Изобретение касается устройства и способа модифицирования свойств веществ на поверхности и в краевой зоне трехмерных фасонных деталей посредством энергии электронов. Указаны также возможности применения способа.
Посредством электронов энергия в пространственном отношении и с точным определением может быть введена в материалы для того, чтобы изменить свойства их веществ на поверхности, в краевом слое или в объеме. Необходимые для этого электроны генерируются, формируются и ускоряются в ускорителях электронов, прежде чем они через в большинстве случаев плоское окно выхода электронов будут направлены из высокого вакуума на более высокий уровень давления в технологической камере. При этом желательна большей частью постоянная плотность электронов по всей протяженности окна выхода электронов. После пронизывания газового слоя (например, воздуха) на дистанции между окном выхода электронов и изделием электроны достигают обрабатываемой поверхности изделия.
В качестве ускорителей электронов используются плоскостные электронные пушки, называемые также диапазонными излучателями, или осевые электронные пушки. Выполненный в виде осевой электронной пушки ускоритель электронов по уровню техники содержит дополнительно камеру отклонения электронного луча с отклоняющей системой, посредством которой генерированный электронный луч отклоняется периодически по всему окну выхода электронов и в среднем по времени во всех участках окна с примерно одинаковой длительностью нахождения.
Трехмерные фасонные детали, такие, например, как тарные упаковки, медицинские имплантаты, наборы медицинских операционных инструментов, протезы из различных материалов (например, синтетического материала, бумаги, металла, керамики), используются в различных областях (например, в промышленности упаковочных материалов, фармации, медицинской технике, промышленности пластических масс). Для определенных случаев применения требуется изменение свойств (например, стерилизация, функционализация поверхности, структурирование, закалка) всей поверхности или краевого слоя фасонной детали.
Уровень техники
Известно воздействие на свойства всей поверхности трехмерных фасонных деталей посредством энергии электронов благодаря тому, что фасонную деталь за несколько пробегов (DE 199 42 142 А1) и в измененном положении проводят мимо окна выхода электронов. Известные устройства для генерирования электронов для модификации свойств фасонных деталей сконструированы таким образом, что по всему окну выхода электронов генерируется и отдается примерно одинаковая по плотности энергия электронов.
Благодаря изменению положения фасонной детали обеспечивается подача энергии электронов ко всей поверхности фасонной детали. Недостаток таких устройств заключается в том, что многократный пробег связан с относительно большой затратой времени. Изменение положения фасонной детали между отдельными пробегами также не может осуществляться произвольно, а должно быть подобрано таким образом, чтобы отдельные участки поверхности в совокупности не бомбардировались разной по плотности энергией электронов, что привело бы к различным свойствам.
По уровню техники вся поверхность трехмерной фасонной детали в течение лишь одного пробега модифицируется с помощью энергии электронов благодаря тому, что несколько (по меньшей мере, два или три) окон выхода электронов располагаются таким образом, что они окружают поперечник фасонной детали, при этом фасонная деталь проводится мимо этих окон выхода электронов и тем самым вся трехмерная поверхность бомбардируется электронами.
От фирмы LINAC Technologies (техническое описание “ELECTRON BEAN SURFACE STERILISATION SYSTEM 200 KeV - The Ke VAC S”) известно устройство стерилизации поверхности фасонных деталей с помощью энергии электронов, в котором три ускорителя электронов расположены таким образом, что их соответствующие окна выхода электронов охватывают объем с сечением равнобедренного треугольника, через который за один пробег проводятся стерилизуемые фасонные детали. Хотя посредством таких устройств, в сравнении с известными решениями, при которых фасонная деталь бомбардируется электронами за несколько пробегов, уменьшаются затраты времени, однако технические издержки из-за использования трех ускорителей электронов являются весьма высокими.
Известны подобные системы из трех окон выхода электронов, при которых, однако, электроны генерируются лишь посредством одного ускорителя электронов и с помощью одной системы отклонения распределяются на три окна выхода электронов.
Все известные решения с тремя окнами выхода электронов используют то преимущество, что ускорители электронов из-за их расположения в виде треугольника не воздействуют или лишь незначительно воздействуют друг на друга, то есть ускоренные электроны одного ускорителя электронов не передают значительной доли энергии на соответствующие другие ускорители электронов. Это требуется для того, чтобы долю энергии, поглощенную в окне выхода электронов, и тем самым ее рабочую температуру ограничивать до подкритического размера. В противном случае превышение температуры использования материалов разрушило бы легкоповреждаемый материал покрытия окна в результате механической нагрузки от прилагаемого снаружи атмосферного давления по сравнению с высоким вакуумом внутри электронной пушки. Для титановой фольги, обычно используемой в окнах выхода электронов, максимальная температура в любом случае не должна превышать примерно 400°С. Для продолжительного режима работы рассчитывают на температуру, составляющую максимально 200-250°С.
Известна также система лишь из двух окон выхода электронов, расположенных друг против друга. При этом при технологически необходимом малом расстоянии между окнами выхода электронов значительная доля энергии вводится в противоположное окно выхода электронов, следствием чего, в зависимости от конструкции, является повышение температуры в 2-5 раз. Необходимое ограничение максимальной температуры может быть достигнуто лишь путем пропорционального ограничения тока электронного пучка. Однако эта мера ограничивает эффективную мощность всей системы в целом.
