Изобретение относится к технологии машиностроения, к механической обработке больших плоскостей с целью удаления с поверхности металлов шлака, продуктов коррозии, прокатной окалины, заусенцев, для резания металлов иглофрезерованием с упрочняющей обработкой поверхностно-пластическим деформированием (ППД) и предназначено для механизации обработки плоскостей, снятия заусенцев и скругления кромок на фрезерных, многопозиционных и многооперационных станках.
Известен способ иглофрезерной обработки с упрочнением и иглофрезерно-упрочняющий инструмент, содержащий корпус, иглофрезу из проволочного ворса и упрочняющую часть [1].
Недостатками известного способа и инструмента являются узкие технологические возможности, увеличивающие себестоимость изготовления и трудоемкость эксплуатации, не обеспечивающие предварительного чернового и получистового плоского иглофрезерования в комбинации с чистовым поверхностным упрочнением, не позволяющие снимать большие припуски и понижающие общую стойкость инструмента, производительность и качество обрабатываемой поверхности.
Задача изобретения - расширение технологических возможностей, упрощение конструкции инструмента, снижение себестоимости изготовления и трудоемкости эксплуатации, обеспечение предварительного чернового и получистового плоского иглофрезерования в комбинации с чистовым поверхностным упрочнением, позволяющие снимать большие припуски и повышающие общую стойкость инструмента, производительность и качество обрабатываемой поверхности.
Поставленная задача решается с помощью способа иглофрезерно-упрочняющей обработки, включающего осуществление продольной подачи заготовки, установку, вращение и прижатие к обрабатываемой поверхности заготовки комбинированного инструмента, при этом используют комбинированный инструмент, содержащий расположенную в его центральной части иглофрезу, выполненную из проволочного ворса с торцовой рабочей поверхностью в виде конуса и установленную с возможностью осевого перемещения для регулировки ее вылета, упрочняющую