Настоящее изобретение относится к способу установки анкеров для горных пород согласно ограничительной части пункта 1 формулы изобретения.
Этот способ известен из патента Германии 10234255 А1. В этом способе сверлильный инжекторный анкер, который выполнен в виде буровой штанги с центральным внутренним каналом, вводят в подлежащую армированию горную породу. При этом одновременно выполняют промывку с помощью жидкости, с помощью которой высверливаемое отверстие расширяется. После достижения необходимой длины скважины выполняют нагнетание через внутренний канал буровой штанги густотекучей цементной смеси, которая заполняет скважину и затвердевает с образованием бетонного сердечника, в котором остается буровая штанга.
Указанный способ предназначен, в частности, для мягкой и песчаной горной породы. В более твердой горной породе, с которой сталкиваются, в частности, при креплении штреков при подземных горных разработках или при строительстве туннелей, вместо бетона предпочтительно применяют затвердевающие пластмассы. Эти затвердевающие пластмассы вводят через трубку после бурения скважины и вытягивания буровой штанги, затем вытягивают трубку из отверстия и вводят в скважину анкер для горных пород, который затем с помощью затвердевающей пластмассы прочно и с обеспечением несущей способности соединяется с окружающей горной породой.
Целью настоящего изобретения является создание способа, в котором в непрерывном рабочем процессе устанавливают анкерную штангу, которая может быть также буровой штангой, в качестве анкера для горных пород за счет заполнения скважины затвердевающей пластмассой, и при этом обеспечивается, с одной стороны, заполнение скважины пластмассой по всей ее длине, а с другой стороны, пластмасса не выходит из скважины в значительном количестве.
Эта цель достигается способом по пункту 1 формулы изобретения. При этом учитывается то, что затвердевающая пластмасса приводит в течение меньшего времени к значительно более высокой твердости, соответственно, вязкости, чем нагнетаемый цемент. С другой стороны, предотвращается загрязнение затвердевающей пластмассой буровой машины и окружающей среды и неэкономичные потери больших количеств этой пластмассы.
Для такого затвердевания применяют в качестве затвердевающих компонентов, например, радикальную полимеризацию ненасыщенных полиэфирных смол, виниловых сложных эфиров, эпоксиакрилатов, силикатных смол посредством добавки, например, пероксидов в объемном соотношении от 1:1 до 10:1.
Подходящие затвердевающие пластмассы и приводящие к затвердеванию пластмассы описаны, например, в патентах Германии №№10315610 B4, 10124466 C1, 10218718 C1.
Существенное преимущество настоящего изобретения состоит в том, что оно обеспечивает, по существу, автоматическое заполнение скважины, при этом скважина заполняется, по существу, от вершины буровой штанги, соответственно, анкера для горных пород, до выхода из скважины, и буровая штанга, соответственно, анкер для горных пород полностью обволакивается затвердевшей пластмассой. Тем самым выполняется существенное требование безопасности горных работ и строительства туннелей.
Один из существенных признаков настоящего изобретения состоит в том, что согласованы друг с другом время F подачи и время Н затвердевания. Время Н затвердевания пластмассы определяется выбором затвердевающей пластмассы и вызывающей затвердевание пластмассы, а также при необходимости других компонентов, а также температурой окружения, количеством главных компонентов, а также горной породой.
Время F подачи задается как время, которое необходимо для полного заполнения участка протекания затвердевающей смеси. То есть, затвердевание затвердевающей пластмассы происходит лишь после смешивания затвердевающей пластмассы с вызывающей затвердевание пластмассой. Поэтому участок протекания является участком между точкой смешивания и устьем (выходом) скважины. Если смешивание обоих компонентов осуществляется с помощью неподвижного смесителя, то точка смешивания расположена у этого смесителя. Затем участок протекания содержит внутренний канал до его выхода на наружную поверхность бура, то есть обычно до вершины бура. Кроме того, участок протекания содержит окружающую анкер для горных пород скважину. Поэтому время подачи выбирается так, что оно с учетом характеристик подачи насосов, в частности зависимости характеристик подачи от давления, является достаточным для заполнения объема окружающей анкер для горных пород скважины.
Изобретение может быть реализовано за счет того, что сначала с помощью обычной буровой штанги бурят скважину, затем извлекают буровую штангу из скважины и вместо нее вводят трубчатую анкерную штангу (т.е. анкер для горных пород) с внутренним каналом. Этот способ имеет, наряду с другими преимуществами, то преимущество, что можно многократно применять используемый для твердых горных пород дорогой бурильный наконечник. Однако можно также бурить скважину с помощью выполненной с внутренним каналом буровой штанги, которая одновременно является анкерной штангой. Эта буровая штанга остается в скважине и применяется после бурения в качестве анкерной штанги. Недостаток лишь одноразового применения уравновешивается преимуществом экономии требующих много времени рабочих ходов.
В рамках данной заявки приводится описание, в частности, применения буровой штанги в качестве анкера для горных пород; однако изобретение применимо также для способа, в котором, как указывалось выше, используют не буровую штангу, а вводимую затем анкерную штангу с внутренним каналом.
Пункт 2 формулы изобретения обеспечивает то, что затвердевающая смесь в скважине не образует полых пространств и приходит в плотный контакт со стенкой буровой штанги и стенкой скважины. Это можно выполнять дополнительно к обычной в процессе бурения промывке водой скважины и имеет то преимущество, что из скважины выдуваются и осушаются также остатки воды.
Следует отметить, что буровая штанга может быть снабжена на своем конце буровой коронкой, режущие зубья которой проходят по диаметру скважины, превышающему наружный диаметр буровой штанги.
