Изобретение относится к устройству для отвода тепла от корпуса узла, генерирующего джоулево тепло, с помощью отдельно формованного элемента из теплопроводного синтетического материала, и к способу изготовления такого устройства.
Детали или узлы электронных схем, установленные в пластмассовые. керамические или металлические корпуса, при своей работе выделяют значительное количество тепла (джоулево тепло) и эти корпуса обычно снабжают охлаждающими элементами или кожухами, обеспечивающими отвод образующегося тепла, преимущественно посредством конвекции и/или теплопередачи, в окружающую среду. Для теплоотвода при этом служат прежде всего обладающие высокой теплопроводностью части, в частности, металлические опоры или корпуса (корпусные детали), поверхность которых, в случае использования схемных элементов с высокой рассеиваемой мощностью, должна быть как можно большей. Для этой цели соответствующие опоры или корпуса (корпусные детали) снабжены отводящими тепло ребрами и/или их поверхности обдуваются воздушным потоком высокой скорости, создаваемым вентилятором.
Известно также применение для этой цели слюдяных пластинок или, теплоотводящих паст, например, силиконовой пасты с примесью окиси алюминия.
Из патента US 4654754 A1 известна конструкция, в которой к источнику тепла прижимаются, при этом деформируясь, теплоотводящие выступы из упругого теплопроводного материала.
Эта конструкция сложна в изготовлении, поскольку ее элементы производятся в соответствующих формах, которым может быть придана только конфигурация, допускающая извлечение формовки из матрицы. К тому же трудно выполнить структуру из отдельных деталей, поскольку для ее изготовления требуется множество отдельных форм. Это неприемлемый при производстве по современным требованиям электронной промышленности недостаток в отношении сложности пользования и/или в отношении неудовлетворительных условий при эксплуатации деталей или узлов электронных схем (плохая теплопередача, загрязнение на опоре, в частности, при больших перепадах температуры, и т.п.).
Поэтому в основу изобретения положена задача создать конструкцию устройства для отвода тепла вышеописанного типа с улучшенными технологичными удобствами пользования и свойствами эксплуатации, а также разработать способ изготовления такого устройства.
Эта задача решается с помощью предложенного устройства для отвода тепла от корпуса узла, генерирующего джоулево тепло, имеющее отдельно формованный элемент из теплопроводного синтетического материала, размещаемый на поверхности корпуса узла или непосредственно на поверхности теплопроводно соединенного с этим корпусом теплового диффузора так, что формованный элемент находится в плоскостном контакте с этим корпусом или тепловым диффузором и может упруго деформироваться или сжиматься по крайней мере на отдельных своих участках. Согласно изобретению формованный элемент из теплопроводного синтетического материала образован в месте изготовления непосредственно на поверхности корпуса или теплового диффузора.
В предпочтительной форме изобретения формованный элемент имеет профиль с выемкой или выемками, уменьшающей свой объем при деформации сжатием формованного элемента в направлении к корпусу узла так, что удельная плотность формованного элемента, включая замкнутое выемками пространство, увеличивается.
В одном из желательных вариантов выполнения корпус узла и тепловой диффузор имеют по одному отдельно формованному элементу по крайней мере с одной свободно доступной поверхностью у каждого, причем эти свободно доступные поверхности формованных элементов обращены друг к другу и находятся в теплопроводном механическом контакте по крайней мере при работе узла.
При этом тепловой диффузор образует по крайней мере часть наружной поверхности корпуса, окружающего узел, и/или имеет вентилятор с приводом.
Целесообразно формованный элемент выполнить из синтетического материала, сшиваемого или связываемого при комнатной температуре с теплопроводящей примесью, в частности, образованной металлическим порошком.
Целесообразно также формованный элемент выполнить по крайней мере на отдельных участках многослойным так, чтобы каждый слой был сцеплен с нижележащим слоем.
В предпочтительном варианте выполнения формованный элемент имеет утолщенные или ребристые выступы, обращенные в сторону от соседней поверхности корпуса узла или теплового диффузора.
При этом утолщенные или ребристые выступы формованного элемента обращены в сторону от связанной с ним поверхности теплового диффузора к корпусу узла, а соседние с утолщенными или ребристыми выступами формованного элемента выемки предусмотрены в виде свободных промежутков, в которые при деформации сжатия по крайней мере частично входят выступы.
Оба указанных формованных элемента в предпочтительном варианте выполнения имеют утолщенные или ребристые выступы, расположенные так, что выступы обоих формованных элементов сцепляются друг с другом с геометрическим замыканием по крайней мере при работе узла.
Желательно сделать так, чтобы поперечный размер по крайней мере одного формованного элемента увеличивался с увеличением расстояния от основания с тем, чтобы формованный элемент, имеющий соответствующую форму, мог соединяться с узлом, предохраняя его от выпадения.
Задача решается также с помощью предложенного способа изготовления устройства для отвода тепла от генерирующего джоулево тепло корпуса узла из теплопроводного синтетического материала в пластичном состоянии под давлением для образования формованного элемента. Согласно изобретению формованный элемент образуют в месте изготовления непосредственно на корпусе узла или теплового диффузора, при этом теплопроводный синтетический материал после нанесения отверждается или сшивается и схватывается с поверхностью корпуса узла или теплового диффузора.
Предпочтительно формованный элемент образовать на корпусе узла или теплового диффузора выдавливанием теплопроводного синтетического материала через сопло, которое перемещают приводным устройством в виде руки робота, в частности, с числовым программным управлением, по заданной траектории над участком корпуса узла или теплового диффузора, на котором должен быть выполнен формованный элемент.
Для изготовления многослойного формованного элемента сопло многократно перемещают по крайней мере над заданным участком корпуса узла или теплового диффузора, на котором должен быть выполнен формованный элемент, таким путем, что из нескольких жгутов теплопроводного синтетического материала выполняют формованный элемент заданной конфигурации, причем последующий жгут наносят до отверждения или сшивания с поверхностью предыдущего жгута, в результате чего жгуты соединяются в единый материал после отверждения или сшивания.