часть, расположенную на периферии комбинированного инструмента и выполненную с торцовой рабочей поверхностью в виде свернутой в кольцо деформирующей пружины с витками в форме эллипса, и корпус, на торце последнего выполнены индивидуальные радиальные пазы, в которых расположены витки деформирующей пружины, прижатые к торцу корпуса прижимной планкой посредством винтов, а установку комбинированного инструмента осуществляют под углом относительно нормали к обрабатываемой поверхности в направлении продольной подачи заготовки из условия обеспечения контакта образующей конуса иглофрезы с обрабатываемой поверхностью заготовки.
Сущность предлагаемого способа иглофрезерно-упрочняющей обработки поясняется чертежами.
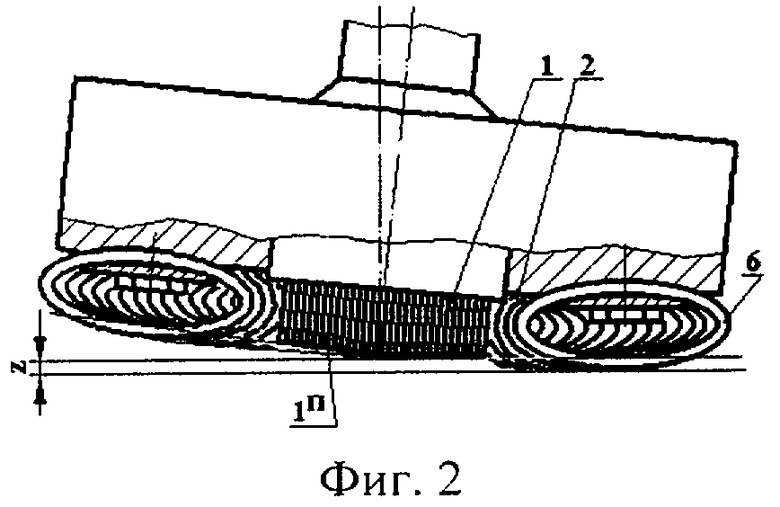
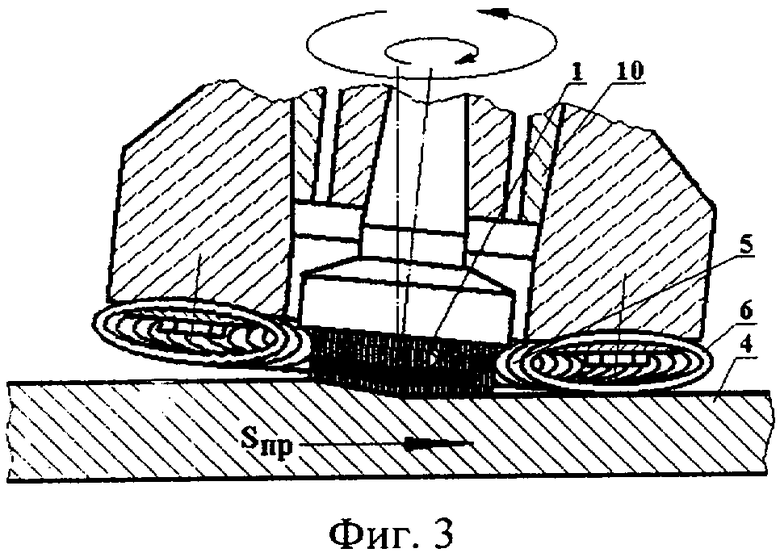
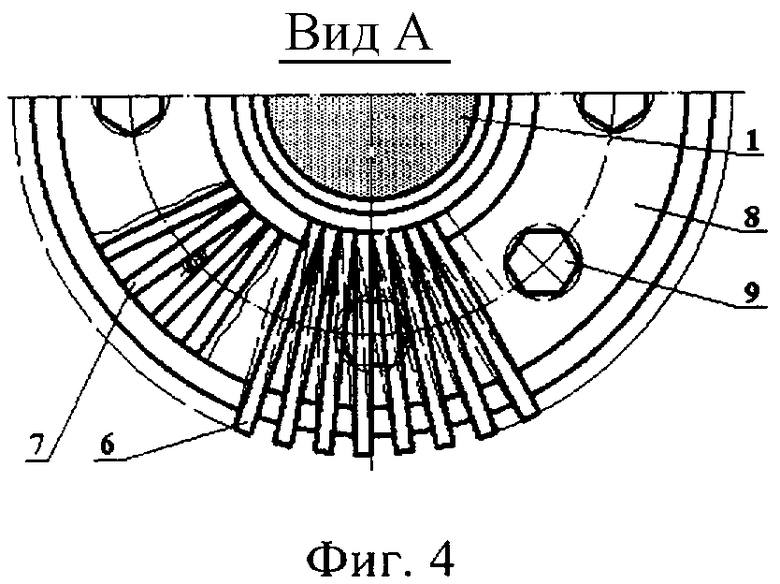
На фиг.1 представлена схема плоского иглофрезерования с одновременным упрочнением комбинированным иглофрезерно-упрочняющим инструментом, частичный продольный разрез; на фиг.2 - комбинированный иглофрезерно-упрочняющий инструмент в свободном состоянии, частичный продольный разрез; на фиг.3 - второй вариант конструкции инструмента, закрепленного на коаксиальных валах; на фиг.4 - вид А, снизу на фиг.1.
Предлагаемый способ иглофрезерно-упрочняющей обработки относится к комбинированным и реализуется инструментом, который содержит две части: в центре рабочей поверхности торцовую иглофрезу 1 и на периферии - торцовую многоэлементную упрочняющую часть 2. Инструмент устанавливается на вращающемся с частотой - Vи шпинделе 3 и предназначен для иглофрезерования с одновременным упрочнением поверхностей плоских заготовок 4, которым сообщают продольную подачу Sпр.
Инструмент, реализующий способ иглофрезерно-упрочняющей обработки, содержит торцовую рабочую поверхность в виде конуса и устанавливается под углом α относительно нормали к обрабатываемой поверхности в направлении продольной подачи заготовки, до контакта образующей конуса ее рабочей поверхности с обрабатываемой поверхностью.
