Область техники
Настоящее изобретение относится к гильзе цилиндра двигателя.
Уровень техники
В настоящее время на практике стали использовать блоки цилиндров для двигателей с гильзами цилиндров. В качестве такой гильзы цилиндра известна гильза, описанная в публикации японской выложенной заявки на полезную модель № 53-163405.
В последнее время по соображениям защиты окружающей среды стали предъявляться требования к повышению степени сжигания топлива в двигателях. С другой стороны, обнаружено, что при падении температуры в некоторых местах цилиндра существенно ниже должного уровня во время работы двигателя вязкость моторного масла вблизи этих мест становится чрезмерно высокой. Это приводит к увеличению трения и в результате к снижению степени сжигания топлива. Такое снижение степени сжигания топлива, обусловленное температурой цилиндра, особенно заметно в тех двигателях, у которых теплопроводность блока цилиндров является относительно большой (например, в двигателе, изготовленном из алюминиевого сплава).
Краткое описание изобретения
Таким образом, задачей настоящего изобретения является создание гильзы цилиндра и способа ее изготовления, с помощью которых можно устранить чрезмерное снижение температуры цилиндра.
Для выполнения этой задачи и в соответствии с первым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка служит для создания зазоров между блоком цилиндров и гильзой цилиндра.
В соответствии со вторым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка служит для уменьшения сцепления между гильзой цилиндра и блоком цилиндров.
В соответствии с третьим аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка изготовлена из смазки для форм, используемой при литье под давлением.
В соответствии с четвертым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка изготовлена из формовочной краски, используемой при центробежном литье.
В соответствии с пятым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка изготовлена из вещества с низкими адгезионными свойствами, которое содержит графит в качестве основного компонента.
В соответствии с шестым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка изготовлена из вещества с низкими адгезионными свойствами, которое содержит нитрид бора в качестве основного компонента.
В соответствии с седьмым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка изготовлена из металлизированной краски.
В соответствии с восьмым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка изготовлена из высокотемпературного полимера.
В соответствии с девятым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка представляет собой слой, получаемый при обработке с изменением химического состава.
В соответствии с десятым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка представляет собой слой оксида.
В соответствии с одиннадцатым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра образуют пленку. Пленка представляет собой напыленный слой из материала на основе железа. Напыленный слой содержит множество слоев.
В соответствии с двенадцатым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. На внешней периферийной поверхности этой гильзы цилиндра выполнено множество выступов. Каждый выступ имеет зауженную форму. На упомянутой внешней периферийной поверхности образуют пленку. Пленка имеет теплопроводность ниже теплопроводности блока цилиндров и/или гильзы цилиндра.
В соответствии с тринадцатым аспектом настоящего изобретения предлагается гильза цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. Внешняя периферийная поверхность проходит от средней части этой гильзы цилиндра к нижнему торцу гильзы в осевом направлении. На упомянутой внешней периферийной поверхности образуют пленку. Пленка имеет теплопроводность ниже теплопроводности блока цилиндров и/или гильзы цилиндра.
В соответствии с четырнадцатым аспектом настоящего изобретения предлагается способ изготовления гильзы цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. Согласно способу нагревают гильзу цилиндра, в результате чего на ее внешней периферийной поверхности образуется пленка, представляющая собой слой оксида.
В соответствии с пятнадцатым аспектом настоящего изобретения предлагается способ изготовления гильзы цилиндра для литья с закладными элементами, используемого при изготовлении блока цилиндров. Согласно способу на внешней периферийной поверхности гильзы образуют пленку при помощи электродуговой металлизации с использованием проволоки, диаметр которой равен или превышает 0,8 мм.
Другие аспекты и преимущества настоящего изобретения станут очевидны при рассмотрении приведенного ниже описания совместно с прилагаемыми чертежами, которые иллюстрируют на примере принципы этого изобретения.
Краткое описание чертежей
Настоящее изобретение вместе с его задачами и преимуществами может стать более понятным при рассмотрении приведенного ниже описания предпочтительных в настоящее время вариантов его реализации совместно с прилагаемыми чертежами, на которых:
Фиг.1 - схематичный вид двигателя, который содержит гильзы цилиндров, соответствующие первому варианту реализации настоящего изобретения;
Фиг.2 - общий вид гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.3 - таблица, в которой приведен один из примеров химического состава литейного чугуна, являющегося материалом гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.4 и 5 - диаграмма модели выступа, имеющего зауженную форму, который выполнен на гильзе цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.6А - сечение гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения, в осевом направлении;
Фиг.6В - график для одного из примеров взаимосвязи между осевыми положениями и температурой точек стенки гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.7А - сечение гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения, в осевом направлении;
Фиг.7В - график для одного из примеров изменения в осевом направлении толщины пленки на гильзе цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.8 - вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А, для гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.9 - сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, для гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.10 - сечение в увеличенном масштабе ограниченной окружностью области ZB, показанной на Фиг.1, для гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.11А, 11В, 11С, 11D, 11E и 11F - этапы технологического процесса по производству гильзы цилиндра с использованием центробежного литья;
Фиг.12А, 12В и 12С - этапы создания углубления зауженной формы в слое формовочной краски для технологического процесса по производству гильзы цилиндра с использованием центробежного литья;
Фиг.13А и 13В - схемы для одного из примеров методики измерения параметров гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения, с использованием трехмерного лазера;
Фиг.14 - один из примеров схемы расположения изолиний для части гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения, полученной при помощи измерения с использованием трехмерного лазера;
Фиг.15 - схема взаимосвязи между высотой измерения и положением изолиний для гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
Фиг.16 и 17 - другие примеры схем расположения изолиний для части гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения, полученной при помощи измерения с использованием трехмерного лазера;
Фиг.18А, 18В и 18С - этапы одного из примеров испытания на растяжение для оценки прочности соединения гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения, с блоком цилиндров;
Фиг.19 - вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А, для гильзы цилиндра, соответствующей второму варианту реализации настоящего изобретения;
Фиг.20 - сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, для гильзы цилиндра, соответствующей второму варианту реализации настоящего изобретения;
Фиг.21А и 21В - схемы одного из примеров процесса создания пленки на гильзе цилиндра, соответствующей второму варианту реализации настоящего изобретения, с использованием электродуговой металлизации;
Фиг.22 - вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А, для гильзы цилиндра, соответствующей третьему варианту реализации настоящего изобретения;
Фиг.23 - сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, для гильзы цилиндра, соответствующей третьему варианту реализации настоящего изобретения;
Фиг.24 - вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А, для гильзы цилиндра, соответствующей четвертому варианту реализации настоящего изобретения;
Фиг.25 - сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, для гильзы цилиндра, соответствующей четвертому варианту реализации настоящего изобретения;
Фиг.26 - вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А, для гильзы цилиндра, соответствующей вариантам реализации настоящего изобретения с пятого по десятый; и
Фиг.27 - сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, для гильзы цилиндра, соответствующей вариантам реализации настоящего изобретения с пятого по десятый.
Наилучший вариант осуществления изобретения
Далее со ссылкой на Фиг.1-Фиг.18С описан первый вариант реализации настоящего изобретения.
На Фиг.1 показана конструкция двигателя 1 в целом, изготовленного из алюминиевого сплава и содержащего гильзы 2 цилиндра, соответствующие представленному варианту реализации настоящего изобретения.
Двигатель 1 включает в себя блок 11 цилиндров и головку 12 блока цилиндров. Блок 11 цилиндров включает в себя множество цилиндров 13. Каждый цилиндр 13 включает в себя одну гильзу 2 цилиндра.
Внутренняя периферийная поверхность 21 гильзы, являющаяся внутренней периферийной поверхностью каждой гильзы 2 цилиндра, образует внутреннюю стенку (внутреннюю стенку 14 цилиндра) соответствующего цилиндра 13 в блоке 11 цилиндров. Внутренняя периферийная поверхность 21 каждой гильзы определяет отверстие (внутренний диаметр) 15 цилиндра.
Контакт внешней периферийной поверхности 22 гильзы, являющейся внешней периферийной поверхностью каждой гильзы 2 цилиндра, с блоком 11 цилиндров возникает в результате литья с закладными элементами с использованием литейного материала.
В качестве материала блока 11 цилиндров может использоваться, например, алюминиевый сплав, указанный в японском промышленном стандарте (JIS) ADC10 (соответствующий стандарту США ASTM A380.0), или сплав, указанный в стандарте JIS ADC12 (соответствующий стандарту США ASTM A383.0). В представленном варианте реализации настоящего изобретения в качестве материала для блока 11 цилиндров используется алюминиевый сплав по ADC12.
Фиг.2 представляет собой общий вид гильзы 2 цилиндра, соответствующей настоящему изобретению.
Гильза 2 цилиндра изготовлена из литейного чугуна. Химический состав литейного чугуна соответствует, например, приведенному на Фиг.3. В качестве основных для литейного чугуна могут быть выбраны компоненты, указанные в таблице "Основные компоненты". При необходимости могут добавляться компоненты, указанные в таблице "Дополнительные компоненты".
На внешней периферийной поверхности 22 гильзы 2 цилиндра выполнены выступы 3, каждый из которых имеет зауженную форму.
Выступы 3 созданы на всей внешней периферийной поверхности 22 гильзы от ее верхнего торца 23, являющегося верхним концом гильзы 2 цилиндра, до ее нижнего торца 24, являющегося нижним концом гильзы 2 цилиндра. Верхний торец 23 гильзы является тем концом этой гильзы цилиндра, который находится в камере сгорания двигателя 1. Нижний торец 24 гильзы является тем концом этой гильзы цилиндра, который расположен в области, противоположной камере сгорания в двигателе 1.
На внешней периферийной поверхности 22 гильзы 2 цилиндра образована пленка 5. Если говорить более конкретно, пленка 5 образована на внешней периферийной поверхности 22 гильзы в той ее области, которая расположена от верхнего торца 23 гильзы до средней части 25 этой гильзы, являющейся средней частью гильзы 2 цилиндра в осевом направлении цилиндра 13. Пленка 5 образована по всей окружности гильзы 2 цилиндра.
Пленка 5 состоит из напыленного слоя керамического материала (керамический напыленный слой 51). В представленном варианте реализации настоящего изобретения в качестве керамического материала, образующего керамический напыленный слой 51, используется оксид алюминия. Напыленный слой 51 создан при помощи напыления (плазменное напыление или высокоскоростное напыление с использованием кислородного топлива).
Фиг.4 представляет собой диаграмму модели для выступа 3. Ниже направление по стрелке А, являющееся радиальным направлением для гильзы 2 цилиндра, называется осевым направлением для выступа 3. Кроме того, направление по стрелке В, являющееся осевым направлением для гильзы 2 цилиндра, называется радиальным направлением для выступа 3. На Фиг.4 показана форма выступа 3, если смотреть в радиальном направлении этого выступа.
Выступ 3 выполнен за одно целое с гильзой 2 цилиндра. Выступ 3 переходит во внешнюю периферийную поверхность 22 гильзы на его ближнем конце 31. Дальний конец 32 выступа 3 выполнен с гладкой и плоской верхней поверхностью 32А, представляющей собой удаленную торцевую поверхность этого выступа.
В осевом направлении выступа 3 между ближним концом 31 и дальним концом 32 выполнено сужение 33.
Сужение 33 выполнено таким образом, чтобы площадь его сечения плоскостью, перпендикулярной осевому направлению выступа 3 (площадь SR поперечного сечения), была меньше площади SR поперечного сечения плоскостями, перпендикулярными осевому направлению выступа 3 и проходящими через ближний конец 31 и дальний конец 32.
Выступ выполнен таким образом, чтобы площадь SR его поперечного сечения постепенно увеличивалась от сужения 33 в направлениях к ближнему концу 31 и дальнему концу 32.
Фиг.5 представляет собой диаграмму модели для выступа 3, на которой показана пространственная область 34 сужения для гильзы 2 цилиндра. Сужение 33 каждого выступа 3 создает пространственную область 34 сужения в каждой гильзе 2 цилиндра (заштрихованные области на Фиг.5).
Пространственная область 34 сужения представляет собой пространство, ограниченное воображаемой цилиндрической поверхностью, описанной вокруг удаленной части 32В с наибольшей площадью поперечного сечения (на Фиг.5 этой цилиндрической поверхности соответствуют линии D-D), и поверхностью 33А сужения, являющейся поверхностью сужения 33. Удаленная часть 32В с наибольшей площадью поперечного сечения представляет собой ту часть, в которой диаметр выступа 3 является наибольшим для дальнего конца 32.
В двигателе 1, содержащем гильзы 2 цилиндров, блок 11 цилиндров и гильзы 2 цилиндров соединены друг с другом при помощи той части блока 11 цилиндров, которая находится в пределах пространственных областей 34 сужения, другими словами, при помощи сцепления блока 11 цилиндров с выступами 3. В результате обеспечивается достаточная прочность соединения гильз, которая представляет собой прочность соединения блока 11 цилиндров и гильз 2 цилиндров. Кроме того, уменьшается трение, так как повышенная прочность соединения гильз препятствует деформации отверстий 15 цилиндров. Соответственно, улучшается степень сжигания топлива.
Далее со ссылкой на Фиг.6А, 6В, 7А, 7В и 8 будет описано образование пленки 5 на гильзе 2 цилиндра. Ниже толщина пленки 5 обозначается как толщина ТР пленки.
На Фиг.6А и 6В проиллюстрировано расположение пленки 5. Фиг.6А представляет собой продольное сечение гильзы 2 цилиндра в осевом направлении. На Фиг.6В показан один из примеров изменения температуры цилиндра 13, а именно температуры TW стенки цилиндра в осевом направлении цилиндра 13 в обычном режиме работы двигателя 1. Ниже, гильза 2 цилиндра, с которой удалена пленка 5, будет называться эталонной гильзой цилиндра. Двигатель, содержащий эталонные гильзы цилиндров, будет называться эталонным двигателем.
В этом варианте реализации настоящего изобретения расположение пленки 5 определяется на основе температуры TW стенки цилиндра в эталонном двигателе.
Рассмотрим изменение температуры TW стенки цилиндра. На Фиг.6В сплошная линия представляет собой температуру TW стенки цилиндра в эталонном двигателе, а пунктирная линия - температуру TW стенки цилиндра в двигателе 1, соответствующем представленному варианту реализации настоящего изобретения. Ниже, наиболее высокое значение температуры TW стенки цилиндра будет называться максимальной температурой TWH стенки цилиндра, а наиболее низкое значение температуры TW стенки цилиндра - минимальной температурой TWL стенки цилиндра.
В эталонном двигателе температура TW стенки цилиндра изменяется следующим образом.
В области от нижнего торца 24 гильзы до ее средней части 25 температура TW стенки цилиндра постепенно увеличивается в направлении от нижнего торца 24 гильзы до ее средней части 25 из-за небольшого влияния рабочего газа. В непосредственной близости от нижнего торца 24 гильзы температура TW стенки цилиндра представляет собой минимальную температуру TWL1 стенки цилиндра. В представленном варианте реализации настоящего изобретения часть гильзы 2 цилиндра, в которой температура TW стенки цилиндра изменяется таким образом, называется низкотемпературной частью 27 гильзы.
В области от средней части 25 гильзы до ее верхнего торца 23 температура TW стенки цилиндра резко увеличивается из-за большого влияния рабочего газа. В непосредственной близости от верхнего торца 23 гильзы температура TW стенки цилиндра представляет собой максимальную температуру TWH стенки цилиндра. В представленном варианте реализации настоящего изобретения часть гильзы 2 цилиндра, в которой температура TW стенки цилиндра изменяется таким образом, называется высокотемпературной частью 26 гильзы.
В двигателях внутреннего сгорания, представляющих собой описанный выше эталонный двигатель, температура TW стенки цилиндра в зоне, соответствующей низкотемпературной части 27 гильзы, падает существенно ниже приемлемого уровня. Это значительно увеличивает вязкость моторного масла в непосредственной близости от этой зоны. То есть степень сжигания топлива неизбежно ухудшается из-за увеличения трения поршня. Такое снижение степени сжигания топлива из-за пониженной температуры TW стенки цилиндра особенно заметно в двигателях, у которых теплопроводность блока цилиндров является относительно высокой (например, двигатель из алюминиевого сплава).
Соответственно, в гильзе 2 цилиндра, соответствующей настоящему изобретению, пленку 5 образуют на низкотемпературной части 27 гильзы, чтобы уменьшить теплопроводность между блоком 11 цилиндров и низкотемпературной частью 27 гильзы. Это приводит к повышению температуры TW стенки цилиндра в низкотемпературной части 27 гильзы.
В двигателе 1, соответствующем настоящему изобретению, блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5, обладающую высокими теплоизолирующими свойствами. Это приводит к уменьшению теплопроводности между блоком 11 цилиндров и низкотемпературной частью 27 гильзы. Соответственно, увеличивается температура TW стенки цилиндра в низкотемпературной части 27 гильзы. В результате минимальная температура TWL стенки цилиндра становится минимальной температурой TWL2 стенки цилиндра, которая выше минимальной температуры TWL1 стенки цилиндра. По мере увеличения температуры TW стенки цилиндра вязкость моторного масла снижается, что уменьшает трение поршня. Соответственно, увеличивается степень сжигания топлива.
Температурная граница 28, являющаяся границей между высокотемпературной частью 26 гильзы и низкотемпературной частью 27 гильзы, может быть получена на основе температуры TW стенки цилиндра для эталонного двигателя. С другой стороны обнаружено, что во многих случаях длина низкотемпературной части 27 гильзы (расстояние от нижнего торца 24 гильзы до температурной границы 28) составляет от двух третей до трех четвертей общей длины гильзы 2 цилиндра (расстояние от верхнего торца 23 гильзы до ее нижнего торца 24). Таким образом, при определении расположения пленки 5 от двух третей до трех четвертей общей длины гильзы от ее нижнего торца 24 можно считать низкотемпературной частью 27 гильзы без точного определения температурной границы 28.
Далее со ссылкой на Фиг.7А и 7В будет описано задание толщины ТР пленки. Фиг.7А представляет собой продольное сечение гильзы 2 цилиндра в осевом направлении. На Фиг.7В показан график изменения толщины ТР пленки на гильзе 2 цилиндра в осевом направлении.
Толщина ТР пленки на гильзе 2 цилиндра определяется следующим образом.
(А) Толщину ТР пленки задают таким образом, чтобы она постепенно повышалась от температурной границы 28 к нижнему торцу 24 гильзы. То есть толщина ТР пленки задается равной нулю на температурной границе 28 и равной максимальному значению на нижнем торце 24 гильзы (максимальная толщина TPmax).
