Изобретение относится к области технологии трикотажного производства, в частности к процессам изготовления трикотажных изделий на трикотажных машинах с электронным программным управлением. Более конкретно изобретение относится к технологии производства чулочно-носочных изделий из трикотажного полотна, образующего все изделие или его участки из определенных нитей различными переплетениями с определенными показателями свойств трикотажного полотна.
В качестве основной характеристики свойств обычно используется коэффициент заполнения или модуль петли как отношения длины нити в петле к толщине или линейной плотности нити. Изменение структурных параметров трикотажного полотна при проектировании изделий и вязании трикотажных полотен, а также выбор определенных их значений определяет важнейшие свойства участков трикотажного полотна и всего изделия в целом: размеры, массу единицы площади или поверхностной плотности полотна, растяжимость и другие свойства, совокупность которых определяет качество продукции.
Такие изделия, например чулочно-носочные, изготавливают на трикотажных машинах-автоматах с электронным программным управлением с программой вязания, подготовленной на определенном электронном носителе при проектировании изделий. Трикотажная машина, например чулочно-носочный автомат, содержит взаимодействующие во времени между собой петлеобразующие органы - нитеводители, иглы, платины и другие, а также игольный цилиндр определенного диаметра с установленным в нем с возможностью перемещения определенным количеством игл, замки петлеобразующих систем с клиньями для перемещения игл, средствами управления и механизмами отбора игл, обеспечивающие вязание различных переплетений трикотажного полотна на участках изделий.
Трикотажная машина содержит также средства регулирования координат положения игольного цилиндра и вязальных, так называемых, кулирных клиньев для изменения длины нити в петле и, как следствие, других структурных параметров трикотажного полотна.
Трикотажная машина обычно содержит датчик положения и счетчик оборотов игольного цилиндра для управления количеством петельных рядов на участках изделия и синхронизации работы петлеобразующих органов и своевременного регулирования процесса вязания. Программное устройство машины считывает информацию по управлению машиной в соответствии с данными по проектированию трикотажного изделия, отображает оперативную информацию (скорость, количество рядов, параметры регулирования) и позволяет корректировать процесс ручным вводом данных с клавиатуры или другим известным способом. Машина снабжена также средствами для пуска и останова машины при окончании цикла вязания изделия и заданному количеству оборотов игольного цилиндра в зависимости от количества петельных рядов в изделии.
Трикотажная машина может содержать также различные механизмы подачи, в том числе регулируемые от программного устройства, контролирующие натяжение или скорость подачи различных нитей, например, известные устройства типа KTF/100 HPS фирмы BTSR International SPA (Италия) или EFS фирмы Memminger-IRO GMBH (Германия), а также традиционно известные механические устройства подачи высокоэластичных нитей в виде двух роликов или ролика, взаимодействующего с диском с управлением скорости подачи нити, обычно используемые для вязания участка борта чулочно-носочных изделий.
Применение таких устройств подачи нити обеспечивает стабилизацию структурных параметров участков трикотажного полотна, уменьшает влияние изменения условий сматывания нити с паковки и свойств нити на структурные параметры трикотажного полотна. Однако не исключает влияния условий наладки и неправильной установки регулируемых параметров машины на структурные параметры полотна, размеры и массу изделий.
В процессе изготовления таких изделий, основываясь на опыте и экспериментальных данных при составлении управляющей технологической программы вязания чулочно-носочного изделия, задают ориентировочные значения регулируемых параметров трикотажной машины, в частности координаты положения игольного цилиндра или вязальных кулирных клиньев, для обеспечения определенных значений структурных параметров трикотажного полотна на различных участках изделия, а также задают определенное количество петельных рядов и необходимое количество оборотов игольного цилиндра для обеспечения заданных размеров участков трикотажного полотна и всего изделия в целом. Затем вяжут изделие на чулочно-носочном автомате, измеряют размеры участков изделия, показатели плотности петель и при необходимости путем разрезания участков изделия и изготовления образцов определяют длину нити в петле стандартными методами (например, по ГОСТ 8846-87 [1]).
Контрольные операции проводят обычно на изделиях после вязания или в готовом виде после отделки и формировки изделий.
