней поверхностью детали (1) таким образом, что обе детали (1, 2) частично механически прочно соединены между собой также с образованием действующего, по меньшей мере, частично в направлении продольной оси (L) фрикционного замыкания. В качестве альтернативы или в дополнение к этому, по меньшей мере, одна из деталей (1, 2), по меньшей мере, частично длительно подвержена упругим, в частности комбинированным пластически-упругим, деформациям. Комбинированная система отличается высоким сопротивлением извлечению даже при повторно возникающих вибрациях в одной из деталей (1, 2) и поэтому особенно подходит также для использования в измерительном преобразователе вибрационного типа. Технический результат - усовершенствование пригодных для использования в измерительных преобразователях вибрационного типа комбинированных систем, в частности биметаллических, так чтобы можно было повысить их номинальное сопротивление извлечению без значительных дополнительных технологических и/или конструктивных затрат, в частности также с сохранением преимуществ, полученных за счет упругой или комбинированной пластически-упругой деформации их деталей; повышение длительной прочности таких комбинированных систем, в частности также, несмотря на повторяющееся возникновение колебаний окружающей температуры и/или температуры среды и связанных с этим, термически обусловленных деформаций соответствующих деталей. 4 н.и 42 з.п. ф-лы, 9 ил.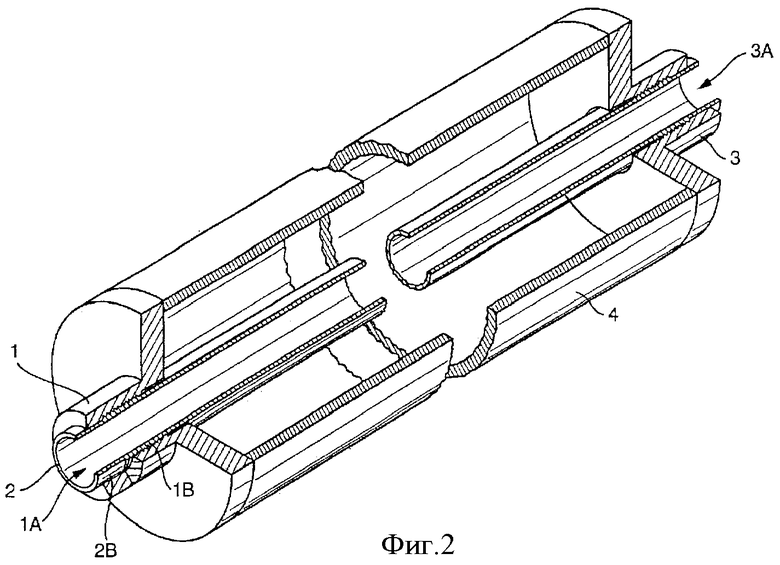
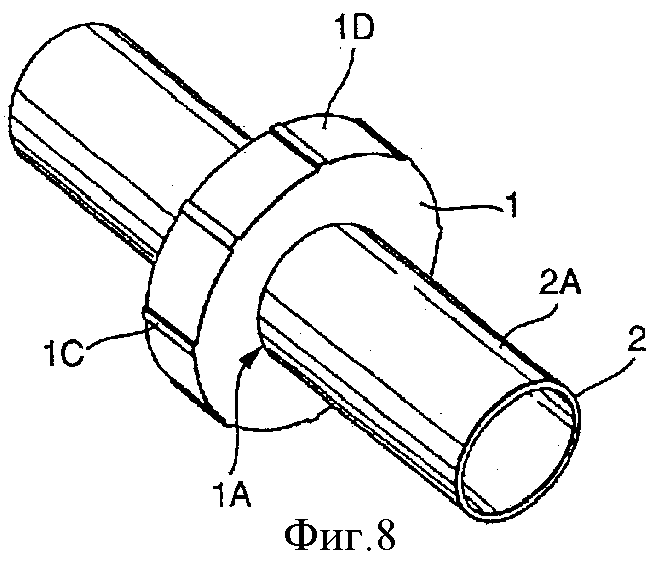
1. Составная часть измерительного преобразователя вибрационного типа, содержащая состоящую, в частности, из металла первую деталь (1) и проходящую, по меньшей мере, частично через первую деталь (1) вдоль воображаемой продольной оси (L) составную часть, состоящую, в частности, из металла вторую деталь (2), которая, по меньшей мере, частично выпуклой, выполненной, в частности, в виде поверхности цилиндра внешней поверхностью контактирует с внутренней поверхностью первой детали с возможностью, по меньшей мере, частичного охвата первой деталью, по меньшей мере, местами второй детали, причем образованные контактирующими между собой поверхностями обеих деталей, связанные между собой, в частности, с фрикционным замыканием активные поверхности (1В, 2В) составной части формованы таким образом, что обе детали (1, 2) в зоне этих активных поверхностей (1В, 2В), выполненных, в частности, в виде замкнутых периферийных поверхностей, имеют частичные контуры (ТК), которые образованы посредством проходящих круго- или спиралеобразно вокруг продольной оси бороздок, желобков или канавок, и которые, по меньшей мере, частично входят друг в друга с образованием действующего, по меньшей мере, частично также в направлении продольной оси (L) геометрического замыкания, причем вторая деталь (2) своей внешней поверхностью контактирует с внутренней поверхностью первой детали (1) таким образом, что обе детали (1, 2) частично механически прочно соединены между собой также с образованием действующего, по меньшей мере, частично в направлении продольной оси (L), в частности также в направлении периферии внешней поверхности второй детали (2), фрикционного замыкания, образованного, в частности, посредством холодной деформации, по меньшей мере, одной из обеих деталей (1, 2) и/или действующего в зоне геометрического замыкания.