Другая возможность ограничения температуры двух расположенных друг против друга окон выхода электронов заключается в размещении дополнительного абсорбера, такого, например, как (по меньшей мере, полупрозрачной) конвейерной ленты между окнами выхода электронов (US 2741704). Значительная доля энергии попадает при этом на абсорбер, что ограничивает попадание дополнительной энергии на противоположное окно выхода электронов.
Известно также решение, при котором два окна выхода электронов расположены друг против друга и с боковым смещением в направлении транспортировки изделий. Благодаря этому предотвращается попадание мощности в противоположный ускоритель электронов и тем самым его перегрев.
В известных установках, в которых два и более окон выхода электронов окружают фасонную деталь и в которых через все окно выхода электронов передается приблизительно равная по плотности энергия электронов и фасонная деталь бомбардируется электронами лишь за один пробег, отдельные участки поверхности фасонной детали в зависимости от ее геометрических размеров и вытекающего из этого разного расстояния от участков поверхности до окна выхода электронов нагружаются разными дозами (энергия на единицу площади или энергия на единицу массы) энергии электронов.
Для того чтобы реализовать определенное свойство на фасонной детали, требуется определенная доза энергии электронов. Из соображений целесообразности мощность генератора электронов устанавливают таким образом, чтобы на тех участках поверхности, на которые поступает наименьшая доза, поступающая туда доза в точности или по меньшей мере соответствовала бы дозе, требующейся для модификации свойства. Все другие участки поверхности фасонной детали неизбежно нагружаются более высокой дозой. Эта более высокая доза энергии обозначается также как сверхдоза. Чем выше сверхдоза на отдельных участках фасонной детали, тем сильнее свойства в этих участках отличаются от целевых параметров. Однако сверхдоза энергии электронов не только отрицательно воздействует на модифицируемые свойства фасонной детали, но и может привести к отрицательным или совершенно нарушающим технологию побочным эффектам вследствие образования нежелательных продуктов реакции (например, озона) в технологическом газе (например, воздухе).
Параметр, характеризуемый как коэффициент сверхдозы, показывает, во сколько раз превышается доза, требуемая для установления желаемого свойства. С помощью известных установок в зависимости от геометрических размеров модифицируемых фасонных деталей в отдельных участках поверхности достигаются коэффициенты сверхдозы, не приемлемые для многих случаев применения для реализации достаточно равномерных свойств по всей поверхности, что также приводит к уже названным нежелательным побочным эффектам.
Для достижения высокой производительности требуется согласованно высокая скорость транспортировки фасонных деталей. Из-за пропорциональности скорости транспортировки и тока электронного пучка достижение технологически заданной минимальной дозы (для операции стерилизации она составляет, например, около 25 КГр) требует повышения тока электронного пучка, пропорционального скорости, что ведет к непропорционально высокому повышению рабочей температуры окна выхода электронов. Для случая системы из двух ускорителей электронов, расположенных друг против друга, без дополнительного абсорбера или бокового смещения системы не существует в настоящее время пригодного на практике решения.
Постановка задачи
В основу изобретения положена поэтому техническая задача создать устройство и способ, с помощью которых преодолеваются недостатки, присущие уровню техники. В частности, устройство и способ должны быть пригодны для того, чтобы таким образом модифицировать свойства трехмерных фасонных деталей с небольшими затратами времени и невысокими технологическими затратами, чтобы осуществлялась достаточно равномерная модификация всей поверхности или краевого слоя фасонной детали и тем не менее не имелось недостатков всей системы ускорителя электронов, ограничивающих производительность. При этом коэффициент сверхдозы должен быть настолько мал, чтобы соответствовать технико/технологическим требованиям фасонных деталей.
Решение технической задачи выявляется благодаря объектам с признаками пунктов 1 и 19 формулы изобретения. Другие предпочтительные варианты осуществления изобретения следуют из зависимых пунктов формулы изобретения.
Согласно уровню техники до сих пор исходили из того, что требовались по меньшей мере два окна выхода электронов с боковым смещением или с размещенным между ними абсорбером, или с ограниченным током электронного пучка или три окна выхода электронов для того, чтобы можно было за один прогон полностью бомбардировать электронами поперечный охват трехмерной фасонной детали и добиться желаемого изменения свойств. Согласно изобретению выявляется, что не требуется ограничения тока электронного пучка, следующего из размещения окон выхода электронов друг против друга, и дополнительно возможен подвод к поверхности фасонной детали примерно равномерно распределенной дозы энергии.
