Изобретение относится к швейной промышленности, а именно к способам изготовления втачного воротника в верхней одежде.
В результате патентного поиска аналоги выявлены не были.
Задачей изобретения является создание способа обработки отложного воротника для изделий из мягких костюмных или тонких драповых шерстяных или полушерстяных материалов.
Сущность предлагаемого изобретения состоит в том, что на верхний воротник, являющийся цельнокроенным с нижним, настрачивают вертикально полоски бейки, закладывают встречные складки таким образом, чтобы они закрывали бейки, и закрепляют складки по срезам верхнего и нижнего воротников, затем стачивают срез верхнего воротника с внутренней стойкой, а срез нижнего воротника с наружной стойкой, вдоль шва соединения верхнего воротника с внутренней стойкой настрачивают бейку стойки воротника двумя параллельными строчками, обтачивают концы воротника, соединенного с внутренней и наружной стойкой, выворачивают воротник на лицевую сторону, скрепляют припуски стачивания внутренней и наружной стоек с воротником при помощи клеевой паутинки.
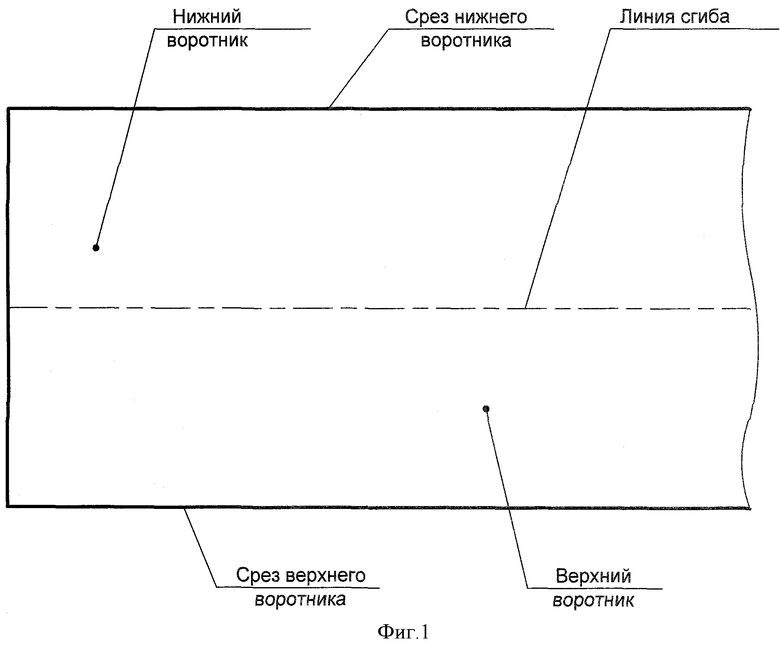
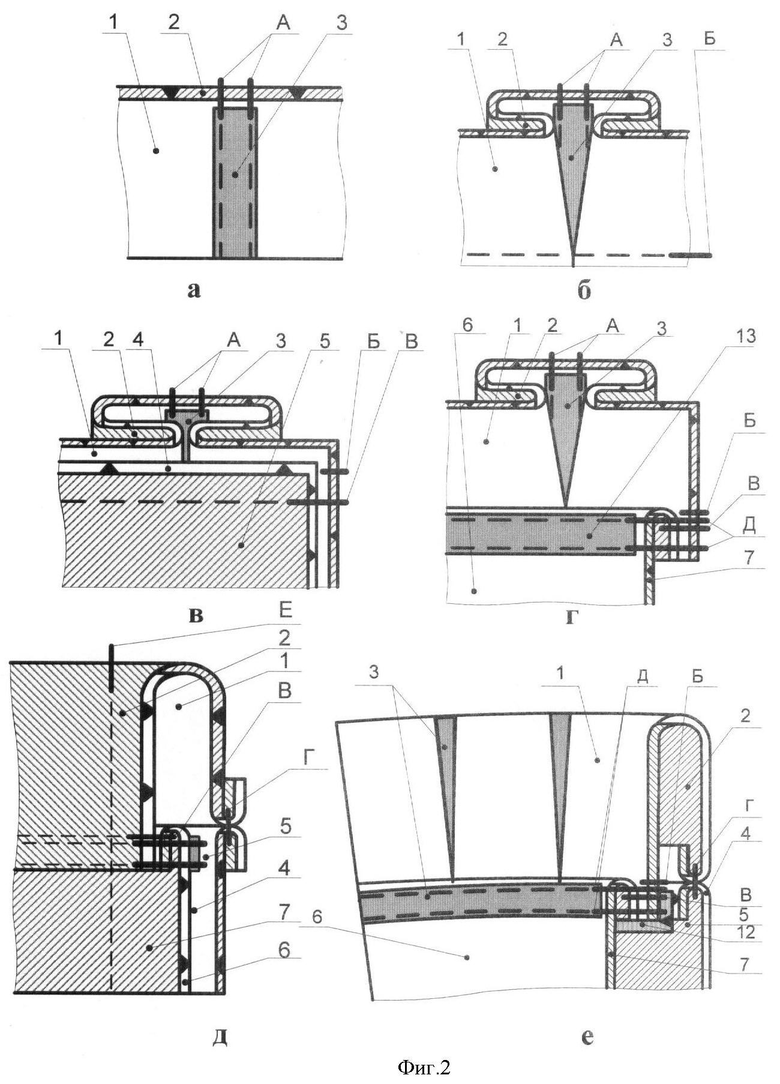
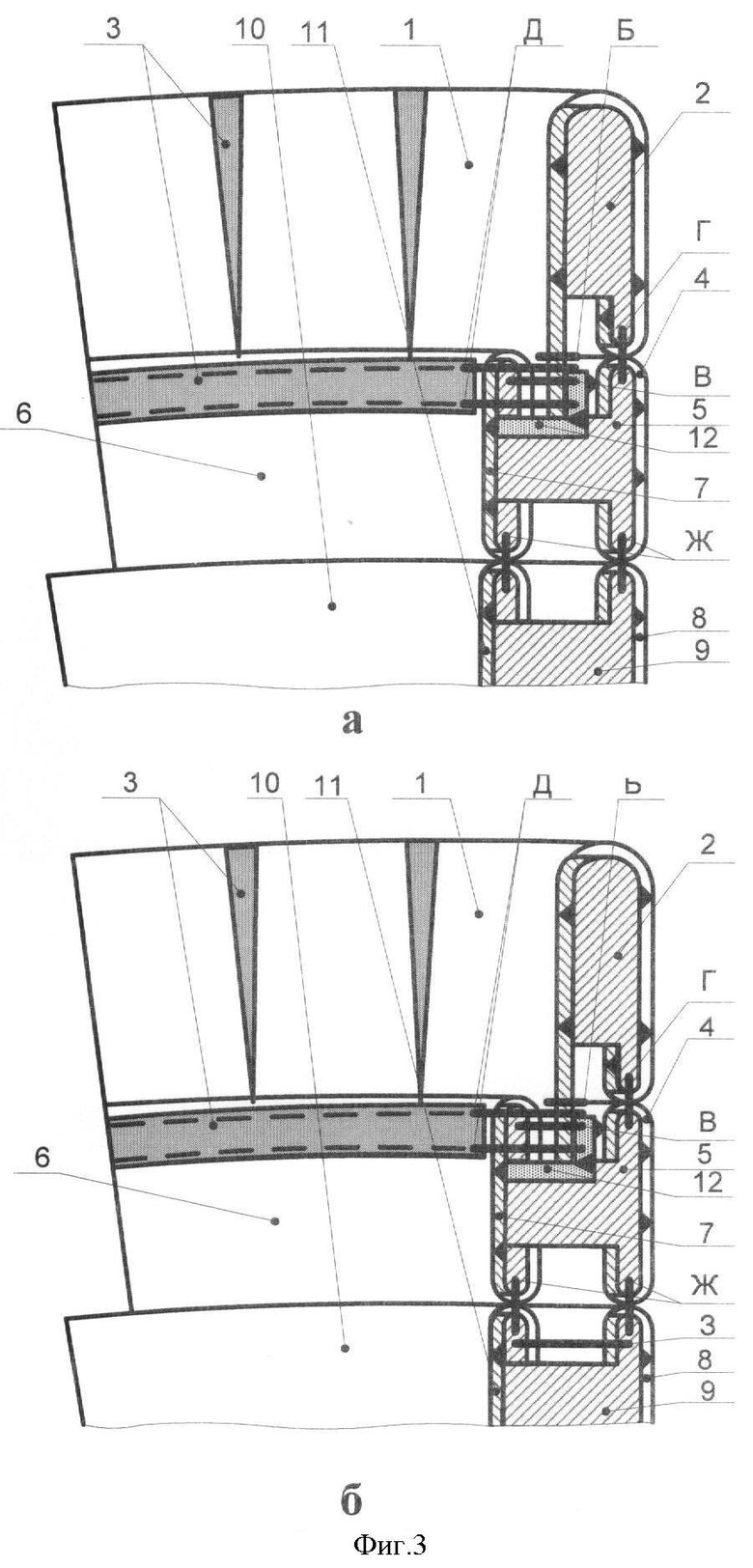