Затвердевание затвердевающего компонента пластмассы означает повышение вязкости через густотекучее и пастообразное состояние. Желательной является вязкость затвердевающего компонента, равная, по меньшей мере, 100000 Па·сек, чтобы соединение пластмассы относительно скважины и относительно буровой штанги было настолько прочным, что буровую штангу больше нельзя вытягивать или поворачивать в скважине при обычных при бурении и нагнетании пластмассы рабочих нагрузках. За счет этого можно сверлильный патрон, в котором зажимается буровая штанга с целью бурения, и/или инжекторную головку (переходник для соединения трубок подачи пластмассы с внутренним каналом анкерной штанги/буровой штанги), без помощи удерживающего буровую штангу приспособления или зажима отделять от буровой штанги, например, посредством вращения в обратную сторону сверлильного патрона (п.п.5 и 6 формулы изобретения).
В предпочтительной модификации согласно п.7 предусмотрено, что пластмассы после сведения вместе и смешивания в процессе очень быстрой химической реакции сшиваются в пастообразную массу. Это происходит за счет подмешивания подходящих веществ, таких как, например, амины. В способе по п.8 формулы изобретения работа облегчается и безопасность повышается за счет того, что после сведения и смешивания компонентов и еще перед началом ведущей к затвердеванию химической реакции достигается повышенная вязкость (более 500 Па·сек, предпочтительно более 1000 Па·сек). Эта предварительная реакция вызывается тем, что в один из компонентов в небольшом количестве подмешивают вещества с подходящими тиксотропными свойствами, например вещества из группы аминов.
За счет этого сначала лишь небольшого, но очень быстро происходящего повышения вязкости перед началом конечного желаемого затвердевания (тиксотропного эффекта) достигается предотвращение вытекания затвердевающей смеси пластмасс из скважины и обеспечивается увеличение давления, которое необходимо для полного, без пустот, заполнения всей скважины со всеми полыми пространствами.
Для сокращения времени процесса бурения и нагнетания предназначен вариант по п.8. За счет этого предотвращается вытекание, капание, просачивание еще не полностью затвердевшей пластмассовой массы из внутреннего канала буровой штанги после отсоединения сверлильного патрона, соответственно, после отсоединения подающего пластмассу канала. При расчете времени подачи и согласовании времени затвердевания необходимо учитывать характеристики подачи насосов, подающих затвердевающий компонент и вызывающий затвердевание компонент во внутренний канал буровой штанги.
В идеальном случае подбираются насосы, величина подачи которых в единицу времени не зависит от противодавления. В частности, пригодными являются поршневые насосы и из них в особенности радиальные поршневые насосы. Это является целесообразным также потому, что при этом исключается повышение температуры пластмасс, которое может приводить к изменению характеристик затвердевания, в частности к сокращению времени затвердевания.
Для исключения гидроударов и тем самым разрыва трубок в варианте изобретения предусмотрено то, что насосы начинают подачу с задержкой. Целесообразно также незадолго до окончания подачи уменьшать их скорость вращения для исключения пиков давления.
В качестве альтернативного решения, для подачи затвердевающей пластмассы и/или вызывающей затвердевание пластмассы можно применять также насосы с характеристикой подачи, зависящей от давления. Такие насосы, например шестеренчатые насосы, имеют преимущество простоты их конструкции. Кроме того, зависящая от давления характеристика подачи имеет то преимущество, что исключаются пики давления. С другой стороны, зависимость от давления приводит в случае внутреннего обратного потока чрезмерной подачи также к нагреванию; поэтому необходимо соответствующим образом согласовывать характеристики затвердевания, в частности время затвердевания.
В варианте изобретения по п.11 формулы изобретения происходит отключение подачи затвердевающей и/или вызывающей затвердевание пластмассы при превышении заданного предельного значения соответствующего давления подачи. Однако при этом можно также включать программу выключения приводных двигателей насосов, с помощью которых можно плавно или ступенчато сводить к нулю скорости вращения насосов. За счет этого исключаются повреждения системы подачи и возможные загрязнения компонентами пластмассы.
Если в этом случае повышение давления вызывается затвердеванием пластмассы перед полным заполнением скважины, то необходимо выполнить новое бурение, и буровая штанга может быть потеряна. В этом случае имеет место неправильное согласование времени заполнения и времени затвердевания. Когда время заполнения и время затвердевания точно согласованы друг с другом, то это зависящее от давления выключение происходит по возможности точно или незадолго до момента времени, в который пластмасса выходит из устья скважины.
Однако можно также задавать время F подачи вручную или с помощью таймера. Предпочтительно, чтобы время затвердевания и тем самым также время заполнения было меньше одной минуты.
Согласование времени заполнения и времени затвердевания можно выполнять опытным путем, однако при этом необходимо, по меньшей мере, приблизительно учитывать характеристики подачи насосов, а также заполняемый объем V внутреннего канала и окружающей буровую штангу скважины. Подлежащий выполнению алгоритм для согласования времени заполнения и времени затвердевания следует из п.11 формулы изобретения.
Для полного использования преимущества изобретения, а именно быстрого и надежного закрепления анкера для горных пород в скважине, особое значение имеет вариант изобретения согласно п.12 формулы изобретения. Этот вариант обеспечивает надежное рабочее соединение трубок подачи пластмассы с внутренним каналом анкерной штанги/буровой штанги и исключает ненужные монтажные и регулировочные работы, служащие для этой цели. Для этого применяют инжекторную головку, называемую в этой заявке также переходником, которая служит, с одной стороны, в качестве канала подачи пластмассы, а с другой стороны, также в качестве инструмента для соединения внутреннего канала анкерной штанги с насосами для пластмассы.
Вариант по пункту 13 формулы изобретения предназначен для исключения смешивания компонентов в неподходящее время, в частности перед предусмотренным временем смешивания, и тем самым преждевременного затвердевания пластмасс и загрязнения системы подачи затвердевающими пластмассами.
Вариант по пункту 14 формулы изобретения предназначен также этой цели и обеспечивает одновременно эффективную очистку мест системы подачи, в которых отложения пластмассы приводят к созданию помех.