Согласно изобретению устройство для изменения свойств трехмерной фасонной детали посредством электронов содержит по меньшей мере один ускоритель электронов для генерирования ускоренных электронов и два окна выхода электронов, при этом оба окна выхода электронов размещены друг против друга. Вместе с по меньшей мере одним отражателем оба окна выхода электронов ограничивают технологическую камеру, в которой фасонная деталь бомбардируется электронами. При этом окна выхода электронов настолько отдалены друг от друга, что воздействие на одно окно выхода электронов энергии, излученной из противоположного окна выхода электронов, является незначительным. Необходимое для этого расстояние зависит, по существу, от ускоряющего потенциала электронов, толщины и плотности фольги окна выхода электронов и плотности газа между окнами выхода электронов. Недостаток, заключающийся в том, что при таком расстоянии уже не все участки поверхности (в частности, участки, которые проходят в основном перпендикулярно поверхности окна выхода электронов) модифицируемой фасонной детали в достаточной мере бомбардируются электронами, компенсируется благодаря тому, что отражатель выполнен и установлен таким образом, что электроны (в частности, из краевых участков окон выхода электронов), которые не попали бы на фасонную деталь, отражаются рефлектором на те поверхности фасонной детали, которые испытывают дефицит в бомбардировке электронами.
Устройство согласно изобретению содержит также сенсорную систему, посредством которой может быть зарегистрировано распределение плотности энергии в технологической камере по меньшей мере в трехмерном измерении. В зависимости от полученных при этом данных плотность энергии, отданная через окно выхода электронов, может быть тогда отрегулирована таким образом, чтобы внутри камеры, в которой регистрировалось распределение плотности энергии, осуществлялась равномерная бомбардировка электронами поверхности фасонной детали.
Устройство такого типа является особо пригодным для фасонных деталей, которые имеют по большей части круглое, овальное или трапециевидное поперечное сечение. Но с его помощью могут быть модифицированы также фасонные детали, имеющие поперечное сечение иного вида.
Для генерирования ускоренных электронов может применяться ускоритель электронов, от которого электроны посредством соответствующего отклоняющего распределительного устройства распределяются на оба окна выхода электронов. В качестве альтернативы, однако, каждому окну выхода электронов может быть также придан отдельный ускоритель электронов. В качестве ускорителей электронов пригодны как плоскостные электронные пушки, называемые также диапазонными излучателями, так и осевые электронные пушки.
При параллельной установке двух расположенных друг против друга плоских окон выхода электронов с оптимальной отдаленностью и размещением отражательной системы согласно изобретению в течение электронной обработки фасонных деталей с большей частью трапециевидным поперечным сечением могли быть реализованы коэффициенты сверхдозы, лежащие при значении ниже 4, тогда как при обработке таких же фасонных деталей в устройствах по уровню техники, содержащих три окна выхода электронов или два расположенных друг против друга окна выхода электронов и размещенный между ними абсорбер, необходимо было смириться с коэффициентами сверхдозы, имеющими значение гораздо выше 4. Тем самым по сравнению с известными решениями при высокой производительности, во-первых, экономится энергия, во-вторых, поверхность трехмерного изделия предохраняется от радиоактивных повреждений, а также благодаря незначительному выбросу озона уменьшаются побочные эффекты, нарушающие технологический процесс.
Вариантом осуществления изобретения охвачены два отражателя, ограничивающие технологическую камеру и расположенные зеркально-симметрично друг против друга. При этом каждый из двух отражателей может состоять из большого числа частных отражателей.
В предпочтительном варианте осуществления отражатели являются одновременно составной частью сенсорной системы для регистрирования распределения плотности энергии. При этом, например, несколько отражателей или частных отражателей, которые выполнены из материала с высоким порядковым номером (например, золота, вольфрама или молибдена), через резистор электрически соединены с электрической массой или другим электрическим потенциалом. Электроны, не отражаемые отражателем/частным отражателем, образуют тогда создаваемый током магнитный поток, так что через приданный отражателю/частному отражателю резистор можно регистрировать напряжение. По значениям зарегистрированного напряжения на отдельных отражателях/частных отражателях можно тогда судить соответственно о плотности энергии электронов, отраженных одним отражателем, и предпринять соответствующие меры по регулировке в отношении равномерного распределения плотности энергии.
Особо предпочтительно, если таким образом распределение плотности энергии регистрируется и соответственно оценивается по x-, y- и z-координатам прямоугольной системы координат.
С помощью подобной комбинации отражателей и сенсорной системы можно также, например, регистрировать, находится ли фасонная деталь в технологической камере. В зависимости от этого можно регулировать генерирование электронов, так что мощность ускорителя электронов, например, в том случае, когда фасонная деталь находится в технологической камере, регулируется до технологически специфического значения и в ином случае понижается или уменьшается до нуля.
При установке согласно изобретению максимальный появляющийся коэффициент сверхдозы или равномерная бомбардировка поверхности фасонной детали электронами может быть дополнительно оптимизирована благодаря тому, что оба окна выхода электронов в зависимости от геометрических размеров одной из обрабатываемых фасонных деталей устанавливают под углом друг к другу, так что по возможности многие участки поверхности фасонной детали в примерно одинаковой мере удалены от окна выхода электронов, излучающего энергию.
Наряду с плоской формой окон выхода электронов они могут быть также выполнены, например, вогнутыми к фасонной детали или также могут быть приведены в соответствие с геометрическими размерами фасонной детали, что также способствует тому, что по возможности многие участки поверхности фасонной детали в примерно одинаковой мере удалены от окна выхода электронов, излучающего энергию, благодаря чему могут быть достигнуты меньшие коэффициенты сверхдозы.
