Область техники
Изобретение относится к закладному элементу для литья, который заключен внутри металла отливки при литье, и к блоку цилиндров, который содержит этот закладной элемент в виде гильзы цилиндра.
Уровень техники
Закладные элементы для литья включают в себя, например, гильзы цилиндра, объединенные с блоком цилиндров путем литья с закладными элементами для формирования отверстий цилиндра. Для обеспечения высокого уровня округлости отверстия цилиндра внешняя круговая поверхность этого компонента, который контактирует с используемым в отливке закладным элементом, обязательно должна обладать значительной силой сцепления с блоком цилиндров.
Для обеспечения этой значительной силы сцепления важно обеспечить соответствующее состояние внешней круговой поверхности гильзы цилиндра. Соответственно, предложена методика, согласно которой распыляемый слой покрывает внешнюю круговую поверхность гильзы цилиндра и образует поверхностный слой (например, публикация выложенной полезной модели Японии №53-163405). Эта публикация раскрывает поверхностный слой на внешней круговой поверхности гильзы цилиндра, на которую напыляют гранулированный металл, причем гранулированный металл ложится на поверхность неравномерно и образует шероховатости. Во время литья расплавленный металл втекает в углубления упомянутых шероховатостей и обеспечивает якорный эффект закрепления, обеспечивая значительную силу сцепления.
Также предложена методика, согласно которой пленку материала с низкой температурой плавления металлургически связывают с внешней круговой поверхностью гильзы цилиндра при помощи дробеструйного упрочнения или плазменным напылением (например, публикация выложенного патента Японии №2003-53508), и при этом оксидная пленка на поверхности не образуется. Эта методика обеспечивает более прочное сцепление гильзы цилиндра с блоком цилиндров.
Согласно еще одной предложенной методике слой активации из алюминиевого сплава формируют в качестве поверхностного слоя в области верхней мертвой точки и в области нижней мертвой точки внешней окружности гильзы цилиндра, и при этом слой активации создает металлическую связь с картером (например, публикация выложенного патента Японии №2003-120414).
Ввиду современной тенденции снижения веса двигателей внутреннего сгорания внедряются конструкции двигателей с короткими расстояниями между отверстиями цилиндра. Также в настоящее время действует тенденция повышения мощности двигателей. Соответственно, для блока цилиндров, выполненного путем литья с закладными элементами в виде гильзы цилиндра, необходимо усилить сцепление между гильзой цилиндра и блоком цилиндров, тем самым улучшая характеристики охлаждения.
Но согласно публикации выложенной полезной модели Японии №53-163405 и публикации выложенного патента Японии №2003-120414 напыленный слой на внешней круговой поверхности гильзы цилиндра формируют за счет того, что расплавленные при высокой температуре частицы металла соударяются с гильзой цилиндра. За счет этого формируют пленку оксида на поверхности напыленного слоя, и оксиды присутствуют в напыленном слое. В результате этого теплопроводность металла после напыления уменьшается по сравнению с его теплопроводностью до напыления. Это техническое решение не повышает характеристики охлаждения до удовлетворительного уровня.
Согласно публикации выложенного патента Японии №2003-53508 пленку из материала с низкой температурой плавления формируют на внешней круговой поверхности гильзы цилиндра. При контакте пленки с расплавленным металлом во время литья происходит сплавление под действием высокой температуры, в результате чего создается хорошая металлическая связь. Но, согласно публикации выложенной полезной модели Японии №2003-163405 и публикации выложенного патента Японии №2003-120414, сама упомянутая пленка образуется в высокотемпературном состоянии из расплава, например напылением. Поэтому неизбежно на поверхности образуется пленка оксида, и образуются слои оксида в упомянутой пленке. Поэтому такое техническое решение не гарантирует удовлетворительный уровень характеристик охлаждения. Согласно публикации выложенного патента Японии №2003-53508 используется дробеструйное упрочнение. Но дробеструйное упрочнение является способом обработки поверхности и не может сформировать сплошную пленку.