2. Составная часть по п.1, характеризующаяся тем, что фрикционное замыкание, по меньшей мере, частично образовано посредством пластической, в частности комбинированной упруго-пластической, деформации, по меньшей мере, одной из обеих деталей при рабочей температуре, лежащей ниже температуры рекристаллизации материала, в частности при рабочей температуре, по меньшей мере, временно поддерживаемой в температурном интервале 50-350°С, и/или причем, по меньшей мере, одна из деталей, по меньшей мере, частично длительно подвержена упругим, в частности комбинированным пластически-упругим, деформациям.
3. Система по п.1 или 2, характеризующаяся тем, что вторая деталь выполнена в виде прямой, по меньшей мере, местами трубы в форме кругового цилиндра, а внутренний диаметр служащего в качестве второй детали трубчатого полуфабриката, по меньшей мере, в зоне активных поверхностей, в основном, без изменений соответствует практически полностью первоначальному внутреннему диаметру служащей в качестве второй детали трубы, так что вторая деталь, по меньшей мере, в зоне активных поверхностей, в основном, не имеет уменьшений и/или сужений сечения, и/или причем внутренняя поверхность первой детали образована внутренней стенкой проходящего, по меньшей мере, на одном участке первой детали отверстия и/или причем внешняя поверхность второй детали образована наружной стенкой второй детали.
4. Составная часть по п.1 или 2, характеризующаяся тем, что зажимные усилия, в частности ориентированные радиально к продольной оси нормальные усилия, воздействуют на образованные контактирующими друг с другом поверхностями обеих деталей активные поверхности с возможностью, по меньшей мере, частично длительно упругой, в частности комбинированной упруго-пластической, деформации, по меньшей мере, одной из обеих деталей составной части и/или причем частичные контуры, по меньшей мере, частично имеют пластические деформации и/или образующие геометрическое замыкание частичные контуры, по меньшей мере, частично образованы за счет осуществленной, в частности, непосредственно во время сборки обеих деталей и/или при лежащей ниже температуры рекристаллизации материала рабочей температуре, по меньшей мере, частично пластической, в частности комбинированной упруго-пластической, деформации, по меньшей мере, одной из обеих деталей.
5. Составная часть по п.4, характеризующаяся тем, что образующие геометрическое замыкание частичные контуры, по меньшей мере, частично образованы посредством холодной деформации, по меньшей мере, одной из обеих деталей.