При многократном перемещении сопла над заданными участками для образования формованного элемента предпочтительно использовать отверждаемые синтетические материалы, обладающие разной упругостью или разной способностью к сжатию.
Важно также отметить, что для образования формованного элемента из пластического теплопроводного синтетического материала его наносят при комнатной температуре.
Изобретение, таким образом, заключает в себе идею предложить устройство для отвода тепла, включающего охлаждаемые детали или узлы, в котором теплопередача в окружающее пространство достигается технологически прогрессивными средствами потокообразно непосредственно на охлаждаемом элементе или узле или на отдельном охлаждающем элементе или же которые при определенных условиях могут быть выполнены так, что они берут на себя функцию охлаждающего элемента так, что полностью отпадает необходимость в нем. Таким путем можно выполнять и теплоотводящие упругие структуры в виде грибообразного контура (или его негативные очертания), пригодные к изготовлению обычными средствами формования (в том числе экструзией). Благодаря этому можно соединять электронные компоненты с фиксаторами, например вставкой друг в друга, не используя других креплений.
Благоприятный вариант этого выполнения предусматривает формование непосредственно на поверхности электронного элемента или узла пластмассового теплоотводящего элемента, который имеет необходимую поверхность, достаточную для теплоотвода в окружающую среду или обеспечивает теплопроводное соединение с отдельным тепловым диффузором, дополнительно закрепляемым на детали, состоящей из элемента электронной схемы и пластмассового формованного элемента.
Другая возможность состоит в наличии выполненного отдельно от элемента или узла теплового диффузора (охлаждающего элемента), который и без того может служить в качестве необходимой опоры или в качестве окружающего один или несколько элементов или узлов внешнего корпуса (корпусной детали) - с размещенным непосредственно на его поверхности теплопроводным пластмассовым формованным элементом, который по крайней мере при эксплуатации элемента или узла контактирует с ним или с его поверхностью. Тепловой диффузор можно прочно соединять с элементом или узлом, в частности, резьбовым соединением или запрессовкой или прижимом с возможностью разборки - при соответствующем перемещении и фиксации подвижной корпусной детали.
Прежде всего в этом варианте устройства по изобретению для обеспечения удобства эксплуатации предпочтительно, если пластмассовый формованный элемент по крайней мере частично упруго деформируем или сжимаем так, что за счет внутреннего поверхностного контакта с деталью или узлом и тепловым диффузором обеспечивалось бы малое сопротивление теплопередаче при заданной величине давления и при определенных условиях одновременное уплотнение (внутреннего объема внешнего корпуса относительно окружающей среды). Благодаря упругому или сжимаемому выполнению формованного элемента компенсируются зазоры между наружным корпусом и корпусом узла, в результате чего половина корпуса, в котором предварительно установлены охлаждаемые детали или узлы, может входить в тепловой контакт при простом смыкании с другой половиной корпуса без каких-либо дополнительных мер. Такая возможность особенно важна при использовании конструктивных узлов микроэлектроники и миниатюрных корпусов, например, переносных радиотелефонов.
Предложенными в изобретении мерами можно обеспечивать максимальное уплотнение монтажа схемных узлов, причем для отдельных узлов, также различно отформованных, в минимальном пространстве создается необходимое охлаждение путем нанесения охлаждающего элемента в виде пасты с помощью распределительного устройства. Все элементы независимо от своей формы и при определенных условиях перекрывания зазоров за счет закрывания корпуса находятся в равномерном контакте. Для выполнения ремонтных или профилактических работ такой корпус можно в любое время открыть. С другой стороны, интервал времени между техобслуживаниями увеличивается за счет предложенных по изобретению мер, поскольку существенно повышается срок службы полупроводниковых элементов благодаря снижению температуры эксплуатации. Сжимаемый теплопроводный синтетический материал наносят, в частности, так, чтобы образовывались промежуточные полости, ориентированные, в основном, в направлении теплопередачи, которые могут при максимальном сжатии, в предусмотренной зоне допуска, вмещать материал при сборке корпуса. При этом изобретение построено на принципе, что улучшение теплового контакта за счет улучшенной теплопроводности примыкающих областей упругого охлаждающего элемента дает больший эффект, чем повышение теплового сопротивления за счет уменьшенного с помощью выемок поперечного сечения.
Для оптимальной теплопередачи пригоден также вариант, при котором элемент или узел схемы и тепловой диффузор имеют по одному пластмассовому формованному элементу с по крайней мере одной свободной поверхностью и свободные поверхности этих пластмассовых формованных элементов обращены друг к другу и контактируют между собой по крайней мере при эксплуатации элементов или узлов схемы. За счет сцепления друг с другом смещенных относительно друг друга противолежащих выступов и впадин обоих, предпочтительно упругих формованных элементов из синтетического материала эффективная поверхность контакта максимизируется.
В частности, когда необходимо перекрыть особенно большой зазор между корпусом схемного элемента и наружным корпусом, может оказаться целесообразным на обеих контактирующих при сборке элемента схемы поверхностях предусмотреть установку охлаждающих элементов по изобретению, обеспечивающих в собранном положении взаимное поверхностное соприкосновение и тем самым, хороший теплоотвод.
Пластмассовый формованный элемент предпочтительно выполняют нанесением материала в пластифицированном состоянии с помощью распределительного устройства на поверхность элемента или узла схемы с последующим отвердением или связыванием материала на месте.
По соображениям технологичности особенно предпочтительно, чтобы пластмассовый формованный элемент был выполнен из синтетического материала, сшиваемого или связываемого при комнатной температуре с теплопроводной добавкой так, что исключается дорогостоящий разогрев устройства для его нанесения. В качестве такой теплопроводной добавки используют, например, неэлектропроводные соединения металлов (нитрид бора, окись алюминия) в порошкообразной форме. Если элемент или узел снабжен электроизолирующей оболочкой, возможно использование электропроводных добавок, например, металлического порошка.