В центральной части рабочей поверхности инструмента расположена иглофреза 1, состоящая из проволочного ворса и имеющая возможность осевого перемещения Sоф относительно упрочняющей части 2 при регулировке вылета z иглофрезерной части.
По периферии торцовой рабочей поверхности инструмента установлена упрочняющая часть 2, состоящая из эллипсоидальной деформирующей пружины 5, свернутой в кольцо. Деформирующие витки 6 пружины 5 расположены в индивидуальных радиальных пазах 7, изготовленных в торце корпуса, и прижаты к нему прижимной планкой 8 с помощью винтов 9. Для возможности и удобства монтажа планка 8 изготовлена в виде нескольких кольцевых секторов. В свободном состоянии инструмента деформирующие витки пружины превышают рабочую поверхность иглофрезы на величину z, зависящую от упругости витков пружины и ее размеров (фиг.2).
Ввиду наклона шпинделя иглофрезерно-упрочняющего инструмента обеспечивается контакт образующей конуса его рабочей поверхности с обрабатываемой поверхностью и появляется возможность срезать припуск величиной t центральной частью инструмента. Глубина резания t удаляется передней зоной 1п рабочей поверхности иглофрезы 1. Для обеспечения обработки передней зоной угол наклона оси α инструмента принимают не менее
α≥0,5 arcsin(2t/Dф),
где t - глубина резания иглофрезой, мм;
Dф - наружный диаметр иглофрезы 1, мм.
Обработку по предлагаемому способу осуществляют следующим образом. Инструмент вращают вокруг своей наклонной оси со скоростью Vи, прижимают к обрабатываемой поверхности заготовки 4 с усилием Р, деформируя витки пружины, преодолевая их сопротивление, до соприкосновения проволочного ворса с обрабатываемой поверхностью и дают натяг иглофрезы для врезания, при этом заготовку перемещают с продольной подачей Sпр. Передней зоной рабочей поверхности иглофрезы удаляется припуск t, а деформирующими элементами - витками пружины, расположенными вслед за иглофрезой, производится поверхностное пластическое деформирование и упрочнение обработанной поверхности. В качестве упругого металлического элемента пружины применяется проволока из стали круглого, полукруглого, прямоугольного, эллипсного и др. формы сечения.
Рабочий деформирующий элемент, выполненный в виде упругой металлической проволоки, свернутой в витки эллиптической формы винтовой пружины растяжения, которая, в свою очередь, свернута в кольцо. Упругий рабочий режущий элемент - пружина выполнена из проволоки, например, по ГОСТ 9389-75, обладающей высокой разрывной прочностью. В качестве материала проволоки используют сталь 65Г, 50ХФА, 60С2А, 65С2 ВА по ГОСТ 14595-79. Стальную углеродистую холоднотянутую проволоку, применяемую для изготовления рабочих элемента инструмента, навивают в холодном состоянии и не подвергают закалке.
Установка инструмента под углом и многоэлементная деформирующая часть рабочей поверхности инструмента в виде упругих эллиптических витков пружины способствуют свободному проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки, если это требуется по технологическому процессу и позволяет интенсифицировать процесс обработки. Равномерное действие упругих сил металлической проволоки, свернутой в витки винтовой поверхности, повышает точность и производительность обработки.
Биение иглофрезерной части инструмента не влияет на биение металлической проволоки, свернутой в витки винтовой поверхности, так как в целом это упругий инструмент.
В процессе обработки деформирующие витки соприкасаются с обрабатываемой поверхностью с определенным усилием. Вращение и возвратно-поступательное перемещение инструмента относительно обрабатываемой заготовки приводят к обкатыванию поверхности деформирующими витками.
Торцовая иглофреза 1 выполнена из проволочного ворса, закрепленного известными способами. Для повышения стойкости иглофрезы на упругие ветви ворса наносят износостойкое покрытие, например из нитрида титана. После износа пучков ворса и уменьшения величины вылета z иглофрезы, ее выдвигают по направлению Sоф (фиг.1), а после полного износа пучки ворса заменяют.