Ниже приводится подробное описание примера выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено следующее:
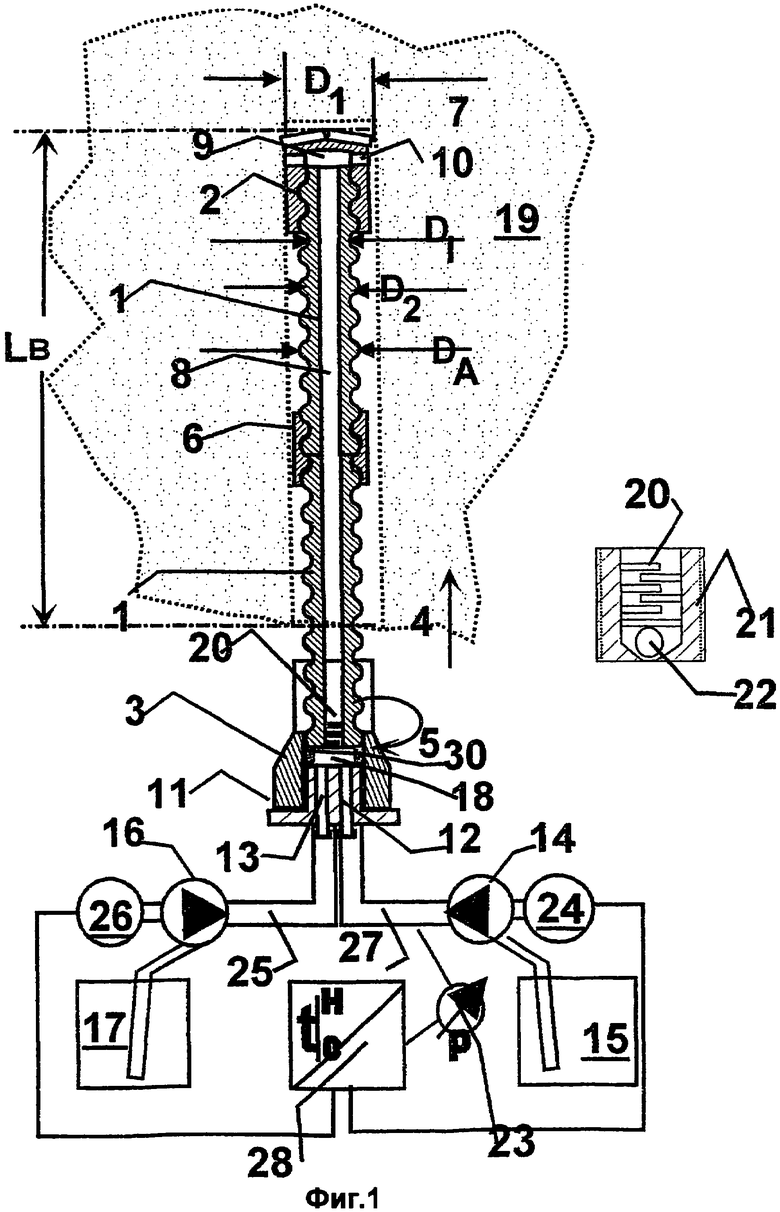
фиг.1 изображает буровую штангу со сверлильным патроном и подающими переходниками (инжекторной головкой);
фиг.2 - графики подачи;
фиг.3 и 4 - буровую штангу с зажимным патроном и подающими переходниками (инжекторной головкой).
Как показано на чертежах, буровая штанга остается в скважине, которую бурят с ее помощью и затем закрепляют в скважине в качестве анкерной штанги/анкера для горных пород. Поэтому применительно к чертежам приводится также описание процесса бурения. Однако когда после выполнения скважины буровую штангу извлекают из нее и вместо нее вводят в качестве анкера для горных пород анкерную штангу, то выполнение скважины больше не входит в рамки данного изобретения; в остальном имеют силу все варианты, которые описывают способ согласно изобретению для заполнения внутреннего канала анкерной штанги и скважины смесью пластмасс (затвердевающей смесью). Последующее описание относится ко всем чертежам, если не указываются особо отклонения на отдельных чертежах.
Буровую штангу 1 с бурильной коронкой 2 с помощью зажимного патрона 3 вводят в породу 19 из твердого камня. Для этого сверлильный патрон 3 приводят в движение в направлении 4 подачи и направлении 5 вращения.
Буровая штанга состоит из нескольких, в данном случае двух, частей, которые можно соединять посредством ввинчивания в гайку 6 с образованием заданной длины. Для этого буровые штанги снабжены на своей наружной окружности резьбой, которая входит в соответствующую резьбу накидной гайки 6. Эта резьба служит также для обеспечения хорошего соединения буровой штанги 1 с подлежащей введению в скважину пластмассой.
Буровая коронка 2 снабжена зубьями 7. Зубья 7 создают поперечное сечение скважины с диаметром D1. Диаметр D1 больше наружного диаметра DA буровой штанги 1 и, естественно, больше внутреннего диаметра DI резьбы. Для расчетов объем буровой штанги задается с достаточной точностью средним диаметром D2=(DA+DI)/2. Через буровую штангу, соответственно части буровой штанги, центрально проходит внутренний канал 8, который заканчивается в бурильной коронке 2 собирательной камерой 9 и выходными каналами 10. Сначала можно через внутренний канал через патрон 3 с использованием подходящего переходника подавать воду или воздух в качестве промывочного средства, а затем предпочтительно также через сверлильный патрон, но через особую соединительную часть, описание которой будет приведено ниже применительно к фиг.4, подавать затвердевающую пластмассу и вызывающую затвердевание пластмассу.