Простая и механически устойчивая конструкция со сравнительно толстым на некоторых участках пластиковым формованным элементом (который может быть необходим, например, при использовании подвижной корпусной детали, требующей уплотнения, в качестве теплового диффузора) получается при многослойном построении пластмассового формованного элемента по крайней мере на некоторых участках, причем каждый слой выполнен на нижерасположенном слое и прочно соединен с ним.
Такое выполнение обладает преимуществом и в сочетании с другим вариантом, согласно которому пластмассовый формованный элемент содержит утолщенные или ребристые выступы, увеличивающие его поверхность и/или упругость и тем самым улучшающие свойства теплопроводности. Этот вариант позволяет, в частности, создавать сравнительно высокие утолщенные выступы или ребра с достаточно точно заданной формой и механической устойчивостью.
Если этот вариант принять для улучшения теплоотвода пластмассовым формованным элементом, который сам служит охлаждающим элементом, то утолщенные выступы или ребра пластмассового формованного элемента целесообразно размещать повернутыми в сторону соединенной с ним поверхности схемного элемента или узла.
Если же особое выполнение поверхности пластмассового формованного элемента служит для создания наибольшей эффективной поверхности контактирования схемного элемента или узла с охлаждающим элементом (тепловым диффузором), то точечные или ребристые выступы пластмассового формованного элемента обращены связанной с ним поверхностью теплового диффузора от и к схемному элементу или узлу.
Свойства конструкции, в частности, при знакопеременных давлениях прижима дополнительно улучшаются тем, что рядом с выступами пластмассового формованного элемента предусматривают выемки, в которые входят по крайней мере частично выступы при деформации пластмассового формованного элемента.
Если утолщенные выступы или ребра выполнены наклонными к прилегающим поверхностям (пластмассового формованного элемента или - при непосредственном выполнении отдельных утолщенных выступов или ребер на элементе, узле электронной схемы или на охлаждающем элементе - на их поверхности), при прижиме соответственно другой детали они отгибаются в сторону соседней выемки и образуют при этом весьма компактный теплопередающий слой, хорошо контактирующий с обеими прилегающими поверхностями.
Другие предпочтительные усовершенствования и варианты выполнения изобретения подробно описаны ниже со ссылками на приложенные чертежи, на которых показаны:
на фиг. 1 - схематическое изображение варианта выполнения устройства согласно изобретению и способу его изготовления;
на фиг.2 - более подробное изображение по фиг.1;
на фиг. 3-11 - схематичные частичные поперечные разрезы пластмассовых формованных элементов, представляющих собой составную часть вариантов выполнения устройства согласно изобретению;
на фиг.12 - изображение элемента электронной схемы с пластмассовым охлаждающим элементом, непосредственно наносимым на поверхность корпуса для размещения элемента, в качестве другого варианта выполнения изобретения;
на фиг.13 и 14 - изображения других вариантов выполнения устройства согласно изобретению;
на фиг.15 и 16 - изображения другого варианта выполнения устройства согласно изобретению перед монтажом и в смонтированном положении; и
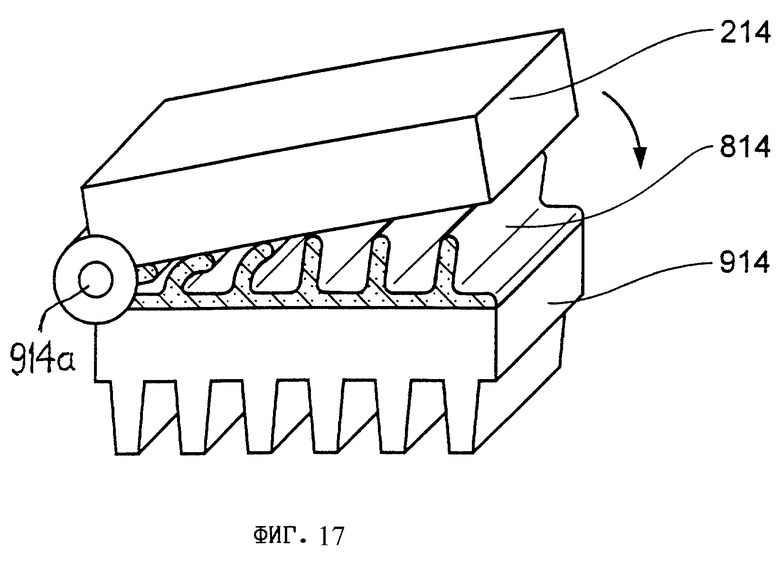
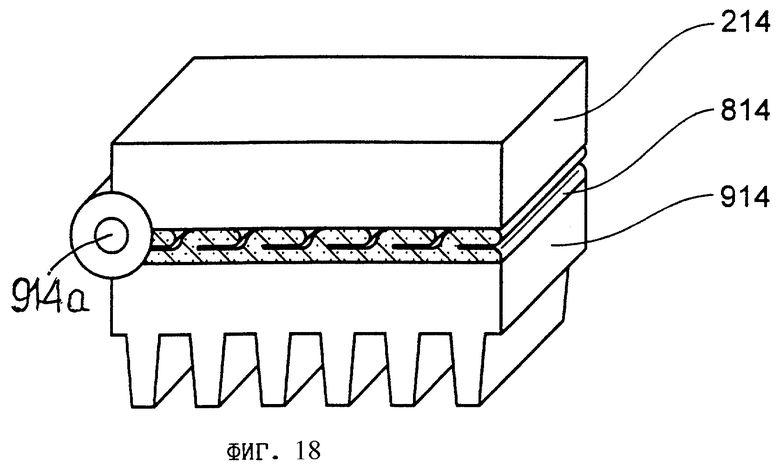
на фиг.17 и 18 - изображения другого варианта выполнения устройства согласно изобретению, в котором опора схемного узла и соответствующий охлаждающий элемент соединены между собой шарниром с деформацией расположенного между ними пластмассового формованного элемента.