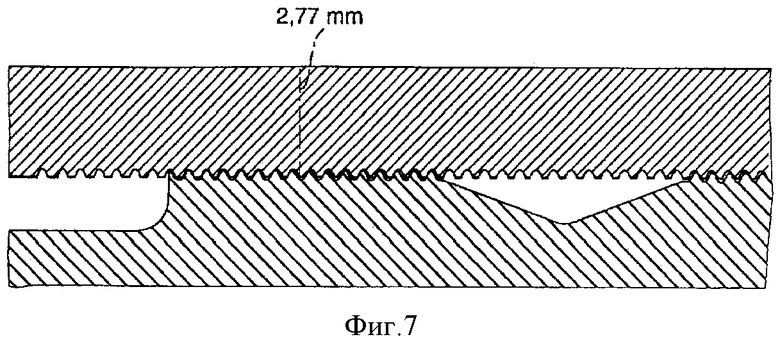
6. Составная часть по п.1 или 2, характеризующаяся тем, что обе детали, по меньшей мере, частично образуют прессовое соединение, действующее, в частности, в направлении продольной оси и/или в направлении периферии внешней поверхности второй детали, и/или причем, по меньшей мере, две находящиеся в зацеплении между собой стороны профиля образующих геометрическое замыкание частичных контуров перекрывают друг друга настолько, что геометрическое замыкание имеет рабочую высоту, по меньшей мере, 0,05 мм, в частности более 0,1 мм, и/или пластическая деформация, по меньшей мере, одной из деталей простирается в материал от образующей соответствующую активную поверхность поверхности с глубиной проникновения, по меньшей мере, 0,05 мм, в частности более 0,1 мм и/или находящиеся в зацеплении между собой стороны профиля образующих геометрическое замыкание частичных контуров наклонены к направлению продольной оси так, что геометрическое замыкание имеет угол подъема менее 30°, в частности менее 10°, и/или образующие геометрическое замыкание частичные контуры, по меньшей мере, частично образованы посредством обработки резанием поверхности, по меньшей мере, одной из обеих деталей, в частности посредством прорезания, по меньшей мере, одной резьбы.
7. Составная часть по п.1 или 2, характеризующаяся тем, что, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной резьбой, выполненной, по меньшей мере, в одной из образующих активные поверхности комбинированной системы поверхностей первой или второй детали.
8. Составная часть по п.7, характеризующаяся тем, что, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной внутренней резьбой, выполненной в отверстии первой детали, или причем, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной наружной резьбой, выполненной на наружной периферии второй детали, или причем, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной внутренней резьбой, выполненной в отверстии первой детали, а, по меньшей мере, одна, находящаяся в зацеплении, в частности, с первой стороной вторая сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной наружной резьбой, выполненной на наружной периферии второй детали.
9. Составная часть по п.7, характеризующаяся тем, что образующие частичные контуры стороны профиля, по меньшей мере, одной резьбы, по меньшей мере, частично пластически деформированы и/или причем выполненная в первой детали внутренняя резьба имеет шаг, приблизительно равный шагу выполненной во второй детали наружной резьбы, и/или причем выполненная в первой детали внутренняя резьба имеет шаг, отличающийся от шага выполненной во второй детали наружной резьбы, и/или причем стороны профиля выполненной в первой детали внутренней резьбы имеют угол при вершине, приблизительно равный углу при вершине профиля выполненной во второй детали наружной резьбы, и/или причем стороны профиля выполненной в первой детали внутренней резьбы имеют угол при вершине, отличающийся от угла при вершине профиля выполненной во второй детали наружной резьбы.
10. Составная часть по п.1 или 2, характеризующаяся тем, что для повышения прочности на растяжение, в частности имеющегося в направлении продольной оси сопротивления извлечению второй детали из первой детали, между внутренней поверхностью первой детали и внешней поверхностью второй детали расположен тонкий промежуточный слой, состоящий из, в частности, деформируемого и/или адгезивно действующего заполнителя, в частности пластика, бумаги, пеньки и т.п.
11. Составная часть по п.1 или 2, характеризующаяся тем, что содержит далее отстоящую, в частности, от первой детали третью деталь, через которую, по меньшей мере, частично проходит вторая деталь, причем вторая деталь также контактирует с внутренней поверхностью третьей детали с возможностью, по меньшей мере, частичного охвата первой деталью, по меньшей мере, местами второй детали, причем образованные контактирующими между собой поверхностями второй и третьей деталей активные поверхности комбинированной системы также формованы таким образом, что вторая и третья детали имеют в зоне этих активных поверхностей частичные контуры, по меньшей мере, частично входящие друг в друга с образованием геометрического замыкания, действующего, по меньшей мере, частично также в направлении продольной оси.
12. Составная часть по п.11, характеризующаяся тем, что вторая деталь контактирует с внутренней поверхностью третьей детали так, что также вторая и третья детали частично механически прочно соединены между собой с образованием фрикционного замыкания, действующего, по меньшей мере, частично в направлении продольной оси и достигнутого, в частности, посредством холодной деформации, по меньшей мере, одной из обеих деталей.