На чертежах показаны лишь части устройства, которые предусмотрены для подачи пластмассы. Речь идет об инжекторной головке/переходнике, который можно устанавливать на торцевую сторону соединительной части, в данном случае патрона, и который имеет внутренние каналы 12 и 13. Внутренний канал 12 соединен через шланг 27 и подающий насос 14 с резервуаром 15 для затвердевающей пластмассы. Внутренний канал 13 имеет значительно меньшую ширину, чем внутренний канал 12; его площадь поперечного сечения составляет примерно 1/10 площади поперечного сечения внутреннего канала 12. Внутренний канал 13 соединен через шланг 25 и подающий насос 16 с резервуаром 17 для вызывающей затвердевание пластмассы. Поскольку затвердевающая пластмасса и вызывающая затвердевание пластмасса смешиваются в соотношении 10:1 или меньше (до 1:1, как указывалось выше), то подающий насос 16 выбирается соответственно меньшим. Внутренние каналы объединяются в соединительной части/сверлильном патроне 3 в собирательной камере 18, которая соединена с внутренним каналом 8 буровой штанги.
Как показано на фиг.1, первый отрезок буровой штанги на входе своего внутреннего канала 8 имеет неподвижный смеситель 20. Такой смеситель может быть расположен также в начале каждого отрезка. Если смеситель выполнен в виде устанавливаемой конструктивной части, достаточно устанавливать такой смеситель 20 во внутренний канал 8 последней вводимой буровой штанги 1. На вспомогательной фигуре показана вставляемая конструктивная часть 21, в которой, наряду со смесителем 20, интегрирован также обратный клапан/шариковый клапан 22. Вставляемую часть 21 можно ввинчивать во внутренний канал 8 последней подлежащей введению буровой штанги перед забурением, например, с помощью резьбы.
Способ осуществляется следующим образом.
Для введения буровой штанги 1 в породу зажимной патрон устанавливают сначала лишь один элемент буровой штанги. Патрон приводят во вращение в направлении 5 вращения. Одновременно к буровой штанге прикладывают усилие 4 подачи (не изображено). За счет этого в горной породе пробуривается скважина с диаметром D1 бурильной коронки или режущих зубьев 7 на бурильной коронке. При достижении скважиной длины первого отрезка буровой штанги на свободный конец навинчивают накидную гайку 6 и в нее ввинчивают следующий отрезок буровой штанги 1 посредством подачи снизу через зажимной патрон (не изображена). При этом скважину можно промывать водой (не изображено), которая подается через внутренний канал буровой штанги.
При достижении предусмотренной глубины скважины (например, от 2 м до 2,5 м) заканчивают процесс бурения. В собирательную камеру 18 скважины подают через внутренний канал 8 буровой штанги воздух (не изображено) и за счет этого из скважины удаляют буровую мелочь и очищают и сушат скважину.
Затем скважину заполняют затвердевающей пластмассой, которая перед этим смешивается с вызывающей затвердевание пластмассой. Заполняемый объем является, с одной стороны, внутренним каналом 8, начиная от смесителя 20, и, с другой стороны, скважиной, т.е.
Vges=Vi+VBohloch-VBohrstange=π/4(LBx(D1 2-D2 2)+LixDi 2).
Заполнение осуществляется посредством насосов 14 и 16. При этом насосы являются, например, радиальными поршневыми насосами, которые могут подавать не зависящее от давления количество массы в единицу времени. Однако они могут быть также шестеренчатыми насосами, поскольку при большой вязкости подлежащих подачи пластмасс не возникает недопустимых потерь и поэтому с достаточной точностью можно задавать закон подачи.
Количество подачи задается посредством соответствующей предварительной регулировки и скоростями вращения приводных двигателей 24 и 26 насосов так, что с учетом характеристик подачи и закона подачи количество затвердевающей пластмассы и вызывающей затвердевание пластмассы подается точно во время, которое соответствует времени затвердевания.
Время затвердевания пластмассы можно задавать, с одной стороны, посредством выбора компонентов пластмассы, а с другой стороны, также за счет соотношения смешивания и температуры. Температура принимается, например, равной 30°С. Твердость пластмассы после времени затвердевания определяется практическими соображениями. В частности, пластмасса не должна самостоятельно выходить из устья скважины, а появляться в устье скважины в виде пастообразной массы. Кроме того, для скорости всего процесса бурения и заполнения весьма предпочтительно, когда пластмасса у устья скважины затвердевает так сильно, что сверлильный патрон можно отделять от буровой штанги без необходимости удерживания буровой штанги с помощью особых вспомогательных средств или предотвращения ее выпадения из скважины. При этом может быть достаточной вязкость 100000 Па·сек, но предпочтительно еще выше. За счет подходящих примесей может происходить предварительное сшивание введенной смеси пластмасс с повышением вязкости (свыше 500 Па·сек, как указывалось выше) перед началом, соответственно, действием собственно реакции затвердевания.
Целесообразно как можно быстрее отделять зажимной патрон от буровой штанги, а именно в момент времени, когда для введенной последней смеси пластмасс не закончилось время затвердевания. Поэтому в направлении потока перед статичным смесителем предусмотрен обратный клапан 22, который открывается в направлении заполнения и препятствует обратному вытеканию введенной смеси пластмасс в обратном направлении из внутреннего канала.
После снятия патрона с буровой штанги можно промывать переходник/сверлильный патрон одним из компонентов пластмассы или водой. Соответствующие устройства не изображены.