(Б) Толщина ТР пленки задается равной или меньше 0,5 мм. В представленном варианте реализации настоящего изобретения пленку 5 образуют таким образом, чтобы среднее значение ее толщины ТР, измеренное во множестве точек низкотемпературной части 27 гильзы, было меньше или равно 0,5 мм. Однако пленка 5 может быть образована таким образом, чтобы ее толщина ТР была меньше или равна 0,5 мм во всей низкотемпературной части 27 гильзы.
Фиг.8 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 гильзы таким образом, чтобы пространственные области 34 сужения не заполнялись. То есть пленку 5 создают таким образом, чтобы при выполнении литья с закладными элементами, которыми являются гильзы 2 цилиндра, литейный материал заполнял пространственные области 34 сужения. Если эти области 34 заполнены пленкой 5, они не будут заполняться литейным материалом. Поэтому в низкотемпературной части 27 гильзы не будет обеспечиваться "якорный" эффект закрепления выступов 3.
Далее со ссылкой на Фиг.9 и 10 будет описан принцип соединения блока 11 цилиндров и гильзы 2 цилиндра. Фиг.9 и 10 представляют собой сечения блока 11 цилиндров вдоль оси цилиндра 13.
В частности, Фиг.9 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 состоит из оксида алюминия, который имеет теплопроводность ниже, чем у блока 11 цилиндров, то блок 11 цилиндров и пленка 5 механически соединены друг с другом с обеспечением низкой теплопроводности.
В двигателе 1 благодаря такому контакту блока 11 цилиндров и низкотемпературной части 27 гильзы достигаются следующие преимущества.
(А) Так как пленка 5 уменьшает теплопроводность между блоком 11 цилиндров и низкотемпературной частью 27 гильзы, температура TW стенки цилиндра в низкотемпературной части 27 гильзы увеличивается.
(Б) Так как выступы 3 обеспечивают прочность соединения между блоком 11 цилиндров и низкотемпературной частью 27 гильзы, предотвращается отставание низкотемпературной части 27 гильзы от блока 11 цилиндров.
Фиг.10 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZB, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и высокотемпературной части 26 гильзы.
В двигателе 1 блок 11 цилиндров соединен с высокотемпературной частью 26 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Поэтому достаточная прочность соединения между блоком 11 цилиндров и высокотемпературной частью 26 гильзы обеспечивается за счет якорного эффекта закрепления выступов 3. Кроме того, обеспечивается достаточная теплопроводность между блоком 11 цилиндров и высокотемпературной частью 26 гильзы.
Далее со ссылкой на Таблицу 1 будет описано создание выступов 3 на гильзе 2 цилиндра.
В качестве параметров выступа 3 задаются первое отношение SA площадей, второе отношение SB площадей, стандартная площадь SD поперечного сечения, стандартная плотность NP размещения выступов и стандартная высота HP выступов.
Далее будут описаны высота Н измерения, первая эталонная плоскость РА и вторая эталонная плоскость РВ, которые являются основными величинами для указанных выше параметров выступа 3.
Высота Н измерения представляет собой расстояние от ближнего конца выступа 3 в осевом направлении этого выступа. На ближнем конце выступа 3 высота Н измерения равна нулю. На верхней поверхности 32А выступа 3 высота Н измерения имеет максимальное значение.
Первая эталонная плоскость РА представляет собой плоскость, которая проходит в радиальном направлении выступа 3 на высоте измерения 0,4 мм.
Вторая эталонная плоскость РВ представляет собой плоскость, которая проходит в радиальном направлении выступа 3 на высоте измерения 0,2 мм.
Далее будут описаны параметры выступа 3.
[A] Первое отношение SA площадей представляет собой площадь SR сечения выступов 3 в радиальном направлении на уровне первой эталонной плоскости РА в процентах. Если говорить более конкретно, первое отношение SA площадей представляет собой отношение площади, полученной при суммировании площади областей, ограниченных изолинией на высоте 0,4 мм, к площади контурной диаграммы в целом для внешней периферийной поверхности 22 гильзы.
[Б] Второе отношение SB площадей представляет собой площадь SR сечения выступов 3 в радиальном направлении на уровне второй эталонной плоскости РВ в процентах. Если говорить более конкретно, второе отношение SB площадей представляет собой отношение площади, полученной при суммировании площади областей, ограниченных изолинией на высоте 0,2 мм, к площади контурной диаграммы в целом для внешней периферийной поверхности 22 гильзы.
[В] Стандартная площадь SD поперечного сечения представляет собой площадь SR сечения в радиальном направлении, являющуюся площадью одного выступа 3 в первой эталонной плоскости РА. То есть, стандартная площадь SD поперечного сечения представляет собой площадь каждой области, ограниченной изолинией на высоте 0,4 мм, на контурной диаграмме внешней периферийной поверхности 22 гильзы.
[Г] Стандартная плотность NP размещения выступов представляет собой число выступов 3 на единицу площади внешней периферийной поверхности 22 гильзы.
[Д] Стандартная высота НР выступов представляет собой высоту Н каждого выступа 3.
В представленном варианте реализации настоящего изобретения параметры с [A] по [Д] задаются таким образом, чтобы они находились в пределах выбираемых диапазонов, указанных в Таблице 1, в результате чего усиливается влияние выступов 3 на прочность соединения гильзы с блоком цилиндров и увеличивается степень заполнения литейным материалом пространства между выступами 3. В дополнение к этому в представленном варианте реализации настоящего изобретения выступы 3 на гильзе 2 цилиндра выполнены таким образом, чтобы быть обособленными друг от друга в первой эталонной плоскости РА. Другими словами, поперечное сечение каждого выступа 3 плоскостью, проходящей через изолинию, расположенную на высоте 0,4 мм от ближнего конца выступа, обособлено (не имеет общих точек) от поперечных сечений других выступов в той же плоскости. Это дополнительно увеличивает степень заполнения.
Далее, со ссылкой на Фиг.11 и 12, а также Таблицу 2 будет описан способ производства гильзы 2 цилиндра.
В представленном варианте реализации настоящего изобретения гильзу 2 цилиндра изготавливают при помощи центробежного литья. Чтобы указанные выше параметры выступов 3 попадали в выбранные диапазоны, приведенные в Таблице 1, приведенные ниже параметры [A]-[Е] центробежного литья должны задаваться в диапазонах, указанных в Таблице 2.
[A] Процентное содержание огнеупорного материала 61А в суспензии 61.
[Б] Процентное содержание связки 61В в суспензии 61.
[В] Процентное содержание воды 61С в суспензии 61.
[Г] Средний размер частиц огнеупорного материала 61А.
[Д] Процентное содержание добавленного поверхностно-активного вещества 62 в суспензии 61.
[Е] Толщина слоя формовочной краски 63 (слой 64 формовочной краски).
Изготовление гильзы 2 цилиндра выполняют в соответствии с технологическим процессом, проиллюстрированным на Фиг.11А-11F.
[Этап А] Огнеупорный материал 61А, связку 61В и воду 61С смешивают, чтобы приготовить суспензию 61, как показано на Фиг.11А. На этом этапе процентные содержания огнеупорного материала 61А, связки 61В и воды 61С, а также средний размер частиц огнеупорного материала 61А задают таким образом, чтобы они находились в пределах выбранных диапазонов, указанных в Таблице 2.
[Этап В] В суспензию 61 добавляют заранее определенное количество поверхностно-активного вещества 62, чтобы получить формовочную краску 63, как показано на Фиг.11В. На этом этапе процентное содержание добавляемого поверхностно-активного вещества 62 суспензии 61 задают таким образом, чтобы оно попадало в пределы выбранного диапазона, указанного в Таблице 2.
[Этап С] После нагревания внутренней периферийной поверхности вращающейся формы 65 до заранее определенной температуры на эту поверхность (внутреннюю периферийную поверхность 65А формы) путем напыления наносят формовочную краску 63, как показано на Фиг.11С. При этом эту формовочную краску 63 наносят таким образом, чтобы ее слой (слой 64 формовочной краски) на всей внутренней периферийной поверхности 65А формы получался по существу одинаковой толщины. На этом этапе толщину слоя 64 формовочной краски задают таким образом, чтобы она попадала в выбранный диапазон, указанный в Таблице 2.
После выполнения Этапа C в слое 64 формовочной краски на форме 65 создают отверстия зауженной формы. Далее со ссылкой на Фиг.12А-12С будет описано создание отверстий зауженной формы.
На внутренней периферийной поверхности 65А формы 65 создают слой 64 формовочной краски с множеством пузырьков 64А, как показано на Фиг.12А.
Поверхностно-активное вещество 62 воздействует на пузырьки 64А с образованием углублений 64В на внутренней периферийной поверхности слоя 64 формовочной краски, как показано на Фиг.12В.
Дно углубления 64В достигает внутренней периферийной поверхности 65А формы, в результате чего в слое 64 формовочной краски возникает отверстие 64С зауженной формы, как показано на Фиг.12С.
[Этап D] После высыхания слоя 64 формовочной краски в форму 65, которая вращается, заливают расплавленный литейный чугун 66, как показано на Фиг.11D. Расплавленный литейный чугун 66 затекает в отверстие 64С зауженной формы, имеющееся в слое 64 формовочной краски. В результате на отлитой гильзе 2 цилиндра возникают выступы 3 зауженной формы.
[Этап Е] После затвердевания расплавленного литейного чугуна 66 и получения гильзы 2 цилиндра гильзу 2 цилиндра вынимают из формы 65 со слоем 64 формовочной краски, как показано на Фиг.11Е.
[Этап F] Используя устройство 67 струйной очистки, с внешней периферийной поверхности гильзы 2 цилиндра удаляют слой 64 формовочной краски (формовочную краску 63), как показано на Фиг.11F.
Далее со ссылкой на Фиг.13А и 13В будет описан способ измерения параметров выступов 3 с использованием трехмерного лазера. Стандартная высота НР выступа измеряется другим способом.
Каждый из параметров выступов 3 может быть измерен следующим образом.
1) Из гильзы 2 цилиндра изготавливают испытательный образец 71 для измерения параметров выступов 3.
2) В устройстве 81 бесконтактного измерения с помощью трехмерного лазера испытательный образец 71 устанавливают на испытательный стенд 83 таким образом, чтобы осевое направление выступов 3 было по существу параллельно направлению облучения лазерным излучением 82 (см. Фиг.13А).
3) Испытательный образец 71 облучают лазерным излучением 82 от устройства 81 без контактного измерения с помощью трехмерного лазера (см. Фиг.13В).
4) Результаты измерения, проведенного при помощи упомянутого устройства 81, вводят в устройство 84 обработки изображения.
5) На основе обработки изображения, выполненной устройством 84 обработки изображения, получают контурную диаграмму 85 (см. Фиг.14) для внешней периферийной поверхности 22 гильзы. На основе этой контурной диаграммы 85 вычисляют параметры выступов 3.
Далее, со ссылкой на Фиг.14 и 15 будет рассмотрена контурная диаграмма 85. Фиг.14 представляет собой один из примеров схемы расположения изолиний для части гильзы цилиндра. На Фиг.15 показана взаимосвязь между высотой Н измерения и положением изолиний HL. Контурная диаграмма 85 на Фиг.14 получена для внешней периферийной поверхности 22 гильзы, имеющей выступ 3, отличающийся от выступа 3, показанного на Фиг.15.
На контурной диаграмме 85 изолинии HL показаны с заранее определенным интервалом, равным высоте Н измерения.
Например, если на контурной диаграмме изолинии HL показываются с интервалом 0,2 мм для высот измерения от 0 мм до 1,0 мм, то имеются изолинии HL0 для высоты измерения 0 мм, изолинии HL2 для высоты измерения 0,2 мм, изолинии HL4 для высоты измерения 0,4 мм, изолинии HL6 для высоты измерения 0,6 мм, изолинии HL8 для высоты измерения 0,8 мм и изолинии HL10 для высоты измерения 1,0 мм.
Изолинии HL4 лежат в первой эталонной плоскости РА. Изолинии HL2 лежат во второй эталонной плоскости РВ. Хотя на Фиг.14 приведена диаграмма, на которой изолинии HL показаны с интервалом 0,2 мм, при необходимости расстояние между изолиниями HL может быть изменено.
Далее со ссылкой на Фиг.16 и 17 будут описаны первая область RA и вторая область RB на контурной диаграмме 85. Фиг.16 представляет собой часть первой контурной диаграммы 85А, на которой изолинии HL4 для высоты измерения 0,4 мм контурной диаграммы 85 показаны сплошной линией, а другие изолинии HL контурной диаграммы 85 показаны пунктирной линией. Фиг.17 представляет собой часть второй контурной диаграммы 85В, на которой изолинии HL2 для высоты измерения 0,2 мм контурной диаграммы 85 показаны сплошной линией, а другие изолинии HL контурной диаграммы 85 показаны пунктирной линией.
В представленном варианте реализации настоящего изобретения каждая из областей, ограниченных изолинией HL4 на контурной диаграмме 85, определена как первая область RA. То есть каждой первой области RA соответствует заштрихованная область на первой контурной диаграмме 85А. Каждая из областей, ограниченных изолинией HL2 на контурной диаграмме 85, определена как вторая область RB. То есть каждой второй области RB соответствует заштрихованная область на второй контурной диаграмме 85В.
Для гильзы 2 цилиндра, соответствующей настоящему изобретению, параметры выступов 3 на основе контурной диаграммы 85 вычисляются следующим образом.
[A] Первое отношение SA площадей.
Первое отношение SA площадей вычисляется как отношение суммарной площади первых областей RA к площади всей контурной диаграммы 85. То есть первое отношение SA площадей вычисляется по следующей формуле:
SA = SRA/ST × 100 [%]
В приведенной выше формуле ST представляет собой площадь всей контурной диаграммы 85. SRA представляет собой суммарную площадь первых областей RA на контурной диаграмме 85. Например, если в качестве модели используется Фиг.16, на которой показана часть первой контурной диаграммы 85А, то площади ST соответствует площадь прямоугольной зоны, заключенной в рамку, а площади SRA соответствует площадь заштрихованной зоны. При вычислении первого отношения SA площадей предполагается, что контурная диаграмма 85 включает только внешнюю периферийную поверхность 22 гильзы.
[Б] Второе отношение SB площадей.
Второе отношение SB площадей вычисляется как отношение суммарной площади вторых областей RB к площади всей контурной диаграммы 85. То есть второе отношение SB площадей вычисляется по следующей формуле:
SB = SRB/ST × 100 [%]
В приведенной выше формуле ST представляет собой площадь всей контурной диаграммы 85. SRB представляет собой суммарную площадь вторых областей RB на контурной диаграмме 85. Например, если в качестве модели используется Фиг.17, на которой показана часть второй контурной диаграммы 85В, то площади ST соответствует площадь прямоугольной зоны, заключенной в рамку, а площади SRB соответствует площадь заштрихованной зоны. При вычислении второго отношения SB площадей предполагается, что контурная диаграмма 85 включает только внешнюю периферийную поверхность 22 гильзы.
[В] Стандартная площадь SD поперечного сечения
Стандартная площадь SD поперечного сечения может быть вычислена как площадь каждой из первых областей RA на контурной диаграмме 85. Например, если в качестве модели используется Фиг.16, на которой показана часть первой контурной диаграммы 85А, то стандартной площади SD поперечного сечения соответствует площадь заштрихованной зоны.
[Г] Стандартная плотность NP размещения выступов
Стандартная плотность NP размещения выступов может быть вычислена как число выступов 3 на единицу площади контурной диаграммы 85 (в этом примере - 1 см2).
[Д] Стандартная высота HP выступа
Стандартная высота HP выступа представляет собой высоту каждого выступа 3. Высота каждого выступа 3 может быть средним значением высот выступов 3, находящихся в разных местах. Высота каждого выступа 3 может быть измерена при помощи такого измерительного устройства, как индикаторный глубиномер.
С использованием первых областей RA контурной диаграммы 85 можно определить, являются ли обособленными выступы 3 в первой эталонной плоскости PA. То есть, если каждая из первых областей RA не имеет общих точек с другими такими областями RA, это подтверждает, что выступы 3 в первой эталонной плоскости РА обособлены. Другими словами, это подтверждает, что поперечное сечение каждого выступа плоскостью, проходящей через изолинию, расположенную на высоте 0,4 мм от ближнего конца этого выступа, не имеет общих точек с поперечными сечениями других выступов той же плоскостью.
Далее со ссылкой на Фиг.18А-18С будет рассмотрен один из примеров оценки прочности соединения между блоком 11 цилиндров и гильзой 2 цилиндра.
Оценка прочности соединения для низкотемпературной части 27 гильзы может выполняться в соответствии с процессом, состоящим из следующих этапов [1]-[5].
[1] С помощью литья под давлением были изготовлены блоки 72 с одним цилиндром, каждый из которых содержит гильзу 2 цилиндра (см. Фиг.18А).
[2] Из блоков 72 с одним цилиндром были изготовлены испытательные образцы 74 для оценки прочности. Каждый из испытательных образцов 74 для оценки прочности представлял собой фрагмент низкотемпературной части 27 гильзы 2 цилиндра (фрагмент 74А гильзы и пленка 5) и алюминиевый фрагмент цилиндра 73 (алюминиевый фрагмент 74В).
[3] Захваты 86 машины для испытания на растяжение были прикреплены к испытательному образцу 74 для оценки прочности, который содержал фрагмент 74А гильзы и алюминиевый фрагмент 74В (см. Фиг.18В).
[4] После того как один из захватов 86 был установлен в зажиме 87, к испытательному образцу 74 для оценки прочности было приложено растягивающее усилие при помощи другого захвата 86, в результате чего происходило разъединение фрагмента 74А и алюминиевого фрагмента 74В в направлении стрелки С, являющемся радиальным направлением цилиндра (см. Фиг.18С).
[5] При испытании на растяжение в качестве прочности соединения гильзы с блоком цилиндров определялась величина нагрузки на единицу площади, при которой происходило разъединение фрагмента 74А гильзы и алюминиевого фрагмента 74В. В соответствии с процессом, состоящим из описанных выше этапов [1]-[5], можно также выполнить оценку прочности соединения для высокотемпературной части 26 гильзы 2 цилиндра.
В соответствии с рассмотренным выше способом оценки измерялась прочность соединения между блоком 11 цилиндров и гильзой 2 цилиндра двигателя 1, соответствующего представленному варианту реализации настоящего изобретения. Было подтверждено, что прочность соединения для двигателя 1 была значительно выше, чем для эталонного двигателя.
Гильза 2 цилиндра, соответствующая представленному варианту реализации настоящего изобретения, обеспечивает следующие преимущества.
1) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы образована пленка 5. Это увеличивает температуру TW стенки цилиндра в низкотемпературной части 27 гильзы в двигателе 1 и, таким образом, снижает вязкость моторного масла. Соответственно, повышается степень сжигания топлива.
2) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, на внешней периферийной поверхности 22 гильзы выполнены выступы 3. Это позволяет соединять друг с другом блок 11 цилиндров и гильзу 2 цилиндра с возникновением сцепления между блоком 11 цилиндров и выступами 3. Обеспечивается достаточная прочность соединения между блоком 11 цилиндров и гильзой 2 цилиндра. Увеличение прочности соединения препятствует деформации отверстия 15 цилиндра.
3) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленку 5 образуют таким образом, что ее толщина ТР меньше или равна 0,5 мм. Это препятствует снижению прочности соединения между блоком 11 цилиндров и низкотемпературной частью 27 гильзы. Если толщина ТР пленки превышает 5 мм, то якорный эффект закрепления выступов 3 будет уменьшаться, приводя к значительному уменьшению прочности соединения между блоком 11 цилиндров и низкотемпературной частью 27 гильзы.
4) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, выступы 3 выполнены таким образом, что стандартная плотность NP размещения выступов находится в диапазоне от 5 шт./см2 до 60 шт./см2. Это дополнительно повышает прочность соединения гильзы. Кроме того, увеличивается степень заполнения литейным материалом пространств между выступами 3.
Если стандартная плотность NP размещения выступов выходит за пределы выбранного диапазона, могут возникнуть следующие проблемы. Если стандартная плотность NP размещения выступов меньше 5 шт./см2, число выступов 3 будет недостаточно. Это приведет к уменьшению прочности соединения гильзы. Если стандартная плотность NP размещения выступов больше 60 шт./см2, то узкие пространства между выступами 3 приведут к уменьшению степени заполнения литейным материалом этих пространств.
5) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, выступы 3 выполняют таким образом, что стандартная высота выступов находится в диапазоне от 0,5 до 1,0 мм. Это увеличивает прочность соединения гильзы и точность получения внешнего диаметра гильзы 2 цилиндра.
Если стандартная высота НР выступов выходит за пределы выбранного диапазона, то могут возникнуть следующие проблемы. Если стандартная высота НР выступов меньше 0,5 мм, то высота выступов 3 будет недостаточна. Это приведет к уменьшению прочности соединения гильзы. Если стандартная высота НР выступов больше 1,0 мм, то выступы 3 будет легко разрушить. Это также приведет к уменьшению прочности соединения гильзы. Кроме того, из-за неравномерности высот выступов 3 уменьшается точность получения внешнего диаметра.
6) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, выступы 3 выполнены таким образом, чтобы первое отношение SA площадей находилось в диапазоне от 10 до 50%. Это обеспечивает достаточную прочность соединения гильзы. Кроме того, увеличивается степень заполнения литейным материалом пространств между выступами 3.
Если первое отношение SA площадей выходит за пределы выбранного диапазона, будут возникать следующие проблемы. Если первое отношение SA площадей меньше 10%, прочность соединения гильзы будет существенно уменьшаться по сравнению со случаем, когда первое отношение SA площадей больше или равно 10%. Если первое отношение SA площадей больше 50%, второе отношение SB площадей превысит верхнее предельное значение (55%). В результате степень заполнения литейным материалом пространств между выступами 3 будет существенно уменьшаться.
7) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, выступы 3 выполнены таким образом, чтобы второе отношение SB площадей находилось в диапазоне от 20 до 55%. Это увеличивает степень заполнения литейным материалом пространств между выступами 3. Кроме того, обеспечивается достаточная прочность соединения гильзы.
Если второе отношение SB площадей выходит за пределы выбранного диапазона, то будут возникать следующие проблемы. Если второе отношение SB площадей меньше 20%, то первое отношение SA площадей уменьшится до уровня ниже нижнего предельного значения (10%). В результате прочность соединения гильзы существенно уменьшится. Если второе отношение SB площадей больше 55%, то степень заполнения литейным материалом пространств между выступами 3 будет существенно уменьшаться по сравнению со случаем, когда второе отношение SB площадей меньше или равно 55%.
8) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, выступы 3 выполнены таким образом, чтобы стандартная площадь SD поперечного сечения находилась в диапазоне от 0,2 до 3,0 мм2. В результате чего при производстве гильз 2 цилиндров предотвращается повреждение выступов 3. Кроме того, увеличивается степень заполнения литейным материалом пространств между выступами 3.
Если стандартная площадь SD поперечного сечения выходит за пределы выбранного диапазона, то будут возникать следующие проблемы. Если стандартная площадь SD поперечного сечения меньше 0,2 мм2, то прочность выступов 3 будет недостаточной, и они будут легко повреждаться во время изготовления гильзы 2 цилиндра. Если стандартная площадь SD поперечного сечения больше 3,0 мм2, то узкие пространства между выступами 3 уменьшат степень заполнения литейным материалом этих пространств.
9) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, выступы 3 (первые области RA) выполнены таким образом, что они обособлены друг от друга в первой эталонной плоскости РА. Другими словами, сечение каждого выступа 3 плоскостью, содержащей изолинию, расположенную на высоте 0,4 мм от ближнего конца выступа, не имеет общих точек с сечениями других выступов 3 той же плоскостью. Это увеличивает степень заполнения литейным материалом пространств между выступами 3. Если выступы 3 (первые области RA) не являются обособленными друг от друга в первой эталонной плоскости РА, то узкие пространства между выступами 3 уменьшат степень заполнения литейным материалом этих пространств.
10) В двигателе увеличение температуры TW стенки цилиндра приведет к тепловому расширению отверстий цилиндров. Так как температура TW стенки цилиндра изменяется в осевом направлении цилиндра, то степень деформации отверстий цилиндров в результате теплового расширения изменяется в осевом направлении. Такое изменение степени деформации отверстий цилиндров увеличивает трение поршня, что уменьшает степень сжигания топлива.
В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленку 5 не создают на внешней периферийной поверхности 22 высокотемпературной части 26 гильзы при том, что эта пленка создана на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы.
Соответственно, температура TW стенки цилиндра в низкотемпературной части 27 гильзы в двигателе 1 (пунктирная линия на Фиг.6В) превышает температуру TW стенки цилиндра в низкотемпературной части 27 гильзы в эталонном двигателе (сплошная линия на Фиг.6В). С другой стороны, температура TW стенки цилиндра в высокотемпературной части 26 гильзы в двигателе 1 (пунктирная линия на Фиг.6В) фактически та же, что и температура TW стенки цилиндра в высокотемпературной части 26 гильзы в эталонном двигателе (сплошная линия на Фиг.6В).
В результате уменьшается разница ΔTW температур в стенке цилиндра, которая является разницей между минимальной температурой TWL стенки цилиндра и максимальной температурой TWH стенки цилиндра в двигателе 1. Таким образом, уменьшается изменение деформации отверстия 15 каждого цилиндра в осевом направлении этого цилиндра. Соответственно, выравнивается степень деформации отверстия 15 каждого цилиндра. Это уменьшает трение поршня и, следовательно, повышает степень сжигания топлива.
11) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, толщину ТР пленки задают таким образом, чтобы она постепенно увеличивалась от температурной границы 28 к нижнему торцу 24 гильзы. Соответственно, при приближении к нижнему торцу 24 гильзы уменьшается теплопроводность между блоком 11 цилиндров и гильзой 2 цилиндра. Это уменьшает изменение температуры TW стенки цилиндра в осевом направлении низкотемпературной части 27 гильзы.
Рассмотренный выше первый вариант реализации настоящего изобретения может быть модифицирован, как указано ниже.
В первом варианте реализации настоящего изобретения пленку 5 создают таким образом, чтобы ее толщина ТР постепенно увеличивалась от температурной границы 28 к нижнему торцу 24 гильзы. Однако толщина ТР пленки может быть неизменной в низкотемпературной части 27 гильзы. Короче говоря, толщину ТР пленки можно изменять при необходимости в диапазоне, который не вызовет значительного отличия температуры TW стенки цилиндра от должного уровня во всей низкотемпературной части 27 гильзы.
Далее со ссылкой на Фиг.19-21 будет описан второй вариант реализации настоящего изобретения.
Второй вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая второму варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.19 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из напыленного слоя материала на основе железа (напыленный слой 52 железа). Напыленный слой 52 железа образуют путем последовательного нанесения множества тонких напыленных слоев 52А. Напыленный слой 52 железа (тонкие напыленные слои 52А) содержит ряд слоев оксидов и поры.
Фиг.20 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 состоит из напыленного слоя, содержащего ряд слоев оксидов и поры, то блок 11 цилиндров и пленка 5 механически соединены друг с другом с обеспечением низкой теплопроводности.
В двигателе 1 благодаря такому контакту блока 11 цилиндров и низкотемпературной части 27 гильзы достигаются преимущества, указанные для первого варианта реализации настоящего изобретения.
Далее со ссылкой на Фиг.21А и 21В будет описан способ создания пленки 5. В представленном варианте реализации настоящего изобретения пленку 5 образуют с помощью электродуговой металлизации. Пленка 5 может быть образована с использованием следующего процесса.
[1] Расплавленную проволоку 92 напыляют на внешнюю периферийную поверхность 22 гильзы с помощью устройства 91 электродуговой металлизации для создания тонкого напыленного слоя 52А (см. Фиг.21А).
[2] После образования одного тонкого напыленного слоя 52А на этом первом слое 52А образуют следующий тонкий напыленный слой 52А (см. Фиг.21В).
[3] Процесс [2] повторяют до тех пор, пока не будет образована пленка 5 требуемой толщины.
Согласно описанному выше способу изготовления проволока 92 плавится и превращается в частицы, поверхности которых окисляются. В результате напыленный слой 52 железа (тонкие напыленные слои 52А) содержит ряд слоев оксида. Это дополнительно увеличивает теплоизолирующие свойства пленки 5.
В представленном варианте реализации настоящего изобретения диаметр проволоки 92, используемой при электродуговой металлизации, выбирают равным или больше 0,8 мм. В результате на низкотемпературную часть 27 гильзы напыляется порошок из проволоки 92, имеющий относительно большой размер частиц, и созданный напыленный слой 52 железа содержит поры. То есть образуется пленка 5, обладающая высокими теплоизолирующими свойствами.
Если диаметр проволоки 92 меньше 0,8 мм, на низкотемпературную часть 27 гильзы напыляется порошок из проволоки 92, имеющий небольшой размер частиц. В результате по сравнению со случаем, когда диаметр проволоки равен или больше 0,8 мм, число пор в напыленном слое 52 железа значительно сокращается.
В дополнение к преимуществам 1)-11) первого варианта реализации настоящего изобретения гильза 2 цилиндра, соответствующая второму варианту реализации настоящего изобретения, обеспечивает следующее преимущество.
12) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, напыленный слой 52 железа состоит из множества тонких напыленных слоев 52А. Соответственно, в напыленном слое 52 железа возникает ряд слоев оксидов. В результате теплопроводность между блоком 11 цилиндров и низкотемпературной частью 27 гильзы дополнительно уменьшается.
Рассмотренный выше второй вариант реализации настоящего изобретения может быть модифицирован, как указано ниже.
Во втором варианте реализации настоящего изобретения при образовании пленки 5 диаметр проволоки 92 выбирают равным 0,8 мм. Однако диапазон для выбираемого диаметра проволоки 92 может задаваться следующим образом. А именно, диаметр проволоки 92 может выбираться из диапазона от 0,8 до 2,4 мм. Если диаметр проволоки 92 выбирается больше 2,4 мм, то частицы порошка из проволоки 92 будут большого размера. Следовательно, можно предположить, что прочность напыленного слоя 52 железа будет значительно уменьшаться.
Далее со ссылкой на Фиг.22 и 23 будет описан третий вариант реализации настоящего изобретения.
Третий вариант реализации настоящего изобретения осуществлен путем изменения условий создания пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая третьему варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.22 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из первого напыленного слоя 53А, образованного на поверхности гильзы 2 цилиндра, и второго напыленного слоя 53В, образованного на поверхности первого напыленного слоя 53А.
Первый напыленный слой 53А изготовлен из керамического материала (оксид алюминия или диоксид циркония). В качестве материала для первого напыленного слоя 53А можно использовать материал, который уменьшает теплопроводность между блоком 11 цилиндров и низкотемпературной частью 27 гильзы.
Второй напыленный слой 53В изготовлен из алюминиевого сплава (сплав Al-Si или сплав Al-Cu). В качестве материала для второго напыленного слоя 53В можно использовать материал, который обеспечивает высокую прочность соединения с блоком 11 цилиндров.
Фиг.23 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 изготовлена из керамического материала, который имеет более низкую теплопроводность, чем у блока 11 цилиндров, то механический контакт между блоком 11 цилиндров и пленкой 5 обеспечивает низкую теплопроводность.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
Так как пленка 5 содержит второй напыленный слой 53В, обладающий высоким сцеплением с блоком 11 цилиндров, прочность соединения между пленкой 5 и блоком 11 цилиндров увеличивается по сравнению со случаем, когда пленка 5 состоит только из первого напыленного слоя 53А.
В представленном варианте реализации настоящего изобретения пленку 5 образуют с помощью плазменного напыления. Пленка 5 может быть образована с использованием следующего процесса.
[1] Создают первый напыленный слой 53А на низкотемпературной части 27 гильзы с использованием устройства плазменного напыления.
[2] Создают второй напыленный слой 53В с использованием устройства плазменного напыления после создания первого напыленного слоя 53А.
В дополнение к преимуществам 1)-11) первого варианта реализации настоящего изобретения гильза 2 цилиндра, соответствующая третьему варианту реализации настоящего изобретения, обеспечивает следующее преимущество.
13) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленка 5 состоит из первого напыленного слоя 53А и второго напыленного слоя 53В. Таким образом, в дополнение к обеспечению теплоизолирующих свойств пленки 5 при помощи первого напыленного слоя 53А второй напыленный слой 53В улучшает соединение между блоком 11 цилиндров и пленкой 5.
Далее со ссылкой на Фиг.24 и 25 будет описан четвертый вариант реализации настоящего изобретения.
Четвертый вариант реализации настоящего изобретения осуществлен путем изменения условий создания пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая четвертому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.24 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 54 оксида.
Фиг.25 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 состоит из оксидов, механический контакт между блоком 11 цилиндров и пленкой 5 обеспечивает низкую теплопроводность.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
В представленном варианте реализации настоящего изобретения пленку 5 образуют с помощью нагрева токами высокой частоты. Пленка 5 может быть образована с использованием следующего процесса.
[1] Низкотемпературную часть 27 гильзы нагревают с использованием устройства нагрева токами высокой частоты.
[2] Нагрев продолжают до тех пор, пока на внешней периферийной поверхности 22 гильзы не образуется слой 54 оксида с заданной толщиной.
Согласно этому способу при нагреве низкотемпературной части 27 плавится дальний конец 32 каждого выступа 3. В результате на дальнем конце 32 слой 54 оксида толще, чем в других областях. Соответственно, улучшаются теплоизолирующие свойства в зоне дальнего конца 32 выступа 3. Кроме того, пленку 5 образуют таким образом, чтобы она имела достаточную толщину в зоне сужения 33 каждого выступа 3. В результате дополнительно улучшаются теплоизолирующие свойства в этой зоне.
В дополнение к преимуществам 1)-11) первого варианта реализации настоящего изобретения гильза 2 цилиндра, соответствующая четвертому варианту реализации настоящего изобретения, обеспечивает следующее преимущество.
14) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленку 5 образуют с помощью нагрева гильзы 2 цилиндра. Это повышает теплоизолирующие свойства в зоне сужения 33. Кроме того, так как для создания пленки 5 не требуется дополнительного материала, снижаются трудозатраты и расходы при контроле качества материала.
Далее со ссылкой на Фиг.26 и 27 будет описан пятый вариант реализации настоящего изобретения.
Пятый вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая пятому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.26 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 55 смазки для форм, который представляет собой слой такой смазки для литья под давлением.
При создании слоя 55 смазки для форм можно использовать, например, следующие вещества.
[1] Смазку для форм получают путем смешивания вермикулита, "Хитазола" и жидкого стекла.
[2] Смазку для форм получают путем смешивания жидкого материала, основным компонентом которого является кремний, и жидкого стекла.
Фиг.27 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 изготовлена из смазки для форм, которая обладает низким сцеплением с блоком 11 цилиндров, то при контакте блока 11 цилиндров и пленки 5 остаются зазоры 5Н. При изготовлении блока 11 цилиндров литейный материал затвердевает, если на некоторых участках между ним и слоем 55 смазки для форм не возникает достаточного сцепления. Соответственно, между блоком 11 цилиндров и слоем 55 смазки для форм возникают зазоры 5Н.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
В дополнение к преимуществам 1)-11) первого варианта реализации настоящего изобретения гильза 2 цилиндра, соответствующая пятому варианту реализации настоящего изобретения, обеспечивает следующее преимущество.
15) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленку 5 образуют с использованием смазки для форм, применяемой при литье под давлением. Поэтому при образовании этой пленки может использоваться та же смазка для литья под давлением, что и при изготовлении блока 11 цилиндров, либо может применяться для получения этой смазки тот же материал. В результате уменьшается число технологических операций и расходы.
Далее со ссылкой на Фиг.26 и 27 будет описан шестой вариант реализации настоящего изобретения.
Шестой вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая шестому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.26 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 56 формовочной краски, который предназначен для формы, используемой при центробежном литье.
При создании слоя 56 формовочной краски могут использоваться, например, следующие виды формовочной краски.
[1] Формовочная краска, содержащая в качестве основного компонента диатомовую землю.
[2] Формовочная краска, содержащая в качестве основного компонента графит.
Фиг.27 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 изготовлена из формовочной краски, которая обладает низким сцеплением с блоком 11 цилиндров, то при контакте блока 11 цилиндров и пленки 5 остаются зазоры 5Н. При изготовлении блока 11 цилиндров литейный материал затвердевает, если на некоторых участках между ним и слоем 56 формовочной краски не возникает достаточного сцепления. Соответственно, между блоком 11 цилиндров и слоем 56 формовочной краски возникают зазоры 5Н.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
В дополнение к преимуществам 1)-11) первого варианта реализации настоящего изобретения гильза 2 цилиндра, соответствующая шестому варианту реализации настоящего изобретения, обеспечивает следующее преимущество.
16) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленку 5 образуют с использованием формовочной краски, применяемой при центробежном литье. Поэтому при образовании этой пленки может использоваться та же краска для центробежного литья, что и при изготовлении блока 11 цилиндров, либо может применяться для получения этой краски тот же материал. В результате уменьшается число технологических операций и расходы.
Далее со ссылкой на Фиг.26 и 27 будет описан седьмой вариант реализации настоящего изобретения.