13. Составная часть по п.1 или 2, характеризующаяся тем, что одна из деталей, в частности первая деталь, состоит из первого материала, а, по меньшей мере, другая из деталей, в частности вторая деталь, состоит из второго материала, причем первый материал существенно отличается от второго материала, по меньшей мере, одним физическим и/или химическим свойством, в частности твердостью поверхности, условным или истинным пределом текучести, коэффициентом теплового расширения и/или модулем упругости и т.д., и/или причем, по меньшей мере, одна из деталей состоит, в основном, из вязкого материала, в частности металла, и/или причем, по меньшей мере, первая и вторая детали состоят из металла, в частности стали, титана, тантала, циркония и т.п., и/или причем, по меньшей мере, одна из деталей выполнена кольцеобразной, гильзо- или трубообразной.
14. Составная часть измерительного преобразователя вибрационного типа, содержащая состоящую, в частности, из металла первую деталь (1) и проходящую, по меньшей мере, частично через первую деталь (1) вдоль воображаемой продольной оси (L) составную часть, состоящую, в частности, из металла вторую деталь (2), которая, по меньшей мере, является частично выпуклой, выполненной, в частности, в виде поверхности цилиндра, и внешней поверхностью контактирует с внутренней поверхностью первой детали с возможностью, по меньшей мере, частичного охвата первой деталью, по меньшей мере, местами второй детали, причем образованные контактирующими между собой поверхностями обеих деталей, связанные между собой, в частности, с фрикционным замыканием активные поверхности (1В, 2В) комбинированной системы формованы таким образом, что обе детали (1, 2) в зоне этих активных поверхностей (1В, 2В), выполненных, в частности, в виде замкнутых периферийных поверхностей, имеют частичные контуры (ТК), которые образованы посредством проходящих круго- или спиралеобразно вокруг продольной оси бороздок, желобков или канавок, и которые, по меньшей мере, частично входят друг в друга с образованием действующего, по меньшей мере, частично также в направлении продольной оси (L) геометрического замыкания, причем, по меньшей мере, одна из деталей (1, 2), по меньшей мере, частично длительно подвержена упругим, в частности комбинированным пластически-упругим, деформациям.
15. Составная часть по п.14, характеризующаяся тем, что вторая деталь выполнена в виде прямой, по меньшей мере, местами трубы в форме кругового цилиндра, а внутренний диаметр служащего в качестве второй детали трубчатого полуфабриката, по меньшей мере, в зоне активных поверхностей, в основном, без изменений соответствует практически полностью первоначальному внутреннему диаметру служащей в качестве второй детали трубы, так что вторая деталь, по меньшей мере, в зоне активных поверхностей, в основном, не имеет уменьшений и/или сужений сечения, и/или причем внутренняя поверхность первой детали образована внутренней стенкой проходящего, по меньшей мере, на одном участке первой детали отверстия и/или причем внешняя поверхность второй детали образована наружной стенкой второй детали.
16. Составная часть по п.14, характеризующаяся тем, что зажимные усилия, в частности ориентированные радиально к продольной оси нормальные усилия, воздействуют на образованные контактирующими друг с другом поверхностями обеих деталей активные поверхности с возможностью, по меньшей мере, частично длительно упругой, в частности комбинированной упруго-пластической, деформации, по меньшей мере, одной из обеих деталей составной части и/или причем частичные контуры, по меньшей мере, частично имеют пластические деформации и/или образующие геометрическое замыкание частичные контуры, по меньшей мере, частично образованы за счет осуществленной, в частности, непосредственно во время сборки обеих деталей и/или при лежащей ниже температуры рекристаллизации материала рабочей температуре, по меньшей мере, частично пластической, в частности комбинированной упруго-пластической, деформации, по меньшей мере, одной из обеих деталей.
17. Составная часть по п.16, характеризующаяся тем, что образующие геометрическое замыкание частичные контуры, по меньшей мере, частично образованы посредством холодной деформации, по меньшей мере, одной из обеих деталей.
18. Составная часть по п.14, характеризующаяся тем, что обе детали, по меньшей мере, частично образуют прессовое соединение, действующее, в частности, в направлении продольной оси и/или в направлении периферии внешней поверхности второй детали, и/или причем, по меньшей мере, две находящиеся в зацеплении между собой стороны профиля образующих геометрическое замыкание частичных контуров перекрывают друг друга настолько, что геометрическое замыкание имеет рабочую высоту, по меньшей мере, 0,05 мм, в частности более 0,1 мм, и/или пластическая деформация, по меньшей мере, одной из деталей простирается в материал от образующей соответствующую активную поверхность поверхности с глубиной проникновения, по меньшей мере, 0,05 мм, в частности более 0,1 мм и/или находящиеся в зацеплении между собой стороны профиля образующих геометрическое замыкание частичных контуров наклонены к направлению продольной оси так, что геометрическое замыкание имеет угол подъема менее 30°, в частности менее 10°, и/или образующие геометрическое замыкание частичные контуры, по меньшей мере, частично образованы посредством обработки резанием поверхности, по меньшей мере, одной из обеих деталей, в частности посредством прорезания, по меньшей мере, одной резьбы.