В варианте осуществления изобретения генератор электронов включает в себя установку, посредством которой плотность энергии электронов, отдаваемая с поверхности по меньшей мере одного окна выхода электронов, может регулироваться таким образом, что с отдельных участков окна выхода электронов отдается разная по плотности энергия электронов. Так, например, в отдельных участках окна, в которых напротив окна располагаются участки поверхности фасонной детали на большом удалении, плотность энергии электронов повышается по сравнению с отдельными участками окна, в которых напротив окна располагаются участки поверхности фасонной детали на меньшем удалении, так что по возможности все участки поверхности фасонной детали поглощают равную дозу и тем самым по всей поверхности на модифицируемой глубине обработки (поверхность или краевой слой) формируются однородные свойства. В качестве средств модифицирования плотности энергии электронов по отдельным участкам окна выхода электронов внутри плоскостной электронной пушки (без электромагнитного отклонения пучка) могут использоваться горизонтальные конструктивные, входящие в электронную оптику системы, такие как диафрагмы, вспомогательные электроды или воздействующие на температуру катода конструктивные элементы, влияющие на распределение потока электронов.
Другая возможность заключается в размещении средств вне ускорителя электронов, в частности, магнитных и/или электрических систем, влияющих на направление ускоренных электронов.
Другой вариант осуществления изобретения отличается тем, что по меньшей мере одно окно выхода электронов размещено с возможностью перемещения. Так, это окно выхода электронов, например, вначале, когда фасонная деталь размещается в технологической камере между обоими окнами, опрокидывается к торцовой стороне фасонной детали, чтобы улучшить с торцовой стороны бомбардировку электронами. При последующем перемещении фасонной детали через технологическую камеру окно может тогда откидываться в направлении параллельного расположения к противоположному окну и при выходе из технологической камеры в направлении обратной стороны фасонной детали. Однако можно также выполнять с окном другие виды движений. Так, например, окно может периодически проходить одновременно в направлении фасонной детали.
Другая оптимизация при постановке задачи модифицирования свойств равномерно по всей поверхности фасонной детали возможна с помощью установки, которая посредством магнитной и/или электрической отклоняющей системы управляет не только точкой, в которой электрон покидает окно выхода электронов, но и направлением выхода электрона в этой точке. Благодаря этому определенные участки поверхности фасонной детали еще точнее могут бомбардироваться электронами.
В предпочтительном варианте осуществления изобретения по меньшей мере одно окно выхода электронов выполнено в виде вакуумплотной фольги и тем самым как выпускной барьер между камерой управления пучка и технологической камерой. Альтернативно окно выхода электронов может быть выполнено также как газопроницаемая ступень давления между генератором электронов и технологической камерой.
Способ изменения свойств трехмерной фасонной детали посредством электронов согласно изобретению отличается тем, что посредством по меньшей мере одного ускорителя электронов электроны генерируются, ускоряются и испускаются с площади двух расположенных друг против друга, окон выхода электронов, при этом оба окна выхода электронов и по меньшей мере один отражатель электронов ограничивают технологическую камеру, в которой поверхность или краевой слой фасонной детали бомбардируются электронами, при этом с помощью сенсорной системы регистрируется распределение плотности энергии внутри технологической камеры по меньшей мере в трехмерном измерении и расстояние между окнами выхода электронов устанавливается таким образом, что воздействие на одно окно выхода электронов энергии, излученной из противоположного окна выхода электронов, является незначительным.
Предпочтительно расстояние между окнами выхода электронов устанавливается в зависимости от ускоряющего потенциала электронов и толщины и плотности окон выхода электронов.
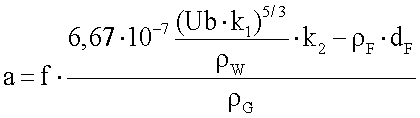
В варианте осуществления изобретения расстояние a между окнами выхода электронов устанавливают в диапазоне, следующем из формулы

a - расстояние между ускорителями электронов;
Ub - ускоряющий потенциал;
ρw - плотность воды;
ρG - плотность среды между окнами выхода электронов;
ρF - плотность фольги окна;
dF - толщина фольги окна;
k1 = 1∗V-1;
k2 = 1∗(g/m2)-1;
f - коэффициент отдаленности (0,5<f<1,5).
Диапазон для расстояния а получается здесь из диапазона значений коэффициента отдаленности f, при этом из коэффициента отдаленности со значением 1 получается оптимальное расчетное значение для расстояния а.
Для облучения фасонной детали внутри технологической камеры между двумя окнами выхода электронов существуют различные альтернативные возможности.
Так, фасонная деталь может быть с постоянной скоростью проведена через технологическую камеру и в это время подвергнута бомбардировке электронами.
Существует также альтернативная возможность, заключающаяся в том, что фасонная деталь вводится в технологическую камеру и в ней в стационарном режиме путем одноразового или многократного процесса облучения подвергнута бомбардировке электронами.