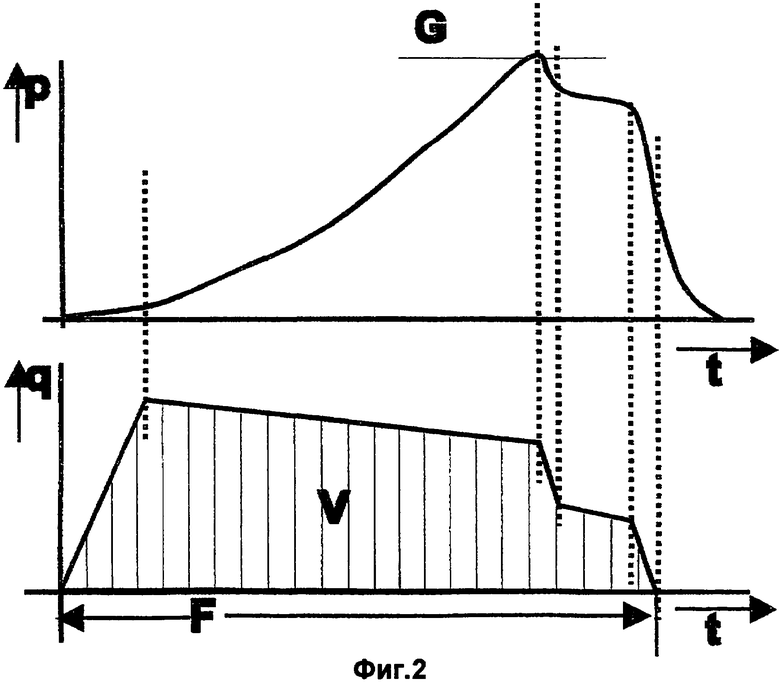
На фиг.2 показаны графики подачи компонентов пластмасс, в частности затвердевающей пластмассы и вызывающей затвердевание пластмассы и при необходимости дополнительно подмешиваемых веществ. Показан ход изменения подаваемого в единицу времени количества в зависимости от времени, а сверху - изменение давления в собирательной камере 18 или в другом месте. Подаваемое количество зависит, с одной стороны, от изменения скорости вращения приводных двигателей насосов. Кроме того, в некоторых типах насосов необходимо учитывать также зависимость подаваемого количества от давления. Идеальной была бы линейная характеристика подачи, которую имеют, например, радиальные поршневые насосы. В любом случае желательно иметь непрерывную функцию запуска насосов для исключения бросков давления.
Способ согласно изобретению можно выполнять также, когда затвердевающая и вызывающая затвердевание пластмассы в течение времени F подачи подаются с изменяемым по определенному закону количеством подачи в единицу времени, в частности, с увеличивающимся с задержкой количеством подачи в начале времени подачи, или же когда затвердевающая и вызывающая затвердевание пластмассы в течение времени F подачи подаются с изменяемым по заданному закону в зависимости от давления количеством подачи в единицу времени. В любом случае после достижения максимально установленной скорости вращения количество подачи в единицу времени уменьшается при увеличении давления, которое обуславливается тем, что, с одной стороны, участок протекания смеси пластмасс становится длиннее и, с другой стороны, увеличивается вязкость, то общее время подачи рассчитано так, что количество заполнения в течение этого времени подачи - на графике это заштрихованная площадь под кривой количества подачи - соответствует, как указывалось выше, объемам внутреннего канала и скважины, и что это время подачи соответствует времени затвердевания. За счет этого поступающая к устью скважины смесь пластмасс становится настолько вязкой, что она перекрывает устье и так крепко охватывает бурильную штангу, что штанга выдерживает соответствующий крутящий момент при отсоединении патрона и под действием собственного веса не выпадает из скважины.
При таких условиях можно вручную управлять управляющим устройством 28 или же предварительно устанавливать рабочее время для двигателей насосов. Однако может быть также предусмотрено управление с помощью датчика 23 давления, с помощью которого осуществляется выключение или, как показано на фигуре, включение насоса, когда давление перед смесительным устройством, например в собирательной камере, превосходит предварительно установленное, определяемое экспериментально предельное значение G.
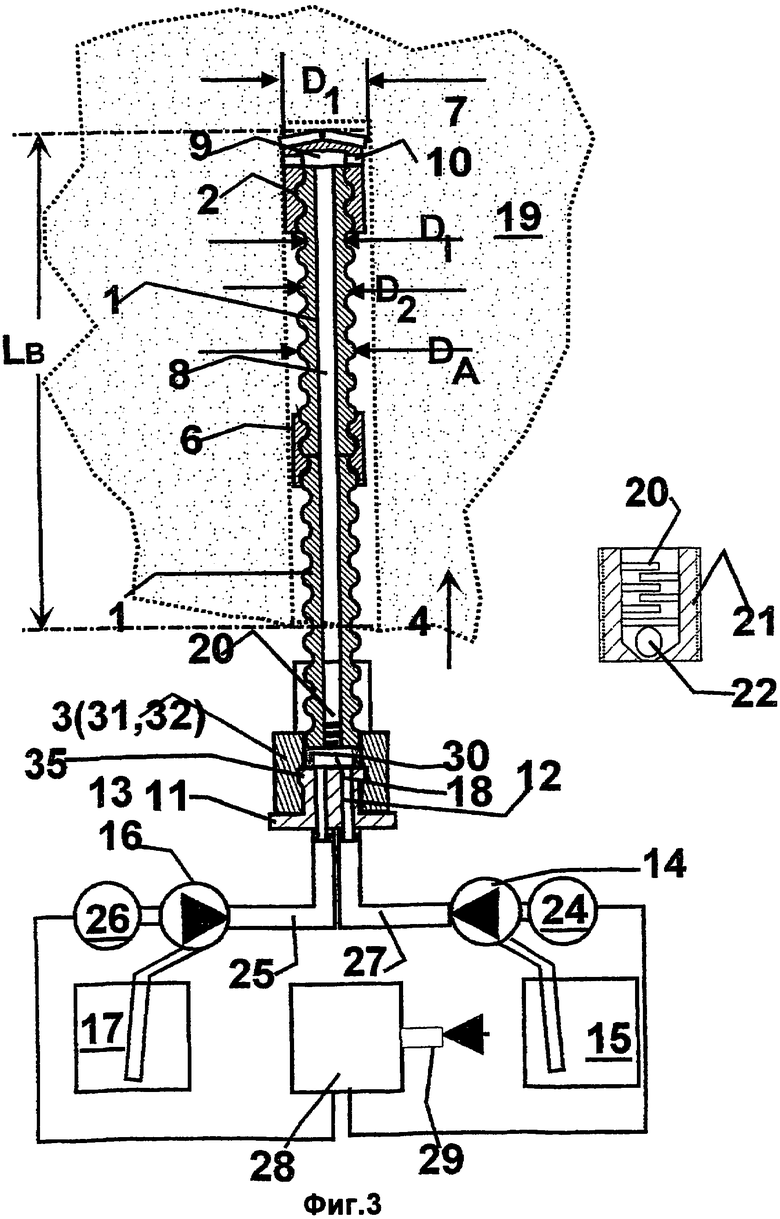
Вариант, показанный на фиг.3, отличается следующим.