19. Составная часть по п.14, характеризующаяся тем, что, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной резьбой, выполненной, по меньшей мере, в одной из образующих активные поверхности комбинированной системы поверхностей первой или второй детали.
20. Составная часть по п.19, характеризующаяся тем, что, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной внутренней резьбой, выполненной в отверстии первой детали, или причем, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной наружной резьбой, выполненной на наружной периферии второй детали, или причем, по меньшей мере, одна сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной внутренней резьбой, выполненной в отверстии первой детали, а, по меньшей мере, одна, находящаяся в зацеплении, в частности, с первой стороной вторая сторона профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образована, по меньшей мере, одной наружной резьбой, выполненной на наружной периферии второй детали.
21. Составная часть по п.20, характеризующаяся тем, что образующие частичные контуры стороны профиля, по меньшей мере, одной резьбы, по меньшей мере, частично пластически деформированы и/или причем выполненная в первой детали внутренняя резьба имеет шаг, приблизительно равный шагу выполненной во второй детали наружной резьбы, и/или причем выполненная в первой детали внутренняя резьба имеет шаг, отличающийся от шага выполненной во второй детали наружной резьбы, и/или причем стороны профиля выполненной в первой детали внутренней резьбы имеют угол при вершине, приблизительно равный углу при вершине профиля выполненной во второй детали наружной резьбы, и/или причем стороны профиля выполненной в первой детали внутренней резьбы имеют угол при вершине, отличающийся от угла при вершине профиля выполненной во второй детали наружной резьбы.
22. Составная часть по п.14, характеризующаяся тем, что для повышения прочности на растяжение, в частности имеющегося в направлении продольной оси сопротивления извлечению второй детали из первой детали, между внутренней поверхностью первой детали и внешней поверхностью второй детали расположен тонкий промежуточный слой, состоящий из, в частности, деформируемого и/или адгезивно действующего заполнителя, в частности пластика, бумаги, пеньки и т.п.
23. Составная часть по п.14, характеризующаяся тем, что содержит далее отстоящую, в частности, от первой детали третью деталь, через которую, по меньшей мере, частично проходит вторая деталь, причем вторая деталь также контактирует с внутренней поверхностью третьей детали с возможностью, по меньшей мере, частичного охвата первой деталью, по меньшей мере, местами второй детали, причем образованные контактирующими между собой поверхностями второй и третьей деталей активные поверхности комбинированной системы также формованы таким образом, что вторая и третья детали имеют в зоне этих активных поверхностей частичные контуры, по меньшей мере, частично входящие друг в друга с образованием геометрического замыкания, действующего, по меньшей мере, частично также в направлении продольной оси.
24. Составная часть по п.23, характеризующаяся тем, что вторая деталь контактирует с внутренней поверхностью третьей детали так, что также вторая и третья детали частично механически прочно соединены между собой с образованием фрикционного замыкания, действующего, по меньшей мере, частично в направлении продольной оси и достигнутого, в частности, посредством холодной деформации, по меньшей мере, одной из обеих деталей.
25. Составная часть по п.14, характеризующаяся тем, что одна из деталей, в частности первая деталь, состоит из первого материала, а, по меньшей мере, другая из деталей, в частности вторая деталь, состоит из второго материала, причем первый материал существенно отличается от второго материала, по меньшей мере, одним физическим и/или химическим свойством, в частности твердостью поверхности, условным или истинным пределом текучести, коэффициентом теплового расширения и/или модулем упругости и т.д., и/или причем, по меньшей мере, одна из деталей состоит, в основном, из вязкого материала, в частности металла, и/или причем, по меньшей мере, первая и вторая детали состоят из металла, в частности стали, титана, тантала, циркония и т.п., и/или причем, по меньшей мере, одна из деталей выполнена кольцеобразной, гильзо- или трубообразной.
26. Измерительный преобразователь вибрационного типа, в частности Кориолисов измерительный преобразователь массового расхода, для измерительного прибора для измерения протекающей в линии среды, содержащий, по меньшей мере, одну, в частности биметаллическую, комбинированную систему по любому из пп.1-25.