В случае несоответствия фактических и заданных при проектировании значений показателей свойств такая процедура последовательно повторяется до достижения определенного соответствия изделия заданным требованиям. Такая процедура испытаний и отработки технологических данных является типовой, носит во многом субъективный характер, связана с затратами сырья, возникновением дополнительных отходов, затрат времени обслуживающего персонала и простоев технологического оборудования. Применяемая на практике косвенная методика комплексной оценки качества чулочно-носочных изделий включает процедуру измерения растяжимости участков чулочно-носочных изделий, однако, является затратной по всем видам ресурсов и неточной, выявляя, как правило, грубые несоответствия. При этом основные структурные показатели трикотажного полотна: длина нити в петле и коэффициент заполнения из-за необходимости разрушающего контроля готовых изделий в производстве, как правило, не контролируются, а контроль показателей плотности петель и размеров является неэффективным, поскольку эти показатели зависят от релаксационных процессов и деформации изделий.
Недостаток существующей технологии вязания чулочно-носочных изделий также заключается в том, что при изготовлении одинаковых по виду сырья и переплетению изделий на группе машин вследствие различной первоначальной юстировки или наладки машин, при установке одинаковых значений регулируемых параметров, в частности высоты положения игольного цилиндра или координат положения вязальных (кулирных) клиньев, возникают существенные систематические погрешности структурных параметров и размеров изделий (до 5-10%).
При изготовлении одинаковых изделий по виду, сырью и переплетениям на круглочулочных автоматах различных фирм-изготовителей систематические погрешности структурных параметров, размеров и расхода сырья еще более увеличиваются и во многих случаях являются скрытыми и неконтролируемыми.
Внешним проявлением таких дефектов является разнодлинность изделий, которая за счет термофиксации устраняется при отделке, что требует применения специальных устройств на отделочных машинах фирм SRA (Италия), Heliot (Франция) и др. Однако основные структурные параметры изделий и свойства изделий при этом не улучшаются.
В целом существующая совокупность действий при вязании чулочных изделий, также как и других трикотажных изделий, а также выполнение контрольных измерений отличаются низкой точностью, снижают качество, приводят к потере воспроизводимости показателей качества и потерям ресурсов.
Известен способ вязания трубчатого трикотажного полотна (принятый нами за прототип), образующего все изделие, в частности чулочно-носочное, состоящее из нескольких участков вдоль его длины из определенных видов нитей, линейной плотности и переплетений со структурными параметрами, в частности с различной длиной нити в петле, обеспечивающей изменение деформационных свойств и размеров изделия при вязании на трикотажных машинах, в частности на круглочулочных автоматах с электронным управлением с программой на электронном носителе, при этом машина содержит петлеобразующие органы: нитеводители, иглы и другие известные рабочие инструменты, а также игольный цилиндр определенного диаметра с установленными в нем с возможностью перемещения определенным количеством игл, замки петлеобразующих систем с клиньями для перемещения игл, средствами управления и механизмами отбора игл, обеспечивающие вязание различных переплетений трикотажного полотна на участках изделий, а также средства установки регулируемых параметров, в частности координат положения игольного цилиндра и вязальных (кулирных) клиньев для изменения длины нити в петле, датчик положения и счетчик оборотов игольного цилиндра для управления количеством петельных рядов в участках трикотажного полотна и синхронизации работы механизмов управления, заключающийся в том, что на трикотажной машине вяжут образцы трикотажных полотен с заданными видом нити, ее линейной плотности, количеством петельных рядов с различным значением структурных параметров путем установки различных значений координат положения игольного цилиндра в пределах диапазона регулирования, проводят испытания образцов трикотажного полотна с целью определения показателей их свойств, по результатам испытаний формируют экспериментальную базу данных зависимости значений регулируемых параметров трикотажной машины от показателей свойств трикотажного полотна, используют указанную зависимость для вязания трикотажных изделий с заданными при проектировании требованиями к показателям свойств трикотажного полотна по участкам изделия.
Недостаток указанного способа заключается в том, что процедура проведения и режимы испытаний требуют применения специального испытательного оборудования подготовки вторичных образцов определенных размеров для проведения стандартных испытаний, при этом основные структурные характеристики, определяющие качество трикотажного материала: длина нити в петле и показатели заполнения - не определяются. Способ имеет ограниченное назначение и применение, в частности для изготовления медицинских чулок. Способ является трудоемким и затратным по расходу сырья, так как требуется вязание множества образцов в пределах диапазона изменения регулируемых параметров трикотажной машины.