Сущность изобретения
Соответственно, изобретение направлено на обеспечение - в закладном элементе для литья, таком как гильза цилиндра, внешней круговой поверхности, которая заключена внутри металла отливки и имеет высокую теплопроводность между заливаемым металлом и слоем металла, сформированным на внешней круговой поверхности закладного элемента по завершении литья.
Согласно первому аспекту изобретения предлагается закладной элемент для литья, внешняя круговая поверхность которого заключена внутри металла отливки при литье. Слой металлического покрытия формируют на внешней круговой поверхности холодным распылением.
В соответствии со вторым аспектом изобретения предложена гильза цилиндра, связанная с блоком цилиндров для двигателя внутреннего сгорания. Гильза цилиндра содержит корпус гильзы цилиндра и слой металлического покрытия. Корпус гильзы цилиндра имеет наружную круговую поверхность, заключенную в металл отливки при литье блока цилиндров. Слой металлического покрытия сформирован на внешней круговой поверхности холодным распылением.
Согласно третьему аспекту изобретения предложен блок цилиндров двигателя внутреннего сгорания. Блок цилиндров формируют литьем металла. Гильза цилиндра заключена в металл при литье с закладными элементами, в результате чего гильза цилиндра связана с блоком цилиндров. Внешняя круговая поверхность гильзы цилиндра, связанная с блоком цилиндров, имеет слой металлического покрытия, сформированный холодным распылением.
Согласно четвертому аспекту изобретения обеспечен способ изготовления гильзы цилиндра, которая при литье с закладными элементами заключаются в материал, формирующий блок цилиндров двигателя внутреннего сгорания. Согласно этому способу обеспечивают цилиндрический корпус гильзы цилиндра, холодным распылением формируют слой металлического покрытия на внешней круговой поверхности корпуса гильзы цилиндра.
Прочие аспекты и преимущества изобретения станут очевидными из приводимого ниже описания, в совокупности с прилагаемыми чертежами, которые в качестве примера поясняют принципы изобретения.
Краткое описание чертежей
Изобретение, наряду с его объектами и преимуществами, поясняется приводимым ниже описанием предпочтительных в настоящее время вариантов осуществления в совокупности с прилагаемыми чертежами, на которых:
Фиг.1А - схематическое изображение гильзы цилиндра согласно первому осуществлению;
Фиг.1В - схематическое изображение гильзы цилиндра согласно первому осуществлению;
Фиг.2А - схематическое изображение блока цилиндра согласно первому осуществлению;
Фиг.2В - схематическое изображение блока цилиндра согласно первому осуществлению;
Фиг.3 - схематическое изображение блока цилиндра согласно первому осуществлению, во время литья;
Фиг.4 - схематическое изображение гильзы цилиндра согласно второму осуществлению;
Фиг.5 - схематическое изображение порядка изготовления гильзы цилиндра согласно второму осуществлению;
Фиг.6 - схема этапов изготовления гильзы цилиндра согласно второму осуществлению;
Фиг.7 - схема этапов формирования выемки суженной формы в литейной форме согласно второму осуществлению;
Фиг.8 - схематическое изображение блока цилиндров согласно второму осуществлению, во время литья;
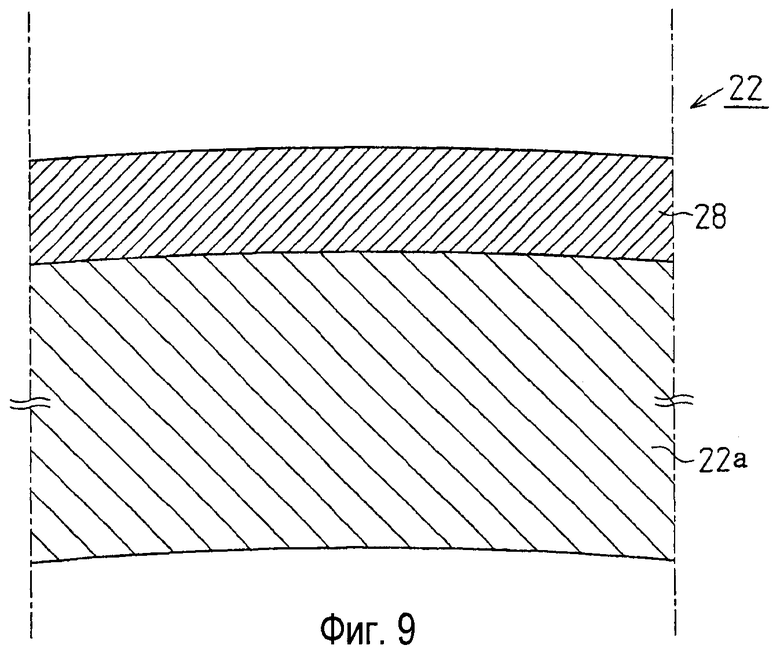
Фиг.9 - схематическое изображение гильзы цилиндра согласно третьему осуществлению;
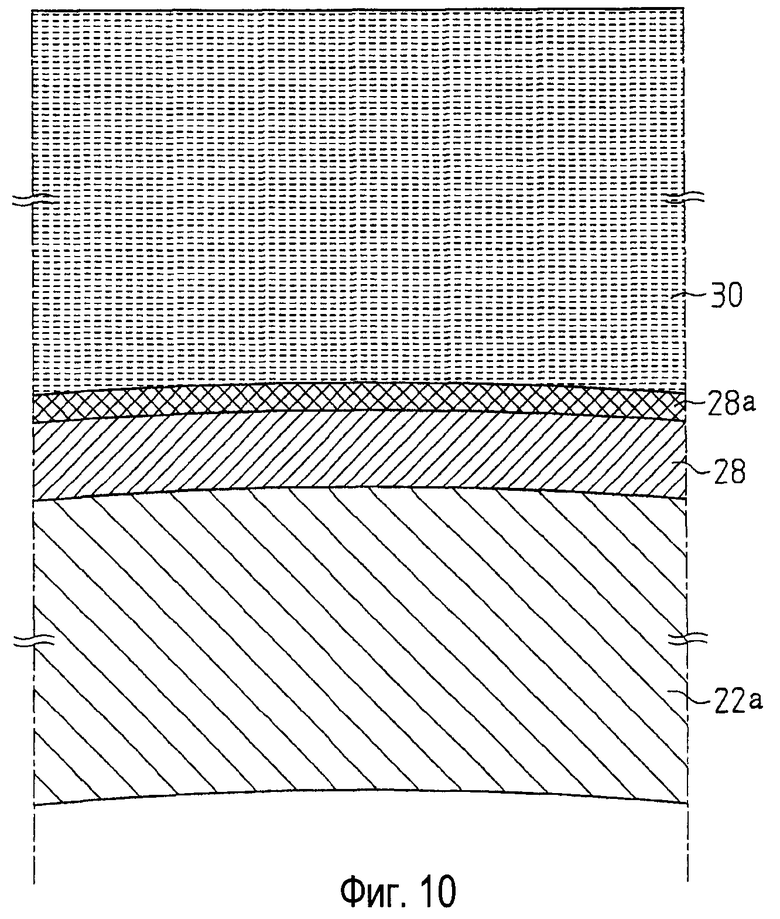
Фиг.10 - схематическое изображение блока цилиндров согласно третьему осуществлению во время литья;
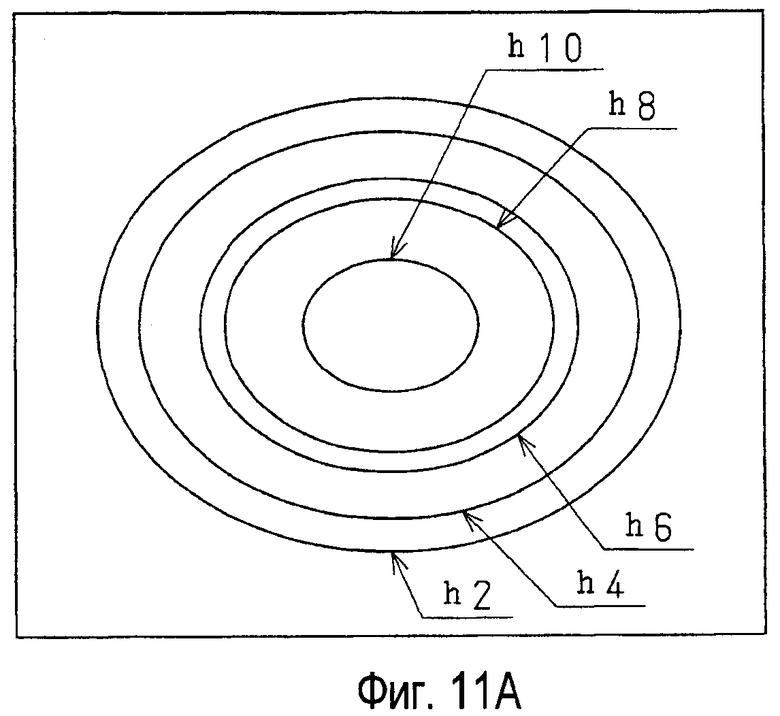
Фиг.11А - схема формы выступа, сформированного на внешней круговой поверхности гильзы согласно второму осуществлению или четвертому осуществлению;
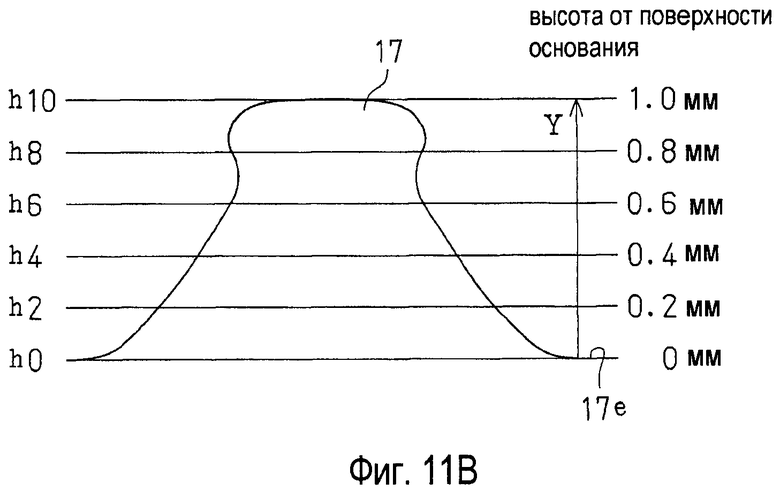
Фиг.11В - схема формы выступа, сформированного на внешней круговой поверхности гильзы согласно второму осуществлению или четвертому осуществлению;
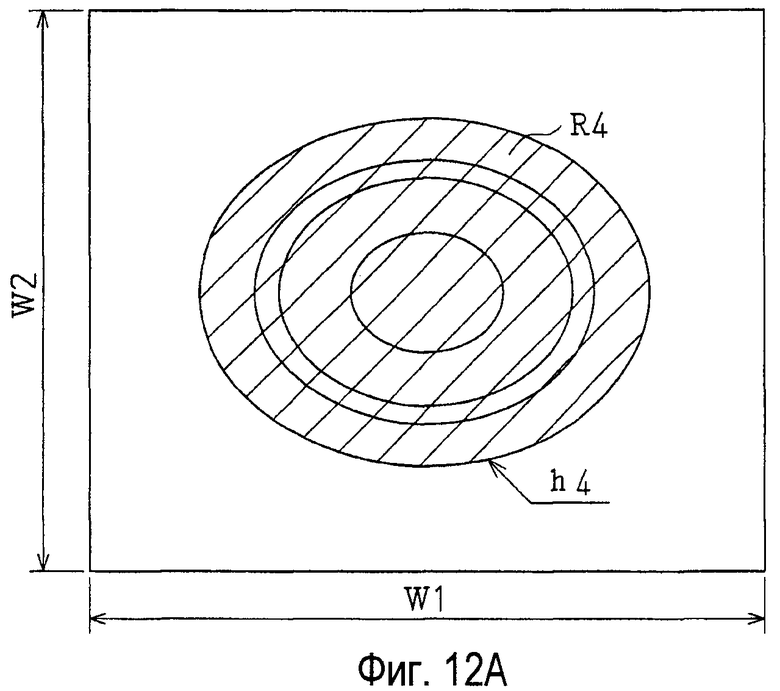
Фиг.12А - схема в контурных линиях формы выступа, сформированного на поверхности внешней круговой поверхности гильзы согласно второму осуществлению или четвертому осуществлению;
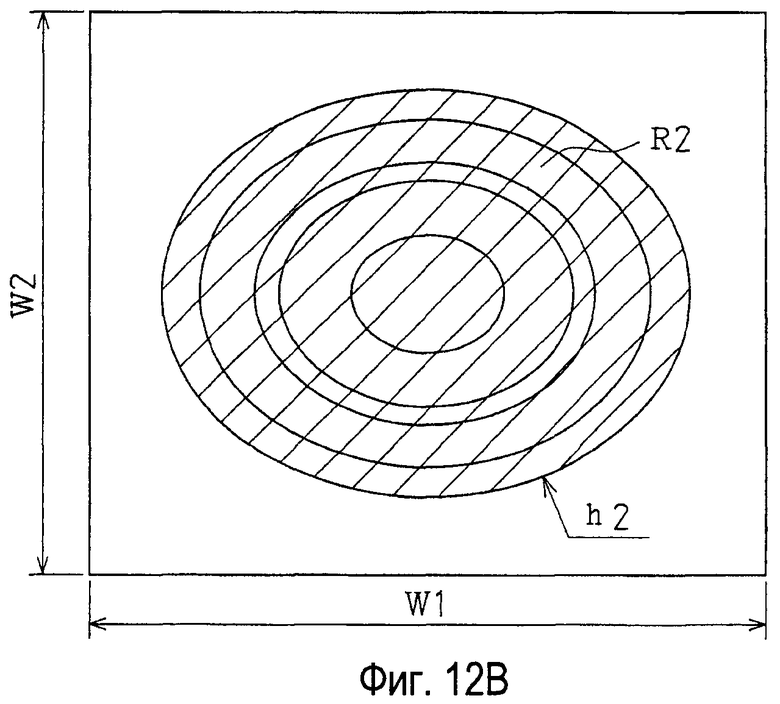
Фиг.12В - схема в контурных линиях формы выступа, сформированного на внешней круговой поверхности гильзы согласно второму осуществлению или четвертому осуществлению.