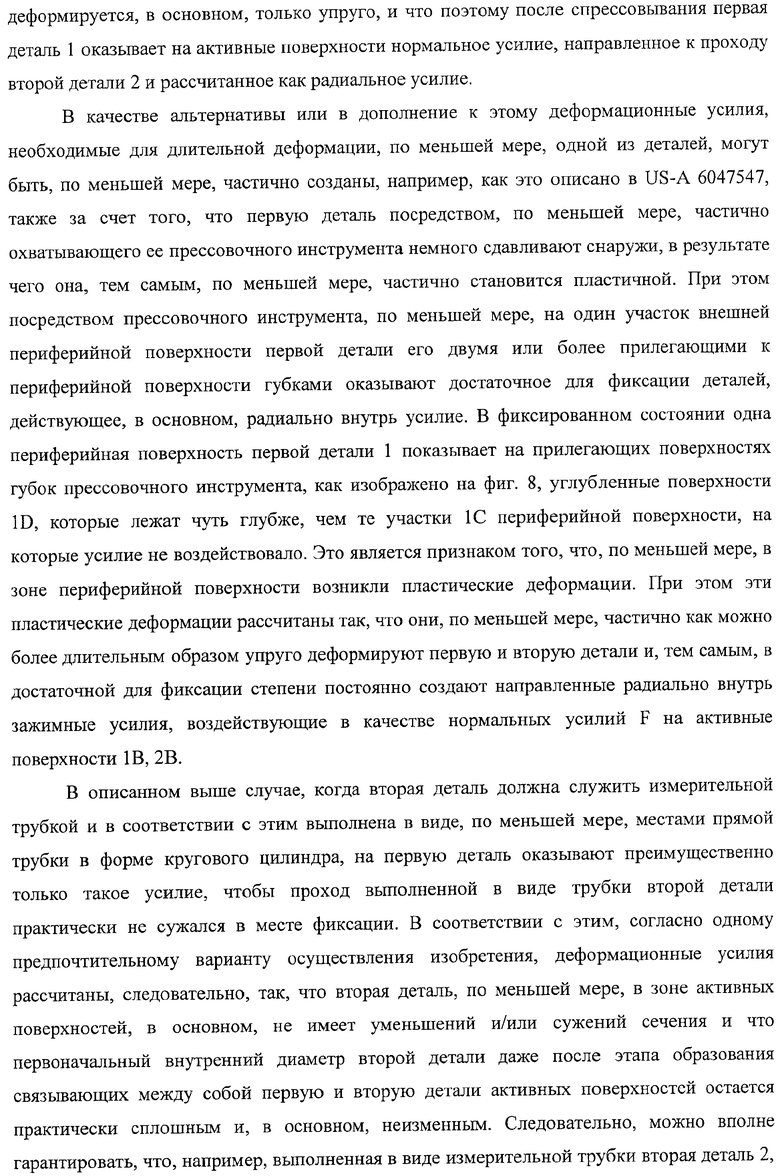
27. Преобразователь по п.26, характеризующийся тем, что вторая деталь выполнена в виде измерительной трубки измерительного преобразователя, служащей для ведения измеряемой среды, вибрирующей при работе измерительного преобразователя, в частности совершающей, по меньшей мере, периодически изгибные колебания вокруг оси колебаний, проходящей в направлении продольной оси составной части или совпадающей с продольной осью комбинированной системы.
28. Преобразователь по п.27, характеризующийся тем, что первая деталь выполнена в виде фиксированного на одном конце измерительной трубки, в частности пластино- или воронкообразного, наконечника несущего элемента измерительного преобразователя.
29. Преобразователь по п.28, характеризующийся тем, что несущий элемент выполнен в виде окружающего измерительную трубку корпуса измерительного преобразователя и/или причем несущий элемент выполнен в виде окружающего измерительную трубку, в частности цилиндрического и ориентированного, в основном, коаксильно измерительной трубке, ответного вибратора измерительного преобразователя.
30. Преобразователь по п.27, характеризующийся тем, что первая деталь выполнена в виде фиксированного на одном конце измерительной трубки, служащего для присоединения выполненной в виде трубопровода линии к измерительной трубке фланца измерительного преобразователя.