Основной целью изобретения является обеспечение качества трикотажных изделий на основе повышения точности и снижения погрешностей структурных параметров трикотажных изделий, преимущественно чулочно-носочных, а также расширение сферы применения способа для изготовления различных по назначению изделий с заданными при проектировании структурными параметрами трикотажного полотна на различных участках изделий, в частности заданной длиной нити в петле и коэффициентом заполнения трикотажного полотна при изготовлении изделий различными переплетениями из нити определенной линейной плотности.
Цель изобретения предусматривает перейти от существующих методов контроля плотности петель, размеров изделий и их участков, контроля растяжимости к точным процедурам контроля длины нити в петле и коэффициента заполнения трикотажного полотна, в том числе на определенных участках трикотажного изделия.
Другая цель изобретения предусматривает обеспечение более точного регулирования параметров настройки трикотажных машин, имеющих различные диаметры игольного цилиндра и количество игл при изготовлении трикотажного полотна с постоянными заданными по результатам проектирования линейной плотностью нити и длиной нити в петле при изготовлении изделий определенной конструкции и структурой переплетений.
Способ позволяет вырабатывать однородную по структурным параметрам его участков трикотажную продукцию независимо от первоначальной юстировки и наладки трикотажных машин, в том числе отличающихся заводами-изготовителями, а также параметрами трикотажных машин: классом, количеством игл и др.
Способ согласно изобретению позволяет реализовать быструю и оперативную процедуру регулирования и контроля структурных параметров трикотажного полотна на определенных участках изделия.
Сущность изобретения поясняется чертежами, на которых изображено:
Фиг.1,а-г - общий вид чулочно-носочных изделий, к проектированию и изготовлению которых имеет отношение предлагаемый способ с указанием основных контрольных сечений участков изделия, соответствующих определенным координатам положения изделия на теле человека, с различными структурными параметрами трикотажного полотна на участках изделий.
Фиг.2 - типовые образцы трикотажных трубчатых полотен, изготовленные на круглочулочном автомате с заданным количеством игл в игольном цилиндре при минимальном (а) и максимальном (б) значениях глубины кулирования, например переплетением платированная гладь с заданным количеством петельных рядов и разделительными рядами между образцами.
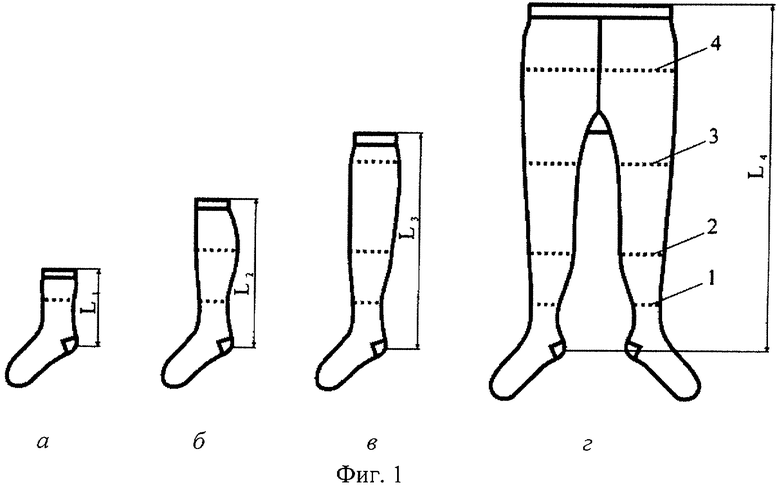
Фиг.3 и 4 - отображение экспериментальных зависимостей структурных параметров трикотажного полотна изготавливаемого изделия от регулируемых параметров трикотажной машины, полученных по результатам испытаний образцов трикотажного полотна.
Способ согласно изобретению имеет отношение к изготовлению трикотажных трубчатых изделий, в частности чулочно-носочных, таких как носки (а), получулки (б), чулки (в) и колготки (г) (фиг.1) детских, подростковых, для мужчин и женщин. Указанные изделия имеют определенные участки и размеры (L1, L2, L3, L4) в зависимости от вида изделий, размеров изделий и обхватов ног в сечениях 1-4 (на чертеже показаны пунктирными линиями).
Для определения фактических обхватов ног используют различные приспособления, например [2]. В зависимости от размеров обхватов ног в контрольных точках сечений выбирают трикотажную машину с определенными параметрами, диаметром игольного цилиндра и количеством игл.