Первое осуществление
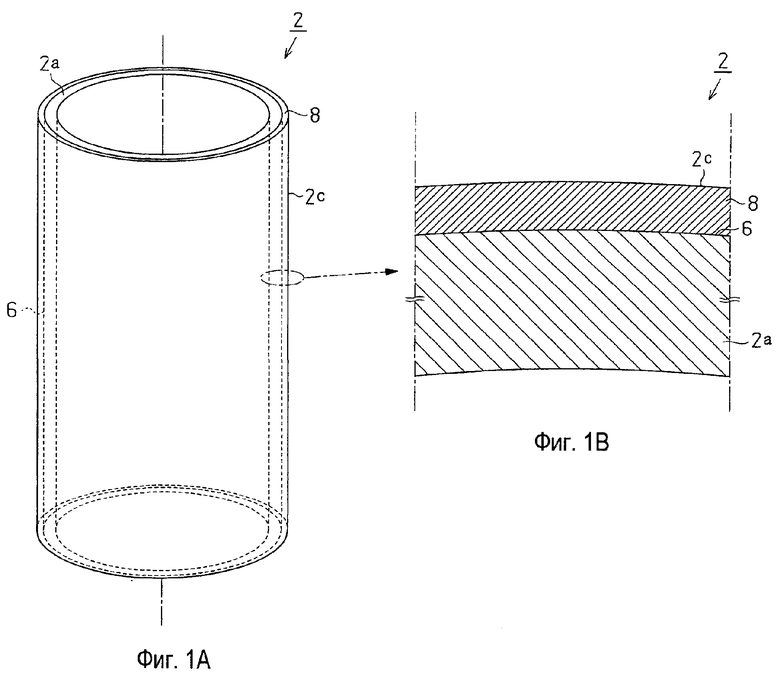
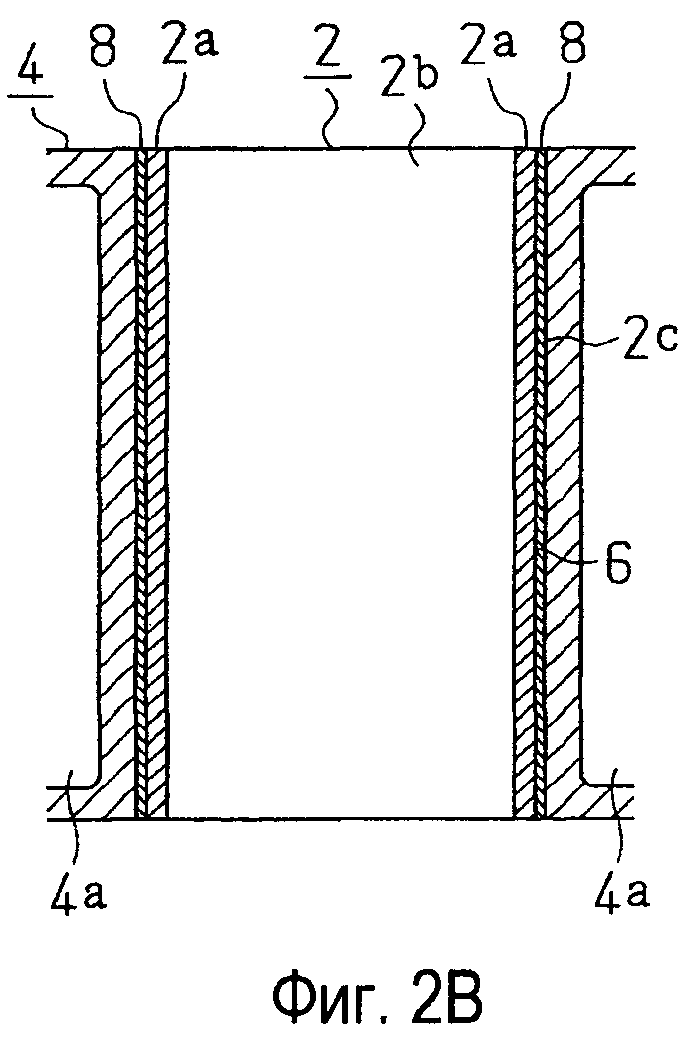
Первое осуществление показано на фиг.1А, 1В, 2А и 2В. Фиг.1А показывает в перспективе гильзу 2 цилиндра согласно изобретению. Фиг.1В - частичное увеличенное поперечное сечение гильзы 2 цилиндра. Фиг.2А - частичное, в перспективе, изображение блока 4 цилиндра; гильза 2 цилиндра заключена в оболочку при литье с закладными элементами. Фиг.2В - частичное, увеличенное, поперечное сечение блока 4 цилиндров. Водяная рубашка 4а, сформированная вокруг гильзы 2 цилиндра, которая заключена внутри блока 4 цилиндров.
Конструкция гильзы 2 цилиндра
Корпус 2а гильзы 2 цилиндра согласно Фиг.1А и 1В представляет собой цилиндрический корпус, выполненный из чугуна. Гильза 2 сформирована формированием слоя 8 металлического покрытия на внешней круговой поверхности 6 корпуса 2а гильзы цилиндра (далее - внешняя круговая поверхность). Слой 8 металлического покрытия обеспечивает металлургическую связь гильзы 2 цилиндра с блоком 4 цилиндров во время литья.
С учетом износостойкости, сопротивления к заклиниванию и формуемости предпочтительный состав чугуна является следующим:
Общий С: 2,9-3,7 вес.%,
Si: 1,6-2,8 вес.%,
Mn: 0,5-1,0 вес.%,
Р: 0,05-0,4 вес.%,
При необходимости могут быть дополнительно введены следующие компоненты:
Cr: 0,05-0,4 вес.%,
В: 0,03-0,08 вес.%,
Cu: 0,3-0,5 вес.%.
Состав слоя 8 металлического покрытия
В качестве металлического материала для формирования слоя 8 металлического покрытия используется металлический материал с высокой теплопроводностью. Например, алюминий, алюминиевый сплав, медь или медный сплав.
Формирование слоя 8 металлического покрытия
При формировании слоя 8 металлического покрытия на внешней круговой поверхности 6 этой поверхности заранее придают шероховатость при помощи устройства, придающего шероховатость (в частности, струйное или водоструйное устройство).
После придания шероховатости внешней круговой поверхности 6 обеспечивают соударение металлического материала с высокой теплопроводностью в твердом виде и в виде порошка с поверхностью 6 в сверхзвуковом потоке инертного газа при помощи устройства холодного распыления. Соответственно, частицы металлического материала с более высокой теплопроводностью подвергаются пластической деформации на внешней круговой поверхности 6 и формируют слой 8 металлического покрытия.
Поскольку материалом отливки блока 4 цилиндров является алюминий или алюминиевый сплав, то такой же материал, что и материал блока, можно приготовить в виде порошка и использовать для холодного распыления.
Конструкция и литье блока 4 цилиндров
Согласно Фиг.2А и 2В блок 4 цилиндров сформирован с включением в себя гильзы 2 цилиндра при литье с закладными элементами. В частности, внешняя круговая поверхность 2 с гильзы 2 цилиндра, на которой сформирован слой 8 металлического покрытия, заключена внутри материала блока. Для материала блока использован легкий сплав в качестве материала отливки. В целях уменьшения веса и снижения себестоимости в качестве материала блока используется алюминий или алюминиевый сплав. Например, в качестве алюминиевого сплава можно использовать сплав согласно Японскому промышленному стандарту (JIS) ADC10 (соответствующий стандарт США: ASTM А380.0), или сплав согласно JIS ADC12 (соответствующий стандарт США: ASTM A383.0).
Гильзу 2 цилиндра согласно Фиг.1А помещают в литейную форму. Затем расплавленный алюминий или алюминиевый сплав заливают в литейную форму. Получают блок 4 цилиндров, в котором вся внешняя поверхность слоя 8 металлического покрытия заключена внутри алюминия или алюминиевого сплава.