31. Преобразователь по одному из пп.26-30, характеризующийся тем, что частичные контуры расположены и формованы с возможностью противодействия геометрического замыкания потенциально возможному движению извлечения измерительной трубки, по меньшей мере, тогда, когда вибрирующая измерительная трубка при работе расширяется, и/или причем частичные контуры расположены и формованы с возможностью противодействия геометрического замыкания потенциально возможному или, по меньшей мере, виртуальному движению извлечения измерительной трубки также тогда, когда вибрирующая измерительная трубка при работе ослабляется.
32. Способ изготовления составной, в частности, биметаллической части, по любому из пп.1-31, содержащей первую деталь с внутренней поверхностью, образованной внутренней стенкой проходящего, по меньшей мере, на одном участке первой детали отверстия, и вторую деталь с цилиндрообразной, в частности, местами наружной стенкой, образующей выполненную, в частности, в виде поверхности цилиндра внешнюю поверхность второй детали, включающий в себя этапы сборки первой детали со второй деталью таким образом, чтобы вторая деталь, по меньшей мере, частично проходила через образованное в первой детали отверстие в направлении продольной оси комбинированной системы, и образования связывающих между собой первую и вторую детали активных поверхностей комбинированной системы, причем для образования активных поверхностей составной части деформационными усилиями воздействуют, по меньшей мере, на одну из обеих деталей с возможностью, по меньшей мере, частично упругой, в частности комбинированной упруго-пластической, деформации, по меньшей мере, одной из деталей, и внутренняя поверхность первой детали и внешняя поверхность второй детали формованы, а воздействующие на обе детали деформационные усилия рассчитаны с возможностью длительного контактирования между собой, по меньшей мере, местами первой активной поверхности, образованной внутренней поверхностью первой детали, в частности в виде замкнутой сама по себе периферийной поверхности, и второй активной поверхности, образованной внешней поверхностью второй детали, в частности в виде замкнутой сама по себе периферийной поверхности, с образованием геометрического замыкания, действующего, по меньшей мере, частично в направлении продольной оси, причем в поверхности первой детали, образующей первую активную поверхность составной части, и в поверхности второй детали, образующей вторую активную поверхность составной части выполняют частичные контуры, которые, по меньшей мере, частично заставляют входить друг в друга с образованием геометрического замыкания.
33. Способ по п.32, характеризующийся тем, что внутренняя поверхность первой детали и внешняя поверхности второй детали формованы, а воздействующие на обе детали деформационные усилия рассчитаны с возможностью длительного контактирования между собой, по меньшей мере, местами первой активной поверхности комбинированной системы, образованной внутренней поверхностью первой детали, и второй активной поверхности комбинированной системы, образованной внешней поверхностью второй детали, также с образованием действующего, по меньшей мере, частично в направлении продольной оси фрикционного замыкания и/или причем деформационные усилия рассчитаны с возможностью, по меньшей мере, частично пластической деформации, по меньшей мере, одной из обеих деталей.
34. Способ по п.32, характеризующийся тем, что перед этапом сборки первой и второй деталей частичные контуры, по меньшей мере, частично образуют за счет выполнения, в частности прорезания, по меньшей мере, одной канавки или желобка, по меньшей мере, в одной из поверхностей деталей, проходящей, в основном, круто- или спиралеобразно в направлении периферии поверхности.
35. Способ по п.34, характеризующийся тем, что перед этапом сборки первой и второй деталей частичные контуры, по меньшей мере, частично образуют за счет выполнения, в частности нарезания, по меньшей мере, одной резьбы, по меньшей мере, в одной из поверхностей, образующих активные поверхности комбинированной системы.
36. Способ по п.34, характеризующийся тем, что перед этапом сборки первой и второй деталей, по меньшей мере, одну первую сторону профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образуют, по меньшей мере, одной, выполненной в отверстии первой детали внутренней резьбой, а, по меньшей мере, одну вторую сторону профиля образующих геометрическое замыкание частичных контуров, по меньшей мере, частично образуют, по меньшей мере, одной, выполненной на наружной периферии второй детали наружной резьбой.
37. Способ по п.36, характеризующийся тем, что этап сборки первой и второй деталей включает в себя этап ввинчивания второй детали в первую деталь.
38. Способ по одному из пп.32-37, характеризующийся тем, что для образования активных поверхностей комбинированной системы, служащие в качестве частичных контуров стороны профиля, по меньшей мере, одной резьбы, по меньшей мере, частично пластически деформируют и/или причем частичные контуры, в частности непосредственно во время образования активных поверхностей комбинированной системы, по меньшей мере, частично образуют посредством, по меньшей мере, частично пластической деформации, по меньшей мере, одной из деталей.