Изобретение поясняется чертежами: фигура 1 - схема воротника, фигура 2 - обработка верхнего воротника цельнокроенного с нижним и соединение его с внутренней и наружной стойками и фигура 3 - соединение воротника с горловиной изделия. В чертежах используются следующие обозначения деталей:
1 - верхний воротник цельнокроенный с нижним воротником;
2 - клеевая прокладка верхнего воротника цельнокроенного с нижним воротником;
3 - бейка;
4 - наружная стойка воротника;
5 - клеевая прокладка наружной стойки воротника;
6 - внутренняя стойка воротника;
7 - клеевая прокладка внутренней стойки воротника;
8 - полочка;
9 - клеевая прокладка полочки;
10 - подборт;
11 - клеевая прокладка подборта;
12 - клеевая паутинка;
13 - бейка стойки воротника.
Бейка и бейка стойки воротника выполнены из отделочного материала, ширина бейки может варьироваться от 10 до 50 мм.
На фиг.1 изображена деталь воротника 1, являющаяся цельнокроенной с верхним и нижним воротником. На фиг.2 (а) изображена деталь 1, продублированная деталью 2, на которую настрочены детали 3 двумя параллельными строчками А; на фигуре 2 (б) показана строчка Б, проложенная по срезам верхнего и нижнего воротников детали 1, скрепляющая складки; на фигуре 2 (в) изображена деталь 1, стачанная с деталью 4, продублированной деталью 5, строчкой В; на фигуре 2 (г) изображена