Изобретение относится к технологии машиностроения, к зубообработке и может быть использовано для комбинированной чистовой обработки резанием и поверхностным пластическим деформированием (ППД) зубьев червяков спироидных и других подобных передач [1].
Известен способ чистовой отделочной обработки зубьев червячных колес червячным шевером, представляющим собой червяк, на вершине и боковых сторонах которого нанесено большое число узких незатылованных зубцов, а также известен чистовой способ отделочной обработки зубьев червяка, реализуемый шевером [2]. Недостатком известного инструмента является высокая трудоемкость, сложность и дороговизна его изготовления, а также возможны погрешности формы и расположения пятна контакта, при этом инструмент не позволяет обрабатывать червяки спироидной передачи (см. ГОСТ 22850-77).
Задачей изобретения является повышение качества чистовой отделочной зубообработки червяков спироидной передачи путем одновременного использования иглофрезерования и ППД, упрощение конструкции и снижение трудоемкости изготовления инструмента, имеющего на внешней боковой поверхности витка равномерно распределенные пучки проволочного ворса и деформирующие упрочняющие элементы.
Поставленная задача решается предлагаемым способом иглофрезерования и упрочнения спироидных червяков, образующих с сопряженным спироидным колесом спироидную передачу, включающим сообщение обрабатываемому спироидному червяку вращательного движения, а комбинированному иглофрезерно-упрочняющему инструменту принудительное вращательное движение и продольную подачу, равную шагу зубьев обрабатываемого спироидного червяка за один его оборот, при этом используют комбинированный иглофрезерно-упрочняющий инструмент, выполненный в виде диска с продольными отверстиями, на торце которого расположен кольцевой виток с рабочей внешней боковой поверхностью, имеющий профиль в форме зуба и пазы, на рабочей внешней боковой поверхности кольцевого витка расположены чередующиеся между собой режущие элементы в виде проволочек, изготовленных из проволочного ворса и жестко и радиально закрепленных в радиальных пазах кольцевого витка, и упрочняющие деформирующие элементы, изготовленные из проволоки, жестко и продольно закрепленные в продольных отверстиях диска, расположенные в радиальных пазах кольцевого витка и выполненные в форме зуба спироидного колеса, сопрягаемого со спироидным червяком