В следующем варианте осуществления изобретения фасонная деталь бомбардируется электронами посредством так называемого метода последовательного шагового экспонирования. Под этим следует понимать, что фасонная деталь таким образом вводится в технологическую камеру, что по меньшей мере часть фасонной детали выступает в технологическую камеру. В стационарном режиме фасонная деталь бомбардируется тогда электронами из окон выхода электронов. За этим следует повторная стадия перемещения, за которую фасонная деталь перемещается на очередное расстояние в технологической камере или через нее. В неподвижном состоянии затем вновь происходит стадия облучения, на которой фасонная деталь вновь бомбардируется электронами. Таким образом шаги перемещения и облучения чередуются до тех пор, пока фасонная деталь полностью не переместится через технологическую зону. Соответствующая стадия перемещения может при этом осуществляться таким образом, что отдельные участки поверхности, после соответствующих стадий перемещения подвергнутые бомбардировке электронами, примыкают друг к другу или, в альтернативном варианте, перекрывают друг друга.
Наконец, можно также осуществлять модифицирование фасонной детали благодаря тому, что фасонная деталь вращается в технологической камере вокруг оси, проходящей между обоими окнами выхода электронов, и за это время за одноразовый или многократный процесс облучения бомбардируется электронами.
Способы согласно изобретению могут применяться, например, для стерилизации тарных упаковок и продуктов фармацевтической промышленности и медицинской техники, для стерилизации/дезинфекции или обеззараживания таких продуктов, как фрукты, яйца или другие натуральные продукты, для модифицирования синтетических материалов, отверждения покрытий или для стерилизации/дезинфекции предметов.
Пример осуществления изобретения
Изобретение подробно поясняется ниже на основании предпочтительного примера осуществления.
Фиг. 1 - схематичное изображение поперечного сечения устройства согласно изобретению.
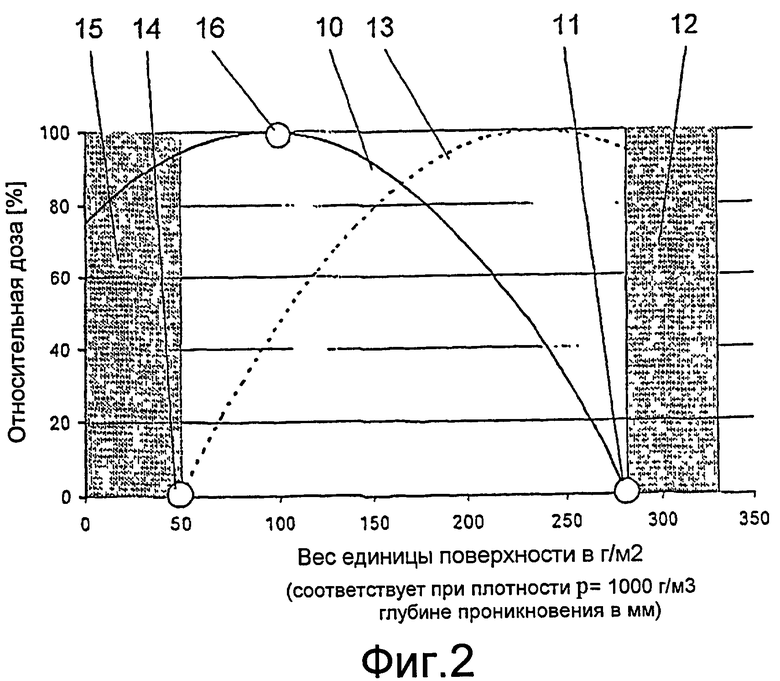
Фиг. 2 - графическое изображение в поперечном сечении распределения по глубине дозы электронов, излученных окнами 5а и 5b выпуска электронов из фиг. 1.
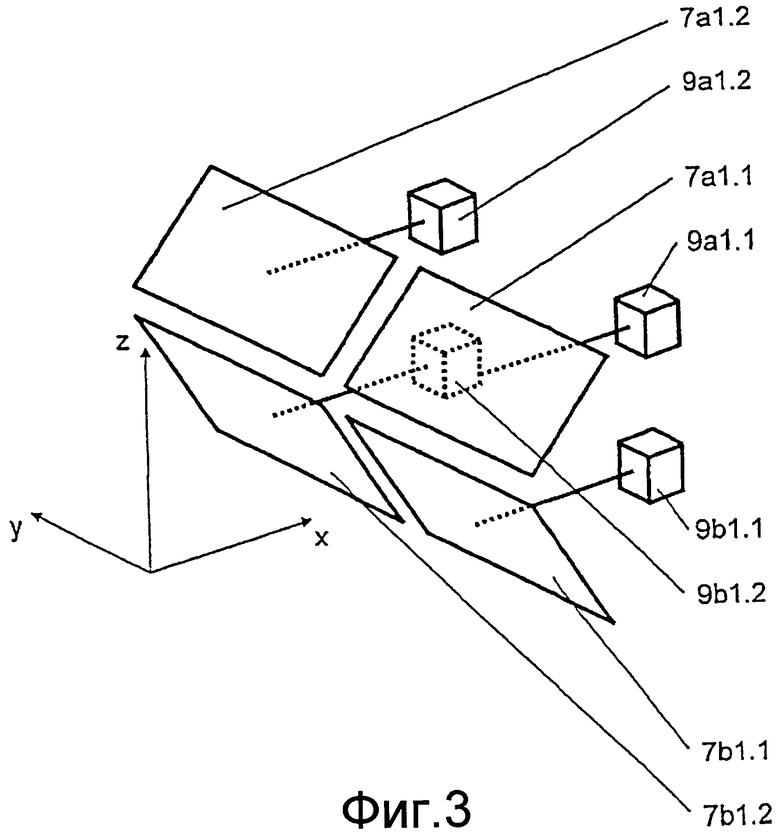
Фиг. 3 - схематичное изображение сенсорной системы, включающей в себя отражатели 7а1 и 7b1 из фиг. 1.