деталь 6, продублированная деталью 7 и стачанная с деталью 1 строчкой В, на которую настрочена деталь 13 строчками Д; на фигуре 2 (д) изображена строчка Е, стачивающая концы деталей 1, 4, 6; на фигуре 2 (е) изображены деталь 4, продублированная деталью 5, и деталь 6, продублированная деталью 7, соединенные между собой деталью 12 методом клеевого соединения.
На фигуре 3 (а) изображен готовый воротник, соединенный с деталью 10, продублированной деталью 11, и с деталью 8, продублированной деталью 9, строчкой Ж; на фигуре 3 (б) изображено соединение детали 10, продублированной деталью 11, с деталью 8, продублированной деталью 9, строчкой З.
Предлагаемый способ характеризуется следующими существенными операциями:
1. На лицевую сторону детали 1, продублированной деталью 2, вертикально накладываются детали 3 и настрачиваются двумя параллельными строчками каждая.
2. На детали 1 закладываются встречные складки, закрывающие детали 3, и прокладывается закрепляющая строчка Б по нижним срезам верхнего и нижнего воротников детали 1.
3. Деталь 1 складывается с деталью 4, продублированной деталью 5, лицевыми сторонами вовнутрь и стачиваются строчкой В; срез верхнего воротника детали 1 с деталью 6, продублированной деталью 7, стачивается строчкой Г.