На фиг.1 показан алюминиевый корпус 1 в качестве теплового диффузора электронного схемного узла 2, закрепленного с электроизоляцией на опоре 4, одновременно служащей крышкой корпуса. Корпус 1 служит как для зашиты, так и для охлаждения схемного узла 2. Корпус 1 имеет выемку 3 для размещения схемного узла, которая закрыта опорой 4 узла после поворота на шарнире 4a. В корпусе предусмотрены ребра 4b и 4c, которые в закрытом положении корпуса контактируют с опорой 4 для улучшения теплоотвода.
Далее, на фиг.1 видно, как на наружную стенку выемки 3 корпуса с помощью распределительного устройства через герметично соединенное с цилиндропоршневым устройством 5 сопло или полую иглу 6, перемещаемую вместе с цилиндропоршневым устройством 5 с помощью руки 7 робота с часовым программным управлением под давлением p на поршень 5a устройства 5 с небольшим и очень точно выдерживаемым зазором по отношению к корпусу 1 со скоростью V вдоль замкнутой кромки 3a, наносится тепло- и электропроводящий профиль 8. Наружный контур полученного профиля соответствует внутреннему контуру сопла или полой иглы 6. Рука робота может пространственно перемещаться по трем изображенным осям координат x, у и z. На верхние торцевые кромки ребер 4a и 4b также наносятся соответствующие профильные полосы 8a и 8b.
Цилиндр 5b устройства 5 заполнен высыхающим на воздухе и при комнатной температуре пастообразным силиконовым полимером 8' с металлическими частицами, выдавливаемым под давлением поршня 5a через канал 6a иглы 6 на поверхность корпуса, схватываясь с ней и отверждаясь под действием воздуха в упругий пластмассовый профиль 8.
Размеры поперечного сечения и форма пластмассового профиля 8 определяются далее физико-химическими свойствами применяемой теплопроводной пластмассы, в частности скоростью ее отверждения, вязкостью, поверхностным напряжением относительно материала корпуса и тиксотропией, поперечным сечением канала иглы, прикладываемым к поршню давлением, скоростью перемещения иглы, а также параметрами окружающей среды, как температура и влажность воздуха в месте изготовления, и поэтому могут регулироваться определенным подбором этих параметров.
В корпусе 1, показанном на фиг.1, с откидной крышкой 4, закрепленной с одной стороны на шарнире, можно перемещать иглу 6 вдоль одного участка кромки выемки 3 с большей скоростью, чем на других участках, для получения на этом участке более благоприятного для закрывания крышки профиля меньшего поперечного сечения, чем на остальных участках кромки.
Подбор свойств пластмассы может осуществляться при этом, в частности, введением наполнителей (сажи и т.п.), металлических связующих, поверхностно-активных веществ и ускорителей отверждения или сшивающих веществ.
Вид и размер частиц добавки, обеспечивающей теплопроводность (для электроизолирующего формованного пластмассового элемента, например частицы нитрида бора или окиси алюминия, а для электропроводящего формованного пластмассового элемента, например частицы углерода, серебра, меди и т.п. с покрытием из серебра или золота и т.п.), влияют также не только на тепловые, но и на механические, электрические свойства и свойства обработки теплопроводного упругого материала.
На фиг. 2 показано в увеличенном виде и частично в разрезе устройство нанесения проводящего и упругого пластического материала в форме жгута. Общие с фиг.1 детали обозначены теми же цифрами. В качестве электронного элемента 210 здесь представлена залитая в пластмассу интегральная схема, на которую наносятся в виде жгутов элементы 8d теплового контактирования для теплоотвода.
На фиг.3-11 показаны примеры различных поперечных сечений профилей, наносимых по способу согласно изобретению за несколько операций, причем пластмассовый формованный элемент расположен в основном в одном направлении, то есть представляет собой профиль из пластической массы.
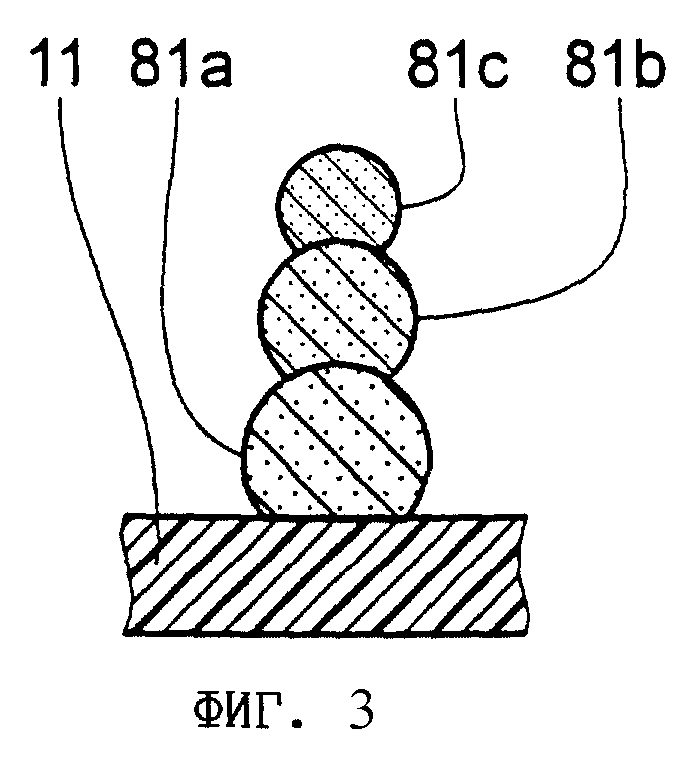
На фиг. 3-6 хорошо теплопроводящие, менее упругие участки уплотнения (показаны штриховкой) комбинируются с непроводящими, более эластичными из-за отсутствия добавки из теплопроводного материала участками уплотнения, благодаря чему достигается оптимальное сочетание уплотнения и теплопередачи.
На фиг. 3-11 приведены примеры выполнения жгутообразных теплопроводящих профилей, получаемых с помощью сопел различной формы и частично образованных последовательным нанесением через определенные промежутки времени. Таким образом можно получить упругие теплопроводящие элементы любого контура (в том числе такого, который нельзя было бы извлечь из пресс-формы, то есть с обратным утолщением), которые, например, могут иметь полости.