Структурные параметры изделий проектируют исходя из размеров обхватов ног в сечениях 1-4, вида и линейной плотности нити, переплетения и параметров трикотажной машины, в частности таких, как количество игл, установленных в игольном цилиндре определенного диаметра и регулируемых параметров высоты положения игольного цилиндра или вязальных клиньев. При вязании изделий в контрольных сечениях и соответствующих координатах положения петельных рядов задают определенные значения регулируемых параметров, а при вязании участка изделия постепенно изменяют величину регулируемого параметра.
Конструкция большинства видов чулочно-носочных изделий предусматривает вязание различных участков изделия базовыми одинарными и двойными переплетениями, например кулирной гладью, ластиком и другими, в частности с образованием рисунков на основе платированных переплетений.
В пределах сущности данного изобретения рассматривается, как пример, способ обеспечения вязания трикотажного полотна из нити определенной линейной плотности (Тκ, текс) платированным переплетением с заданными при проектировании в сечениях 1, 2, 3, 4 коэффициентом заполнения (k1) и длиной нити в петле (l). В качестве коэффициента заполнения трикотажного полотна используют отношение длины нити в петле (l) к линейной плотности нити (Tκ) в виде показателя  . Предложение не исключает использования эквивалентного ему показателя
. Предложение не исключает использования эквивалентного ему показателя  , широко используемого в практике трикотажного производства (например, [3] или [4]).
, широко используемого в практике трикотажного производства (например, [3] или [4]).
В зависимости от обхватов ног в сечениях 1, 2, 3, 4 и размеров изделий L1, L2, L3, L4 проектируют различные чулочно-носочные изделия: носки, получулки, чулки, колготки и т.д. с определенными известными участками: паголенком, торсом, бортом, следом, пяткой и мыском.
В зависимости от линейной плотности нити, вида переплетения, количества петельных столбиков или игл трикотажной машины, а также количества петельных рядов в участках изделия, значения коэффициента заполнения и длины нити в петле можно изготавливать изделия различного вида, с различными свойствами (растяжимостью, теплозащитными, гигиеническими и др.).
Для достижения поставленных целей согласно изобретению вяжут на трикотажной машине с определенным количеством игл в игольном цилиндре, по меньшей мере, два образца трикотажного полотна (фиг.2а, б), например, переплетением кулирная гладь или другим переплетением, которым образованы основные участки чулочно-носочного изделия, из нити или нитей определенной линейной плотности с заданным количеством петельных рядов при минимальном (фиг.2,а) и максимальном (фиг.2, б) значениях регулируемых параметров машины, в частности координат положения игольного цилиндра или кулирных клиньев, проводят испытание образцов по определению длины нити в петле.
Предложение согласно изобретению не исключает, что в каждой точке границ диапазона регулирования положения игольного цилиндра или кулирных клиньев вяжут несколько образцов (как показано на фиг.2) с разделительными рядами, выполненными из нити другого цвета, в том числе более прочной, что позволяет при надрезании образца оперативно удалять нить из образцов, отделяя его без необходимости роспуска петель.
Определение длины нити в петле проводят, например, известными стандартными методами роспуском образцов и делением отрезка нити на количество петель, с метками начала и конца отсчета числа петель [1]. В случае вязания переплетения из двух нитей, например платированного, определяют среднюю длину нити в петле. Предложение не исключает определения длины нити в петле при вязании образцов посредством приборов для измерения скорости или длины нити в петле (например, [5]).
В рамках предлагаемого изобретения предусмотрено определение средней длины нити в петле таких переплетений, как кулирная гладь, ластик, двухизнаночного, платированного переплетений, которые наиболее широко распространены в производстве чулочно-носочных изделий, следующим способом: определяют массу образца (m, г) и по линейной плотности нити (Tκ) или суммарной плотности, если трикотажное полотно состоит из двух или более нитей, количеству петель в образце (n) определяют среднюю длину нити в петле l, мм ( ) и коэффициент заполнения трикотажного полотна (
) и коэффициент заполнения трикотажного полотна ( ).
).
