2.Способ по п. 1, отличющийся тем, что конечные и заключительньй ряды провязывают переплетением кулирная .
3.Способ по п. 1,отличю щ и и с я тем, что в качестве
высокоэластичной нити используют эластомерную нить спандекс, а в качестве второй нити при вязании конечных петельных рядов используют, например, текстурированную нить эластик.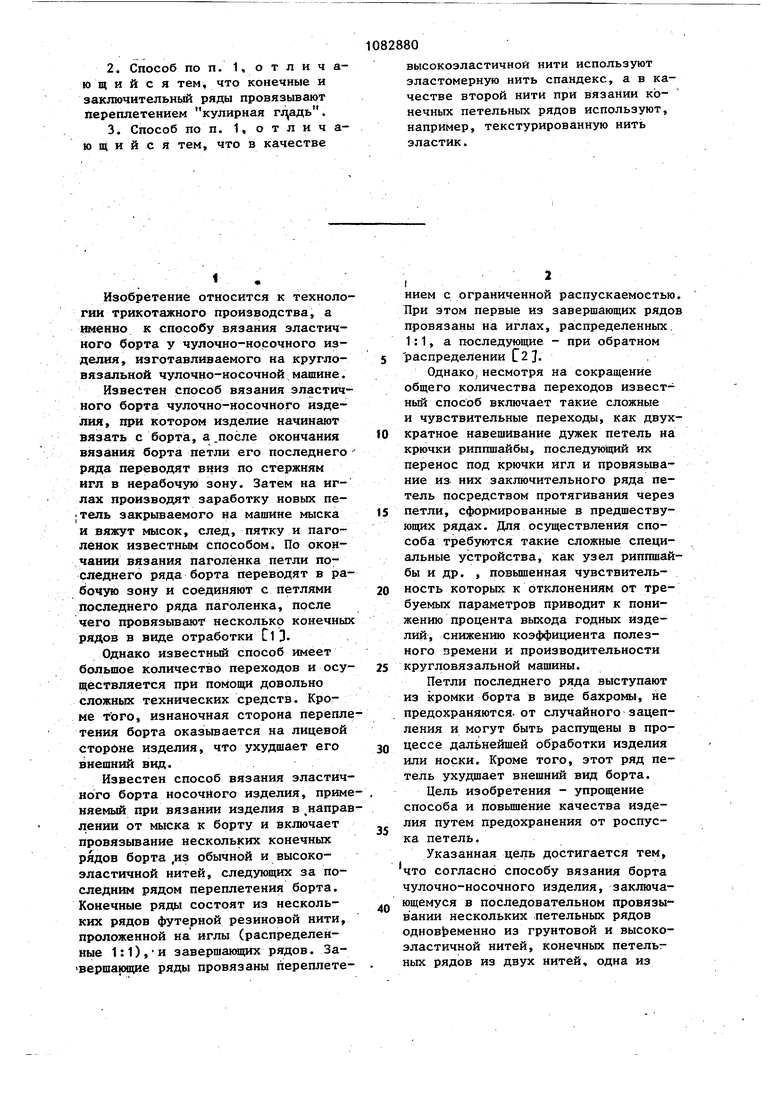
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРИКОТАЖ КУЛИРНЫЙ ДВОЙНОЙ | 1992 |
|
RU2076161C1 |
| Эластичный бортик чулочно-носочного изделия | 1988 |
|
SU1595962A1 |
| Способ выработки заключительного участка чулочно-носочного изделия | 1988 |
|
SU1516539A1 |
| Эластичная тесьма для гидрокостюмов и способ ее изготовления | 1985 |
|
SU1392162A1 |
| ТРИКОТАЖНОЕ ТРУБЧАТОЕ ИЗДЕЛИЕ | 1992 |
|
RU2064542C1 |
| Способ выработки начальных петельных рядов эластичного борта чулочно-носочного изделия | 1989 |
|
SU1638226A1 |
| Способ вязания трубчатых изделий на двухцилиндровой многосистемной кругловязальной машине | 1982 |
|
SU1117352A1 |
| ДВОЙНОЙ КУЛИРНЫЙ ТРИКОТАЖ | 1993 |
|
RU2068894C1 |
| СЕТЧАТЫЙ ВЫСОКОЭЛАСТИЧНЫЙ ТРИКОТАЖ | 2006 |
|
RU2327826C1 |
| ТРИКОТАЖНОЕ ТРУБЧАТОЕ ИЗДЕЛИЕ | 2006 |
|
RU2369672C2 |
1. СПОСОБ ВЯЗАНИЯ БОРТА ЧУ ЛОЧНО-НОСОЧНОГО ИЗДЕЛИЯ, заключаю1ЦИЙСЯ в последовательном провязывании нескольких петельных рядов одновременно из грунтовой и высокоэластичной нитей, конечных петельных рядов из двух нитей, одна из которых является высокоэластичной у и заключительного ряда,из одной нити, длина петель которого больше длины петель предыдущего ряда, о тличающийся TeMi что, с целью его упрощения и повъшения качества изделия путем предохранения от роспуска петель конечные петельные ряды провязьшают гладким платированным переплетением интенсивной закручиваемости, при этом высокоэластичную нить используют в качестве платировочной.
Изобретение относится к технологии трикотажного производства, а ш«енно к способу вязания эластичного борта у чулочно-носочного изделия, изготавливаемого на кругловязальной чулочно-носочной машине.