Зажимной патрон после бурения скважины снимается. Соединение анкерной штанги/буровой штанги 1 с инжекторной головкой/переходником 11 осуществляется через соединительную часть 3. Она состоит, как показано на дополнительной к фиг.4 фигуре, из двух полувтулок 31, 32. Они имеют каждая на своей длине полукруглое углубление 33, 34. Эти углубления в закрытом в направлении стрелок состоянии полувтулок образуют круглый цилиндрический внутренний канал с изменяющимися диаметрами. Диаметры выбраны так, что внутренний канал в закрытом состоянии, как показано на фиг.4, обеспечивает фиксацию с прилеганием соединительной части на одной стороне с инжекторной головкой 11 и на другой стороне с анкерной штангой/буровой штангой 1. В связи с этим инжекторная головка имеет утолщение 35, которое входит в соответствующую выемку внутреннего канала 33, 34. Для удерживания анкерной штанги/буровой штанги 1 внутренний канал имеет грубую внутреннюю резьбу, которая соответствует наружной резьбе анкерной штанги/буровой штанги 1.
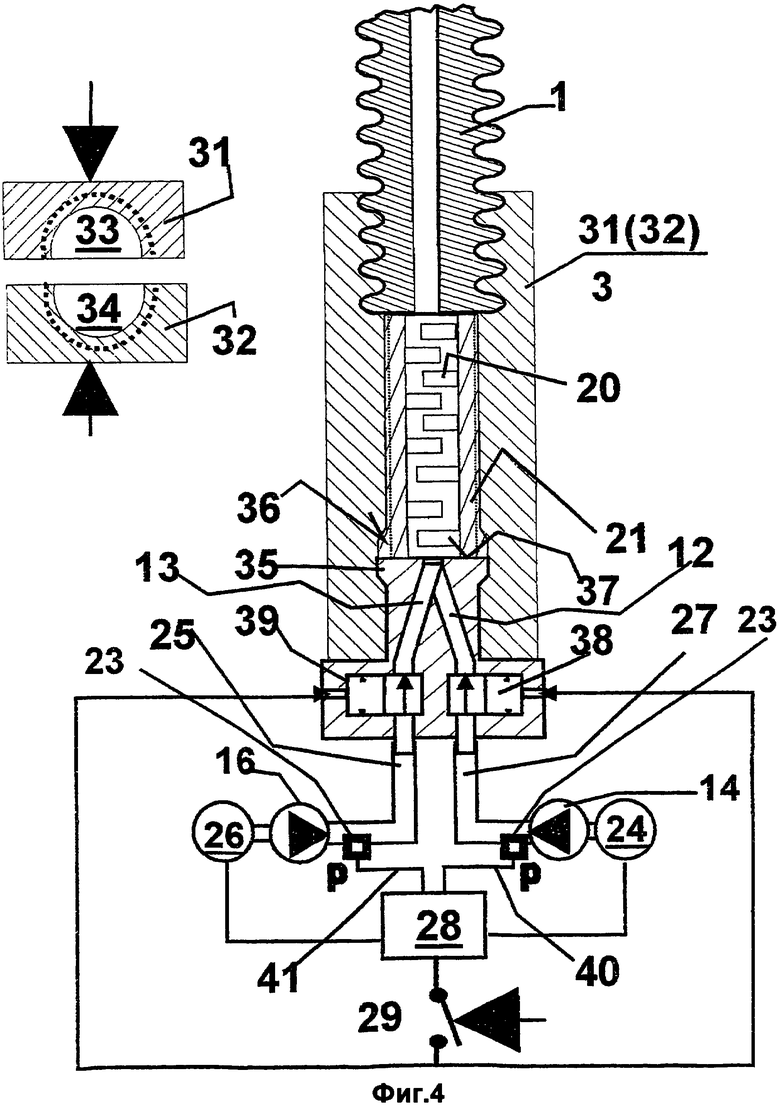
На фиг.3 показано, что промежуточное пространство 18 между концом инжекторной головки 11 и концом анкерной штанги/буровой штанги 1 перекрыто и герметизировано в радиальном направлении с помощью кольцевого уплотнения 30. Неподвижный смеситель 20 расположен в начале анкерной штанги/буровой штанги 1. В противоположность этому, при выполнении согласно фиг.4 смеситель находится в соединительной части 3 с полувтулками 31, 32. Смесительные элементы 20 расположены во вставляемой конструктивной части/смесительном корпусе 21, который выполнен в виде круглой цилиндрической трубы. Эта труба имеет снаружи у своего начала утолщение 36, которое в закрытом в направлении стрелок состоянии полувтулок 31, 32 охватывается с прилеганием и фиксируется как в радиальном, так и осевом направлении соответствующим углублением внутреннего канала полувтулок 31, 32. Кроме того, внутренний канал полувтулок 31, 32 плотно охватывает трубу корпуса смесителя.
Это особенно важно потому, что корпус 21 смесителя предпочтительно состоит из пластмассы и становится достаточно устойчивым к давлению лишь за счет плотного прилегания к стенкам прочно сжимаемых друг с другом полувтулок. Кроме того, очень важно, что корпус смесителя также опирается с прилеганием в осевом направлении на своем выходном конце для предотвращения разрыва в осевом направлении или вообще разрыва изготовленного из пластмассы корпуса смесителя. Эта осевая фиксация осуществляется в показанном примере посредством опоры на торцевую поверхность обращенного к нему конца анкерной штанги/буровой штанги 1, которая, в свою очередь, как указывалось выше, зафиксирована в полувтулках соединительной части. Показанный на фиг.1 и 3 обратный клапан здесь не изображен, однако его можно с соответствующими преимуществами применять также в данном случае.