На фиг. 1 в схематичном виде представлено устройство 1 для электронной обработки с целью стерилизации поверхности фасонной детали 2 в поперечном сечении. Фасонная деталь 2 представляет собой продолговатый предмет с трапециевидным поперечным сечением. Устройство 1 состоит из двух ускорителей электронов 3а, 3b, выполненных в виде плоскостных электронных пушек, каждый из которых содержит камеру 4а, 4b ускорения электронов и окно 5а, 5b выхода электронов. При этом окна выхода электронов выполнены в виде титановой фольги толщиной 11 µм. Ускорители электронов 3а, 3b выполнены таким образом, что плоские окна 5а, 5b выхода электронов установлены параллельно по одной оси друг против друга. Между обоими окнами 5а, 5b выхода электронов фасонную деталь 2 непрерывно проводят на ленточной транспортирующей системе 6, приостановленной на высоте окна 5b выхода электронов, и точечной линией, показанной на фиг. 1, и при этом ко всей ее поверхности подается энергия электронов. На наклонные боковые поверхности фасонной детали 2 при этом соответственно передавалась бы наименьшая доза энергии к точкам, наиболее удаленным от окон выхода электронов, что компенсируется благодаря размещению электронных отражателей 7а1, 7b1, 7а2, 7b2 из золота. Это происходит благодаря тому, что пропущенные краевые пучки 8а1, 8а2, 8b1, 8b2 соответствующего электронного пучка обоих ускорителей 3а, 3b электронов попадают на соответственно ближайший электронный отражатель, отражаются там и благодаря угловому размещению отражателей направляются в зону наименьшей дозы на фасонную деталь. Из такой компоновки следует доза энергии на всей поверхности или также в краевом слое фасонной детали с минимальным коэффициентом сверхдозы, максимальным использованием потока электронов и минимумом образующегося в воздушном промежутке реактивного озона.
Выбранное в системе расстояние между обоими окнами 5а и 5b выхода электронов соответствует в значительной мере следующей зависимости:
a - расстояние между ускорителями электронов;
Ub - ускоряющий потенциал;
ρw - плотность воды;
ρG - плотность среды между окнами выхода электронов;
ρF - плотность фольги окна;
dF - толщина фольги окна;
k1 = 1∗V-1;
k2 = 1∗(g/m2)-1;
f - коэффициент отдаленности (0,5<f<1,5), причем f=1 определяет оптимальное расстояние.
При титановой фольге толщиной 11 µм в качестве окон 5а, 5b выхода электронов и среде из воздуха (здесь предположительно 1188г/м3) между этими окнами выхода электронов получается оптимальное расстояние, составляющее 196 мм.
На фиг. 2 показано в качестве примера распределение дозы по глубине расстановки согласно изобретению двух ускорителей электронов по фиг. 1 с толщиной фольги (титан) окна выхода электронов, составляющей 11 µм, при ускоряющем потенциале 150 кВ и оптимальном расстоянии между окнами выхода электронов 196 мм. Кривой 10 представлено распределение дозы энергии, выработанной ускорителем 3а электронов, по глубине проникновения электронов. Энергия электронов в точке 11 при весе единицы поверхности, составляющем 280 г/м2 (при плотности 1000 г/м3 соответствует глубине проникновения в мм, соответствующей числовому значению - то есть в указанном случае 280 мм), снижена до нуля. Лишь на этом расстоянии находится окно 5b выхода электронов, вес единицы поверхности которого представлен на фиг. 2 в виде заштрихованного поля. Подобные условия следуют для ускорителя 3b электронов, выработанная доза энергии которого представлена в виде кривой 13, в точке 14 снижена до нуля (в изображении на фиг. 2 при примерно 50 г/м2). Расстояние между точками 11 и 14 представляет собой расстояние между обоими окнами 5а и 5b выхода электронов и соответствует весу единицы поверхности примерно 230 г/м2, что соответствует, умноженное на плотность воздуха (здесь принято 1188 г/м3), примерно 196 мм. Таким образом, согласно изобретению при принятых условиях получается оптимальное расстояние 196 мм, при котором не происходит поглощения мощности в соответствующем противоположном окне выхода электронов. Расстояние может варьироваться в соответствии с коэффициентом отдаленности.
На фиг. 2 также показана точка 16 с наибольшей дозой энергии, выработанной при примерно 100 г/м2 ускорителем 3а электронов. Примерно в этой точке размещены электронные отражатели 7а1 и 7а2. С учетом представленного в виде заштрихованного поля 15 веса единицы поверхности окна 5а выхода электронов, составляющего примерно 50 г/м2, получается в просвете оптимальная отдаленность отражателей 7а1 и 7а2 от окна 5а выхода электронов, составляющая примерно 42 мм. Те же соотношения действуют для ускорителя 3b электронов с отражателями 7b1 и 7b2.