Известен способ вязания эластичного борта чулочно-носочного изделия, при котором изделие начинают вязать с борта, а .после окончания вязания борта петли его последнего ряда переводят вниз по стержням игл в нерабочую зону. Затем на иглах производят заработку новых пе|Тель закрываемого на машине мыска и вяжут мысок, след, пятку и паголенок известным способом. По окончании вязания паголенка петли последнего ряда борта переводят в рабочую зону и соединяют с петлями последнего ряда паголенка, после чего провязываю-г несколько конечных рядов в виде отработки СООднако известный способ имеет большое количество переходов и осуществляется при помощи довольно сложных технических средств. Кроме того, изнаночная сторона nepiemieтения борта оказывается на лицевой стороне изделия, что ухудшает его внешний вид.
Известен способ вязания эластичного борта носочного изделия, применяемый при вязании изделия в ,направлении от мыска к борту и включает провязывание нескольких конечных рядов борта .из обычной и высокоэластичной нитей, следующих за последним рядом переплетения борта. Конечные ряды состоят из нескольких рядов футерной резиновой нити, проложенной на иглы (распределенные 1:1),-и завершающих рядов. Завершаиицие ряды провязаны переплетением с ограниченной распускаемостью. При этом первые из завершающих рядов провязаны на иглах, распределенных. 1:1, а последующие - при обратном 5 распределении С2 J.
Однако, несмотря на сокращение общего количества переходов известный способ включает такие сложные и чувствительные переходы, как двух0 кратное навешивание дужек петель на крючки риппшайбы, последующий их перенос под крючки игл и провязьшание из них заключительного ряда петель посредством протягивания через
5 петли, сформированные в предшествующих рядах. Для осуществления способа требуются такие сложные специальные устройства, как узел риппшайбы и др. , повьш1енная чувствитель0 ность которых к отклонениям от требуемых параметров приводит к понижению процента выхода годных изделий, снижению коэффициента полезного времени и производительности
кругловязальной машины.
Петли последнего ряда выступают из кромки борта в виде бахромы, не предохраняются, от случайного зацепления и могут быть распущены в процессе дальнейшей обработки изделия или носки. Кроме того, этот ряд петель ухудшает внешний вид борта. Цель изобретения - упрощение способа и повьш1ение качества изделия путем предохранения от роспуска петель.