Седьмой вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая седьмому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.26 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 57 вещества с низкими адгезионными свойствами. Под таким веществом подразумевается жидкий материал, приготовленный с использованием компонента, обеспечивающего низкое сцепление с блоком 11 цилиндров.
При создании слоя 57 вещества с низкими адгезионными свойствами могут использоваться, например, следующие вещества.
[1] Вещества с низкими адгезионными свойствами, получаемые при смешивании графита, жидкого стекла и воды.
[2] Вещество с низкими адгезионными свойствами, получаемое при смешивании нитрида бора и жидкого стекла.
Фиг.27 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 изготовлена из вещества с низкими адгезионными свойствами, которое обладает низким сцеплением с блоком 11 цилиндров, то при контакте блока 11 цилиндров и пленки 5 остаются зазоры 5Н. При изготовлении блока 11 цилиндров литейный материал затвердевает, когда на некоторых участках между ним и слоем 57 вещества с низкими адгезионными свойствами не возникает достаточного сцепления. Соответственно, между блоком 11 цилиндров и слоем 57 вещества с низкими адгезионными свойствами возникают зазоры 5Н.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
В представленном варианте реализации настоящего изобретения пленку 5 образуют путем нанесения и сушки вещества с низкими адгезионными свойствами. Пленка 5 может быть образована с использованием следующего процесса.
[1] Гильзу 2 цилиндра помещают на заранее определенный период времени для предварительного подогрева в печь, которая нагревает гильзу до заранее определенной температуры.
[2] Гильзу 2 цилиндра погружают в емкость, содержащую жидкое вещество с низкими адгезионными свойствами, для нанесения этого вещества на внешнюю периферийную поверхность 22 гильзы.
[3] После выполнения этапа [2] гильзу 2 цилиндра помещают в печь, используемую на этапе [1], для просушки вещества с низкими адгезионными свойствами.
[4] Этапы [1]-[3] повторяют до тех пор, пока слой 57 вещества с низкими адгезионными свойствами, образующийся в результате просушки, не достигнет заданной толщины.
Гильза 2 цилиндра, соответствующая седьмому варианту реализации настоящего изобретения, обеспечивает преимущества, аналогичные преимуществам 1)-11) для первого варианта реализации настоящего изобретения.
Рассмотренный выше седьмой вариант реализации настоящего изобретения может быть модифицирован, как указано ниже.
В качестве вещества с низкими адгезионными свойствами могут использоваться следующие вещества.
а) Вещество с низкими адгезионными свойствами, получаемое путем смешивания графита и органического растворителя.
b) Вещество с низкими адгезионными свойствами, получаемое путем смешивания графита и воды.
с) Вещество с низкими адгезионными свойствами, содержащее в качестве основных компонентов нитрид бора и неорганическую связку, или вещество с низкими адгезионными свойствами, содержащее в качестве основных компонентов нитрид бора и органическую связку.
Далее со ссылкой на Фиг.26 и 27 будет описан восьмой вариант реализации настоящего изобретения.
Восьмой вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая восьмому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.26 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 58 металлизированной краски.
Фиг.27 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 изготовлена из металлизированной краски, которая обладает низким сцеплением с блоком 11 цилиндров, то при контакте блока 11 цилиндров и пленки 5 остаются зазоры 5Н. При изготовлении блока 11 цилиндров литейный материал затвердевает, когда на некоторых участках между ним и слоем 58 металлизированной краски не возникает достаточного сцепления. Соответственно, между блоком 11 цилиндров и слоем 58 металлизированной краски возникают зазоры 5Н.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
Гильза 2 цилиндра, соответствующая восьмому варианту реализации настоящего изобретения, обеспечивает преимущества, аналогичные преимуществам 1)-11) для первого варианта реализации настоящего изобретения.
Далее со ссылкой на Фиг.26 и 27 будет описан девятый вариант реализации настоящего изобретения.
Девятый вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая девятому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.26 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 59 высокотемпературного полимера.