По истечении времени заполнения и окончания заполнения скважины полувтулки отводятся друг от друга (против направления стрелок), так что освобождаются анкерная головка/буровая штанга и инжекторная головка. При этом может выбрасываться также статичный смеситель, который, как указывалось выше, выполнен в виде блока, поскольку он еще заполнен затвердевающей смесью пластмасс. При необходимости очищают инжекторную головку и/или соединительную часть 3, а затем вкладывают новый блок в качестве смесителя перед соединением с другой анкерной штангой/буровой штангой и началом ее заполнения.
В способе согласно фиг.4 применяют также другой вид управления. Включение и выключение установки для заполнения скважины осуществляют с помощью переключателя 29, который синхронно приводит в действие оба запирающих клапана 38 и 39 во внутренних каналах 12, 13 инжекторной головки 11 в направлении прохождения потока или в направлении запирания под давлением. Для запуска заполнения сначала включают с помощью управляющего устройства 28 оба насоса 24, 26. После создания давления в подводящих трубках 25, 26 синхронно друг с другом открывают с помощью переключателя 29 запирающие клапаны 38, 39, так что тотчас начинается процесс смешивания и заполнения в присутствии обоих компонентов. По истечении рабочего времени/времени затвердевания, как указывалось выше, снова с помощью переключателя 29 синхронно и внезапно запирают запирающие клапаны 38, 39. За счет этого после запирания на выходной поверхности 37 на обращенной к смесителю 20 торцевой поверхности больше не выходят компоненты, что могло бы приводить к загрязнению. Однако дополнительно предусмотрено, что выходная поверхность после открывания полувтулок 31, 32 очищается напорной струей воды. Во всяком случае, выходная поверхность выполняется плоской без выступов или углублений, чтобы ее можно было очищать легко и эффективно.
При запирании запирающих клапанов оба насоса создают в трубках 25, 27 повышенное давление. С помощью датчиков 23 давления в каждой из трубок измеряется это давление и по линиям 40, 41 передается в управляющее устройство 28. В управляющем устройстве записано, какое предельное давление можно создавать в одной или другой трубке. При достижении одного из этих предельных давлений происходит с помощью управляющего устройства отключение привода соответствующего насоса, предпочтительно обоих приводов/двигателей 24, 26 насосов.
Кроме того, вариант выполнения согласно фиг.4 имеет ту особенность выполнения способа, что оба компонента пластмасс, соответственно подающие их трубки 12, 13 в инжекторной головке, сводятся Y-образно или Т-образно в точке, которая лежит недалеко от или предпочтительно на выходной поверхности 37. Как раз в последнем случае облегчается удерживание в чистоте, соответственно очистка выходной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНКЕР | 1992 |
|
RU2029094C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРОСОВОГО АНКЕРА | 2011 |
|
RU2584990C2 |
| СПОСОБ ВОЗВЕДЕНИЯ ШТАНГОВОЙ КРЕПИ | 1998 |
|
RU2157454C2 |
| СПОСОБ УСТАНОВКИ АНКЕРА ГЛУБОКОГО ЗАЛОЖЕНИЯ | 2006 |
|
RU2312221C1 |
| УСТРОЙСТВО ИНЖЕКТИРОВАНИЯ СМОЛЫ ДЛЯ БУРИЛЬНОГО УСТРОЙСТВА ДЛЯ УСТАНОВКИ АНКЕРНЫХ БОЛТОВ В ГРУНТ | 2012 |
|
RU2600120C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СКОЛЬЗЯЩИЙ АНКЕР | 2008 |
|
RU2448253C1 |
| РАЗРУШАЕМЫЙ ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ АНКЕРА В ОТВЕРСТИИ | 2008 |
|
RU2379518C2 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА И ПОДАЧИ ТРОСОВОГО АНКЕРА И УСТРОЙСТВО ДЛЯ ЗАХВАТА ТРОСОВОГО АНКЕРА | 2010 |
|
RU2527839C2 |
| РЕГЕНЕРАЦИЯ ТЕКУЧЕЙ СРЕДЫ | 2006 |
|
RU2398968C2 |
| Инъектор-анкер для закрепления трещиноватой кровли горных выработок | 2023 |
|
RU2802410C1 |
Изобретение относится к горному делу, а именно к способу установки анкеров. Техническим результатом является обеспечение автоматического заполнения скважины по всей ее длине затвердевающей массой, уменьшение времени затвердевания массы, повышение безопасности горных работ. Буровую штангу с внутренним каналом вводят в горную породу. Через внутренний канал нагнетают текучую, самозатвердевающую массу и тем самым заполняют готовую скважину массой, так что масса затвердевает в скважине с остающейся в скважине буровой штангой. Затвердевающая масса является смесью из затвердевающей пластмассы и вызывающей затвердевание пластмассы. Указанные пластмассы подают во внутренний канал буровой штанги в течение заданного времени F подачи, которое соответствует времени Н затвердевания. Время затвердевания задают посредством выбора пластмасс и соотношения их смешивания так, что время подачи, по существу, соответствует времени затвердевания и приводит, по существу, к полному заполнению участка протекания затвердевающей смесью между точкой смешивания и выходом скважины. 18 з.п. ф-лы, 4 ил.