На фиг. 3 показана в деталях отражательная система, включающая в себя отражатели 7а1 и 7а2 из фиг. 1, которые одновременно выполнены как составные части сенсорной системы. Из фиг. 3 видно, что отражатели 7а1 и 7b1 в направлении y, то есть в направлении перемещения фасонной детали 2, подразделены на частичные отражатели 7а1.1 и 7а2.2. При этом каждый частичный отражатель установлен электрически изолированным от всех других частичных отражателей. Аналогично тому, как частичному отражателю 7а1.1 придано измерительное устройство 9а1.1, так и каждому следующему частичному отражателю придано измерительное устройство, посредством которого могут быть зарегистрированы потоки электронов, попадающие на соответствующий частичный отражатель.
Как было только что описано в связи с отражателями 7а1 и 7b1, отражатели 7а2 и 7b2, размещенные зеркально-симметрично отражателям 7а1 и 7b1, также подразделены на частичные отражатели 7а2 и 7b2, которые одновременно вместе с приданными им измерительными устройствами являются составными частями сенсорной системы.
Таким образом, в каждом случае в направлениях x, y и z имеются по меньшей мере две точки измерения с соответствующими результатами измерений, посредством которых можно делать выводы о распределении плотности потока электронов в направлении x, y и z. При этом следует признать, что вывод о распределении плотности потока электронов может быть сделан тем более точным, чем выше количество частичных отражателей, сформированных по направлениям x, y и/или z.
В зависимости от полученных таким образом распределений плотности потока электронов устройство 1 пригодно поэтому для непрерывного контроля технологического процесса путем наблюдения и, при необходимости, регулирования распределения плотности электронного потока обоих противоположных ускорителей 3а и 3b электронов. Поэтому посредством устройства 1 согласно изобретению можно, во-первых, с полным охватом бомбардировать электронами всю поверхность фасонной детали 2, несмотря на лишь два окна 5а, 5b выхода электронов, во-вторых, процесс при этом может быть отрегулирован таким образом, что все участки поверхности нагружаются в основном равной дозой энергии.
Кроме того, путем комбинирования отражательной и сенсорной систем можно в пространственном отношении и по времени контролировать нахождение фасонной детали 2 в технологической зоне. При отсутствии фасонной детали 2 краевые потоки 8 попадают на соответственно противоположный отражатель (например, краевой поток 8а1 на отражатель 7а1 и затем на отражатель 7а2) и регистрируются в сенсорной системе как повышающееся значение потока электронов. При нахождении фасонной детали 2 в технологической зоне, напротив, фасонная деталь 2 поглощает отраженные краевые потоки и зарегистрированный сигнал уменьшается. Дополнительно уменьшается доля прочих рассеянных электронов, которые попали на сенсорную систему. Таким образом, можно заключить, находится ли фасонная деталь 2 в технологической зоне.
Изобретение относится к устройству и способу для изменения свойств трехмерной фасонной детали (2) посредством электронов, содержащему по меньшей мере один ускоритель (3а; 3b) электронов для генерирования ускоренных электронов и два окна (5а; 5b) выхода электронов, при этом оба окна (5а; 5b) выхода электронов размещены друг против друга, при этом оба окна (5а; 5b) выхода электронов и по меньшей мере один отражатель (7a1; 7a2; 7b1; 7b2) ограничивают технологическую камеру, в которой поверхность или краевой слой фасонной детали (2) бомбардируют электронами, при этом посредством сенсорной системы регистрируется распределение плотности энергии в технологической камере по меньшей мере по одному пространственному измерению. Технический результат - равномерная модификация всей поверхности или краевого слоя фасонной детали, повышение производительности установки. 3 н.п. и 22 з.п. ф-лы, 3 ил.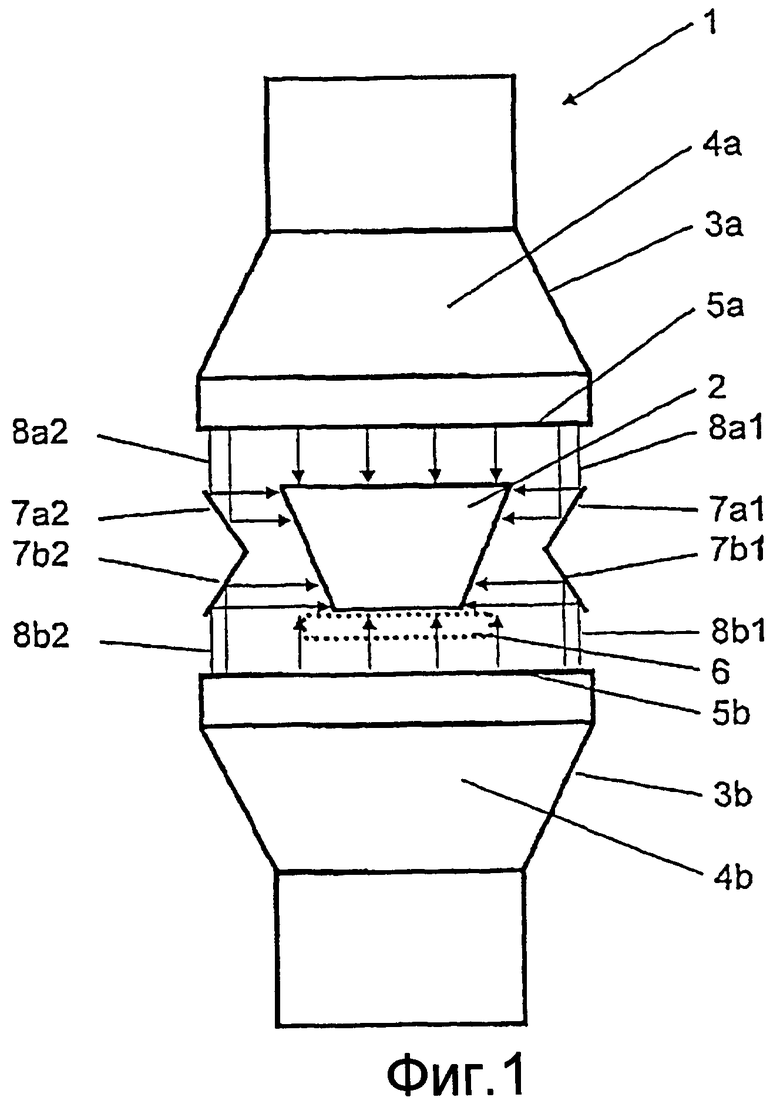