Фиг.27 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 изготовлена из высокотемпературного полимера, который обладает низким сцеплением с блоком 11 цилиндров, то при контакте блока 11 цилиндров и пленки 5 остаются зазоры 5Н. При изготовлении блока 11 цилиндров литейный материал затвердевает, когда на некоторых участках между ним и слоем 59 высокотемпературного полимера не возникает достаточного сцепления. Соответственно, между блоком 11 цилиндров и слоем 59 высокотемпературного полимера возникают зазоры 5Н.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
Гильза 2 цилиндра, соответствующая девятому варианту реализации настоящего изобретения, обеспечивает преимущества, аналогичные преимуществам 1)-11) для первого варианта реализации настоящего изобретения.
Далее, со ссылкой на Фиг.26 и 27 будет описан десятый вариант реализации настоящего изобретения.
Десятый вариант реализации настоящего изобретения осуществлен путем изменения условий образования пленки 5 в гильзе 2 цилиндра в соответствии с первым вариантом реализации настоящего изобретения следующим образом. Гильза 2 цилиндра, соответствующая десятому варианту реализации настоящего изобретения, аналогична гильзе, соответствующей первому варианту реализации настоящего изобретения, за исключением следующего.
Фиг.26 представляет собой вид в увеличенном масштабе ограниченной окружностью области ZC, показанной на Фиг.6А. В гильзе 2 цилиндра пленку 5 образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Пленка 5 состоит из слоя 50 вещества, получаемого при обработке с изменением химического состава.
В качестве слоя 50 вещества, получаемого при обработке с изменением химического состава, могут быть созданы следующие слои.
[1] Слой из фосфата.
[2] Слой из оксида двух- и трехвалентного железа.
Фиг.27 представляет собой сечение в увеличенном масштабе ограниченной окружностью области ZA, показанной на Фиг.1, и иллюстрирует принцип соединения блока 11 цилиндров и низкотемпературной части 27 гильзы.
В двигателе 1 блок 11 цилиндров соединен с низкотемпературной частью 27 гильзы таким образом, что этот блок входит в зацепление с выступами 3. Блок 11 цилиндров и низкотемпературная часть 27 гильзы контактируют друг с другом через пленку 5.
Так как пленка 5 состоит из слоя вещества, получаемого при обработке с изменением химического состава, который обладает низким сцеплением с блоком 11 цилиндров, то при контакте блока 11 цилиндров и пленки 5 остаются зазоры 5Н. При изготовлении блока 11 цилиндров литейный материал затвердевает, когда на некоторых участках между ним и слоем 50 вещества, получаемого при обработке с изменением химического состава, не возникает достаточного сцепления. Соответственно, между блоком 11 цилиндров и слоем 50 вещества, получаемого при обработке с изменением химического состава, возникают зазоры 5Н.
В двигателе 1, так как блок 11 цилиндров и низкотемпературная часть 27 гильзы соединены друг с другом таким образом, обеспечиваются преимущества, указанные для первого варианта реализации настоящего изобретения.
Кроме того, так как пленка 5 создана путем обработки с изменением химического состава, то она имеет достаточную толщину в зоне сужения 33 выступа 3. Это позволяет без затруднений создать зазоры 5Н в зонах сужений 33 в блоке 11 цилиндров. В результате улучшаются теплоизолирующие свойства в этих зонах.
В дополнение к преимуществам 1)-11) первого варианта реализации настоящего изобретения гильза 2 цилиндра, соответствующая десятому варианту реализации настоящего изобретения, обеспечивает следующее преимущество.
17) В гильзе 2 цилиндра, соответствующей представленному варианту реализации настоящего изобретения, пленка образована путем обработки с изменением химического состава. Это улучшает теплоизолирующие свойства в зоне сужения 33.
Приведенные выше варианты реализации настоящего изобретения могут быть модифицированы следующим образом.
В рассмотренных выше вариантах реализации настоящего изобретения выбираемые диапазоны первого отношения SA площадей и второго отношения SB площадей задаются таким образом, чтобы они имели границы, указанные в Таблице 1. Однако эти диапазоны могут быть изменены, как указано ниже.
Первое отношение SA площадей: 10-30%
Второе отношение SB площадей: 20-45%
Такой выбор повышает прочность соединения гильзы и степень заполнения литейным материалом пространств между выступами 3.
В рассмотренных выше вариантах реализации настоящего изобретения выбираемый диапазон стандартной высоты НР выступа задается таким образом, чтобы он находился в пределах от 0,5 до 1,0 мм. Однако этот выбираемый диапазон может быть изменен, как указано ниже. А именно, выбираемый диапазон стандартной высоты НР выступа может задаваться равным от 0,5 до 1,5 мм.