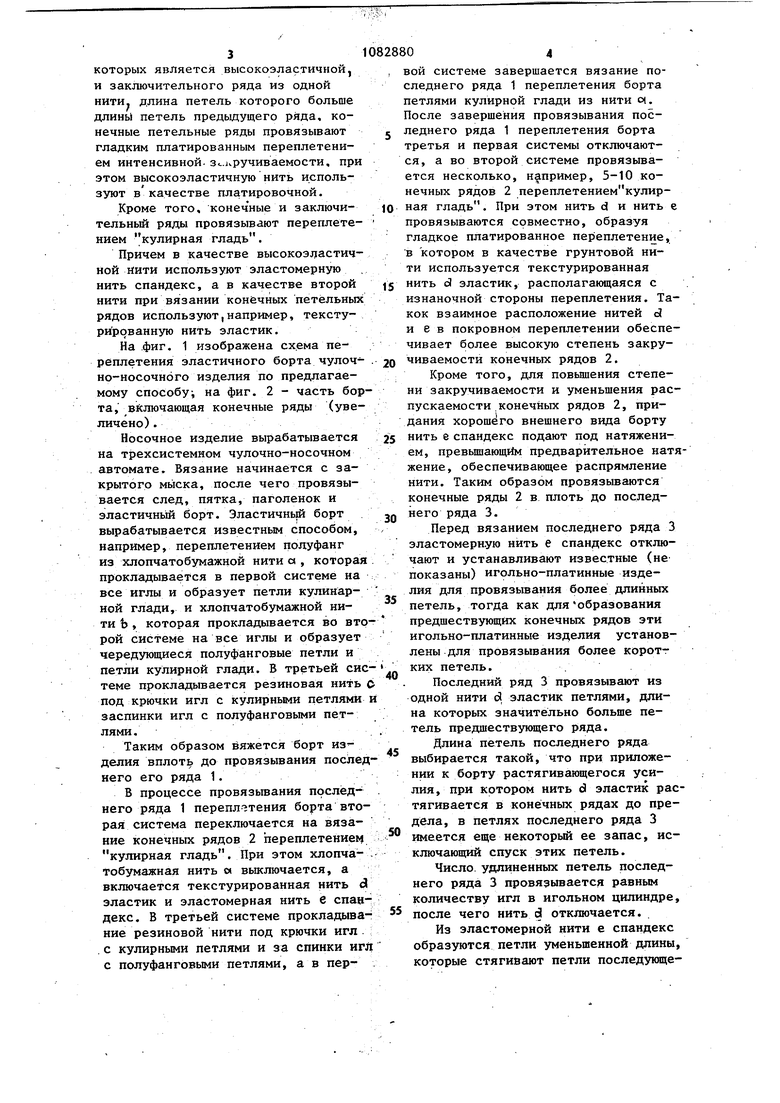
Указанная цель достигается тем, что согласно способу вязания борта чулочно-носочного изделия, закгаоча- ющемуся в последовательном провязывании нескольких петельных рядов однов4)еменно из грунтовой и высокоэластичной нитей, конечных петелы ных рядов из двух нитей, одна из которых является высокоэластичной, и заключительного ряда из одной нити, длина петель которого больше длины петель предыдущего ряда, конечные петельные ряды провязывают гладким платированным переплетением интенсивной.Зслфучиваемости, при этом высокоэластичную нить используют в качестве платировочной. Кроме того, конечные и заключительный ряды провязывают переплетением кулирная гладь. Причем в качестве высокоэластичной нити используют эластомерную нить спандекс, а в качестве второй нити при вязании конечных петельных рядов используют,например, текстурированную нить эластик. На фиг, 1 изображена схема переплетения эластичного борта чулочно-носочного изделия по предлагаемому способу, на фиг. 2 - часть бор та, включающая конечные ряды (увеличено) . Носочное изделие вырабатывается на трехсистемном чулочно-носочном автомате. Вязание начинается с закрытого мыска, после чего провязывается след, пятка, паголенок и эластичный борт, Эластичньй борт вырабатывается известным способом, например, переплетением полуфанг из хлопчатобумажной нити а, которая прокладывается в первой системе на все иглы и образует петли кулинарной глади, и хлопчатобумажной нити Ь , которая прокладывается во вто рой системе на все иглы и образует ч:ередующиеся полуфанговые петли и петли кулирной глади. В третьей сие теме прокладывается резиновая нить под крючки игл с кулирными петлями заспинки игл с полуфанговыми петлями. Таким образом вяжется борт изделия вплоть до провязывания послед него его ряда 1. В процессе провязьгеания последнего ряда 1 переплчтения борта вто рая система переключается на вязание конечных рядов 2 переплетением кулирная гладь. При этом хлопчатобумажная нить а выключается, а включается текстурированная нить d эластик и эластомерная нить е спан декс. В третьей системе прокладыва ние резиновой нити под крючки игл .с кулирными петлями и за спинки иг с полуфанговыми петлями, а в первой системе завершается вязание последнего ряда 1 переплетения борта петлями кулирной глади из нити oi. После заверщения провязывания последнего ряда 1 переплетения борта третья и первая системы отключаются, а во второй системе провязывается несколько, например, 5-10 конечных рядов 2 переплетением кулирная гладь. При этом нить 3 и нить е провязываются совместно, образуя гладкое платированное переплетение, в котором в Качестве грунтовой нити используется текстурированная нить d эластик, располагающаяся с изнаночной стороны переплетения. Такок