при образовании спироидной передачи, при этом средний диаметр кольцевого витка равен диаметру спироидного колеса, сопрягаемого со спироидным червяком при образовании спироидной передачи, а кольцевой виток выполнен с толщиной профиля зуба, обеспечивающей его свободное расположение во впадине между зубьями обрабатываемого спироидного червяка.
Особенности предлагаемого способа обработки спироидного червяка комбинированным иглофрезерно-упрочняющим инструментом поясняются чертежами.
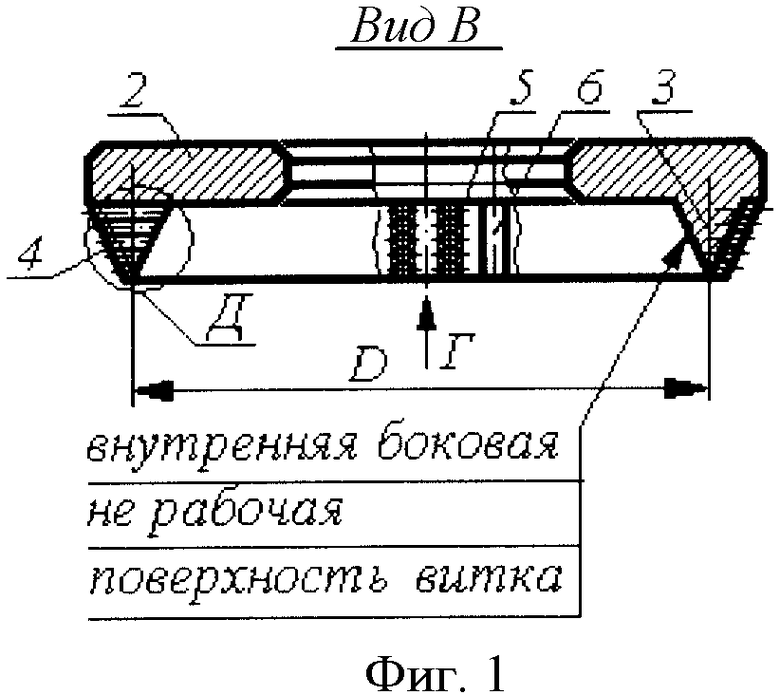
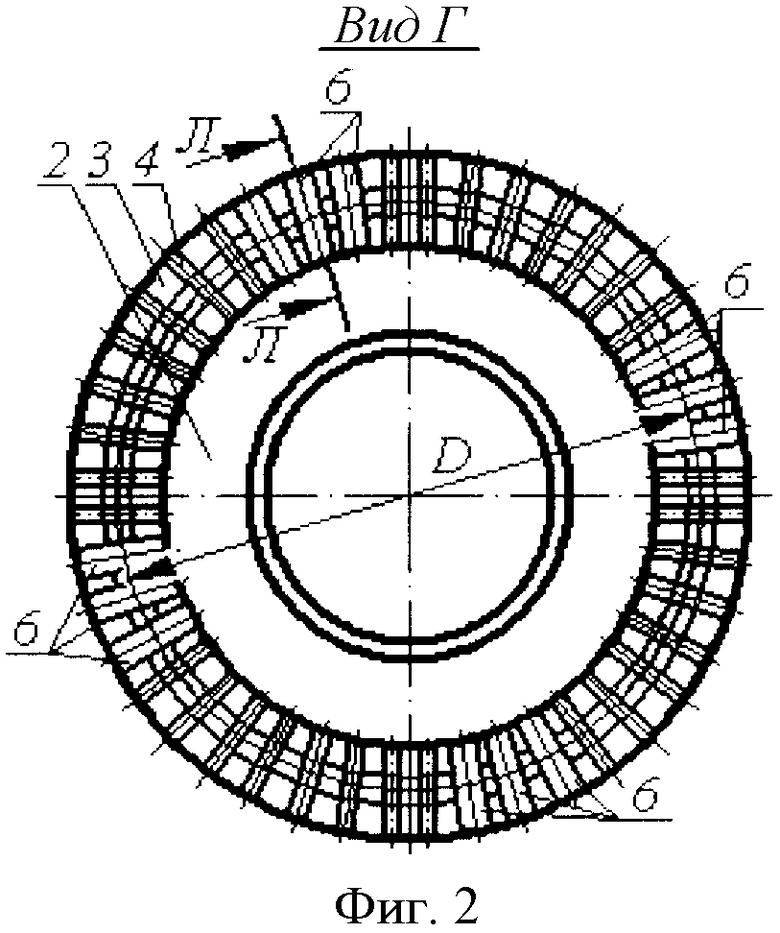
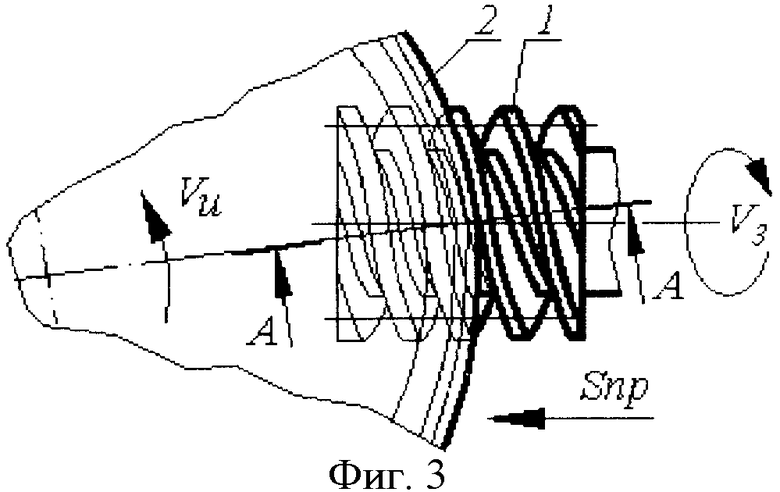
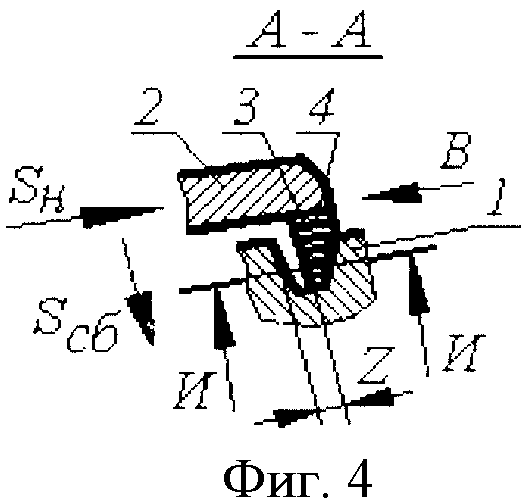
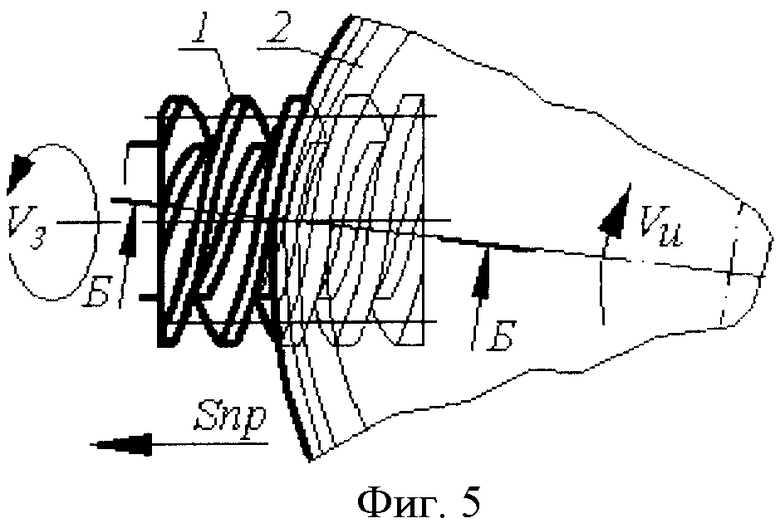
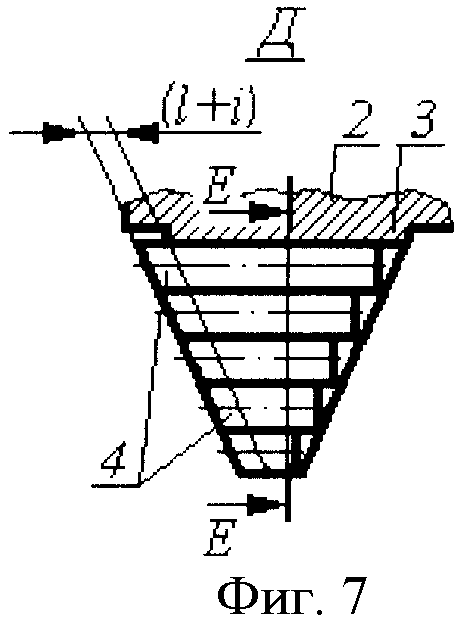
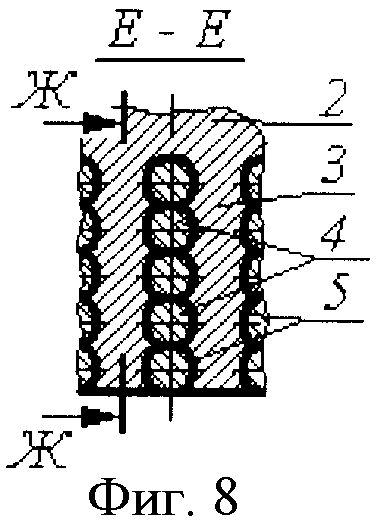
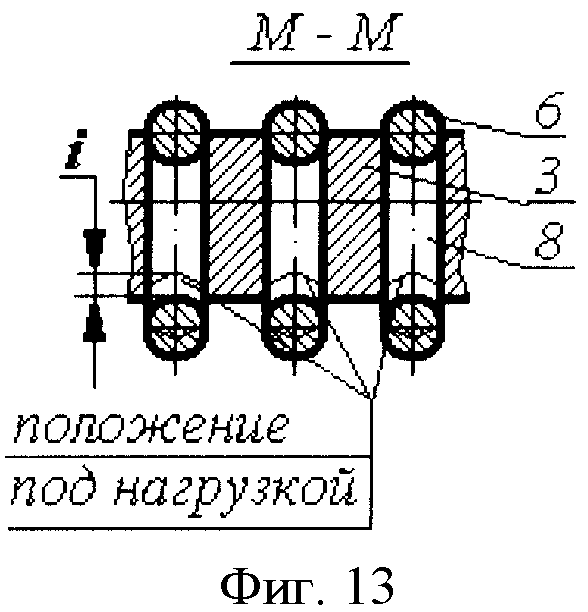
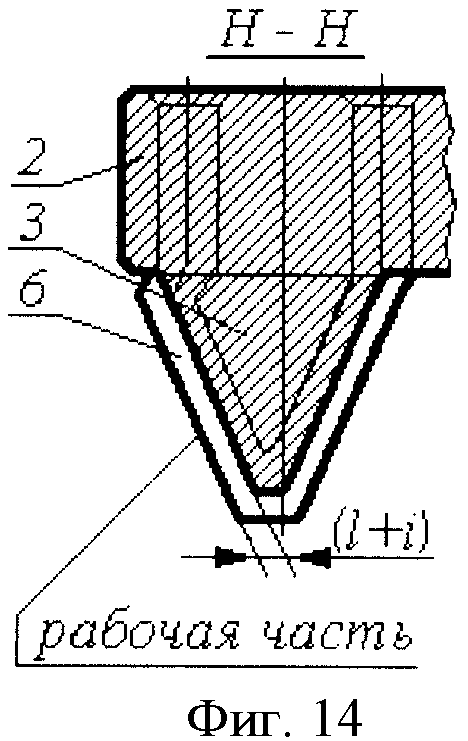
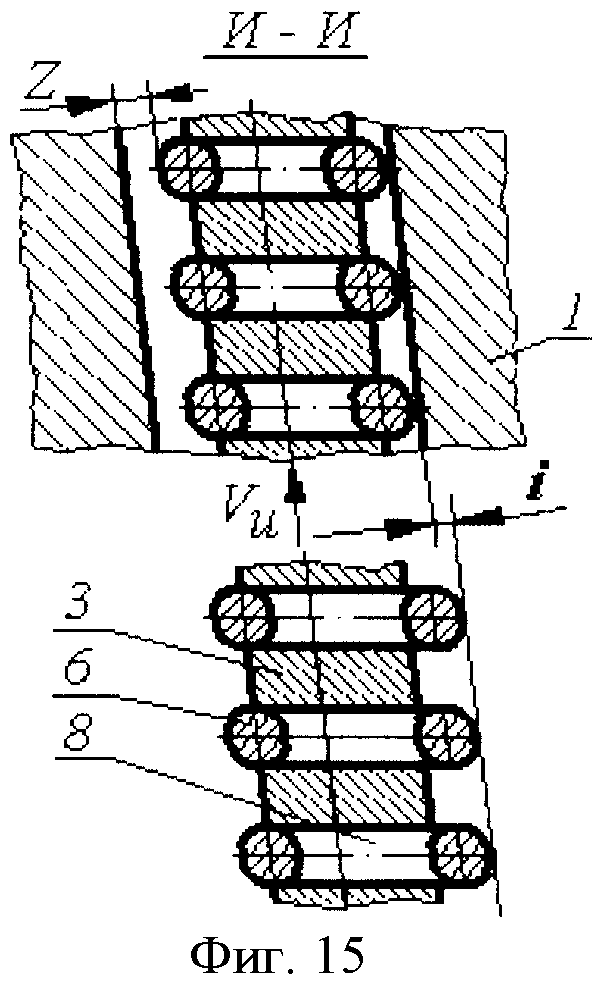
На фиг.1 показана конструкция иглофрезерно-упрочняющего инструмента, с помощью которого реализуется предлагаемый способ, вид по В на фиг.4, частичное продольное сечение; на фиг.2 - вид по Г на фиг.1, вид на торец инструмента с кольцевым витком; на фиг.3 - схема зубоиглофрезерования с упрочнением