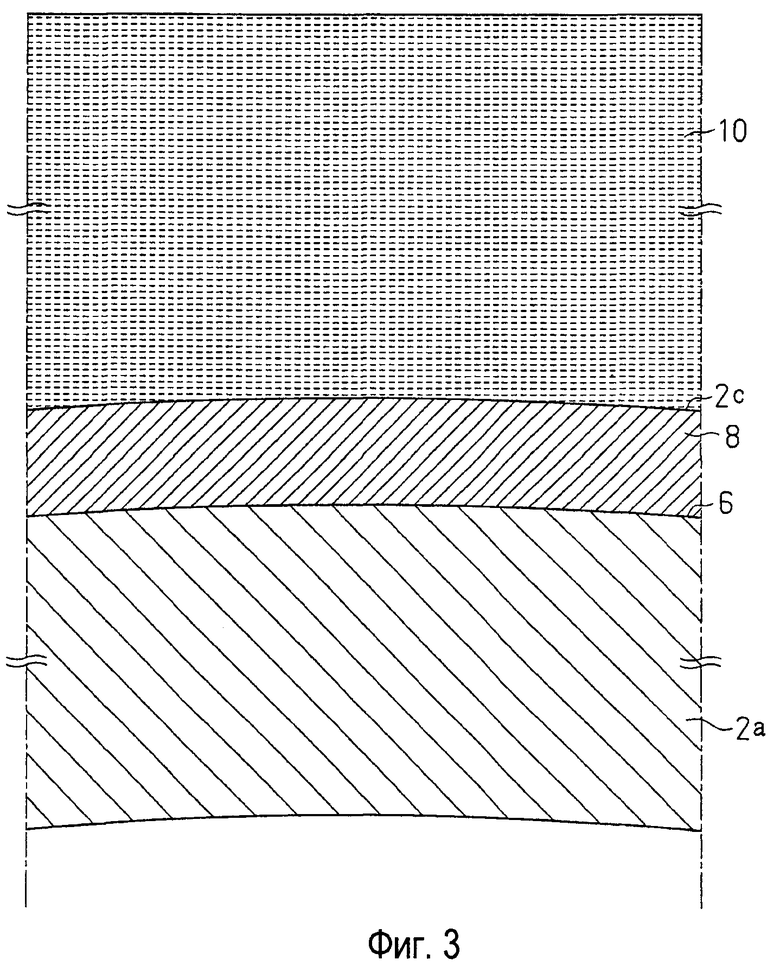
Согласно Фиг.3 во время отливки расплавленный металл 10 контактирует со слоем 8 металлического покрытия на внешней круговой поверхности 6 и нагревает его. Поскольку слой 8 металлического покрытия сформирован, как упомянуто выше, холодным распылением, поэтому на поверхности слоя 8 металлического покрытия присутствуют небольшое количество оксида, то есть на внешней круговой поверхности 2 с гильзы 2 цилиндра; и расплавленный металл 10 при его затвердевании создает достаточное сцепление со слоем 8 металлического покрытия. Тем самым отливка блока 4 цилиндра завершается.
Описываемое выше первое осуществление имеет следующие преимущества.
(i) Слой 8 металлического покрытия формируют холодным распылением. Во время литья блока 4 цилиндров расплавленный металл 10 контактирует со слоем 8 металлического покрытия и затвердевает. При холодном распылении слой 8 металлического покрытия формируют на корпусе 2а гильзы цилиндра в нерасплавленном и в бескислородном состоянии, как упомянуто выше. При этом небольшое количество оксидных пленок или оксидных слоев формируются на поверхности таким образом сформированного слоя 8 металлического покрытия или внутри него.
Поэтому, когда гильза 2 цилиндра заключена внутри материала блока при литье с закладными элементами, блок 4 цилиндров формируется с прочным сцеплением между внешней круговой поверхностью 2с, которая является поверхностью слоя 8 металлического покрытия, и материалом блока. Поэтому повышается теплопроводность от границы слоя 8 металлического покрытия к блоку 4 цилиндров. Причем, поскольку в слое 8 металлического покрытия присутствуют небольшое количество оксидов, то сам слой 8 металлического покрытия имеет высокую теплопроводность.
Вследствие этого теплопроводность от слоя 8 металлического покрытия к блоку 4 цилиндров достаточно высокая.
Соответственно, теплопроводность от гильзы 2 цилиндра к блоку 4 цилиндров в достаточной степени повышается, в результате чего водяная рубашка 4а в удовлетворительной степени охлаждает отверстие 2b цилиндра.
(ii) Как упомянуто выше, материал для слоя 8 металлического покрытия является металлическим материалом с высокой теплопроводностью. Слой 8 металлического покрытия содержит небольшое количество оксидов, как упомянуто выше, и обеспечивает материалу достаточную теплопроводность. Таким образом, преимущество (i) становится еще выгоднее.
Второе осуществление
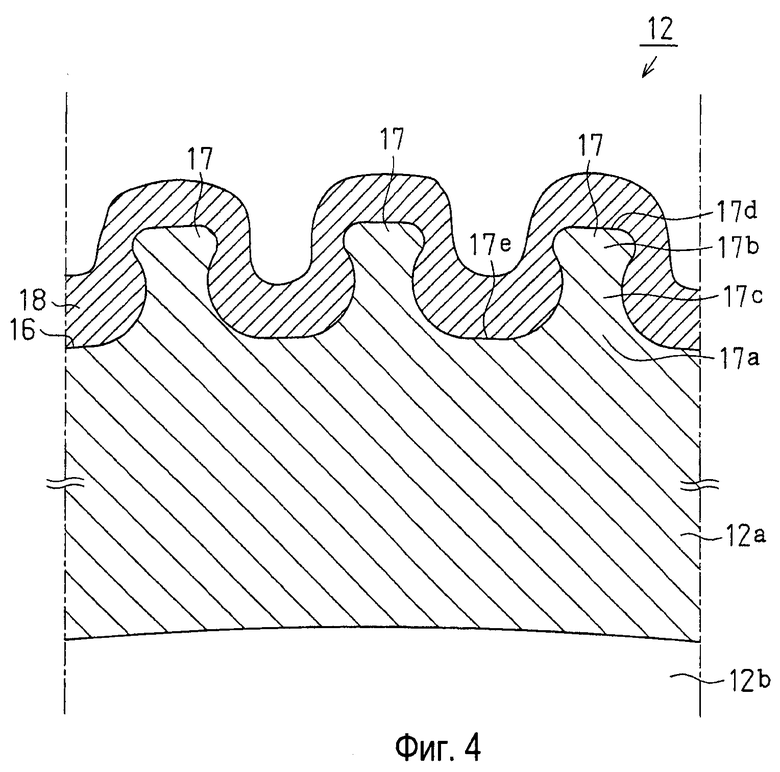
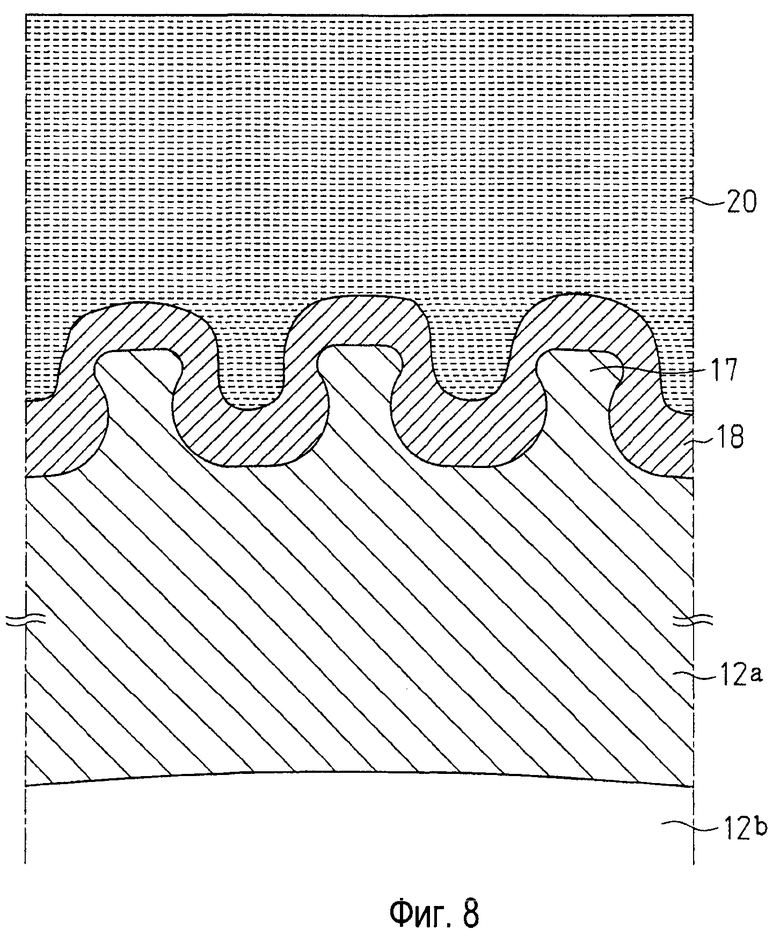
Фиг.4 показывает частичное поперечное сечение гильзы цилиндра согласно второму осуществлению. Корпус 12а гильзы 12 цилиндра выполнен из чугуна того же состава, что и в первом осуществлении, но выступы 17 имеют, каждый из которых имеет суженную форму, сформированы как одно целое с внешней круговой поверхностью 16. Каждый выступ 17 сформирован следующим образом.