На фиг. 3 показана, в частности, теплопроводящая и уплотняющая конструкция, образованная наносимыми рядом друг с другом в два этапа на поверхность корпусной детали 11 профилями 81a и 82b примерно круглого поперечного сечения. Такая конструкция получается, когда упругий материал плохо смачивает поверхность корпуса.
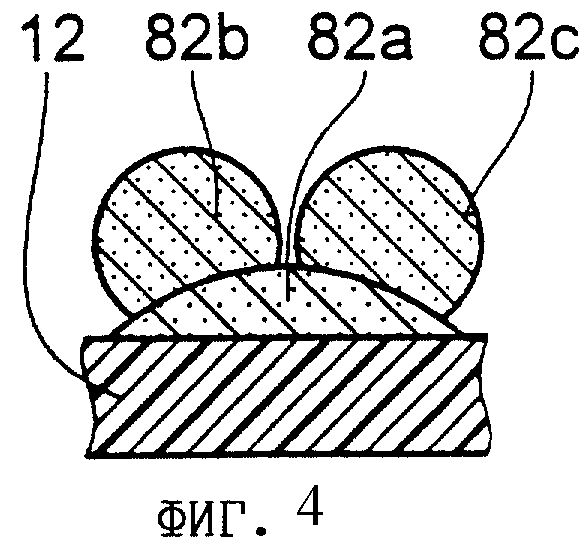
На фиг.4 показана конструкция профиля, получаемого в три этапа, из плосковыпуклого широкого проводящего участка 82a и нанесенных на него проводящего участка 82c и непроводящего участка 82b на участке 12 корпуса, причем участки 82b и 82c имеют примерно круглое поперечное сечение.
Такая конструкция получается, когда материал первого участка 82a профиля сильно смачивает поверхность корпуса и/или его нанесение осуществляется с помощью сравнительно широкого сопла вместо иглы 6, показанной на фиг. 2, а материал участков 82b и 82c проявляет малую склонность к смачиванию в отличие от поверхности 82a.
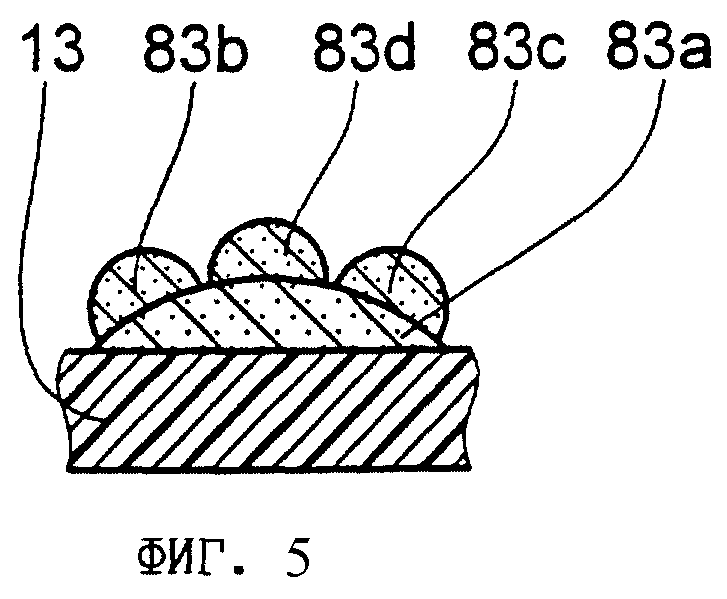
На фиг. 5 показана конструкция, аналогичная фиг.4, в которой с двух сторон высокоупругого, но непроводящего, практически полукруглого уплотняющего участка 83d, выполненного на середине нижнего широкого участка 83a профиля на поверхности 13 корпуса, расположены два, также почти полукруглых, участка 83b и 83c профиля, обладающие высокими теплопроводнымии свойствами.
Этот последний профиль отличается высокой устойчивостью к усилиям, действующим параллельно поверхности корпуса, но обладает в целом сравнительно невысокой упругостью. Это делает конструкцию особенно пригодной для отодвигаемых запоров.
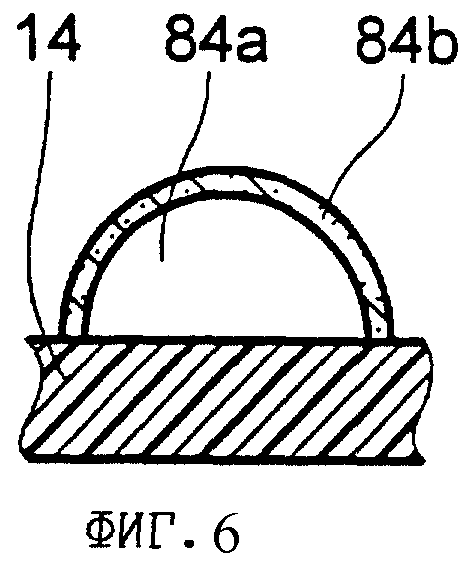
Напротив, профиль по фиг.6, состоящий из полукруглого упругого участка 84a со слабыми теплопроводными свойствами и нанесенного выдавливанием на поверхность 14 корпуса и окружающего участок 84a покрытия 84b с высокой теплопроводностью, обладает высокой упругостью при пониженной теплопроводности.
На фиг. 7-11 показаны пластмассовые формованные элементы, выполненные исключительно из теплопроводного материала.