заготовки спироидного червяка, его левой боковой поверхности зуба по методу обкатывания с продольной подачей, осуществляемой на зубофрезерном станке иглофрезерно-упрочняющим инструментом; на фиг.4 - сечение А-А на фиг.3; на фиг.5 - схема зубоиглофрезерования заготовки спироидного червяка, его правой боковой поверхности зуба по методу обкатывания с продольной подачей, осуществляемой на зубофрезерном станке иглофрезерно-упрочняющим инструментом; на фиг.6 - сечение Б-Б на фиг.5; на фиг.7 - элемент Д на фиг.1; на фиг.8 - сечение Е-Е на фиг.7; на фиг.9 - сечение Ж-Ж на фиг.8; на фиг.10 - сечение И-И на фиг.4, где показан процесс иглофрезерования, в контакте с заготовкой задействованы иглорежущие элементы; на фиг.11 - сечение Л-Л на фиг.2, где показан деформирующий элемент; на фиг.12 - вид по К на фиг.11; на фиг.13 - сечение по М-М на фиг.12; на фиг.14 - сечение по Н-Н на фиг.12; на фиг.15 - сечение И-И на фиг.4, где показан процесс упрочнения, в контакте с заготовкой задействованы деформирующие элементы.
Предлагаемый способ осуществляется с помощью иглофрезерно-упрочняющего инструмента и предназначен для комбинированной комплексной чистовой отделочной обработки иглорезанием и поверхностным пластическим деформированием спироидных червяков методом обкатки. Метод обкатки предполагает воспроизведение зацепления червяка с колесом, где в качестве червяка используется обрабатываемая заготовка 1, а в качестве колеса - инструмент 2.
На практике находят применение конические и цилиндрические спироидные передачи [1]. Цилиндрическая спироидная передача это разновидность червячной передачи, у которой делительная поверхность червяка цилиндрическая, а делительная поверхность колеса - плоская. Предлагаемый способ предназначен для обработки цилиндрического червяка.
Обработка по предлагаемому способу осуществляется иглофрезерно-упрочняющим инструментом, который включает принудительное вращательное движение VИ инструменту 2 и его продольную подачу SПР, равную шагу червяка за один оборот обрабатываемой заготовки, вращающейся со скоростью VЗ, червяка 1.
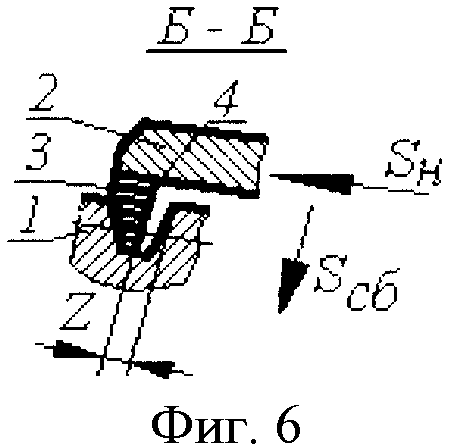
Предлагаемый способ реализуется инструментом 2, который выполнен в виде диска с кольцевым витком 3 на торце. На рабочей поверхности инструмента, которой является только внешняя боковая поверхность витка 3, расположены чередующиеся между собой режущие и упрочняющие элементы.