(1) Каждый выступ 17 имеет самый узкий участок (сужение 17с) в средней части между ближним концом 17а и дальним концом 17b.
(2) Каждый выступ 17 расширяется от сужения 17с к ближнему концу 17а и к дальнему концу 17b.
(3) Каждый выступ 17 имеет по существу плоскую верхнюю поверхность 17d на дальнем конце 17b. Верхняя поверхность 17d является самой дальней поверхностью в радиальном направлении от корпуса 12а гильзы цилиндра.
(4) По существу плоская поверхность (поверхность 17е основания) сформирована между выступами 17.
После придания шероховатости внешней круговой поверхности 16 на ней формируют слой 18 металлического покрытия. Слой 18 металлического покрытия металлургически связывается с материалом блока. Слой 18 металлического покрытия тот же, что и слой металлического покрытия в первом осуществлении. То есть металлический материал высокой теплопроводности используется в качестве металлического материала для формирования слоя 18 металлического покрытия. Например, могут использоваться: алюминий, алюминиевый сплав, медь или медный сплав.
Способ изготовления гильзы 12 цилиндра
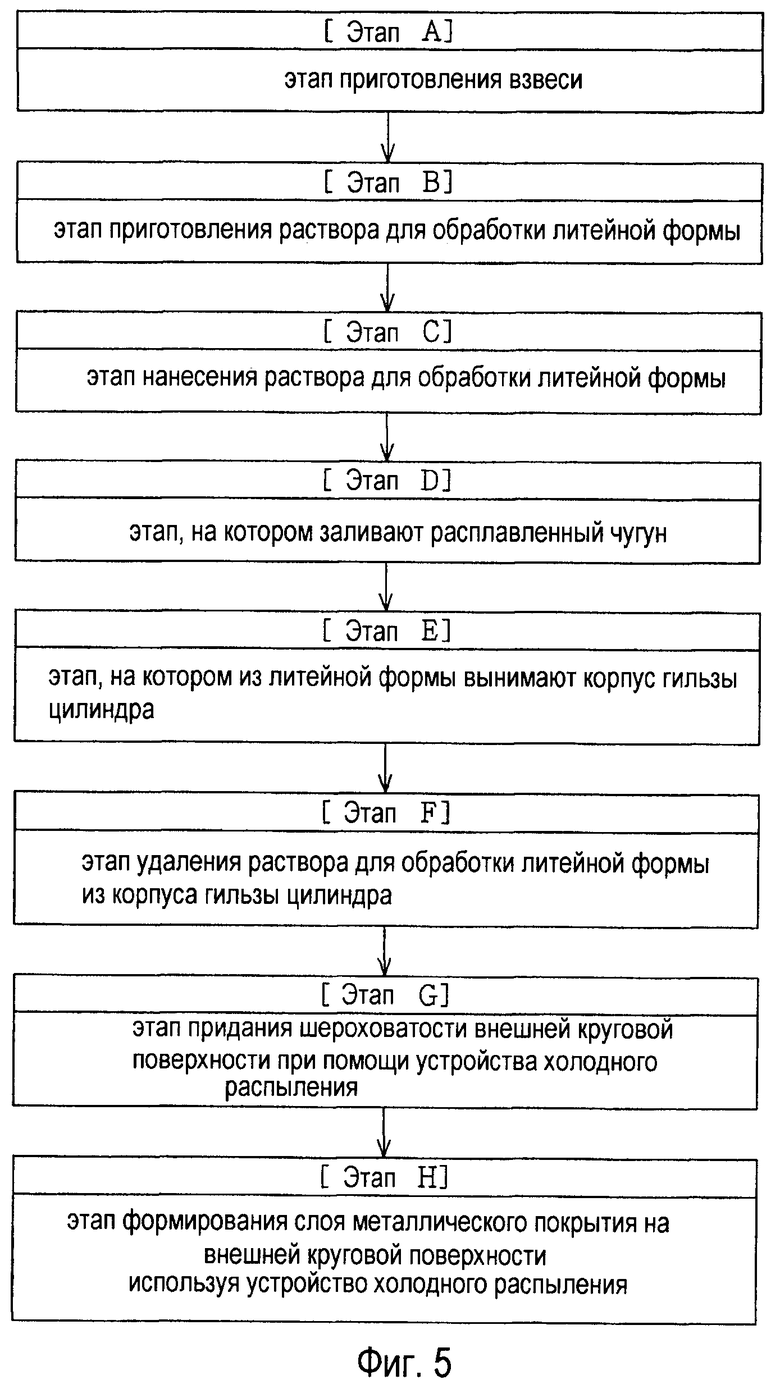
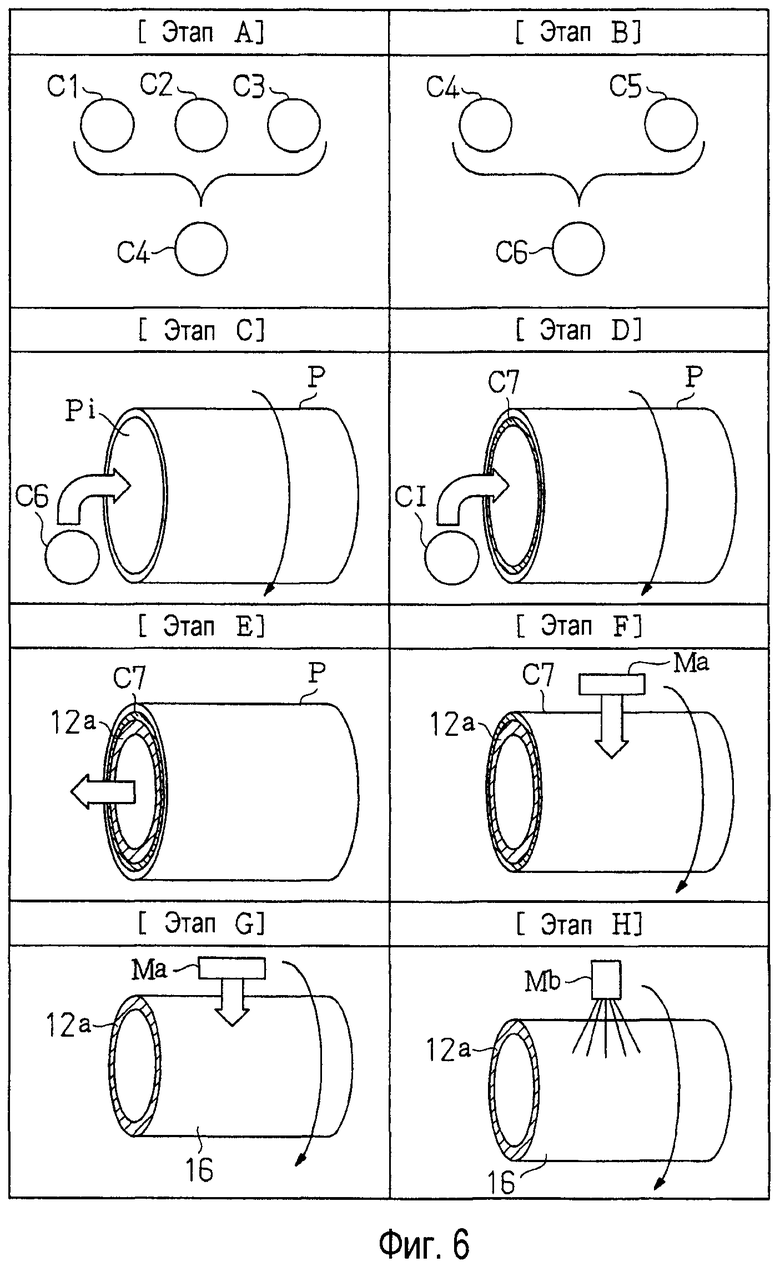
Гильза 12 цилиндра изготавливается по этапам А-Н согласно Фиг.5. Каждый этап поясняется со ссылкой на Фиг.6.
(Этап А)
Взвесь С4 готовят смешиванием огнеупорного материала С1, связующего С2 и воды С3 в заданных соотношениях.
В этом осуществлении возможные пределы количеств огнеупорного материала С1, связующего С2 и воды С3; возможные пределы среднего размера частиц огнеупорного материала С1 установлены в следующих значениях:
Количество огнеупорного материала С1: 8-30 вес.%.
Количество связующего С2: 2-10 вес.%.