взаимное расположение нитей d и е в покровном переплетении обеспечивает более высокую степень закручиваемости конечных рядов 2. Кроме того, для повышения степени закручиваемости и уменьшения распускаемости конечных рядов 2, придания хорошего внешнего вида борту нить е спандекс подают под натяжением, превьш1ающйм предварительное натяжение, обеспечивающее распрямление нити. Таким образом провязываются конечные ряды 2 в плоть до последнего ряда 3, Перед вязанием последнего ряда 3 эластомерную нить е спандекс отключают и устанавливают известные (не показаны) игольно-платинные изделия для провязывания более длинных петель, тогда как дляобразования предшествующих конечных рядов эти игольно-платинные изделия установлены для провязывания более коротг ких петель.. Последний ряд 3 провязывают из одной нити d эластик петлями, длина которых значительно больше петель предшествующего ряда. Длина петель последнего ряда выбирается такой, что при приложении к борту растягивающегося усилия, при котором нить d эластик растягивается в конечных рядах до предела, в петлях последнего ряда 3 имеется еще некоторый ее запас, исключающий спуск этих петель. Число, удлиненных петель последнего ряда 3 провязывается равным количеству игл в игольном цилиндре, после чего нить d отключается. Из эластомерной нити е спандекс образуются петли уменьшенной длины, которые стягивают петли последующего ряда и способствуют предотвращению спуска удлиненных петель последнего ряда 3.
Благдаря подбору переплетения провязьтаемых совместно нитей, обладакнцих высокой степенью упругости, |И уменьшенной длине петель конечные ряды 2 интенсивно закручиваются на лицевую сторону изделия, образуя эластичную кромку борта в виде тороидального валика. Последний ряд 3 из удлиненных петель оказывается внутри этой кромки и предохраняется от внешних воздействий.
Таким образом, благодаря тому, что петли последнего ряда 3 защищены от внешнего воз действия/надежно закреплены петлями предшествующего ряда и имеют необходимый запас длины при растяжении, предотвращается распускаемость петель в процессе дальнейшей обработки и эксплуатации изделия.
Провязанные конечные ряды стягивают верхнюю часть борта до требуемого диаметра и придают борту качественный эстетический вид.
Кроме того, предлагаеьа 1й способ прост в осуществлении, не требует сложных технических средств и обусловливает повышение производительности труда и оборудования, а также процента выхода годных изделий по сравнению с известным.
(pUi.Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство ССС № 529736, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ упрочнения и восстановления стрельчатых лап междурядных и пропашных культиваторов | 2024 |
|
RU2833177C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| . | |||