На фиг.3 показан второй вариант инструмента, который устанавливают на коаксиальные шпиндели, например, на фрезерном станке с модернизированной шпиндельной бабкой, у которой имеются коаксиальные вращающиеся независимо друг от друга в разных направлениях полый и центральный шпиндели. Торцовую иглофрезу 1 устанавливают на центральном шпинделе и приводят во вращение в одну сторону, упрочняющую пружину с деформирующими витками - на полом шпинделе 10, приводят во вращение в другую сторону и комбинированный иглофрезерно-упрочняющий инструмент с необходимым натягом подводят режущей и упрочняющей рабочей поверхностью к заготовке.
При этом в центре инструмента часть упругоподвижных ветвей ворса отклоняется в процессе резания от вертикали, образует определенные углы резания и срезает материал с обрабатываемой поверхности в одном направлении, а периферией комбинированного инструмента - производится упрочнение и выглаживание микронеровностей обработанной поверхности в другом направлении. Раздельный привод инструментов на коаксиальных валах позволяет создавать тот или иной натяг, так необходимый при иглофрезровании, и восстанавливать первоначальное положение рабочего торца иглофрезы относительно деформирующего торца упрочняющей части.
Иглофрезерование наклоненной иглофрезой с образованием заборного конуса в отличие от традиционного иглофрезерования позволяет интенсифицировать процесс резания благодаря тому, что ветви ворса наклонены и режут не только передней поверхностью, но и боковой поверхностью.
Производили экспериментальное торцовое иглофрезерование с одновременным упрочнением иглофрезерно-упрочняющим инструментом плоской поверхности шириной 80 мм и длиной 590 мм на вертикально-фрезерном станке мод. 6Р13; припуск на обработку 2,0 мм снимали за один проход. Параметр шероховатости обрабатываемой поверхности заготовки Ra=3,2 мкм. Параметр шероховатости обработанной поверхности готовой детали Ra=0,32 мкм. Материал заготовки - сталь 45 с пределом прочности σв=670 МПа. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Обработку производили инструментом, у которого иглофреза с наружным диаметром 100 мм, упрочняющая часть - наружный диаметр 160 мм, диаметр игл - 1 мм, припуск, оставленный под иглофрезерование, - 2,0 мм, угол α наклона оси шпинделя с инструментом к нормали обрабатываемой плоскости α=1,15°. Обработка проводилась при следующих режимах резания. Частоту вращения иглофрезы принимали 500 мин-1, при этом скорость иглофрезерования составила Vф=157 м/мин, продольная подача - 250 мм/мин. Охлаждающая жидкость - эмульсия. Деформирующая эллипсоидальная пружина была изготовлена из сплава марки 38ХМЮА и после азотирования имела твердость 60...64 HRC. Затем ее поверхность была отполирована до Ra=0,04...0,08 мкм. При осевой нагрузке 400-600 Н упрочнение поверхностного слоя доходило до 15...25%. Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени 0,8 мин, что в 1,9 раза быстрее, чем при обычном торцовом фрезеровании, и в 2,4 раза быстрее, чем при обычном упрочнении.
Применение предлагаемого способа иглофрезерно-упрочняющей обработки позволяет расширить технологические возможности, упростить конструкцию инструмента, снизить себестоимость изготовления и трудоемкость эксплуатации, обеспечить предварительное черновое и получистовое плоское иглофрезерование в комбинации с чистовым поверхностным упрочнением, позволяющие снимать большие припуски и повышающие общую стойкость инструмента и качество обрабатываемой поверхности, увеличить производительность благодаря замене двух операций, одной - комбинированной, сократить количество используемого оборудования, интенсифицировать иглофрезерование благодаря использованию заборного конуса, улучшить шероховатость поверхности на 1-2 класса.