39. Способ по п.38, характеризующийся тем, что частичные контуры, по меньшей мере, частично образуют за счет того, что, по меньшей мере, одну из деталей, исходя от образующей соответствующую активную поверхность поверхности, пластически деформируют с глубиной проникновения, которая, по меньшей мере, на 0,05 мм, в частности более чем на 0,1 мм, простирается в материал, по меньшей мере, одной детали.
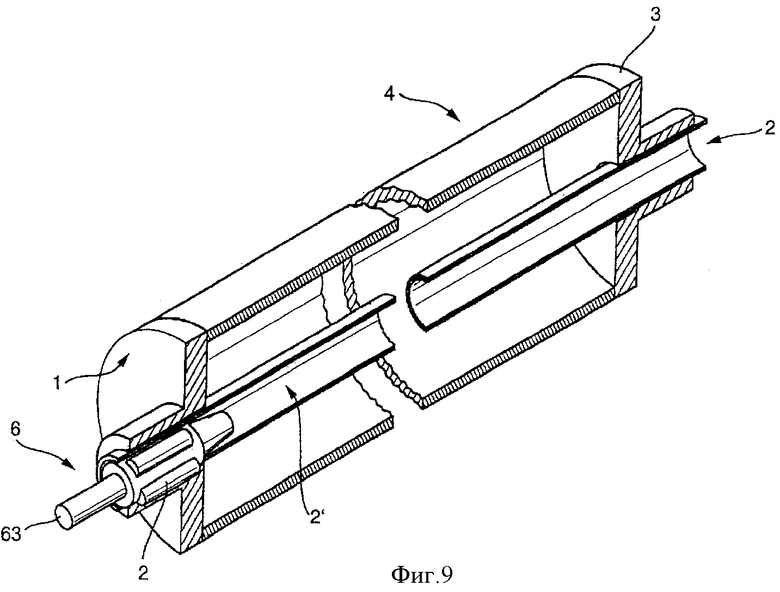
40. Способ по одному из пп.32-37, характеризующийся тем, что служащие для образования активных поверхностей комбинированной системы деформационные усилия, по меньшей мере, частично создают посредством, по меньшей мере, одного вальцовочного инструмента, который размещают в образованном внутри второй детали и окруженном его наружной стенкой проходе и прижимают изнутри к наружной стенке, и/или причем служащие для образования активных поверхностей комбинированной системы деформационные усилия, по меньшей мере, частично создают посредством, по меньшей мере, одного прессовочного инструмента, которым, по меньшей мере, частично охватывают и сдавливают снаружи первую деталь.
41. Способ по одному из пп.32-37, характеризующийся тем, что включает этап ввода текучей среды, в частности жидкости или жидкостно-газовой смеси, в образованный внутри второй детали проход.
42. Способ по п.41, характеризующийся тем, что служащие для образования активных поверхностей комбинированной системы деформационные усилия, по меньшей мере, частично создают за счет того, что к введенной в проход второй детали текучей среде прикладывают усилие, повышающее статическое давление текучей среды.
43. Способ по одному из пп.32-37, характеризующийся тем, что служащие для образования активных поверхностей комбинированной системы деформационные усилия, по меньшей мере, частично создают за счет того, что первую деталь нагревают и, тем самым, термически расширяют и/или вторую деталь охлаждают и, тем самым, термически сужают, при этом обе детали после сборки доводят до, в основном, одинаковой температуры.
44. Способ по одному из пп.32-37, характеризующийся тем, что включает далее этап нанесения заполнителя, в частности припоя или клея, по меньшей мере, на одну из поверхностей, образующих активные поверхности комбинированной системы.
45. Способ по п.44, характеризующийся тем, что связывающие между собой первую и вторую детали активные поверхности комбинированной системы, по меньшей мере, частично образуют материальное замыкание с расположенным между первой и второй деталями заполнителем.
46. Способ по одному из пп.32-37, характеризующийся тем, что вторая деталь выполнена в виде прямой, по меньшей мере, местами трубы в форме кругового цилиндра, а деформационные усилия рассчитаны так, что вторая деталь, по меньшей мере, в зоне активных поверхностей не имеет, в основном, уменьшений и/или сужений сечения и что первоначальный внутренний диаметр второй детали даже после этапа образования связывающих между собой первую и вторую детали активных поверхностей составной части, по меньшей мере, в зоне активных поверхностей остается практически сплошным и, в основном, неизменным.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 10115141 A1, 24.10.2002 | |||
| US 6477902 В1, 12.11.2002. | |||