В приведенных выше вариантах реализации настоящего изобретения пленку 5 не образуют на внешней периферийной поверхности 22 высокотемпературной части 26 гильзы, при том что эту пленку образуют на внешней периферийной поверхности 22 низкотемпературной части 27 гильзы. Такая конструкция может быть модифицирована следующим образом. А именно, пленка 5 может быть образована на внешней периферийной поверхности 22 как низкотемпературной части 27 гильзы, так и высокотемпературной части 26 гильзы. Такая конструкция предотвращает чрезмерное снижение температуры TW стенки цилиндра в некоторых местах.
В приведенных выше вариантах реализации настоящего изобретения пленку 5 образуют по всей окружности гильзы 2 цилиндра. Однако расположение пленки 5 можно изменить, как указано ниже. А именно, если рассматривать направление, вдоль которого расположены цилиндры 13, пленка 5 может отсутствовать на участках внешних периферийных поверхностей 22 гильзы, которые обращены к отверстиям 15 соседних цилиндров. Другими словами, пленку 5 можно образовать на всех участках, за исключением тех участков внешних периферийных поверхностей 22, которые обращены к внешним периферийным поверхностям 22 соседних гильз 2 цилиндров, если смотреть в направлении, вдоль которого расположены цилиндры 13. Такая конструкция обеспечивает указанные ниже преимущества (i) и (ii).
(i) Распространение теплоты для каждой пары соседних цилиндров 13, по всей видимости, будет ограничиваться зоной между соответствующими отверстиями 15 цилиндров. В результате температура TW стенки цилиндра в этой зоне, по всей видимости, будет выше, чем в других зонах между отверстиями 15 цилиндра. Следовательно, указанная выше модификация образования пленки 5 предотвращает чрезмерное увеличение температуры TW стенки цилиндра на участке, обращенном к отверстиям 15 соседних цилиндров, если смотреть в направлении по окружности цилиндров 13.
(ii) Так как температура TW стенки цилиндра меняется в направлении по окружности для каждого цилиндра 13, то степень деформации отверстия 15 цилиндра также изменяется в этом направлении. Такое изменение степени деформации отверстия 15 цилиндра увеличивает трение поршня, что снижает степень сжигания топлива. Когда используется описанная выше схема образования пленки 5 на участках, отличающихся от участков, обращенных к соседним отверстиям 15 цилиндров, если смотреть в направлении по окружности цилиндров 13, теплопроводность снижается. С другой стороны, теплопроводность на упомянутых участках, обращенных к соседним отверстиям 15 цилиндров, та же, что и у обычных двигателей. Это уменьшает различие в температуре TW на участках, обращенных к соседним отверстиям 15 цилиндров и на упомянутых отличающихся от них участках. Соответственно, уменьшается различие деформаций в направлении по окружности для каждого отверстия 15 цилиндра (степень деформации выравнивается). Это уменьшает трение поршня и в результате повышает степень сжигания топлива.
Способ образования пленки 5 не ограничивается способами, рассмотренными в приведенных выше вариантах реализации настоящего изобретения (напыление, нанесение покрытия, нанесение полимерного покрытия и обработка с изменением химического состава). При необходимости может быть применен любой другой способ.
Схема образования пленки 5, соответствующая приведенным выше вариантам реализации настоящего изобретения, может быть модифицирована, как указано ниже. А именно, пленка 5 может быть образована из любого материала, пока выполняется, по меньшей мере, одно из следующих условий (А) и (В).
(А) Теплопроводность пленки 5 меньше теплопроводности гильзы 2 цилиндра.
(В) Теплопроводность пленки 5 меньше теплопроводности блока 11 цилиндров.
В приведенных выше вариантах реализации настоящего изобретения пленку 5 образуют на гильзе 2 цилиндра, имеющей выступы 3, параметры которых находятся в выбранных диапазонах, указанных в Таблице 1. Однако пленку 5 можно образовать на любой гильзе цилиндра, если на ней выполнены выступы 3.
В приведенных выше вариантах реализации настоящего изобретения пленку 5 образуют на гильзе 2 цилиндра, на которой выполнены выступы 3. Однако пленку 5 можно образовать на гильзе цилиндра, на которой выполнены выступы, не имеющие сужений.
В приведенных выше вариантах реализации настоящего изобретения пленку 5 образуют на гильзе 2 цилиндра, на которой выполнены выступы 3. Однако пленку 5 можно образовать на гильзе цилиндра, на которой выступы отсутствуют.
В приведенных выше вариантах реализации настоящего изобретения гильза цилиндра используется в двигателе, изготовленном из алюминиевого сплава. Однако гильза цилиндра, соответствующая настоящему изобретению, может использоваться в двигателе, изготовленном, например, из магниевого сплава. В частности, гильза цилиндра, соответствующая настоящему изобретению, может использоваться в любом двигателе с гильзой цилиндра. Даже в этом случае обеспечиваются преимущества, аналогичные указанным для приведенных выше вариантов реализации настоящего изобретения, если это изобретение реализовано таким же образом, что и в этих вариантах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬЗА ЦИЛИНДРА (ВАРИАНТЫ) И ДВИГАТЕЛЬ | 2006 |