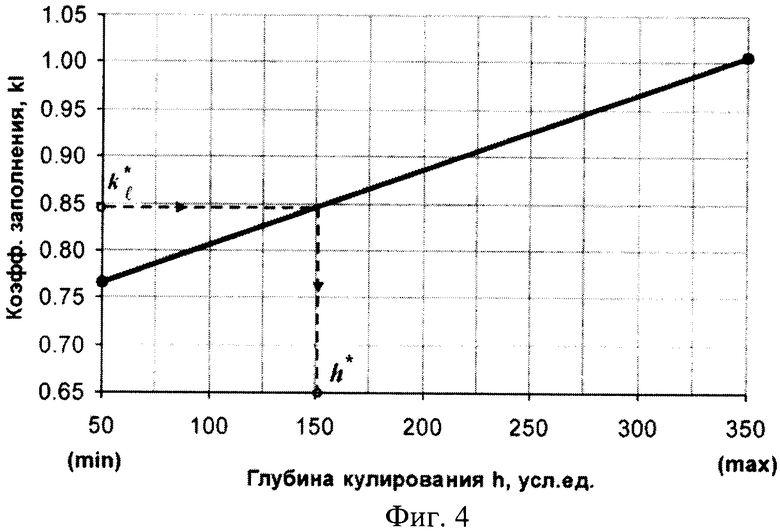
Полученные данные измерений отображают в виде линейной зависимости основных структурных параметров (l и kl) трикотажного полотна изготавливаемых изделий от регулируемых параметров трикотажной машины. Координаты положения игольного цилиндра и вязальных (кулирных) клиньев на трикотажных современных машинах задают в условных единицах высоты h положения цилиндра, например, в интервале 50-350 единиц (фиг.3), что приводит к изменению длины нити в петле l. Этот параметр в отечественной терминологии называют глубиной кулирования и на современных трикотажных машинах он имеет определенные пределы регулирования (hκ min и hκ max). По результатам испытаний мы имеем оценки значений параметров hκ min, lmin, kl min и hκ max, lmax, kl max, по которым известным способом строят линейную зависимость l от hκ в виде l=lmin+K·Δh, при этом
 ,
,
а Δh=h-hκ min,
где l и h - любое значение в пределах диапазона регулирования глубины кулирования трикотажной машины. Аналогично строят линейную зависимость для коэффициента заполнения kl (фиг.4), которая определяет технологические возможности трикотажной машины по изменению основной структурной характеристики, определяющей качество полотна и изделий. Исходя из требуемого при проектировании номинального значения коэффициента заполнения  определяют длину нити в петле грунтового переплетения (
определяют длину нити в петле грунтового переплетения ( ) на каждом из участков изделия, затем по экспериментальной линейной зависимости (фиг.3) определяют необходимые установочные значения глубины кулирования из соотношения
) на каждом из участков изделия, затем по экспериментальной линейной зависимости (фиг.3) определяют необходимые установочные значения глубины кулирования из соотношения

Указанный расчет является простейшей процедурой, выполняемой в стандартной программной среде, и отображается графически в виде таблицы значений регулирования трикотажной машины в контрольных сечениях 1, 2, 3, 4 (фиг.1) проектируемого изделия.
Если полученные значения h выходят за пределы диапазона регулирования, то это означает, что такие структурные параметры невозможно получить на данной трикотажной машине.
По полученным в результате испытаний образцов линейной зависимости и расчетным параметрам регулирования трикотажной машины вяжут трикотажное изделие с заданными структурными параметрами по участкам изделия.
Предложение согласно изобретению не исключает проведения дополнительных испытаний образцов, в частности, по измерению и определению показателей плотности петель по горизонтали (ПГ) и вертикали (ПВ), что также является точной простейшей процедурой, так как образцы вяжут с заданным количеством рядов и петельных столбиков. Образцы при этом могут быть подвергнуты влажно-тепловой обработке или безусадочной отделке известными способами (например, стиркой или сушкой образцов) при определенных условиях и режимах.
Показатели плотности петель могут быть использованы при проектировании изделий и определении количества оборотов трикотажной машины, необходимых для вязания отдельных участков и всего изделия.
Без изменения сущности предлагаемого изобретения способ может быть использован для проектирования и вязания трикотажного полотна и изделий на других типах кругловязальных и плосковязальных машин.
Источник информации
1. ГОСТ 8846-87. Полотна и изделия трикотажные. Методы определения линейных размеров, перекоса, числа петельных рядов и петельных столбиков и длины нити в петле. - М.: Изд-во стандартов, 1988.
2. Патент США №4527402. Кл. 66/55, 1985.