Количество воды С3: 60-90 вес.%.
Средний размер частиц огнеупорного материала С1: 0,02-0,1 мм
(Этап В).
Заданное количество поверхностно-активного вещества С5 вводят во взвесь С4 для получения раствора С6 для обработки литейной формы.
В этом осуществлении возможные пределы загрузки ПАВ С5 заданы следующими: 0,005 вес/%<X≤0,1 вес.% (Х - загрузка).
(Этап С)
Раствор С6 для обработки литейной формы наносят распылением на поверхность Pi внутренней окружности литейной формы Р, нагретой до заданной температуры и вращаемой. Причем раствор С6 для обработки литейной формы наносят таким образом, что слой раствора С6 для обработки литейной формы (слой С7 раствора для обработки литейной формы) единообразной толщины формируется при этом по всей поверхности Pi внутренней окружности.
В этом осуществлении возможные пределы толщины слоя С7 из раствора для обработки литейной формы заданы следующими.
Толщина слоя С7: 0,5-1,5 мм.
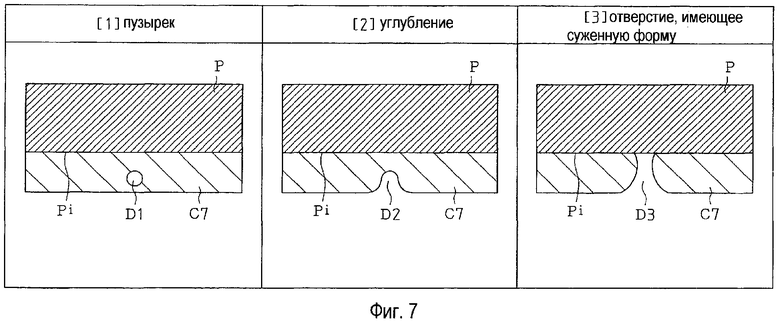
Фиг.7 показывает пример порядка этапов для формирования отверстия с сужением в слое С7 из раствора для обработки литейной формы.
Согласно Фиг.7 ПАВ С5 действует на пузырек D1 в слое С7, в результате чего углубление D2 формируется в направлении к внутренней окружности слоя С7. Углубление D2 доходит до поверхности Pi внутренней окружности литейной формы Р, в результате чего образуется отверстие D3 суженной формы в слое С7 из раствора для обработки литейной формы.
(Этап D)
После высыхания слоя С7 расплавленный чугун CI заливают во вращающуюся литейную форму Р. Соответственно, таким образом отливают корпус 12а гильзы цилиндра. При этом выступы, форма каждого из которых соответствует форме отверстия D3 слоя С7 раствора для обработки литейной формы, переносятся на корпус 12а гильзы цилиндра, в результате чего на поверхности 16 внешней круговой поверхности формируются выступы 17 (см. Фиг.4), каждый из которых имеет сужение.
(Этап Е)
После отверждения расплавленного металла CI и формирования корпуса 12а гильзы цилиндра этот корпус вынимают из литейной формы со слоем С7.
(Этап F)
При помощи дутьевого устройства Ма раствор С7 удаляют с внешней круговой поверхности 16.
(Этап G)
Устройством придания шероховатости (такое струйное устройство, как струйное устройство Ма или водоструйное устройство) внешней круговой поверхности 16 придают шероховатость.
(Этап Н)
При помощи устройства Mb холодного распыления внешнюю круговую поверхность 16 покрывают порошком имеющего высокую теплопроводность металла - как в первом осуществлении. При этом формируется слой 18 металлического покрытия на внешней круговой поверхности 16, который покрывает выступы 17.
Таким образом завершается выполнение гильзы 12 цилиндра, показываемой на чертеже Фиг.4.
Соотношение поверхностей площадей выступа 17
В этом осуществлении возможные пределы первого соотношения S1 площадей и второго соотношения S2 площадей выступов 17 на корпусе 12а гильзы цилиндра, показанные ниже:
Первое соотношение S1 площадей: не более 10%.
Второе соотношение S2 площадей: не более 55%.
Либо эти соотношения можно задать в следующих значениях:.
Первое соотношение S1 площадей: 10-50%.
Второе соотношение S2 площадей: 20-55%.
Первое соотношение S1 площадей соответствует площади поперечного сечения выступов 17 на единицу площади в плоскости, на высоте, равной 0,4 мм от поверхности 17е основания (расстояние в направлении высоты относительно поверхности 17е основания).
Второе соотношение S2 площадей соответствует площади поперечного сечения выступов 17 на единицу площади в плоскости на высоте, равной 0,2 мм от поверхности 17е основания (расстояние в направлении высоты относительно поверхности 17е основания).
Соотношения S1, S2 площадей определяют по контурным схемам (Фиг.11 и 12, поясняемым ниже) выступа 17, определяемым при помощи трехмерного лазерного измерительного устройства.
Высоту и плотность распределения выступов 17 определяют по глубине и плотности распределения отверстий D3 в слое С7 из раствора для обработки литейной формы, сформированных на этапе С. В частности, слой С7 сформирован таким образом, что высота выступов 17 составляет 0,5-1,5 мм, и плотность распределения выступов 17 или число выступов 17 на см2 внешней круговой поверхности: от пяти до шестидесяти.
Изготовление блока цилиндров
Блок цилиндров изготавливают согласно следующим этапам: гильзу 12 цилиндра, показываемую на фиг.4, помещают в литейную форму, и расплавленный металл 20 материала блока наливают в литейную форму, в результате чего внешняя круговая поверхность 16 заключается внутри расплавленного металла 20. Материал блока тот же, который описывается в первом осуществлении 1, и используется тот же легкий сплав.
В блоке цилиндров согласно второму осуществлению, изготавливаемом аналогично, расплавленный металл 20 затвердевает, и при этом в достаточной степени осуществляет свое сцепление со слоем 18 металлического покрытия согласно механизму, излагаемому в первом осуществлении.
Второе осуществление имеет следующие преимущества:
(i) Помимо преимуществ первого осуществления - слой 18 металлического покрытия и корпус 12а гильзы цилиндра связываются друг с другом не только холодным распылением, но также и с помощью выступов 17, каждый из которых имеет суженную форму. Поэтому сила связи между корпусом 12а гильзы цилиндра и слоем 18 металлического покрытия и сила связи между корпусом 12а гильзы цилиндра и блоком цилиндров со слоем 18 металлического покрытия повышены в еще большей степени. Соответственно, обеспечен высокий уровень круглости расточки 12b цилиндра.
Помимо этого, выступы 17 суженной формы тоже повышают теплопроводность от корпуса 12а гильзы цилиндра к блоку цилиндров, в результате чего улучшаются характеристики охлаждения отверстия 12b цилиндра.
Третье осуществление
В третьем осуществлении используется тот же корпус 22а гильзы цилиндра, что и корпус гильзы цилиндра в первом осуществлении. Слой 28 металлического покрытия сформирован на корпусе 22а гильзы цилиндра из порошкового материала с низкой температурой плавления при помощи устройства холодного распыления, в результате чего получают гильзу 22 цилиндра.
Металлическим материалом с низкой температурой плавления может быть цинк, цинковый сплав, олово, оловянный сплав, свинец, свинцовый сплав, сурьма или сплав сурьмы.
Аналогично слою металлического покрытия по первому осуществлению слой 28 металлического покрытия, сформированный холодным распылением, имеет несколько слоев оксида на поверхности и внутри.
Согласно Фиг.10 гильза 22 цилиндра заключена внутри расплавленного металла 30 материала блока, как в первом осуществлении, и тем самым выполнена отливка блока цилиндров. Во время литья, поскольку слой 28 металлического покрытия имеет температуру плавления более низкую, чем температура плавления материала блока (алюминий или алюминиевый сплав), формирующего расплавленный металл 30, поэтому расплавленный металл 30 плавится и сплавляется с поверхностью слоя 28 металлического покрытия, в результате чего формируется слой 28а сплавленного металла, как показано на фигурах. Отливка блока цилиндров завершается, когда расплавленный металл 30 и слой 28а расплавленного металла затвердевают. При этом слой 28а расплавленного металла приобретает прочную связь и сцепляется с блоком цилиндров и слоем 28 металлического покрытия.
Третье осуществление имеет следующие преимущества.
(i) Поскольку для слоя 28 металлического покрытия используется металлический материал с низкой температурой плавления, то поверхность слоя 28 металлического покрытия, на котором сформированы пленки оксида, плавится при контакте с расплавленным металлом 30 и сплавляется с расплавленным металлом 30. За счет этого повышается теплопроводность между слоем 28 металлического покрытия и блоком цилиндров после изготовления слоя 28 металлического покрытия и таким образом преимущество (i) первого осуществления становится еще более действенным.