4. Деталь 13 накладывается на деталь 6 вдоль шва соединения деталей 1 и 6 и настрачивается двумя параллельными строчками Д.
5. Деталь 1, соединенная с деталями 6 и 4, складывается пополам лицевой стороной внутрь и обтачиваются концы строчкой Е.
6. Деталь 12 вкладывается между припусками швов стачивания деталей 1 и 6, 1 и 4 и соединяет их между собой путем влажно-теплового воздействия на детали с лицевой стороны.
7. Воротник складывается с деталью 8, продублированной деталью 9, и деталью 10, продублированной деталью 11, лицевыми сторонами вовнутрь и стачивается строчкой Ж.
8. Закрепляются припуски швов стачивания деталей 10 и 8 строчкой З. При применении предложенного способа соединения деталей технический результат выражается в следующем:
1. Расширение технологических возможностей обработки втачного воротника.
2. Отсутствие ручного способа соединения внутренних припусков соединения деталей в результате применения клеевой паутинки, что повышает технический уровень производства изделия за счет экономии времени.
3. Расширение модельного ряда конструкций втачных воротников в изделиях пальтово-костюмного ассортимента.
Данный способ изготовления втачного отложного воротника со встречными складками по отлету возможен при массовом изготовлении изделий, так как его производство не требует дополнительных специальных приспособлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2005 |
|
RU2306094C1 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА | 2010 |
|
RU2413440C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2000 |
|
RU2173534C1 |
| Способ изготовления стихаря с вышитым оплечьем для священнослужителей Русской Православной Церкви | 2015 |
|
RU2629087C2 |
| Способ обработки горловины в верхней двусторонней одежде | 2018 |
|
RU2693294C1 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА | 2009 |
|
RU2402966C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2000 |
|
RU2169512C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2013 |
|
RU2530369C1 |
| Способ обработки прорезного кармана в листочку | 1988 |
|
SU1567159A1 |
Способ изготовления втачного воротника включает обработку воротника, состоящего из верхнего и нижнего, и соединение его с горловиной изделия. На верхний воротник, являющийся цельнокроенным с нижним, настрачивают вертикально полоски бейки. Закладывают встречные складки таким образом, чтобы они закрывали бейки и закрепляют складки по срезам верхнего и нижнего воротников. Стачивают срез верхнего воротника с внутренней стойкой, а срез нижнего воротника - с наружной стойкой. Вдоль шва соединения верхнего воротника с внутренней стойкой настрачивают бейку стойки воротника двумя параллельными строчками. Обтачивают концы воротника, соединенного с внутренней и наружной стойками. Выворачивают воротник на лицевую сторону. Скрепляют припуски стачивания внутренней и наружной стоек с воротником при помощи клеевой паутинки. Изобретение обеспечивает расширение технологических возможностей обработки втачного воротника. 3 ил.
Способ изготовления втачного воротника, включающий обработку втачного воротника, состоящего из верхнего и нижнего, и соединение его с горловиной изделия, причем на верхний воротник, являющийся цельнокроенным с нижним, настрачивают вертикально полоски бейки, закладывают встречные складки таким образом, чтобы они закрывали бейки, и закрепляют складки по срезам верхнего и нижнего воротников, затем стачивают срез верхнего воротника с внутренней стойкой, а срез нижнего воротника с наружной стойкой, вдоль шва соединения верхнего воротника с внутренней стойкой настрачивают бейку стойки воротника двумя параллельными строчками, обтачивают концы воротника, соединенного с внутренней и наружной стойками, выворачивают воротник на лицевую сторону, скрепляют припуски стачивания внутренней и наружной стоек с воротником при помощи клеевой паутинки.
| НАЗАРОВА А.И., КУЛИКОВА И.А., САВОСТИЦКИЙ А.В | |||
| Технология швейных изделий по индивидуальным заказам, - 2-е изд.: М.: Легпромбытиздат, 1986, с.199-203, 233-234 | |||
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| Гетероидный фазометр | 1973 |
|
SU451018A1 |
| US 4375107 A, 01.03.1983 | |||
| Подземный гидрант | 1977 |
|
SU640709A1 |