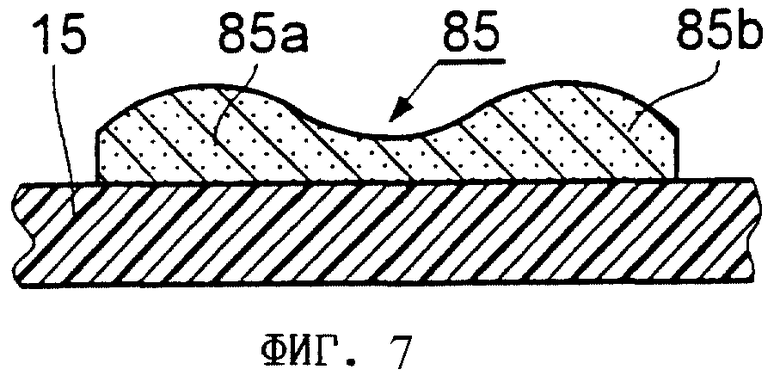
На фиг. 7 представлен отформованный специальным образом монолитный профиль 85 на поверхности 15 корпуса, содержащий два утолщенных выступа 85a и 85b, соединенных плоской перемычкой. Такой профиль может применяться в корпусах с откидными запорами, имеющими профилированные кромки.
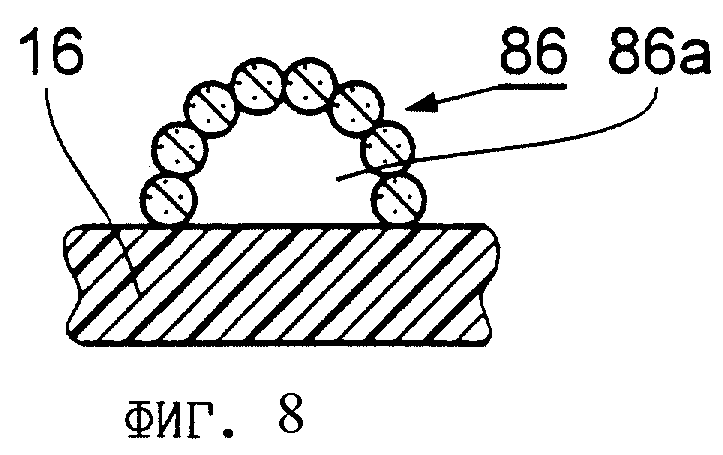
На фиг. 8 показан пластмассовый профиль 86, в целом имеющий полукруглую форму, состоящий из нескольких круглых жгутов на поверхности 16 корпуса, образуя с последним воздушную полость 86a.
Взаимодействие профиля с этой "воздушной камерой" обеспечивает хорошую его упругость в целом, несмотря на сравнительно низкую упругость составляющих его элементов.
На фиг.9 показан пластмассовый профиль 87, состоящий из нескольких сопряженных между собой и расположенных под углом к поверхности 17 корпуса круглых жгутов, нижний из которых нанесен на поверхность 17 этого корпуса. Такой профиль может найти применение в конструкциях, требующих большой гибкости теплоотводящих элементов.
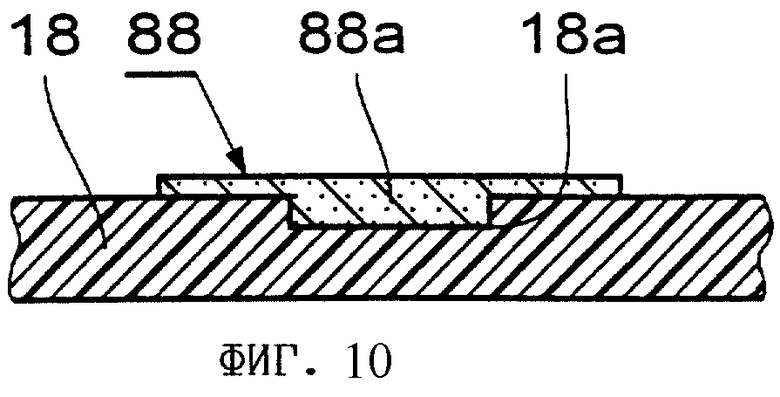
На фиг. 10 представлен T-образный профиль 88 на поверхности 18 корпуса, имеющего прямоугольный паз 18a, причем этот профиль широким центральным участком 88a входит в паз 18a и в целом имеет плоскую поверхность, параллельную поверхности 18 корпуса и за пределами паза 18a.
Этот профиль соединен с поверхностью корпуса не только сцеплением материала, но и геометрическим замыканием, что дополнительно повышает его устойчивость.
На фиг.11 изображена конструкция профиля, имеющая блок 89a примерно прямоугольного поперечного сечения из проводящего упругого материала и два размещенных на нем рядом друг с другом, плосковыпуклых профильных элемента 89b и 89c. Эта конструкция своим большим поперечным сечением пригодна, в частности, для передачи большого количества тепла, а благодаря уплотнительным выступам 89b и 89c и прилегающим к ним почти круглым элементам 89d и 89e соответственно обладает также достаточной упругостью.
При этом в вышеописанных случаях осуществления изобретения для образования формованного элемента при многократном перемещении сопла над заданными участками используют отверждаемые синтетические материалы, обладающие разной упругостью или разной способностью к сжатию.
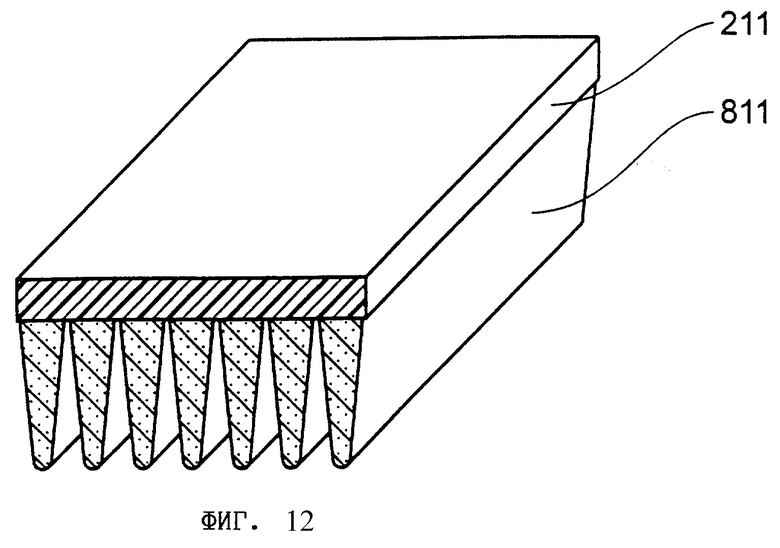
На фиг.12 схематично показан электронный узел 211 с выполненным, как было изображено на фиг.1, пластмассовым охлаждающим элементом 811, состоящим из охлаждающих ребер, нанесенных послойно одиночными жгутами за несколько операций на поверхность корпуса узла. Такая конструкция может быть использована, например, в электронной аппаратуре, устанавливаемой в автомобиле (радиоприборы, радиотелефон и т.п.).