(ii) Поскольку холодное распыление не расплавляет металл, то использование металлического материала с низкой температурой плавления не вызывает засорение устройства холодного распыления по причине чрезмерного расплавления. Поэтому технологичность формирования пленки не снижается. Помимо этого, в зависимости от типа металла, предотвращается сублимация. Таким образом, повышается эффективность формирования пленки.
Четвертое осуществление
Гильза цилиндра согласно четвертому осуществлению имеет тот же корпус 12а гильзы цилиндра, что и согласно второму осуществлению, с выступами 17, сформированными на внешней круговой поверхности 16. Слой металлического покрытия согласно четвертому осуществлению сформирован из металлического материала с низкой температурой плавления аналогично слою 28 металлического покрытия по третьему осуществлению.
Гильза цилиндра, сформированная как комбинация корпуса 12а гильзы цилиндра второго осуществления и слоя 28 металлического покрытия третьего осуществления, заключена внутри материала блока (алюминий или алюминиевый сплав) при литье с закладными элементами. Выполнение блока цилиндров таким образом завершается.
Описываемое выше четвертое осуществление имеет следующие преимущества:
(i) Обеспечиваются преимущества второго и третьего осуществлений.
Описание контурных линий выступа
Далее поясняются контурные схемы выступов 17 второго осуществления, получаемые трехмерным лазерным измерительным устройством.
Контурная схема выступа 17
На фиг.11А и 11В поясняется измерение контурных линий выступа 17 по второму осуществлению, показанному на фиг.4. При составлении контурной схемы образец для измерения контурных линий помещают на испытательный стенд таким образом, чтобы основание 17е было обращено к бесконтактному трехмерному лазерному измерительному устройству. Измерение выполняют облучением поверхности 17е основания, и при этом лазерный луч направлен по существу перпендикулярно к поверхности 17е основания. Результаты измерения посылают в устройство обработки изображений для получения контурной схемы выступа 17 согласно фиг.11А.
Фиг.11В показывает взаимосвязь между поверхностью 17е основания и контурными линиями (h0-h10). Согласно чертежу контурные линии h отображены на заданном интервале от поверхности 17е основания по высоте выступа 17 (направление согласно стрелке Y). Далее расстояние в направлении стрелки Y относительно поверхности 17е называется высотой измерения.
На фиг.11А и 11В показана схема, на которой контурные линии h показаны через интервал в 0,2 мм, но расстояние между контурными линиями h может изменяться сообразно необходимости.
(а) Первое соотношение S1 площадей выступа 17
Фиг.12А показывает контурную схему, на которой контурные линии h менее чем на 0,4 мм по высоте не отображены (первая контурная схема). Площадь показываемой контурной схемы (W1 x W2) является единицей площади для измерения первого соотношения S1 площадей.
В первой контурной схеме площадь области R4, окружаемой контурной линией h4 (зона заштрихованной части SR чертежа), соответствует площади поперечного сечения выступа, находящегося в плоскости на высоты измерения 0,4 мм (первая площадь поперечного сечения выступа 17). Число областей R4 первой контурной схемы (число областей N4) соответствует числу выступов 17 в первой контурной схеме.
Первое соотношение S1 площадей вычисляется как соотношение общей площади областей R4 (SR4×N4) и площади контурной схемы (W1×W2). То есть первое соотношение S1 площадей соответствует общей площади первой площади поперечного сечения на единице площади в плоскости на измеряемой высоте, равной 0,4 мм. В контурной схеме выступов, то есть в контурной схеме внешней круговой поверхности корпуса гильзы цилиндра, первое соотношение S1 площадей равно соотношению общей площади первых площадей поперечного сечения и площади всей контурной схемы.
Первое соотношение S1 площадей вычисляется следующим уравнением:
S1=(SR4×N4)/(W1×W)×100 [%]
(b) Второе соотношение S2 площадей выступа 17
Фиг.12 В показывает контурную схему, на которой контурные линии h на высоте измерения менее 0,2 мм, не показаны (вторая контурная схема). Площадь контурной схемы (W1×W2) есть единица площади измерения второго соотношения S2 площадей.
На второй контурной схеме площадь области R2, окружаемой контурной линией h2 (площадь заштрихованной части SR2 на чертеже), соответствует площади поперечного сечения выступа, который находится в плоскости на высоте измерения, равной 0,2 мм (вторая площадь поперечного сечения выступа 17). Число областей R2 на второй контурной схеме (число областей N2) соответствует числу выступов 17 второй контурной схемы. Поскольку площадь второй контурной схемы равна площади первой контурной схемы, поэтому число выступов 17 равно числу выступов N1.
Второе соотношение S2 площадей вычисляется как соотношение общей площади областей R2 (SR2×N2) и площади контурной схемы (W1×W2). То есть второе соотношение S2 площадей соответствует общей площади второго поперечного сечения на единице площади в плоскости на высоте измерения, равной 0,2 мм. В контурной схеме выступов, то есть в контурной схеме внешней круговой поверхности корпуса гильзы цилиндра, второе соотношение S2 площадей равно соотношению общей площади вторых площадей поперечного сечения и площади всей контурной схемы.
Второе соотношение S2 площадей вычисляется по следующему уравнению:
S2=(SR2×N2)/(W1×W2)Ч100 [%]
(c) Первая и вторая площади поперечного сечения выступа
Первая площадь поперечного сечения выступа 17 вычисляется как площадь поперечного сечения одного выступа, находящегося в плоскости на высоте измерения, равной 0,4 мм, согласно контурным схемам. Вторая площадь поперечного сечения выступа 17 вычисляется как площадь поперечного сечения одного выступа, находящегося в плоскости на высоте измерения, равной 0,2 мм, согласно контурной схеме. Например, при помощи обработки изображения контурных схем первая площадь поперечного сечения выступов 17 определяется вычислением площади области R4 первой контурной схемы (Фиг.12А). Также обработкой изображения контурных схем вторую площадь поперечного сечения выступов 17 определяют вычислением площади области R2 второй контурной схемы (Фиг.12В).
(d) Число выступов
Число выступов N1 вычисляют как число выступов 17 на единице площади (1 см2) на внешней круговой поверхности 16 гильзы цилиндра согласно контурным схемам. Например, при помощи обработки изображений контурных схем число выступов N1 определяют вычислением числа областей R4 в первой контурной схеме (Фиг.12А).
Гильза цилиндра, первое соотношение S1 площадей которой не превышало 10%, и гильза цилиндра, первое соотношение S1 площадей которой было меньше 10%, были выполнены на блоках цилиндров, и было сделано сравнение величины деформации этих отверстий цилиндра. Величина деформации последней оказалась более чем в три раза большей, чем у первой.
Если второе соотношение S2 площадей более 55%, то пустотность значительно увеличивается. Термин «пустотность» означает соотношение между площадью пустот на границе гильзы цилиндра и блоком цилиндров с граничным поперечным сечением.
Эти результаты подтверждают, что выполнение гильзы цилиндра, первое соотношение S1 площадей для которой не меньше 10% и второе соотношение S2 площадей для которой не более 55%, на блоке цилиндра повышает силу связи и прочность сцепления между материалом блока и гильзой цилиндра.
Если верхний предел первого соотношения S1 площадей задан в значении 50%, то второе соотношение S2 площадей задается в значении не более 55%. Если нижний предел второго соотношения S2 площадей задан в значении 20%, то второе соотношение S1 площадей задается в значении не менее 10%.
Прочие осуществления
(1) Во втором и четвертом осуществлениях внешней круговой поверхности придают шероховатость. Но поскольку выступы суженной формы дают достаточную силу связи со слоем металлического покрытия и блоком цилиндров, то придавать шероховатость внешней круговой поверхности не обязательно.
(2) Выступы согласно второму и четвертому осуществлений отвечают всем требованиям (а)-(d):
(а) высота выступов: 0,5-1,5 мм;
(b) на внешней круговой поверхности число выступов: от пяти до шестидесяти на 1 см2;
(с) первое соотношение S1 площадей области внутри контурной линии на высоте в 0,4 мм не менее 10% в контурной схеме выступов; причем эта схема определена измерением внешней круговой поверхности по высоте выступов при помощи трехмерного измерительного устройства;
(d) второе соотношение S2 площадей области внутри контурной линии на высоте в 0,2 мм не менее 55% в контурной схеме выступов; причем эта схема определена измерением внешней круговой поверхности по высоте выступов при помощи трехмерного измерительного устройства.
Либо выступы второго и четвертого осуществлений могут отвечать всем следующим условиям (а)-(d'):
(а) высота выступов: 0,5-1,5 мм;
(b) на внешней круговой поверхности число выступов: от пяти до шестидесяти на 1 см2;
(с') первое соотношение S1 площадей области внутри контурной линии на высоте в 0,4 мм составляет 10-50% в контурной схеме выступов; причем эта схема определена измерением внешней круговой поверхности по высоте выступов при помощи трехмерного измерительного устройства;
(d') второе соотношение S2 площадей области внутри контурной линии на высоте в 0,2 мм составляет 20-55% в контурной схеме выступов; причем эта схема определена измерением внешней круговой поверхности по высоте выступов при помощи трехмерного измерительного устройства.