Режущие элементы 4 изготовлены из проволочного ворса и состоят из проволочек. Пучки проволочного ворса 4 жестко закреплены в радиальных пазах 5 витка 3. Толщина зуба профиля витка 3 такова, что позволяет свободно расположить его во впадине между зубьями обрабатываемого червяка 1, при этом между внутренней боковой поверхностью витка и зубом заготовки имеется зазор Z, позволяющий свободно выходить инструменту из зоны резания, не подрезая соседний с обрабатываемым зуб заготовки. Средний диаметр кольцевого витка D равен диаметру сопряженного спироидного колеса, образующую с обрабатываемым спироидным червяком спироидную передачу.
Крепление пучков проволочного ворса 4 в радиальных пазах 5 витка 3 может быть осуществлено, например, точечной сваркой, пайкой, чеканкой или другими известными способами. Радиальные пазы 5 под пучки ворса 4 могут быть изготовлены с гладкими стенками с помощью дисковой прорезной фрезы (не показаны), а также просверлены, как показано на фиг.8.
Упрочняющие деформирующие элементы 6 изготовлены из проволоки по форме зуба спироидного колеса, сопрягаемого со спироидным червяком при образовании спироидной передачи, и жестко закреплены в продольных отверстиях 7, которые расположены в диске 2 инструмента. Рабочая часть упрочняющих элементов 6 свободно расположена в радиальных пазах 8 витка 3. Упрочняющие элементы 6 имеют рабочую часть, расположенную только на внешней стороне витка. Рабочая часть упрочняющего деформирующего элемента 6 имеет изгиб П (фиг.11) в месте крепления, способствующий возможности прогиба упрочняющего элемента, и принимать форму зуба заготовки, увеличивая площадь контакта.
Толщина профиля упрочняющего зуба 6 такова, что позволяет свободно расположить его во впадине между зубьями обрабатываемого червяка, при этом между внутренней боковой поверхностью упрочняющего зуба и зубом заготовки имеется зазор Z, позволяющий свободно выходить инструменту из зоны резания, не подрезая соседний с обрабатываемым зуб заготовки.
Величина статической силы деформирования, осуществляемая упрочняющими элементами, выбирается наибольшей из обеспечивающих упругие контактные деформации обрабатываемого материала заготовки червяка.
В процессе обработки зубчатой поверхности заготовки червяка деформирующими упрочняющими элементами обеспечивается постоянный гарантированный контакт инструмента с обрабатываемой зубчатой поверхностью за счет подачи SH, которая передает усилие, позволяющее самоустанавливаться за счет прогибания упрочняющих элементов и принимать форму зуба заготовки, увеличивая площадь контакта. Подача SH действует с усилием, обеспечивающим натяг i=0,1…2,0 мм. Прутки 6 в качестве деформирующих упрочняющих элементов при обкатывании оставляют следы сглаживания шероховатостей и упрочнение поверхностного слоя вдоль направления зуба.
Деформирующие прутки 6 под действием статической нагрузки, создаваемой подачей SH, производят выглаживающее действие и пластически деформируют обрабатываемую поверхность. В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 350…750 мПа.
Чистовая отделка зубьев спироидного червяка предлагаемым способом с помощью иглофрезерно-упрочняющего инструмента осуществляется после чернового, например, зубофрезерования или другого вида зубообработки.
При изготовлении инструмента и закрепления в витке игофрезерных и упрочняющих элементов проволочный ворс шлифуют, например, на зубошлифовальном станке или на другом оборудовании.
Иглофрезерно-упрочняющий инструмент и способ обработки им менее трудоемок, чем известные традиционные шевер [2] и упрочняющие инструменты, он не сложен в изготовлении и его применяют для обработки ответственных спироидных передач. При снятии мелкой стружки торцами проволочек и упрочнении деформирующими элементами уменьшается параметр шероховатости поверхности на профилях зубьев и, таким образом, улучшаются антифрикционные свойства спироидной передачи.
Иглофрезерование с упрочнением выполняют посредством сближения инструмента с заготовкой до достижения номинального удаления В (согласно ГОСТ 22850-77), где В - расстояние от межосевой линии спироидной передачи до плоскости вершин зубьев плоского спироидного колеса. Сближающую подачу SCБ (ступенчатую) принимаем равной 0,03…0,06 мм/дв.ход стола с заготовкой. Так как инструмент работает только внешней поверхностью витка, то для создания рабочего натяга i производят подачу SH.