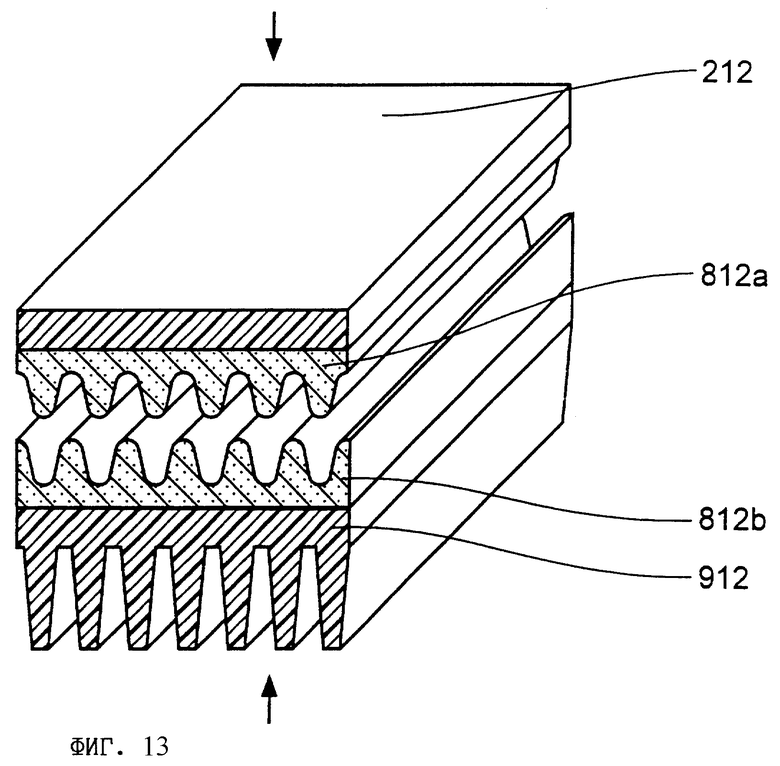
На фиг.13 схематически показан электронный узел 212 с выполненным на нем теплопроводным пластмассовым формованным элементом 812a, имеющим в поперечном сечении волнистую поверхность и связанным с ребристым охлаждающим элементом 912 в качестве теплового диффузора, на плоской поверхности которого выполнен второй пластмассовый формованный элемент 812b. Его поверхность имеет такую же структуру, как и у первого пластмассового формованного элемента 812a, однако она несколько смещена в сторону относительно структуры первого так, что выступы на одном элементе входят в углубления на другом, способствуя тому, что вследствие упругости обоих элементов при взаимном прижиме узла 212 и охлаждающего элемента 912 образуется примерно однородный теплопередающий слой.
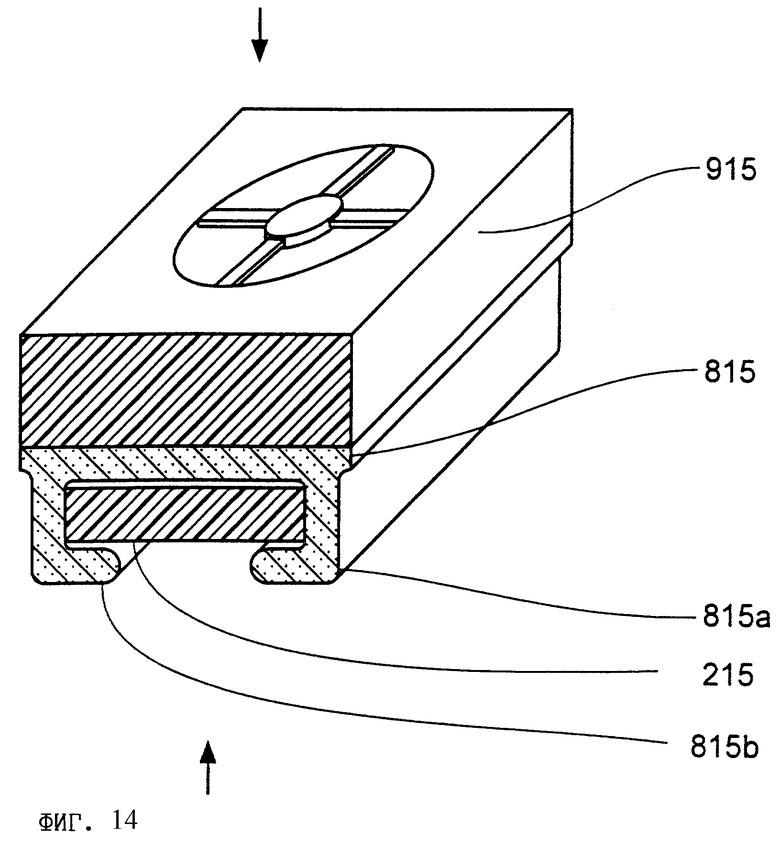
На фиг. 14 показано в разрезе, как электронный элемент 215 вставлен в корпус, работающий в качестве теплового диффузора на активно вентилируемом элементе 915 и снабженный упругой теплоотводящей конструкцией 815, имеющей такую конфигурацию, что ее поперечный размер при увеличении расстояния от ее основания также увеличивается. Показанный на фигуре разрез при этом соответствует такому же вертикальному разрезу, сделанному в направлении, перпендикулярном к показанному, то есть загиб 815a охватывает закладываемый элемент 215 по круговой замкнутой линии, предохраняя его от выпадения.