Также выступы согласно второму и четвертому осуществлениям могут соответствовать по меньшей мере одному из следующих условий (а)-(b):
(а) высота выступов: 0,5-1,5 мм;
(b) на внешней круговой поверхности число выступов: от пяти до шестидесяти на 1 см2.
В этом варианте создается достаточная сила связи между гильзой цилиндра и блоком цилиндров; упрочняется связь между ними.
Можно обеспечить выступы, соответствующие условиям (с) и (d), и по меньшей мере одному из условий (а) и (b) или условиям (c'), (d'), и по меньшей мере одному из условий (а) и (b).
В этом варианте создается достаточная сила связи между гильзой цилиндра и блоком цилиндров; упрочняется связь между ними.
(3) Выступы 17 можно выполнить со следующими характеристиками: каждая из областей R4, окружаемая контурной линией h4 в контурной схеме согласно Фиг.11 и 12, является независимой от каждой другой (т.е. выступы 17 могут быть независимыми друг от друга в положении измерения на высоте 0,4 мм). Эта конфигурация также повышает силу связи между блоком цилиндров и гильзой цилиндра.
Если при измеренной высоте в 0,4 мм площадь каждого выступа 17 задается в значении 0,2-3,0 мм2, то во время изготовления устраняется возможность нарушения или ослабления силы связи выступов 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛАДНОЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ, БЛОК ЦИЛИНДРОВ, СПОСОБ СОЗДАНИЯ ПОКРЫТИЯ НА ЗАКЛАДНОМ ЭЛЕМЕНТЕ И СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ | 2006 |
|
RU2375146C2 |
| ГИЛЬЗА ЦИЛИНДРА, БЛОК ЦИЛИНДРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2374034C1 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2373021C2 |
| ГИЛЬЗА ЦИЛИНДРА (ВАРИАНТЫ) И ДВИГАТЕЛЬ | 2006 |
|
RU2376488C2 |
| ГИЛЬЗА ЦИЛИНДРА И ДВИГАТЕЛЬ | 2006 |
|
RU2387861C2 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2388576C2 |
| ГИЛЬЗА ЦИЛИНДРА ДЛЯ ЛИТЬЯ С ЗАКЛАДНЫМИ ЭЛЕМЕНТАМИ | 2020 |
|
RU2767129C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ГИЛЬЗУ ЦИЛИНДРА | 2006 |
|
RU2414526C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2421540C2 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2764951C1 |

Изобретение относится к области литейного производства. Закладной элемент содержит внешнюю круговую поверхность, заключенную внутри металла отливки при литье, имеющую множество выступов, каждый из которых выполнен с суженной формой. Высота выступов равна 0,5-1,5 мм, а число выступов составляет 5-60 на 1 см2 внешней круговой поверхности. Внешняя круговая поверхность имеет слой металлического покрытия, сформированный методом холодного распыления. Закладной элемент может быть использован в качестве гильзы цилиндров блока цилиндров двигателя внутреннего сгорания. Достигается повышение теплопроводности слоя металлического покрытия. 4 н. и 12 з.п. ф-лы, 16 ил.
1. Закладной элемент для литья, имеющий внешнюю круговую поверхность, которая заключена внутри металла отливки при литье, в котором на внешней круговой поверхности посредством холодного распыления сформирован слой металлического покрытия, причем внешняя круговая закладного элемента имеет множество выступов, каждый из которых имеет суженную форму, при этом выступы сформированы в соответствии по меньшей мере с одним из следующих условий (а) и (b): (а) высота выступов: 0,5-1,5 мм; (b) на внешней круговой поверхности число выступов составляет 5-60 на 1 см2.
2. Закладной элемент для литья по п.1, в котором слой металлического покрытия сформирован из металлического материала с высокой теплопроводностью.
3. Закладной элемент для литья по п.2, в котором металлический материал является любым из следующих: алюминий, алюминиевый сплав, медь и медный сплав.
4. Закладной элемент для литья по п.1, в котором слой металлического покрытия сформирован из металлического материала, температура плавления которого ниже, чем у металла отливки.
5. Закладной элемент для литья по п.4, в котором металлический материал является любым из следующих: цинк, цинковый сплав, олово, оловянный сплав, свинец, свинцовый сплав, сурьма и сплав сурьмы.
6. Гильза цилиндра, связанная с блоком цилиндров двигателя внутреннего сгорания, причем гильза цилиндра содержит корпус гильзы цилиндра, внешняя круговая поверхность которого заключена, при литье, внутри металла отливки для формирования блока цилиндров, слой металлического покрытия, сформированный на внешней круговой поверхности посредством холодного распыления, причем внешняя круговая поверхность гильзы цилиндра имеет множество выступов, каждый из которых имеет суженную форму и покрыт слоем металлического покрытия, при этом выступы сформированы в соответствии по меньшей мере с одним из следующих условий (а) и (b): (а) высота выступов: 0,5-1,5 мм, (b) на внешней круговой поверхности число выступов составляет 5-60 на 1 см2.
7. Гильза цилиндра по п.6, в котором выступы сформированы в соответствии со следующими условиями: (с) в контурной схеме внешней круговой поверхности корпуса гильзы цилиндра, полученной при помощи трехмерного лазерного измерительного устройства, соотношение общей площади поперечного сечения выступов на высоте в 0,4 мм и площади всей контурной схемы равно 10% или более; и (с) соотношение общей площади поперечного сечения выступов на высоте в 0,2 мм с площадью всей контурной схемы равно 55% или менее.
8. Гильза цилиндра по п.6, в котором выступы сформированы в соответствии со следующими условиями: (с') в контурной схеме внешней круговой поверхности корпуса гильзы цилиндра, полученной при помощи трехмерного лазерного измерительного устройства, соотношение общей площади поперечного сечения выступов на высоте в 0,4 мм и площади всей контурной схемы равно от 10 до 50%; и (d') соотношение общей площади поперечного сечения выступов на высоте в 0,2 мм с площадью всей контурной схемы составляет от 20 до 55%.
9. Гильза цилиндра по п.6, в котором выступы сформированы в соответствии со следующими условиями: (е) и (f): (e) в контурной схеме внешней круговой поверхности корпуса гильзы цилиндра, полученной при помощи трехмерного лазерного измерительного устройства: области, каждая из которых окружена контурной линией на высоте в 0,4 мм, являются независимыми друг от друга; и (f) площадь поперечного сечения, измеренная на высотев 0,4 мм, составляет от 0,2 до 3,0 мм2.
10. Блок цилиндров двигателя внутреннего сгорания, сформированный литьем металла и содержащий гильзу цилиндра, заключенную внутри металла при литье, при этом внешняя круговая поверхность гильзы цилиндра, связанная с блоком цилиндров, имеет множество выступов, каждый из которых выполнен с суженной формой, сформирована так, что высота выступов равна 0,5-1,5 мм, а число выступов составляет 5-60 на 1 см2 внешней круговой поверхности, и имеет слой металлического покрытия, сформированный методом холодного распыления.
11. Блок цилиндров по п.10, в котором металлом является алюминий или алюминиевый сплав.
12. Способ изготовления гильзы цилиндра, которую при литье размещают внутри материала блока цилиндров двигателя внутреннего сгорания, включающий получение цилиндрического корпуса, при этом внешняя круговая поверхность гильзы цилиндра имеет множество выступов, каждый из которых выполнен с суженной формой, и сформирована так, что высота выступов 0,5-1,5 мм, а число выступов составляет 5-60 на 1 см2 поверхности внешней окружности, и формирование слоя металлического покрытия на внешней круговой поверхности корпуса гильзы цилиндра посредством холодного распыления.
13. Способ по п.12, в котором металлическое покрытие на внешней круговой поверхности корпуса гильзы цилиндра формируют из металлического материала с высокой теплопроводностью.
14. Способ по п.13, в котором металлическое покрытие на внешней круговой поверхности корпуса гильзы цилиндра формируют из металлического материала, такого как алюминий, алюминиевый сплав, медь и медный сплав.
15. Способ изготовления по п.12, в котором металлическое покрытие на внешней круговой поверхности корпуса гильзы цилиндра формируют из металлического материала, температура плавления которого ниже температуры плавления материала блока.
16. Способ изготовления по п.12, в котором металлическое покрытие на внешней круговой поверхности корпуса гильзы цилиндра формируют из металлического материала, такого как цинк, цинковый сплав, олово, оловянный сплав, свинец, свинцовый сплав, сурьма и сплав сурьмы.
| ЕР 1504833 А1, 09.02.2005 | |||
| DE 19729017 А1, 04.02.1999 | |||
| DE 19937934 A1, 04.02.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2006342C1 |