Источники информации
1. RU 2241578 С1, В24В 39/00, 10.12.2004 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| ИНСТРУМЕНТ ДЛЯ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306204C1 |
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
Изобретение относится к технологии машиностроения, а именно к способам механической обработки больших плоскостей иглофрезерованием с упрочняющей обработкой поверхностно-пластическим деформированием. Способ включает осуществление продольной подачи заготовки, установку, вращение и прижатие к обрабатываемой поверхности заготовки комбинированного инструмента. Используют комбинированный инструмент, содержащий корпус, иглофрезу из проволочного ворса и упрочняющую часть. Иглофреза расположена в центральной части инструмента и выполнена с торцовой рабочей поверхностью в виде конуса. Упрочняющая часть расположена на периферии инструмента и выполнена с торцовой рабочей поверхностью в виде свернутой в кольцо деформирующей пружины с витками в форме эллипса. На торце корпуса выполнены индивидуальные радиальные пазы, в которых расположены витки деформирующей пружины. Иглофреза установлена с возможностью осевого перемещения для регулировки ее вылета. Витки деформирующей пружины прижаты к торцу корпуса прижимной планкой посредством винтов. При этом установку комбинированного инструмента осуществляют под углом относительно нормали к обрабатываемой поверхности в направлении продольной подачи заготовки путем его наклона из условия обеспечения контакта образующей конуса иглофрезы с обрабатываемой поверхностью заготовки. В результате расширяются технологические возможности, повышается производительность и качество обрабатываемой поверхности. 4 ил.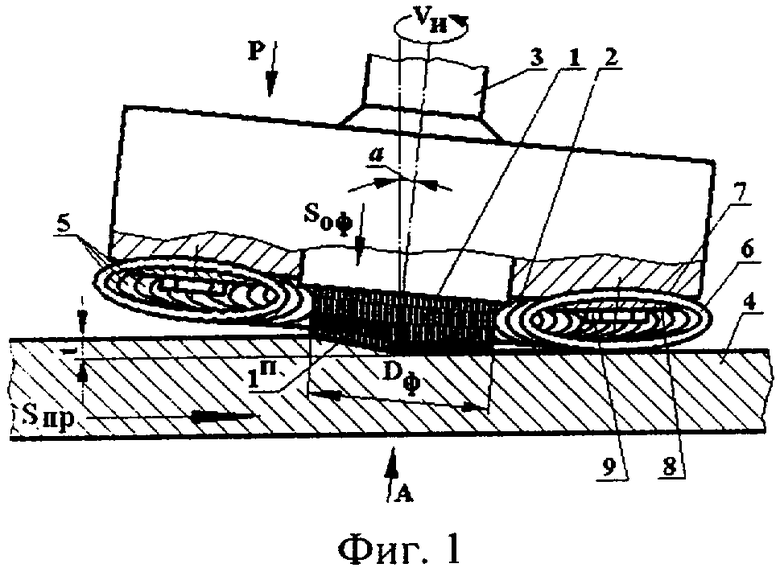
Способ иглофрезерно-упрочняющей обработки, включающий осуществление продольной подачи заготовки, установку, вращение и прижатие к обрабатываемой поверхности заготовки комбинированного инструмента, отличающийся тем, что используют комбинированный инструмент, содержащий расположенную в его центральной части иглофрезу, выполненную из проволочного ворса с торцовой рабочей поверхностью в виде конуса и установленную с возможностью осевого перемещения для регулировки ее вылета, упрочняющую часть, расположенную на периферии комбинированного инструмента и выполненную с торцовой рабочей поверхностью в виде свернутой в кольцо деформирующей пружины с витками в форме эллипса, и корпус, на торце последнего выполнены индивидуальные радиальные пазы, в которых расположены витки деформирующей пружины, прижатые к торцу корпуса прижимной планкой посредством винтов, а установку комбинированного инструмента осуществляют под углом относительно нормали к обрабатываемой поверхности в направлении продольной подачи заготовки из условия обеспечения контакта образующей конуса иглофрезы с обрабатываемой поверхностью заготовки.
| КОМБИНИРОВАННЫЙ ИГЛОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2241578C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Способ иглофрезерной обработки | 1988 |
|
SU1576251A1 |
| Устройство для совмещенной обработки резанием и обкаткой | 1984 |
|
SU1206071A1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| US 4367576 A, 11.01.1983. | |||