|
RU2376488C2 |
| ГИЛЬЗА ЦИЛИНДРА И ДВИГАТЕЛЬ | 2006 |
|
RU2387861C2 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2373021C2 |
| ЗАКЛАДНОЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ, БЛОК ЦИЛИНДРОВ, СПОСОБ СОЗДАНИЯ ПОКРЫТИЯ НА ЗАКЛАДНОМ ЭЛЕМЕНТЕ И СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ | 2006 |
|
RU2375146C2 |
| КОМПОНЕНТ ДЛЯ ЛИТЬЯ С ИСПОЛЬЗОВАНИЕМ ЗАКЛАДНЫХ ЭЛЕМЕНТОВ, ГИЛЬЗА ЦИЛИНДРА, БЛОК ЦИЛИНДРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2376107C2 |
| ГИЛЬЗА ЦИЛИНДРА, БЛОК ЦИЛИНДРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2374034C1 |
| СПОСОБ И УСТРОЙСТВО ВЫРАБОТКИ ЭЛЕКТРОЭНЕРГИИ ЗА СЧЕТ КОНВЕКЦИИ | 2000 |
|
RU2249126C2 |
| СПОСОБ СЖИЖЕНИЯ ДИОКСИДА УГЛЕРОДА И УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ | 2005 |
|
RU2378589C2 |
| ТОРМОЗНОЕ УСТРОЙСТВО ТРАНСПОРТНОГО СРЕДСТВА | 2013 |
|
RU2587665C1 |
| СИСТЕМА СМАЗКИ ДЛЯ ПЕРЕНОСНОГО ЧЕТЫРЕХТАКТНОГО ДВИГАТЕЛЯ | 2010 |
|
RU2526609C2 |
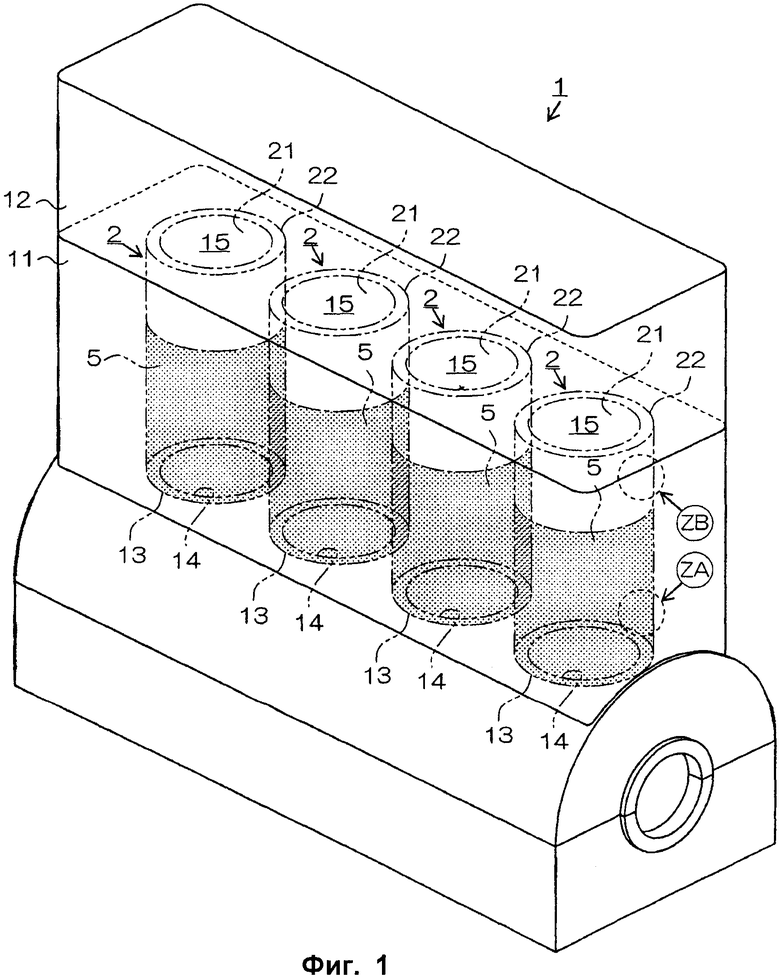
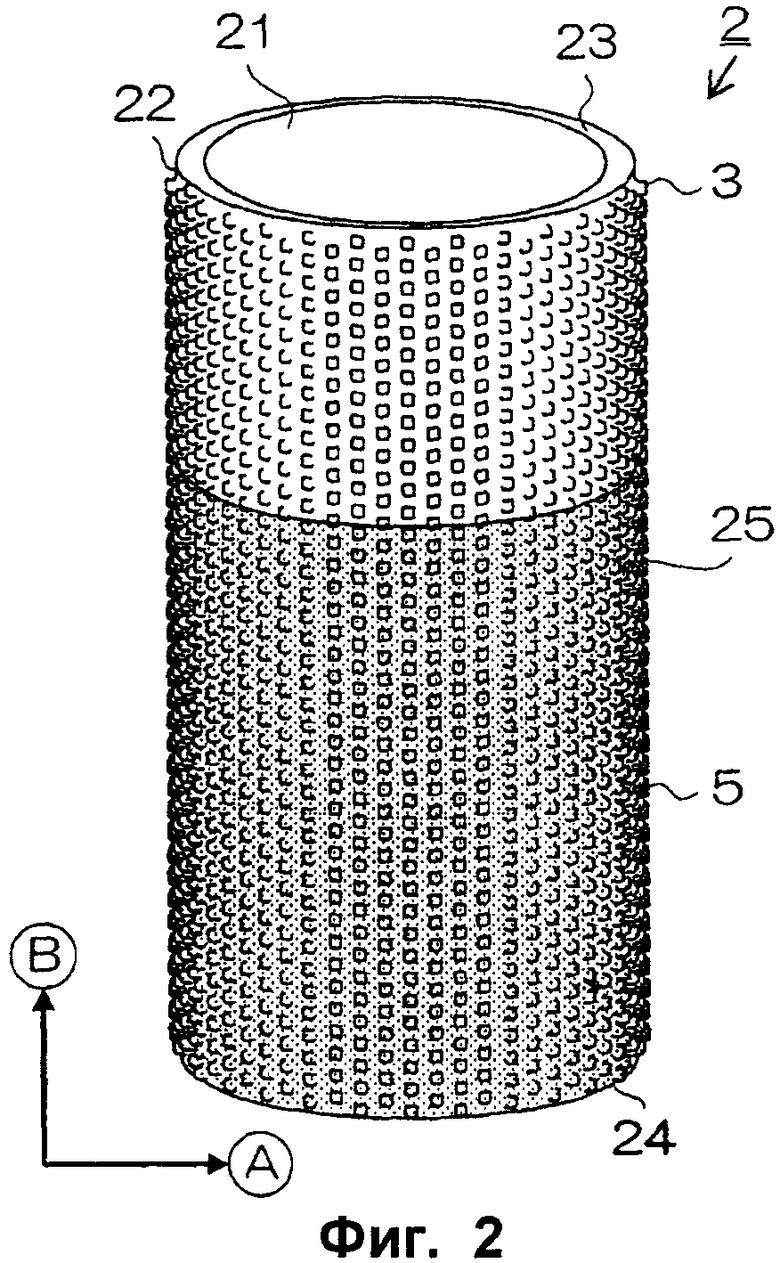
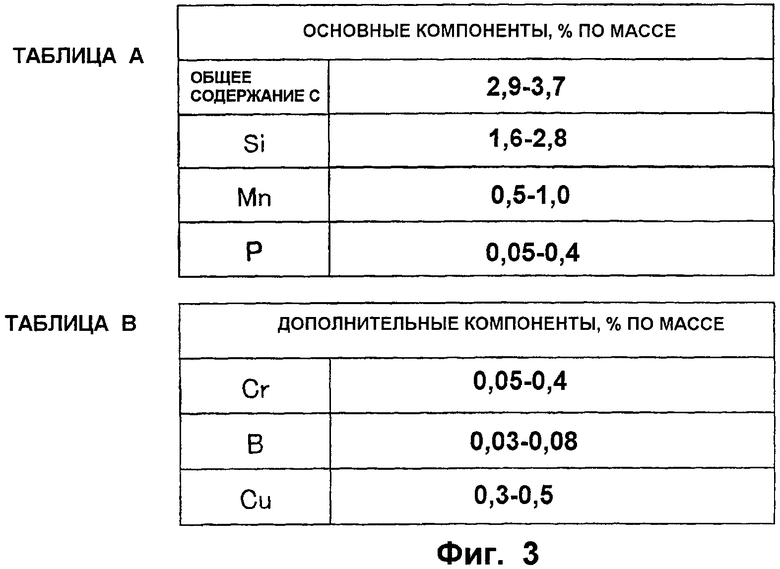
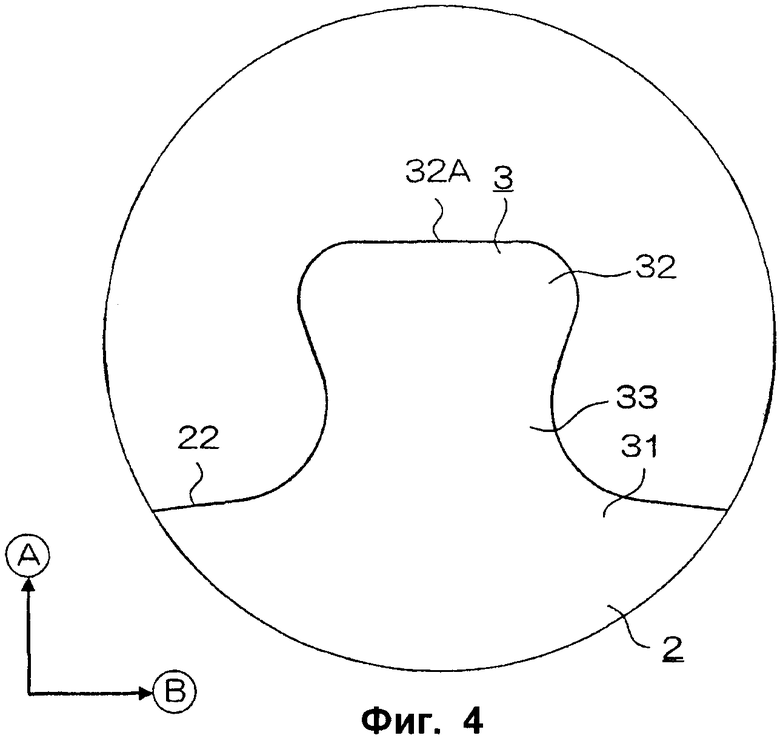
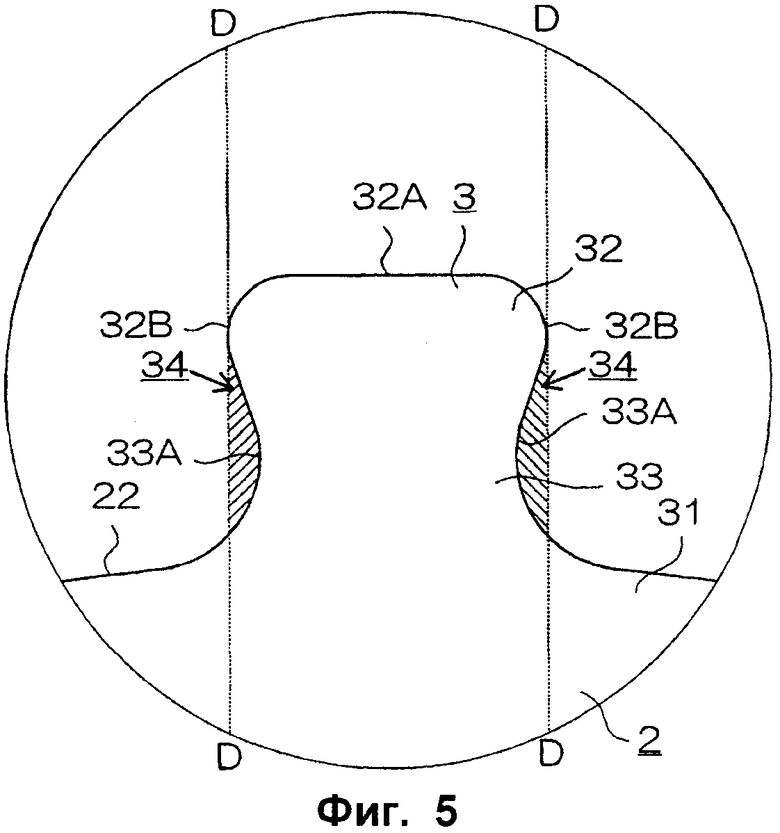
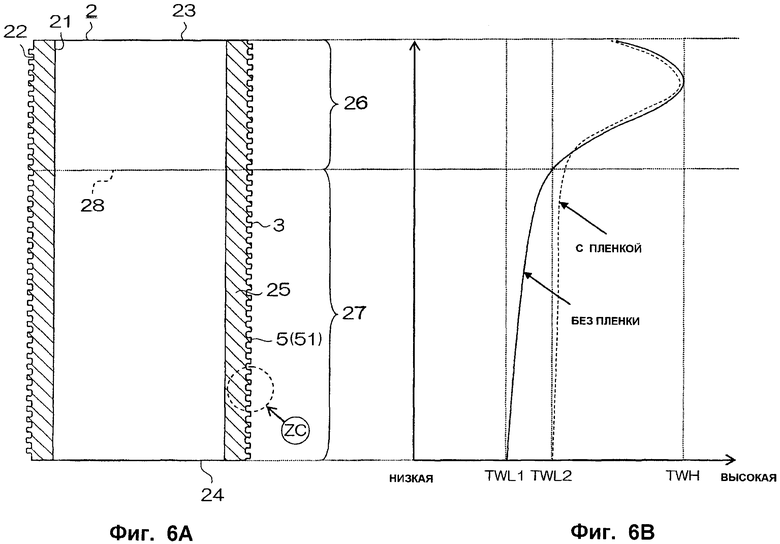
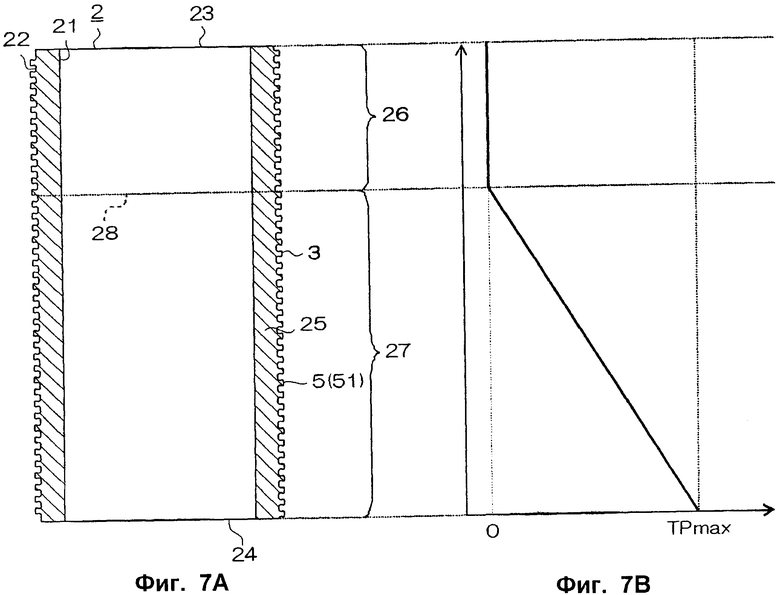
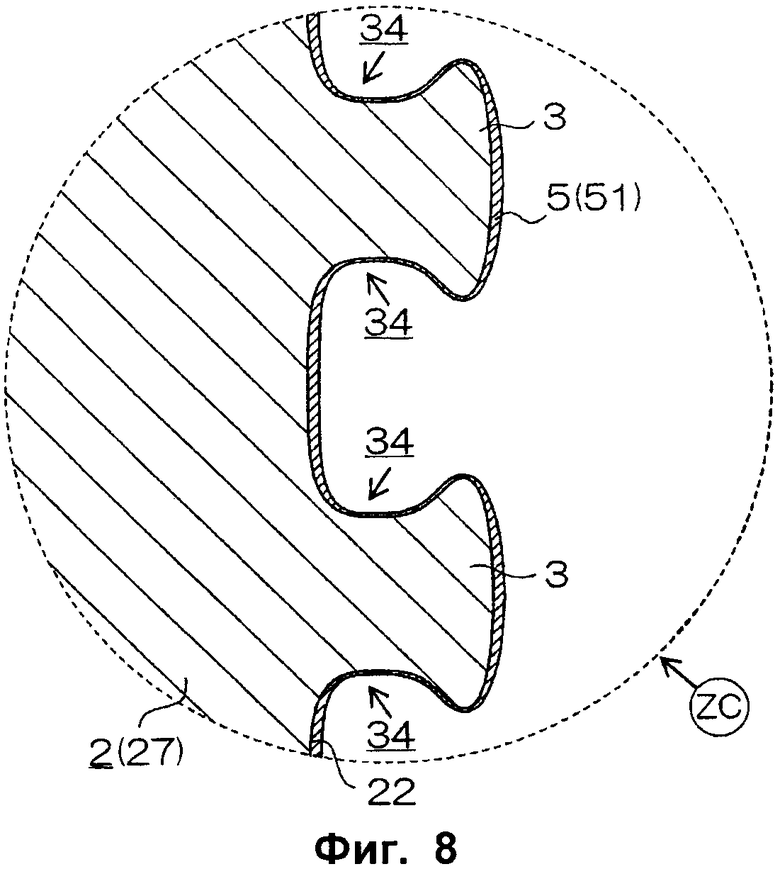
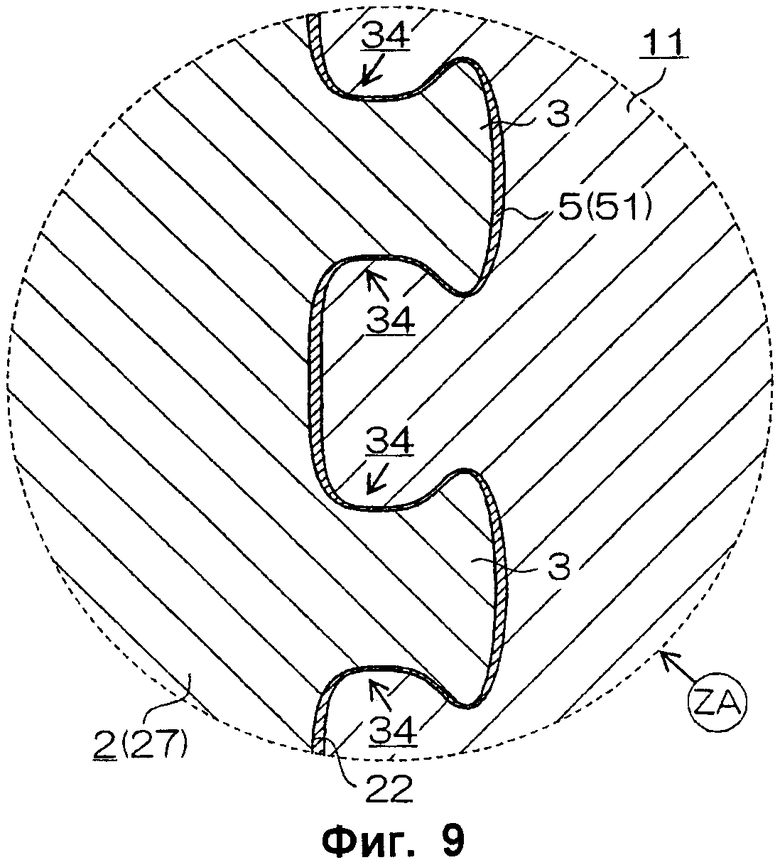
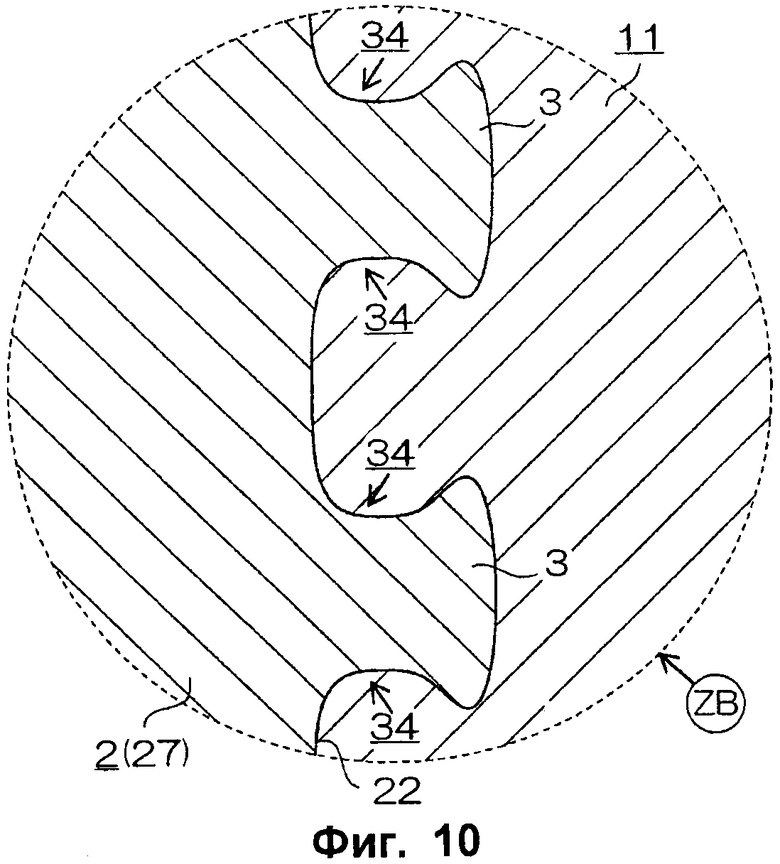
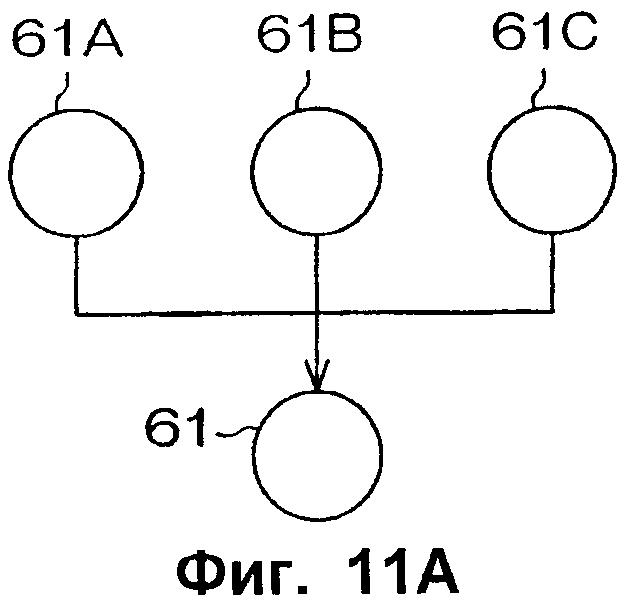
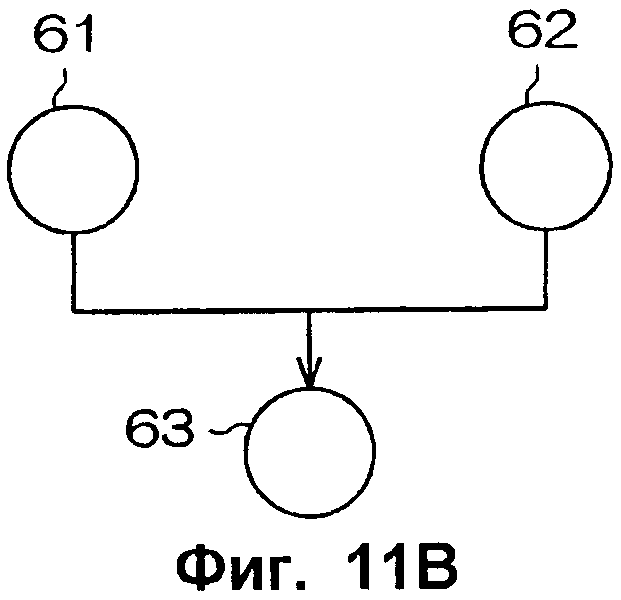
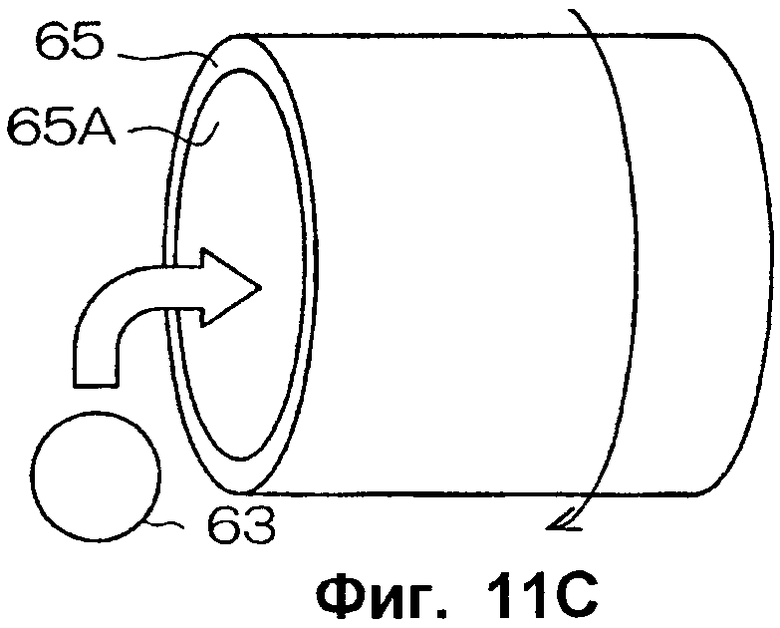
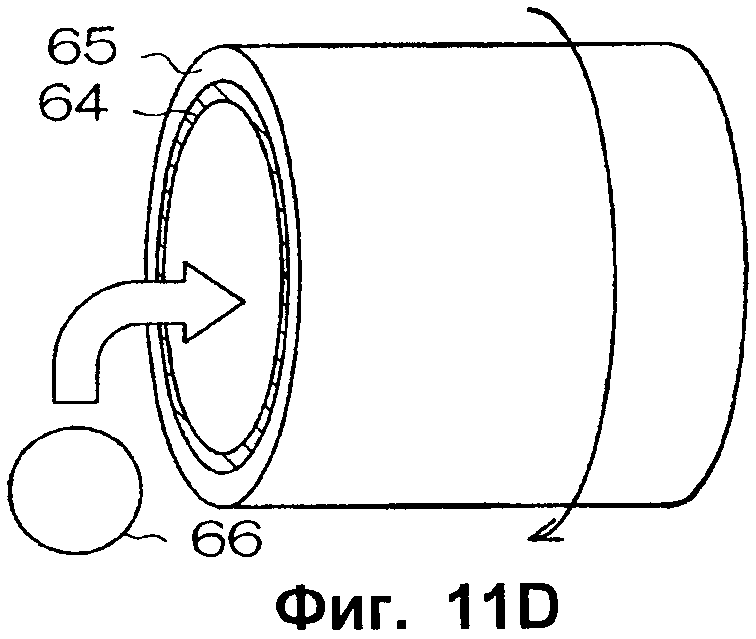
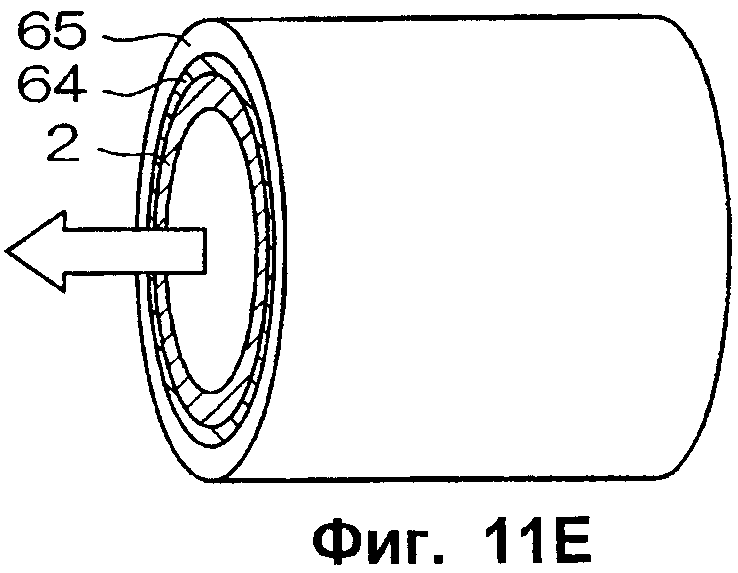
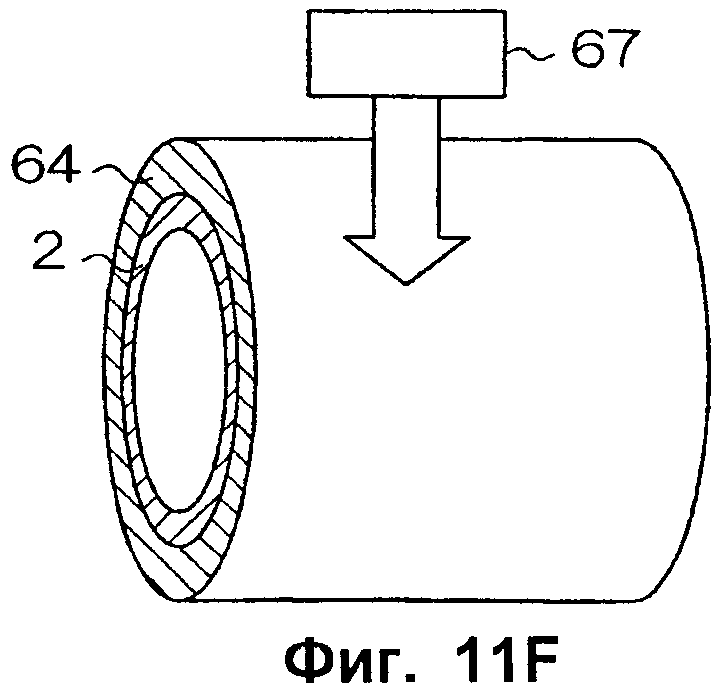
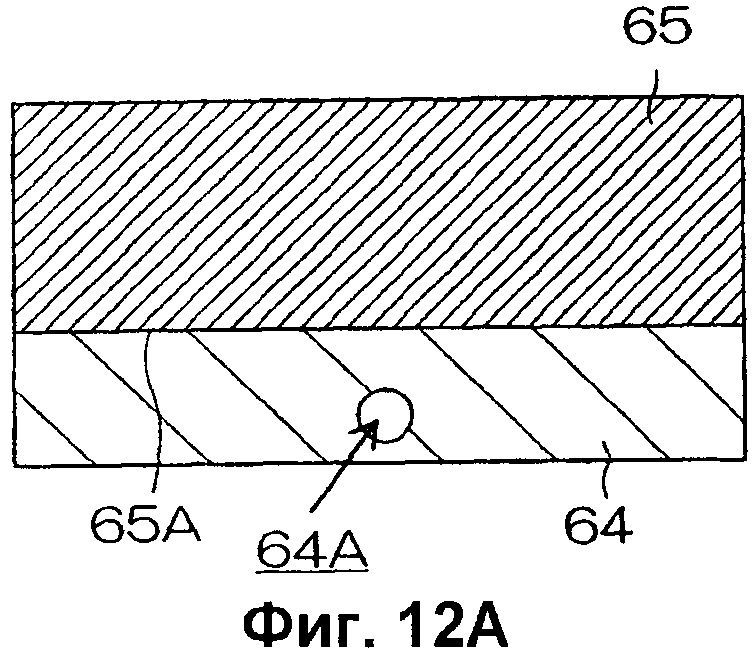
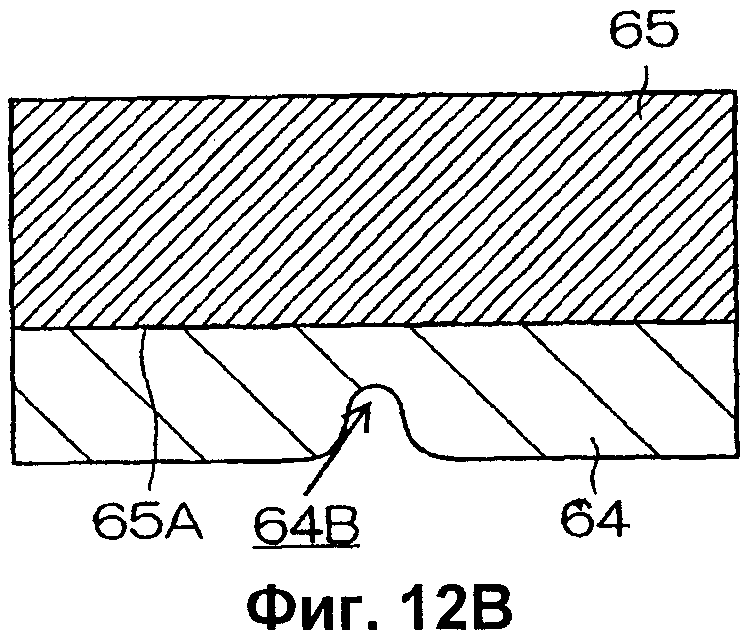
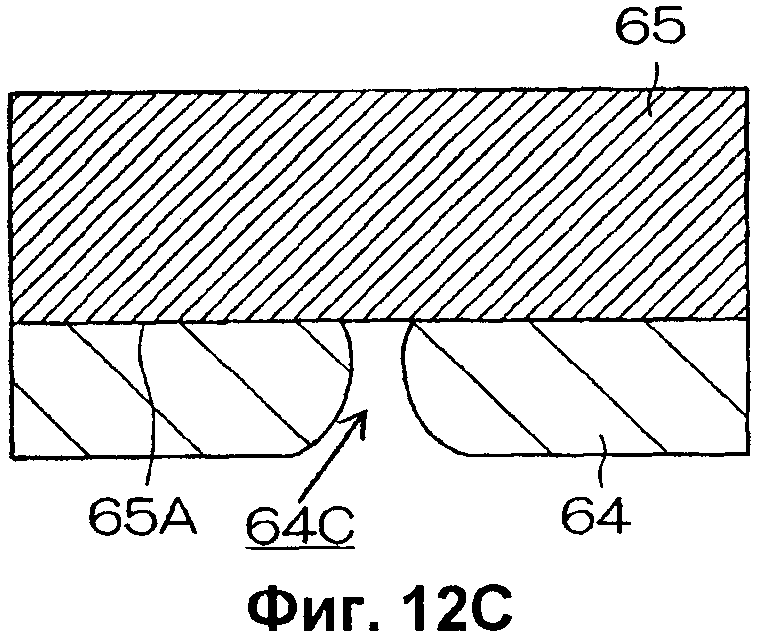
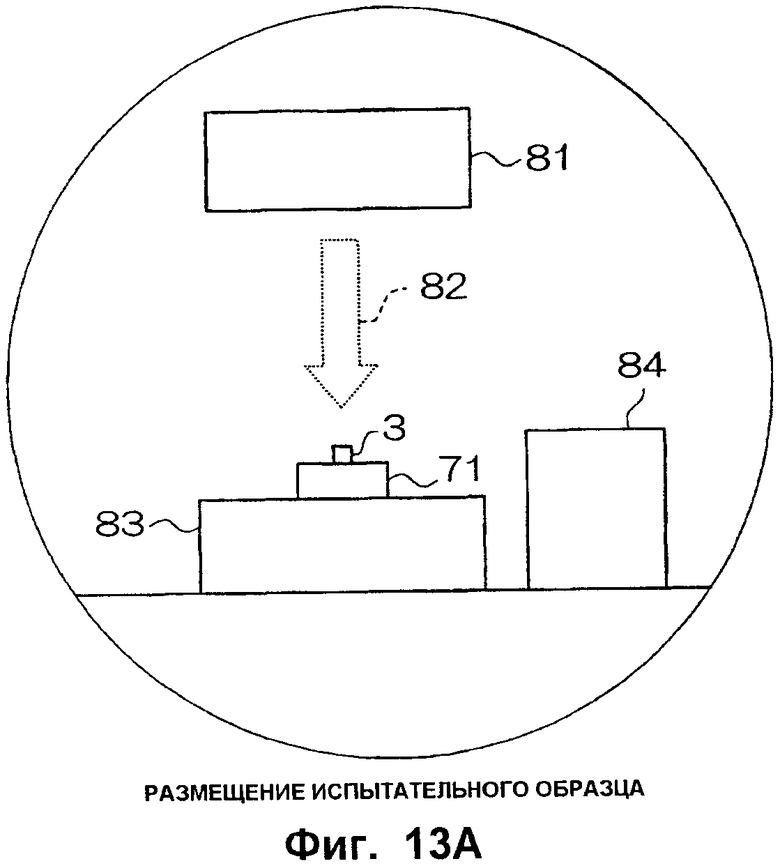
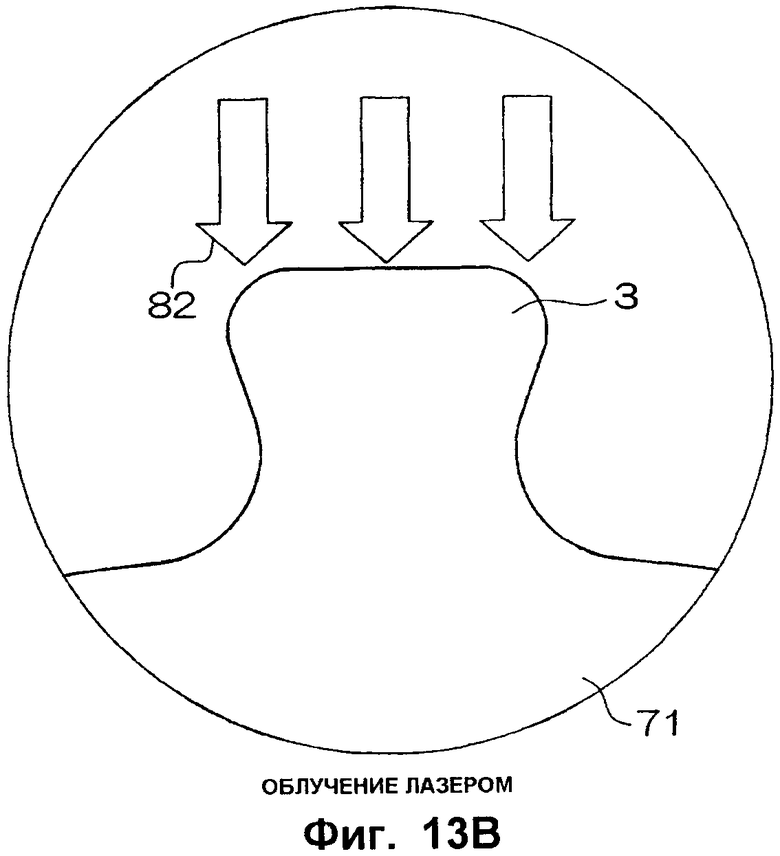
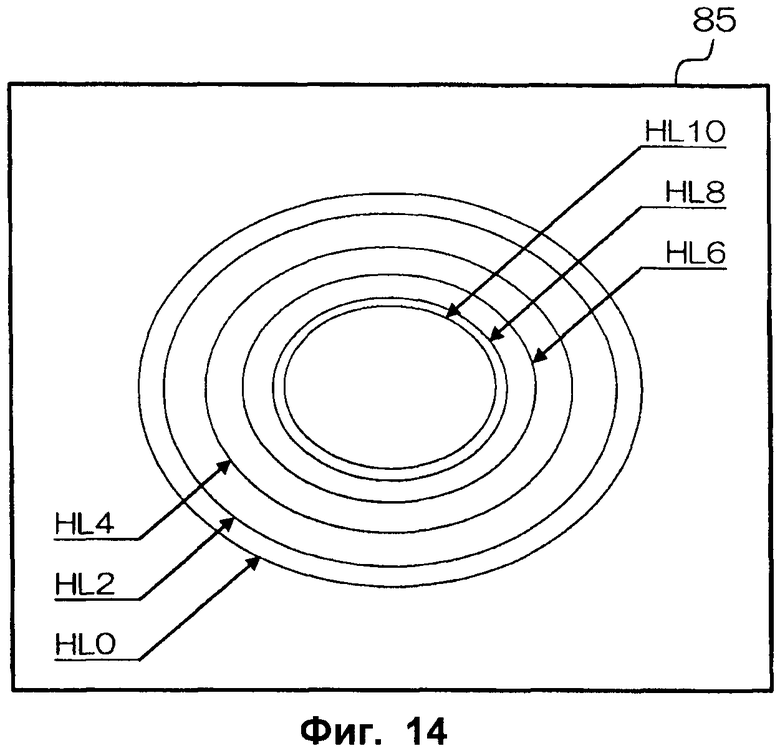
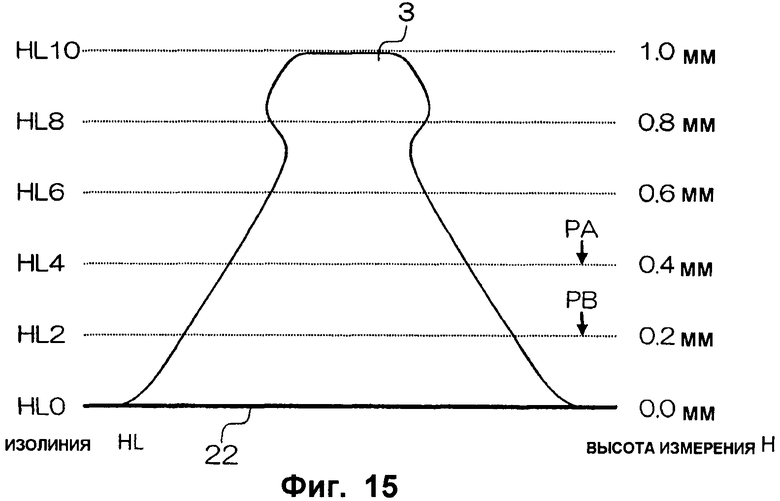
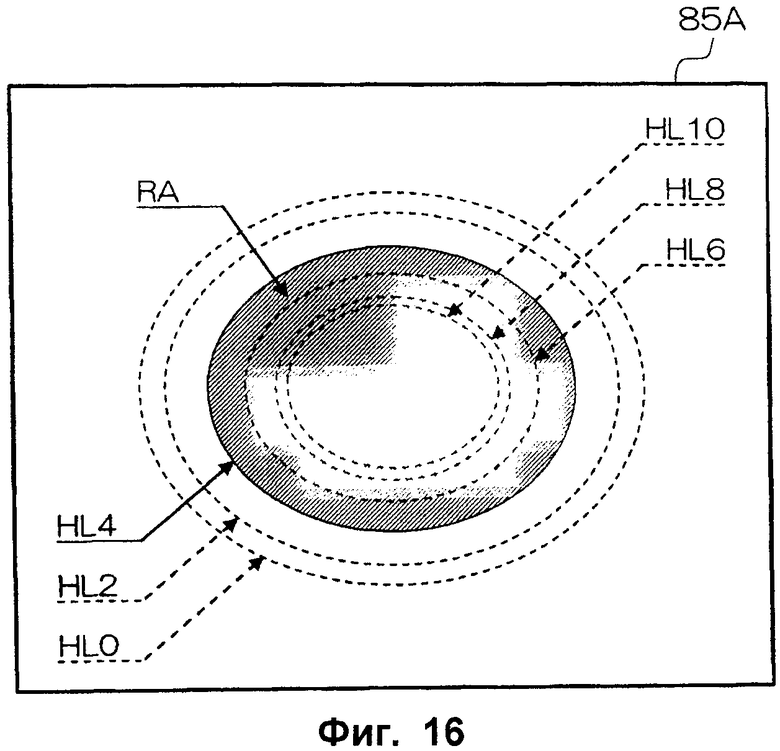
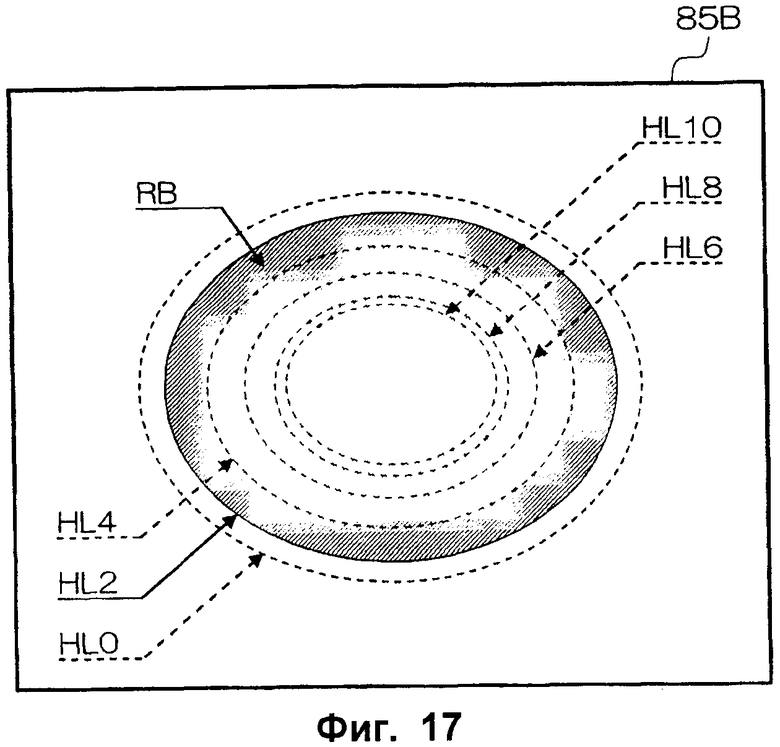
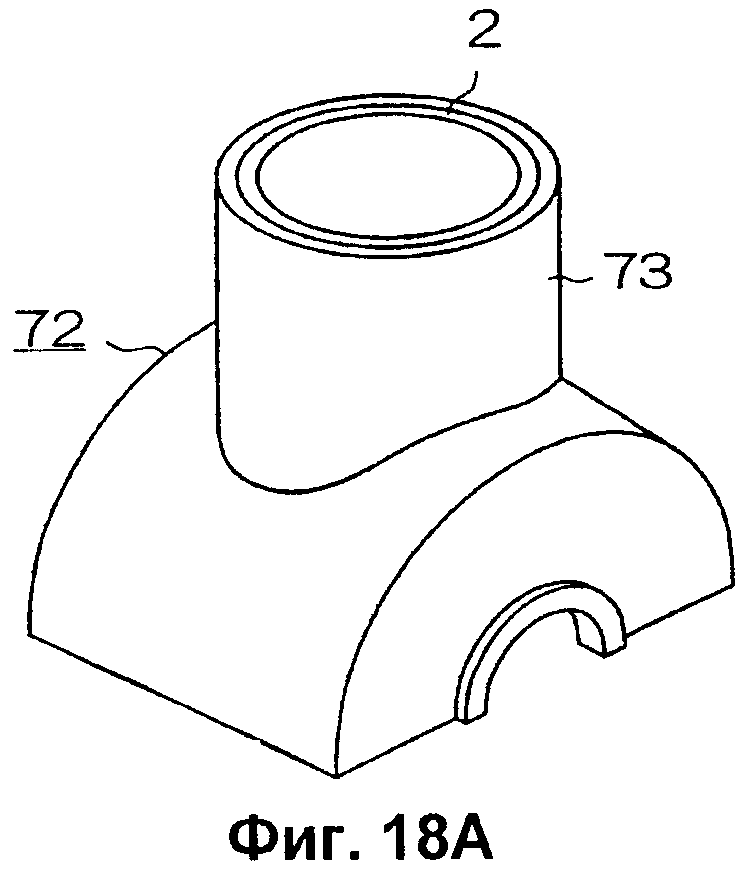
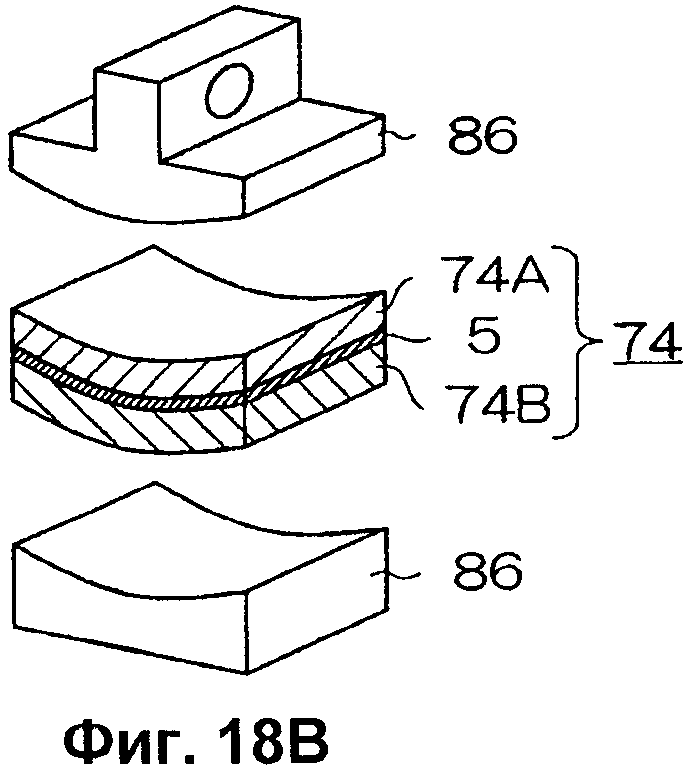
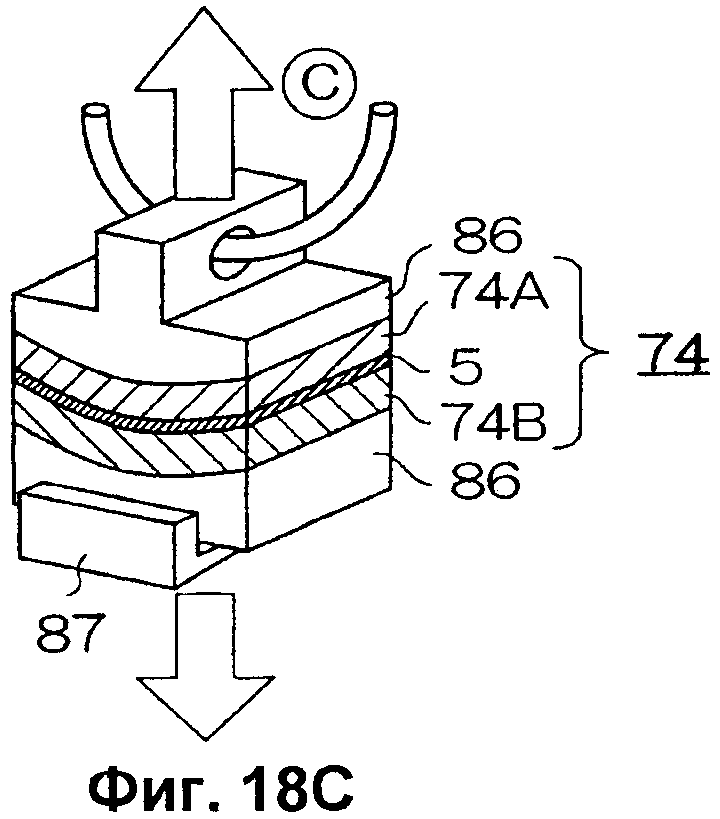
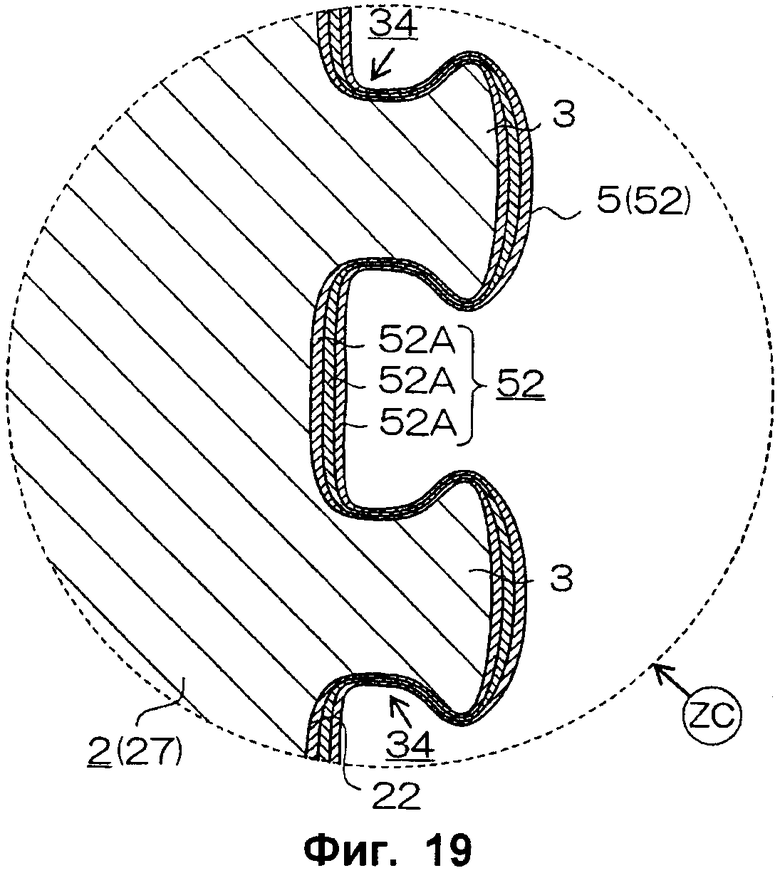
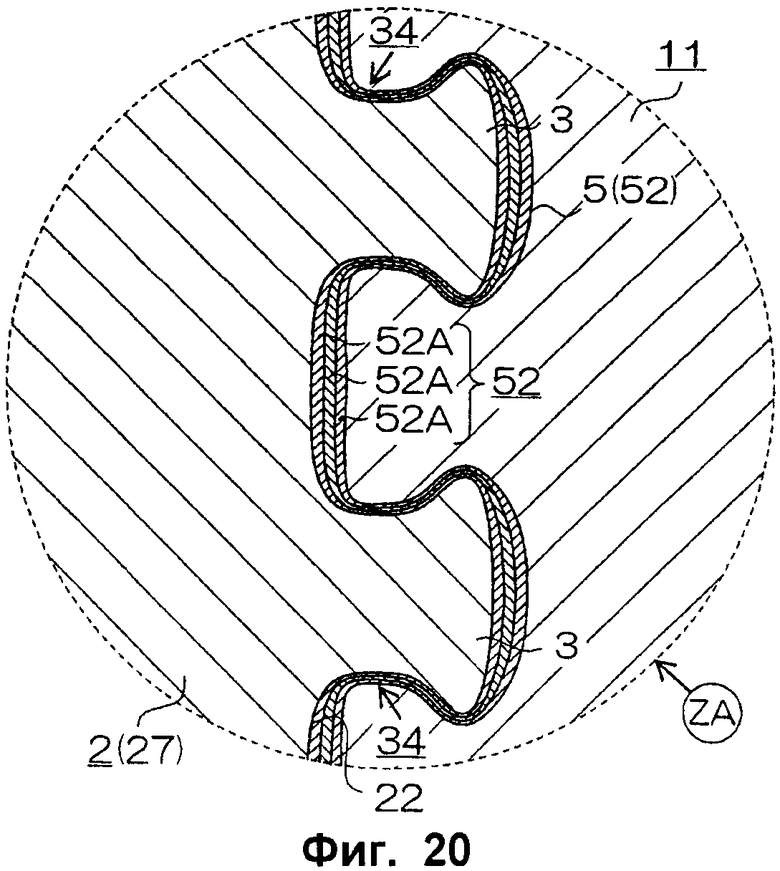
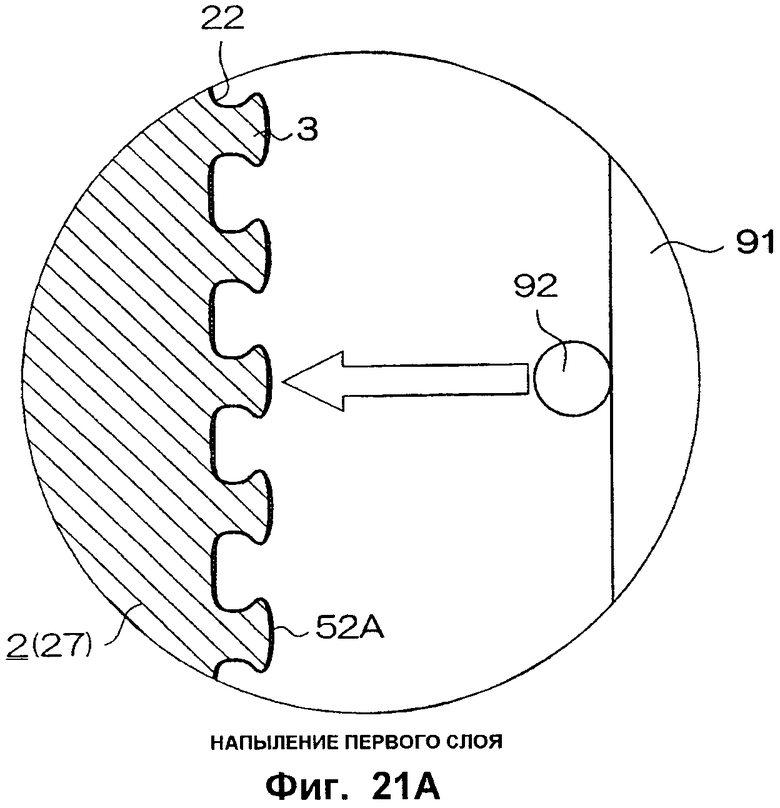
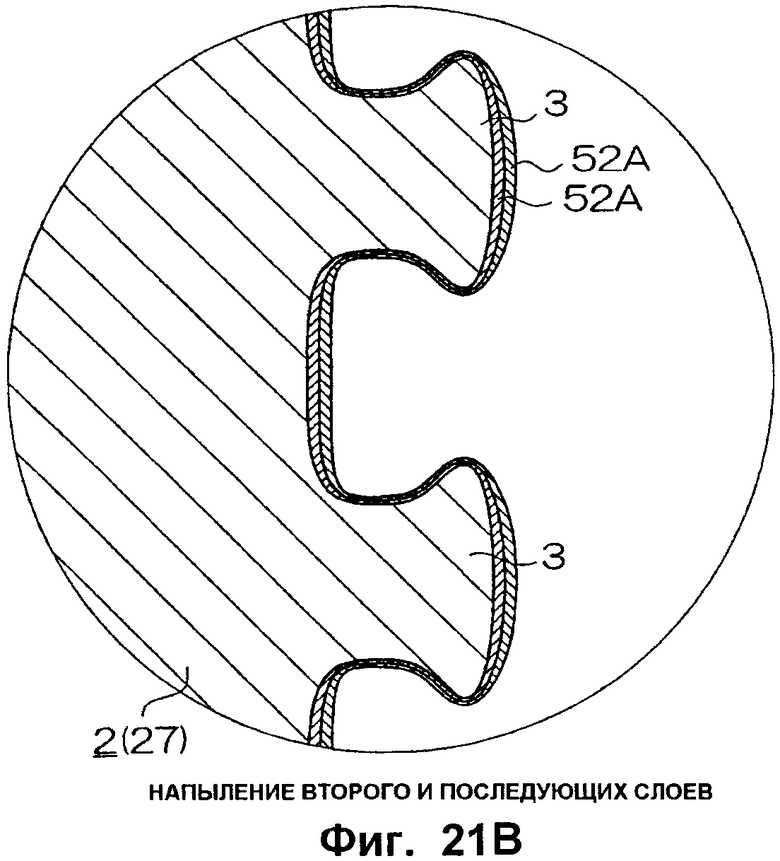
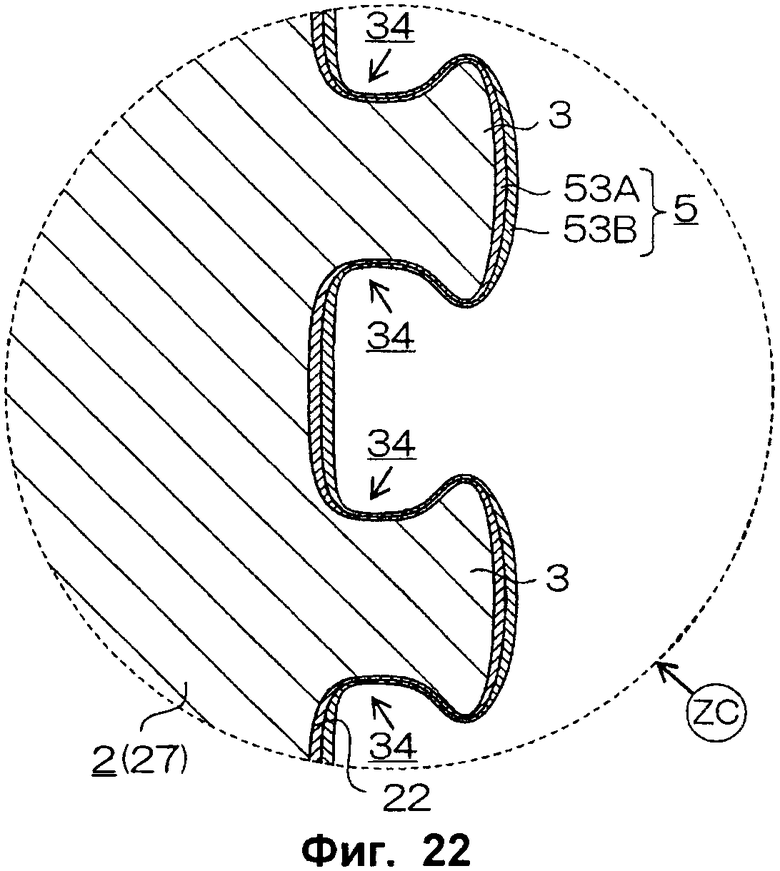
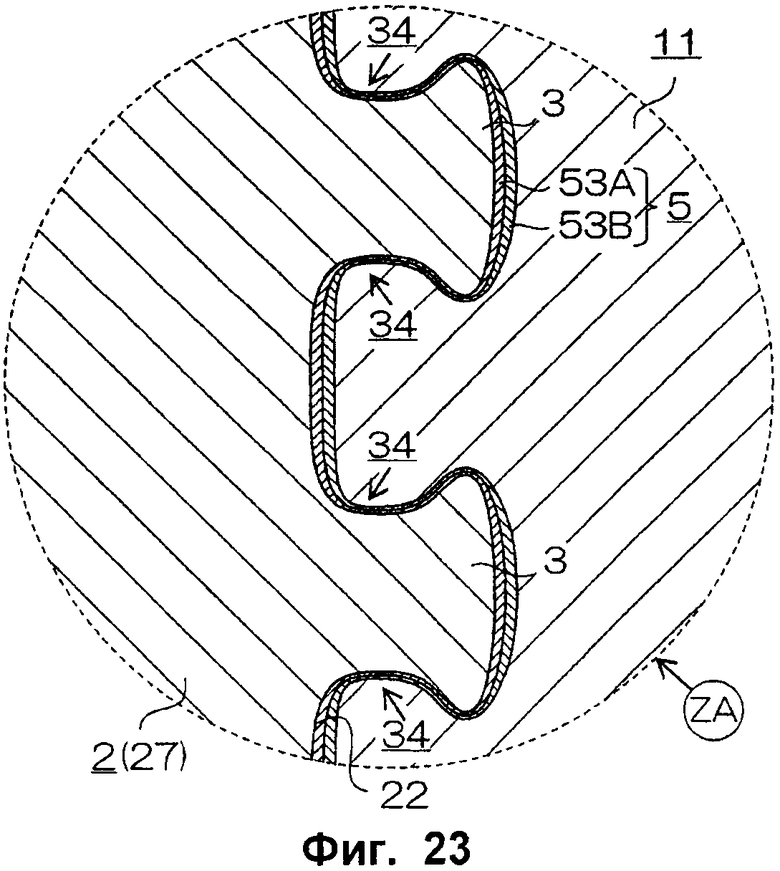
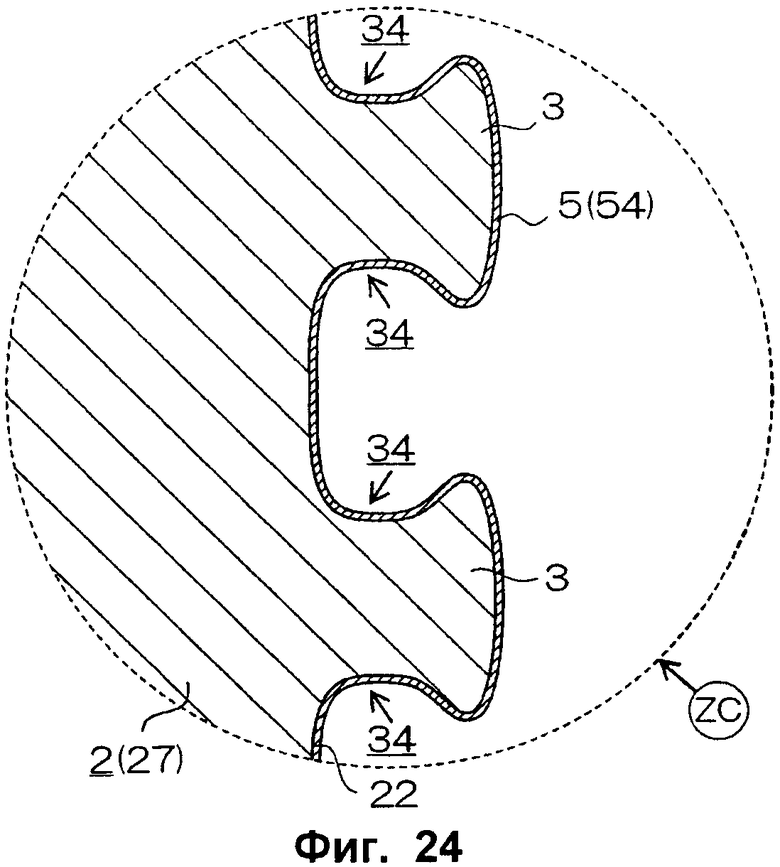
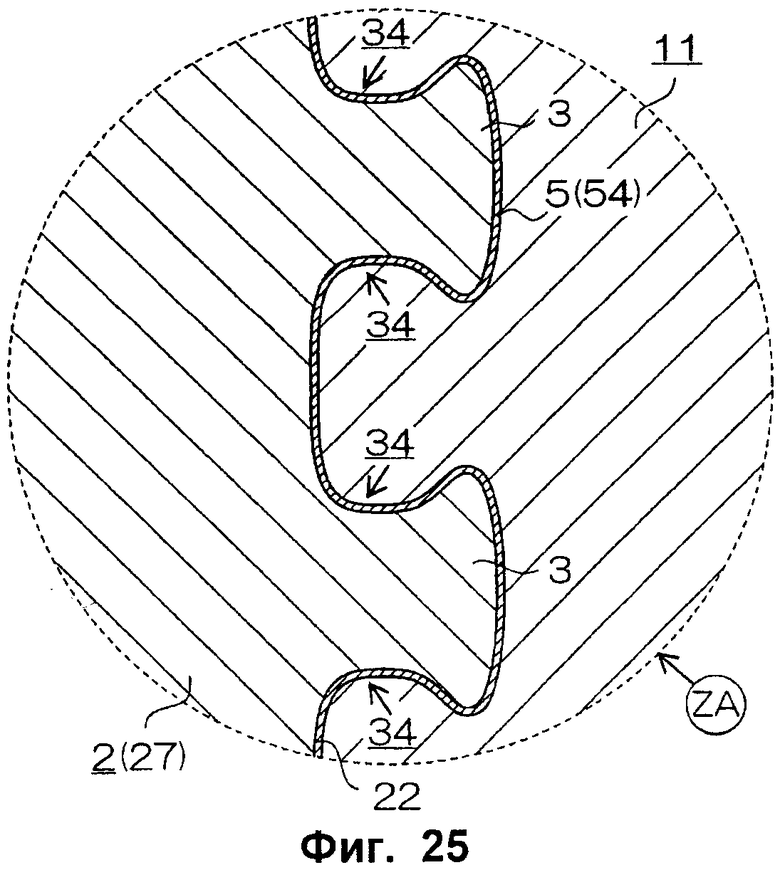
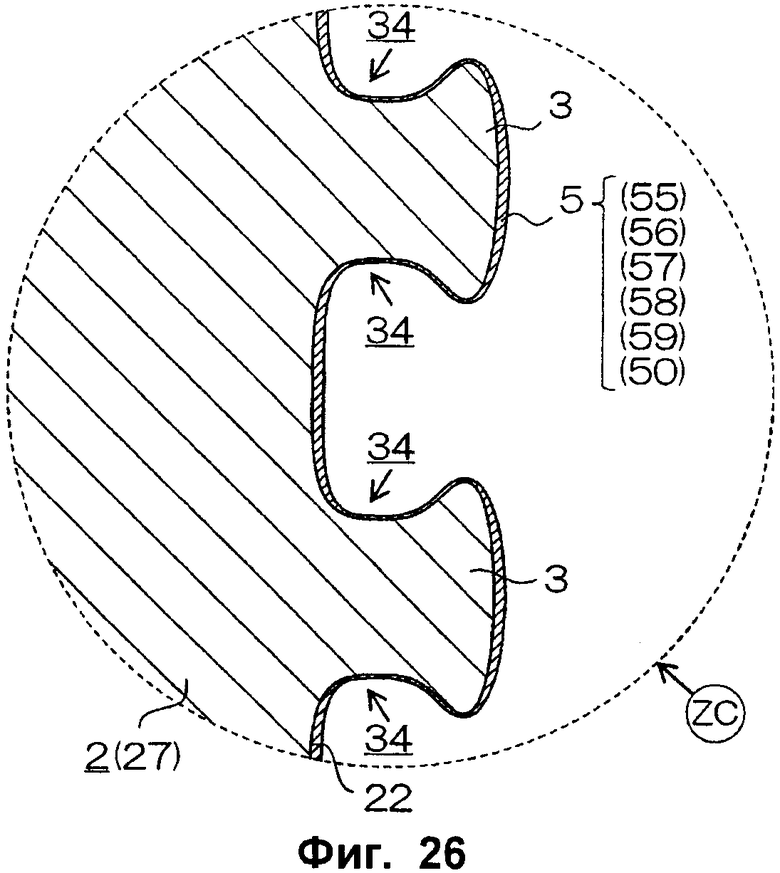
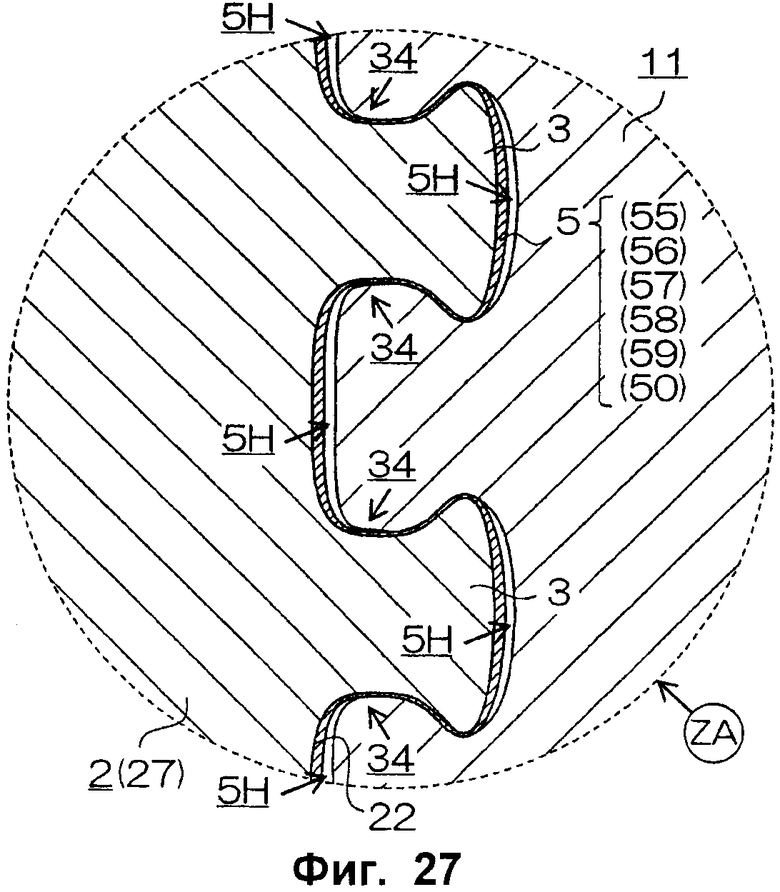
Изобретение относится к литейному производству, в частности к изготовлению гильзы, используемой в качестве закладного элемента при литье блока цилиндров двигателя. На внешней периферийной поверхности гильзы, выполненной из чугуна, образована пленка. Пленка снижает сцепление между гильзой и блоком цилиндров для образования зазоров между ними. В другом варианте теплопроводность пленки меньше теплопроводности блока цилиндров и/или гильзы. Для образования пленки из оксида гильзу цилиндра нагревают. По другому варианту пленку создают электродуговой металлизацией. Изобретение предотвращает чрезмерное снижение температуры цилиндра. 5 н. и 22 з.п. ф-лы, 40 ил., 2 табл.
1. Гильза цилиндра, используемая в качестве закладного элемента при литье блока цилиндров, выполненная из чугуна, отличающаяся тем, что на ее внешней периферийной поверхности образована пленка, снижающая сцепление между гильзой цилиндра и блоком цилиндров с образованием зазоров между ними.
2. Гильза цилиндра, используемая в качестве закладного элемента при литье блока цилиндров, выполненная из чугуна, отличающаяся тем, что на ее внешней периферийной поверхности образована пленка, теплопроводность которой меньше теплопроводности блока цилиндров и/или гильзы цилиндра.
3. Гильза цилиндра по п.1, отличающаяся тем, что пленка выполнена из смазки для форм литья под давлением.
4. Гильза цилиндра по п.1, отличающаяся тем, что пленка выполнена из формовочной краски, используемой при центробежном литье.
5. Гильза цилиндра по п.1, отличающаяся тем, что пленка выполнена из вещества с низкими адгезионными свойствами, содержащего графит в качестве основного компонента.
6. Гильза цилиндра по п.1, отличающаяся тем, что пленка выполнена из вещества с низкими адгезионными свойствами, содержащего нитрид бора в качестве основного компонента.
7. Гильза цилиндра по п.1, отличающаяся тем, что пленка выполнена из металлизированной краски.