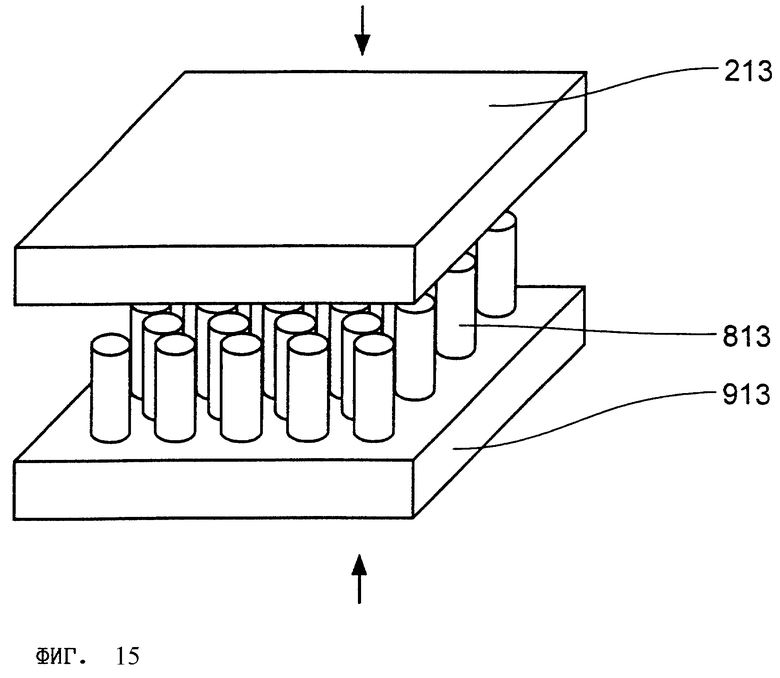
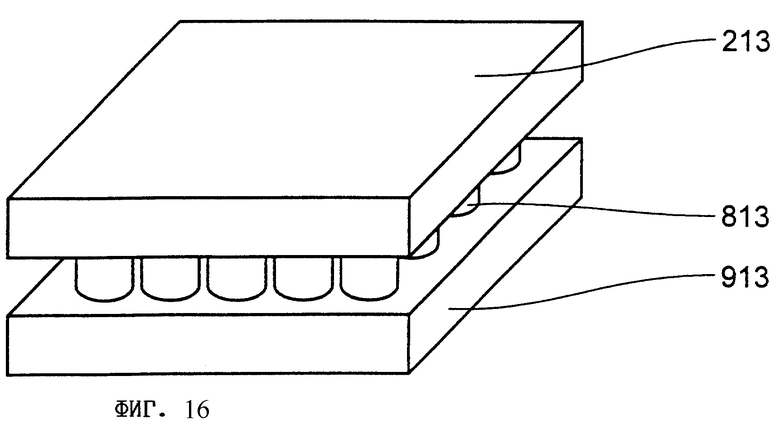
Аналогичное конечное положение обеспечивается конструкцией, схематично показанной на фиг.15 и 16, где узел 213 с помощью решетки 813 из отдельных, высокоупругих пластмассовых выступов, выполненных на охлаждающем элементе 913, соединен с ним. При сжатии узла 213 с охлаждающим элементом 913 выступы решетки 813 сжимаются по высоте, из-за чего их сечение увеличивается и они практически заполняют промежуток между узлом и охлаждающим элементом, обеспечивая хорошую теплопередачу.
На фиг. 17 и 18 показан другой вариант выполнения, в котором узел 214 и ребристый охлаждающий элемент 914 соединены между собой шарниром 914a, причем на охлаждающем элементе, на его неребристой поверхности, установлен пластмассовый формованный элемент 814c наклонными ребрами. При соединении узла 214 и охлаждающего элемента 914 ребра пластмассового формованного элемента 814, как видно на фиг.17 на примере первого ребра слева и на фиг. 18 в конечном положении, укладываются в одном направлении в соответствующую соседнюю промежуточную полость. При этом образуется практически однородный теплопередающий элемент между узлом и охлаждающим элементом, находящийся в тесном контакте с прилегающими поверхностями.
Изобретение не ограничивается в своем выполнении вышеприведенными примерами. Возможно значительно большее количество вариантов конструкций, использующих предлагаемое согласно изобретению решение. К ним относятся, в частности, устройства для теплопередачи, используемые вне области электроники, например, в измерительной, нагревательной, холодильной технике и технике кондиционирования воздуха.



Изобретение относится к области электротехники и может быть использовано в деталях и узлах электронных схем, при эксплуатации которых возникают значительные потери тепла, отвод которого необходимо обеспечить посредством конвекции и/или теплопередачи в окружающую среду. Технический результат от использования данного изобретения состоит в улучшении эксплуатационных свойств деталей и узлов с теплоотводами предложенной конструкции и в улучшении технологичности и удобства пользования. Сущность изобретения состоит в том, что в устройстве для отвода тепла от корпуса узла, генерирующего джоулево тепло, имеет формованный элемент из теплопроводного синтетического материала, размещенный на поверхности корпуса узла или теплопроводно соединенного с ним тепловым диффузором так, что формованный элемент находится в плоскостном контакте с данным корпусом или тепловым диффузором, по крайней мере, на отдельных своих участках. Согласно изобретению формованный элемент образован в месте изготовления непосредственно на поверхности корпуса узла или теплового диффузора. Способ изготовления такого устройства для теплоотвода характеризуется тем, что после нанесения теплопроводного синтетического материала в пластическом состоянии под давлением для образования формованного элемента непосредственно на корпусе узла или теплового диффузора, данный материал отверждается или сшивается и схватывается с поверхностью упомянутого корпуса в месте изготовления формованного элемента. 2 с. и 3 з.п.ф-лы, 18 ил.
| US 4654754 А, 31.03.1987 | |||
| Теплоотвод для полупроводниковых приборов и способ его изготовления | 1988 |
|
SU1638818A1 |
| SU 1195397 А, 30.11.1985 | |||
| DE 3151655 А1, 07.07.1983 | |||
| DE 3215396 А1, 27.01.1983 | |||
| DE 3223624 А1, 05.01.1984. | |||