1. Способ установки анкеров для горных пород, при котором в скважину вводят анкерную штангу с внутренним каналом, через который нагнетают текучую, самозатвердевающую массу, пробуренную скважину заполняют массой, которая затвердевает в скважине с остающейся в скважине анкерной штангой, отличающийся тем, что готовят затвердевающую массу из смеси затвердевающей пластмассы и вызывающей затвердевание пластмассы, которые подают в виде смеси во внутренний канал буровой штанги в течение заданного времени F подачи, при этом пластмассы выбирают так и объединяют в находящейся перед или во внутреннем канале точке смешивания в таком соотношении смешивания и смешивают в смесь так, что обеспечивается заданное время Н затвердевания, при этом время F подачи и время Н затвердевания согласовывают друг с другом так, что время подачи по существу соответствует времени затвердевания и приводит по существу к полному заполнению участка протекания затвердевающей смеси между точкой смешивания и выходом скважины.
2. Способ по п.1, отличающийся тем, что внутренний канал и скважину во время и/или после бурения, но перед введением затвердевающей смеси, продувают воздухом.
3. Способ по п.1, отличающийся тем, что смеситель расположен во внутреннем канале.
4. Способ по п.1, отличающийся тем, что смеситель является неподвижным смесителем, расположенным перед внутренним каналом.
5. Способ по п.1, отличающийся тем, что вязкость затвердевающей смеси во время затвердевания составляет, по меньшей мере, 100000 Па·с.
6. Способ по п.1, отличающийся тем, что затвердевающая смесь во время затвердевания затвердевает так сильно, что крутящий момент буровой штанги в скважине превышает крутящий момент, необходимый для освобождения буровой штанги от удерживающего ее сверлильного патрона.
7. Способ по п.1, отличающийся тем, что в затвердевающую смесь или в один из компонентов подмешивают вещество, которое во время затвердевания и, предпочтительно в начале этого времени, приводит к предварительному сшиванию компонентов с увеличением вязкости до более 500 Па·с, предпочтительно более 1000 Па·с.
8. Способ по п.1, отличающийся тем, что вход внутреннего канала буровой штанги закрывают проводящим в направлении заполнения обратным клапаном.
9. Способ по п.1, отличающийся тем, что затвердевающую пластмассу и вызывающую затвердевание пластмассу подают в течение времени F подачи с зависящим от давления количеством подачи в единицу времени.
10. Способ по любому из пп.1-9, отличающийся тем, что подачу указанных пластмасс и при, необходимости, примесей отключают или прекращают другим образом при превышении заданного предельного давления.
11. Способ по любому из пп.1-9, отличающийся тем, что с учетом характеристики подачи для затвердевающей пластмассы и вызывающей затвердевание пластмассы время заполнения подлежащего заполнению после точки смешивания объема V заполнения соответствует следующему уравнению:
 ,
,
где V - объем заполнения внутреннего канала после точки смешивания и скважины;
qA - количество подачи в единицу времени затвердевающей пластмассы;
qH - количество подачи в единицу времени вызывающей затвердевание пластмассы;
dt - приращение времени;
Н - время затвердевания;
k - постоянная для учета зависящих от места условий, в частности, температуры и строения каменной породы.
12. Способ по п.1, отличающийся тем, что подвод компонентов пластмассы осуществляют через инжекторную головку, которая с помощью трубок постоянно соединена с транспортируемыми на транспортной тележке насосами подачи компонентов пластмассы, которую перемещают на транспортной тележке между исходным положением и рабочим положением и, в рабочем положении, герметично соединяют с выступающим из скважины концом анкерной штанги через соединительную часть.
13. Способ по п.12, отличающийся тем, что в инжекторной головке в каждой из трубок подачи компонентов пластмассы расположен запирающий клапан для запирания, соответственно, открывания трубки подачи, оба запирающих клапана при нормальной работе открывают и/или закрывают только синхронно друг с другом, и приводные двигатели насосов выключают с помощью расположенного в соответствующей трубке подачи датчика давления при достижении заданного максимального давления.
14. Способ по п.12, отличающийся тем, что образованные в инжекторной головке каналы для пластмассы, которые на стороне подвода соединены со шлангами, на обращенной к соединительной части стороне, т.е. стороне подключения соединительной части, выходят на гладкую, предпочтительно плоскую поверхность, которую после отсоединения соединительной части очищают с помощью струи высокого давления, предпочтительно струи воды.
15. Способ по п.12, отличающийся тем, что соединительная часть состоит из двух полувтулок, выполненных с возможностью перемещения относительно друг друга перпендикулярно к направлению проходящего внутри потока пластмассы, и в собранном состоянии герметично охватывают или соединяют другим образом инжекторную головку на одной стороне и выступающий из скважины конец анкерной штанги на другой стороне.
16. Способ по п.12, отличающийся тем, что каналы подачи пластмасс в инжекторной головке проходят раздельно, и сведение вместе пластмасс происходит в соединительной части.
17. Способ по п.16, отличающийся тем, что неподвижный смеситель расположен во внутреннем канале анкерной штанги.
18. Способ по п.16, отличающийся тем, что неподвижный смеситель расположен в соединительной части.
19. Способ по п.18, отличающийся тем, что неподвижный смеситель выполнен в виде смесительной трубы с расположенными в ней смесительными элементами и предпочтительно окружен пластмассовой трубой, и полувтулки соединительной части в собранном состоянии образуют плотно прилегающий к смесительной трубе направляющий канал, в котором смесительная труба закреплена на своих обоих концах предпочтительно прилегающим образом, но с возможностью легкого разъединения, для опоры против входного давления пластмассы в смесителе.
| СПОСОБ ВОЗВЕДЕНИЯ ШТАНГОВОЙ КРЕПИ | 1998 |
|
RU2157454C2 |
| Способ установки железобетонных анкеров и устройство для его осуществления | 1976 |
|
SU877049A1 |
| Способ установки трубчатой анкерной крепи | 1980 |
|
SU912950A1 |
| Способ укрепления пород твердеющими растворами | 1983 |
|
SU1129366A1 |
| Способ установки железобетонного анкера и устройство для его осуществления | 1988 |
|
SU1559188A1 |
| Способ возведения анкерной крепи | 1988 |
|
SU1608351A1 |
| US 4055051 А, 25.10.1977. | |||