8. Гильза цилиндра по п.1, отличающаяся тем, что пленка выполнена из высокотемпературного полимера.
9. Гильза цилиндра по п.1, отличающаяся тем, что пленка представляет собой слой, получаемый при обработке с изменением химического состава.
10. Гильза цилиндра по п.2, отличающаяся тем, что пленка выполнена из напыленного слоя керамического материала.
11. Гильза цилиндра, используемая в качестве закладного элемента при литье блока цилиндров, отличающаяся тем, что на ее внешней периферийной поверхности образована пленка, представляющая собой напыленный слой из материала на основе железа, содержащий множество слоев.
12. Гильза цилиндра по любому из пп.1, 2 или 11, отличающаяся тем, что она покрыта пленкой от ее средней части до нижнего торца в осевом направлении гильзы.
13. Гильза цилиндра по любому из пп.1, 2 или 11, отличающаяся тем, что она покрыта пленкой от ее верхнего торца до нижнего торца в осевом направлении гильзы.
14. Гильза цилиндра по п.11, отличающаяся тем, что толщина пленки возрастает при приближении к нижнему торцу гильзы в осевом направлении гильзы.
15. Гильза цилиндра по любому из пп.1, 2 или 11, отличающаяся тем, что пленка образована на внешней периферийной поверхности гильзы за исключением тех участков, которые обращены к соседним отверстиям цилиндров блока цилиндров, при размещении ее в одном из отверстий блока цилиндров.
16. Гильза цилиндра по любому из пп.1, 2 или 11, отличающаяся тем, что на ее внешней периферийной поверхности выполнено множество выступов, имеющих зауженную форму.
17. Гильза цилиндра по п.16, отличающаяся тем, что число выступов на внешней периферийной поверхности гильзы составляет от пяти до шестидесяти на 1 см2.
18. Гильза цилиндра по п.16, отличающаяся тем, что высота каждого выступа составляет от 0,5 до 1,0 мм.
19. Гильза цилиндра по п.16, отличающаяся тем, что на контурной диаграмме внешней периферийной поверхности гильзы, полученной при помощи устройства измерения с использованием трехмерного лазера, отношение суммарной площади областей, каждая из которых ограничена изолинией, расположенной на высоте 0,4 мм, к площади всей контурной диаграммы равно или превышает 10%.
20. Гильза цилиндра по п.16, отличающаяся тем, что на контурной диаграмме внешней периферийной поверхности гильзы, полученной при помощи устройства измерения с использованием трехмерного лазера, отношение суммарной площади областей, каждая из которых ограничена изолинией, расположенной на высоте 0,2 мм, к площади всей контурной диаграммы равно или меньше 55%.
21. Гильза цилиндра по п.16, отличающаяся тем, что на контурной диаграмме внешней периферийной поверхности гильзы, полученной при помощи устройства измерения с использованием трехмерного лазера, отношение суммарной площади областей, каждая из которых ограничена изолинией, расположенной на высоте 0,4 мм, к площади всей контурной диаграммы составляет от 10 до 50%.
22. Гильза цилиндра по п.16, отличающаяся тем, что на контурной диаграмме внешней периферийной поверхности гильзы, полученной при помощи устройства измерения с использованием трехмерного лазера, отношение суммарной площади областей, каждая из которых ограничена изолинией, расположенной на высоте 0,2 мм, к площади всей контурной диаграммы составляет от 20 до 55%.
23. Гильза цилиндра по п.16, отличающаяся тем, что на контурной диаграмме внешней периферийной поверхности гильзы, полученной при помощи устройства измерения с использованием трехмерного лазера, площадь каждой области, ограниченной изолинией, расположенной на высоте 0,4 мм, составляет от 0,2 до 3,0 мм2.
24. Гильза цилиндра по п.16, отличающаяся тем, что поперечное сечение каждого выступа плоскостью, проходящей через изолинию, расположенную на высоте 0,4 мм от ближнего конца выступа, обособлено от поперечных сечений других выступов той же плоскостью.
25. Способ изготовления гильзы цилиндра, используемой в качестве закладного элемента при литье блока цилиндров и выполненной из чугуна, отличающийся тем, что гильзу цилиндра нагревают с образованием в результате нагрева на внешней периферийной поверхности гильзы пленки из слоя оксида.
26. Способ по п.25, отличающийся тем, что гильзу цилиндра нагревают токами высокой частоты и перед нагревом на внешней периферийной поверхности гильзы цилиндра создают выступы, имеющие зауженную форму.
27. Способ изготовления гильзы цилиндра, используемой в качестве закладного элемента при литье блока цилиндров, отличающийся тем, что на внешней периферийной поверхности гильзы цилиндра создают пленку электродуговой металлизацией с использованием проволоки, имеющей диаметр, равный или превышающий 0,8 мм.
| US 5537969 A, 23.07.1996 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE 10338386 B3, 09.12.2004 | |||
| DE 10002440 A1, 02.08.2001. | |||