3. Knapton J.J.F. How to knit spun yam efficiently // Knitting Times Yearbook. 1977. V46 N18, p.111-115.
4. Munden D.L. Knitting group news specification of constructional knitted fabrics // Journal Textile Institute. 1962. V.53 N7, p.628.
5. A.c. №28124, 1988. Кл. G01B 21/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СТРУКТУРНЫХ ХАРАКТЕРИСТИК ТРИКОТАЖНЫХ ПОЛОТЕН | 2008 |
|
RU2378612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРИКОТАЖНЫХ ИЗДЕЛИЙ С ЗАДАННЫМИ СТРУКТУРНЫМИ ПАРАМЕТРАМИ ПОЛОТНА | 2012 |
|
RU2514814C2 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |
| ТРИКОТАЖНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2513680C2 |
| Эластичный бортик чулочно-носочного изделия | 1988 |
|
SU1595962A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| НОСКИ ЗАЩИТНЫЕ | 2015 |
|
RU2624711C2 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| ЭЛАСТИЧНАЯ ТРИКОТАЖНАЯ ТКАНЬ И ПРЕДМЕТ ОДЕЖДЫ | 2014 |
|
RU2622804C2 |
| ТРИКОТАЖНОЕ ТРУБЧАТОЕ ИЗДЕЛИЕ | 2006 |
|
RU2369672C2 |

Изобретение относится к трикотажному производству, а именно к способам контроля качества продукции. Способ изготовления трикотажных изделий с заданными структурными параметрами трикотажного полотна заключается в том, что на трикотажной машине, например круглочулочном автомате, вяжут из нити определенной линейной плотности образцы трикотажного полотна при минимальной и максимальной установке глубины кулирования, по образцам определяют соответствующие значения длины нити в петле и коэффициента заполнения трикотажного полотна в виде отношения длины нити в петле к линейной плотности нити, проводят линейную аппроксимацию полученных данных в пределах регулирования глубины кулирования и используют зависимость для вязания изделий с заданными структурными параметрами, длиной нити в петле и коэффициентом заполнения. Способ может быть использован для проектирования и вязания трикотажного полотна и изделий на других типах кругловязальных и плосковязальных машин. Изобретение обеспечивает более точное регулирование параметров полотен и позволяет вырабатывать однородную по структурным характеристикам трикотажную продукцию независимо от первоначальной юстировки. 1 з.п. ф-лы, 4 ил.
1. Способ изготовления трикотажных изделий, в частности чулочно-носочных, содержащих участки трикотажного полотна с заданными при проектировании структурой переплетения из нити определенной линейной плотности и показателями структурных свойств, заключающийся в том, что изготавливают образцы трикотажных полотен при различных значениях регулируемых параметров вязальной машины, проводят испытания образцов по определению показателей свойств, устанавливают экспериментальную зависимость показателей свойств от значений регулируемых параметров вязальной машины, используют указанную зависимость для вязания трикотажных изделий, отличающийся тем, что вяжут, по меньшей мере, два образца при минимальном и максимальном значениях регулируемых параметров трикотажной машины, по результатам испытаний определяют соответствующие значения длины нити в петле и коэффициента заполнения трикотажного полотна, определяют линейную зависимость значений указанных показателей от регулируемых параметров машины и по заданным при проектировании значениям структурных показателей свойств и полученной зависимости вяжут трикотажное изделие.
2. Способ по п.1, заключающийся в том, что образцы трикотажных полотен изготавливают из нити с заданной линейной плотностью и заданным при программировании числом петельных рядов, а длину нити в петле определяют по массе образца, количеству петель в образце и линейной плотности нити, при этом коэффициент заполнения определяют по отношению  где l - длина нити в петле, а Тк - линейная плотность нити.
где l - длина нити в петле, а Тк - линейная плотность нити.
| Устройство для измерения средней длины петли трикотажного полотна | 1972 |
|
SU468080A1 |
| US 4574598 A, 11.03.1986 | |||
| Игла для прочистки горелок типа "Примус" | 1926 |
|
SU8846A1 |
| Полотна и изделия трикотажные | |||
| Методы определения линейных размеров, перекоса, числа петельных рядов и петельных столбиков и длины нити в петле | |||
| Способ подготовки шерстяных волокон к крашению | 1926 |
|
SU8845A1 |
| Полотна и изделия трикотажные | |||
| Методы определения влажности, массы и поверхностной плотности. | |||