Припуски под иглофрезерование с упрочнением приведены в табл.1.
1. Припуски (мм) на сторону зуба заготовок - спироидного червяка
Иглофрезерно-упрочняющая операция производится в два перехода. На первом переходе обрабатывают левую боковую поверхность зубьев заготовки червяка (фиг.3, 4), а на втором переходе - правую боковую поверхность зуба заготовки червяка (фиг.5, 6), при этом производят переустановку инструмента относительно заготовки:
- на первом переходе инструмент расположен слева заготовки (фиг.3),
- на втором переходе - справа (фиг.5).
При иглофрезерно-упрочняющей обработке заготовок спироидного червяка возможны погрешности формы и расположения пятна контакта. Инструмент с завышенным диаметром D обеспечивает ограниченное пятно контакта в середине зуба спироидного червяка. При использовании инструмента с заниженным диаметром пятно контакта располагается на вершине зуба заготовки червяка, что недопустимо. При расположении пятна контакта на головке или ножке зуба заготовки червяка имеется разница в углах профиля инструмента и заготовки из-за неправильной заточки инструмента или неправильного изготовления профилей.
Пример. После предварительного зубофрезерования заготовки спироидного червяка, имеющего один заход, m=6 мм, изготовленного из бронзы Бр А9Ж3А, иглофрезеровали с одновременным упрочнением на модернизированном зубофрезерном станке мод. 53А20В иглофрезерно-упрочняющим инструментом. В качестве ворса для иглофрезерования применяли стальную пружинную проволоку диаметром 1,5…2,0 мм из стали 65Г, а для упрочнения - диаметром 3…4 мм. Для осуществления чистовой обработки иглофрезерованием и упрочнением необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5…2 раза, соотношение l/I, где l - свободная длина проволочного элемента; I - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент Кп - плотности проволочного ворса - в пределах 0,7…0,9. Твердость и предел прочности при растяжении материала обрабатываемой заготовки - бронзы Бр А9Ж3А составляет - 110…180 НВ, 55 кгс/мм2 = 550 МПа, ГОСТ 1628-72 соответственно; твердость и предел прочности при растяжении материала проволочных элементов ворса, изготовленных из стали 65Г соответственно составляют - 220 НВ, 71 кгс/мм2 = 710 МПа, ГОСТ 2500-71. Так как материал заготовки по твердости и прочности при растяжении примерно в 2 раза ниже этих параметров материала инструмента, для обработки резанием приняли натяг i=1,4…1,6 мм. В каждом конкретном случае оптимальный натяг подбирается экспериментальной обработкой [3]. В процессе обработки зубьев заготовки червяка пучки ворса прижимаются к заготовке и прогибаются благодаря натягу i (фиг.10). На величину силового воздействия на обрабатываемую боковую поверхность зуба будет влиять длина вылета (l+i) проволочного элемента. Основное силовое воздействие на обрабатываемую поверхность осуществляется первыми по ходу вращения проволочными элементами, имеющими наибольшие свободную длину l и прогиб f. Соседние с ними проволочные элементы упруго поджимают их, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемые поверхности.
Обработка по предлагаемому способу показала, что усилие прижатия пучка к обрабатываемой поверхности заготовки составляла 200…600 Н на 10 мм ширины рабочей поверхности инструмента.
Для обработки необходимо соблюдать условие: p/σв=1,5…2,0, где р - давление при зубоиглофрезеровании, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i [3].
Режимы работы инструмента можно рекомендовать следующие. Окружная скорость для отделочной обработки VИ=2…5 м/с. Продольная подача SПР равна шагу червяка за один оборот обрабатываемой заготовки, вращающейся со скоростью VЗ, червяка.
При отделочной обработке металлов данным способом повышается твердость обработанной поверхности, в результате улучшается качество обработки, шероховатость обрабатываемой поверхности, а также увеличивается производительность обработки и долговечность инструмента, упрощается его монтаж и демонтаж. Достигаемая в процессе обработки предлагаемым способом предельная величина шероховатости составляет Ra=0,8 мкм, возможно снижение исходной шероховатости в 2,5 раза. Зубоиглофрезерование с упрочнением спироидных червяков предлагаемым способом улучшает качество и точность чистовой отделки зубьев, снижает ее себестоимость благодаря удешевлению изготовления инструмента.
Источники информации
1. ГОСТ 22850-77. Передачи спироидные. Термины, определения и обозначения. Издательство стандартов, группа Г00, УДК 621.833; 1978.
2. Справочник технолога-машиностроителя. В 2-х т. Т.1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение. 1986. С.371-372.
3. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей. // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |
| ИГЛОШЕВЕР ДЛЯ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2377104C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
Изобретение относится к технологии машиностроения и может быть использовано для комбинированной чистовой обработки резанием и поверхностным пластическим деформированием спироидных червяков, образующих с сопряженным спироидным колесом спироидную передачу. Сообщают обрабатываемому спироидному червяку вращательное движение. Сообщают комбинированному иглофрезерно-упрочняющему инструменту принудительное вращательное движение и продольную подачу. Используют комбинированный иглофрезерно-упрочняющий инструмент, выполненный в виде диска с продольными отверстиями, на торце которого расположен кольцевой виток с рабочей внешней боковой поверхностью, имеющий профиль в форме зуба и радиальные пазы. На рабочей внешней боковой поверхности кольцевого витка расположены чередующиеся между собой режущие элементы в виде проволочек и упрочняющие деформирующие элементы. Упрочняющие деформирующие элементы изготовлены из проволоки, закреплены в продольных отверстиях диска, расположены в радиальных пазах кольцевого витка и выполнены в форме зуба спироидного колеса, сопрягаемого со спироидным червяком при образовании спироидной передачи. Кольцевой виток выполнен с толщиной профиля зуба, обеспечивающей его свободное расположение во впадине между зубьями обрабатываемого спироидного червяка. В результате повышается твердость обработанной поверхности, улучшается качество обработки и увеличивается производительность обработки. 1 табл., 15 ил.
Способ иглофрезерования и упрочнения спироидных червяков, образующих с сопряженным спироидным колесом спироидную передачу, включающий сообщение обрабатываемому спироидному червяку вращательного движения и комбинированному иглофрезерно-упрочняющему инструменту принудительного вращательного движения и продольной подачи, равной шагу зубьев обрабатываемого спироидного червяка за один его оборот, отличающийся тем, что используют комбинированный иглофрезерно-упрочняющий инструмент, выполненный в виде диска с продольными отверстиями, на торце которого расположен кольцевой виток с рабочей внешней боковой поверхностью, имеющий профиль в форме зуба и радиальные пазы, на рабочей внешней боковой поверхности кольцевого витка расположены чередующиеся между собой режущие элементы в виде проволочек, изготовленных из проволочного ворса и жестко и радиально закрепленных в радиальных пазах кольцевого витка, и упрочняющие деформирующие элементы, изготовленные из проволоки, жестко и продольно закрепленные в продольных отверстиях диска, расположенные в радиальных пазах кольцевого витка и выполненные в форме зуба спироидного колеса, сопрягаемого со спироидным червяком при образовании спироидной передачи, при этом средний диаметр кольцевого витка равен диаметру спироидного колеса, сопрягаемого со спироидным червяком при образовании спироидной передачи, а кольцевой виток выполнен с толщиной профиля зуба, обеспечивающей его свободное расположение во впадине между зубьями обрабатываемого спироидного червяка.
| Справочник технолога-машиностроителя, т.1 /Под ред | |||
| А.Г.Косиловой и др | |||
| - М.: Машиностроение, 1986, с.371, 372 | |||
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| Способ иглофрезерной обработки | 1988 |
|
SU1576251A1 |
| US 4367576 A, 20.12.2007. | |||