1. Устройство для изменения свойств трехмерной фасонной детали (2) посредством электронов, содержащее по меньшей мере один ускоритель (3а; 3b) электронов для генерирования ускоренных электронов и два окна (5а; 5b) выхода электронов, при этом оба окна (5а; 5b) выхода электронов размещены напротив друг друга, отличающееся тем, что оба окна (5а; 5b) выхода электронов и по меньшей мере один отражатель (7a1; 7a2; 7b1; 7b2) ограничивают технологическую камеру, в которой поверхность или краевой слой фасонной детали (2) бомбардируются электронами, при этом посредством сенсорной системы регистрируется распределение плотности энергии в технологической камере по меньшей мере по одному пространственному измерению.
2. Устройство по п.1, отличающееся тем, что упомянутый ускоритель электронов выполнен как плоскостная электронная пушка или осевая электронная пушка.
3. Устройство по п.1, отличающееся тем, что по меньшей мере одно окно (5а; 5b) выхода электронов выполнено в виде вакуум-плотной фольги или как газопроницаемая ступень давления между генератором электронов и технологической камерой.
4. Устройство по п.1, отличающееся тем, что поверхности окон (5а; 5b) выхода электронов выполнены плоскими.
5. Устройство по п.1, отличающееся тем, что поверхности окон (5а; 5b) выхода электронов размещены параллельно друг другу.
6. Устройство по п.1, отличающееся тем, что поверхности окон выхода электронов образуют угол друг с другом.
7. Устройство по п.1, отличающееся тем, что поверхность по меньшей мере одного окна выхода электронов выполнена вогнутой к фасонной детали.
8. Устройство по п.1, отличающееся тем, что поверхность по меньшей мере одного окна выхода электронов приведена в соответствие с геометрическими размерами фасонной детали.
9. Устройство по п.5, отличающееся тем, что по меньшей мере два отражателя (7а1 относительно 7а2 и 7b1 относительно 7b2) размещены зеркально-симметрично на противоположных сторонах технологической камеры.
10. Устройство по п.9, отличающееся тем, что отражатели (7а1; 7а2; 7b1; 7b2) являются составными частями сенсорной системы для регистрации распределения плотности энергии внутри технологической камеры.
11. Устройство по п.10, отличающееся тем, что на по меньшей мере двух отражателях или частичных отражателях регистрируется электрическое напряжение относительно электрической массы или иного электрического потенциала.
12. Устройство по п.11, отличающееся тем, что распределение плотности энергии регистрируется в направлении х, у и/или z прямоугольной системы координат.
13. Устройство по п.12, отличающееся первой установкой, посредством которой плотность энергии электронов, отдаваемая с поверхности по меньшей мере одного окна (5а; 5b) выхода электронов, регулируется таким образом, что с отдельных участков окна (5а; 5b) выхода электронов отдается разная по плотности энергия электронов.
14. Устройство по п.3, отличающееся тем, что по меньшей мере одно окно выхода электронов выполнено с возможностью передвижения в зависимости от геометрических размеров фасонной детали и/или положения фасонной детали между окнами выхода электронов.
15. Устройство по п.3, отличающееся сенсорной системой, посредством которой мощность генератора электронов в зависимости от того, находится ли фасонная деталь в технологической камере, регулируется до технологически специфического значения.
16. Устройство по п.3, отличающееся второй установкой, посредством которой регулируется направление выхода электрона из окна выхода электронов.
17. Устройство по п.3, отличающееся тем, что окна (5а; 5b) выхода электронов отдалены друг от друга на расстояние а, лежащее в диапазоне, следующем из формулы
Ub - ускоряющий потенциал;
ρw - плотность воды;
ρG - плотность среды между окнами выхода электронов;
ρF - плотность фольги окна;
dF - толщина фольги окна;
k1=1·V-1;
k2=1·(g/m2)-1,
с коэффициентом отдаленности f(0,5<f<1,5).
18. Способ изменения свойств трехмерной фасонной детали (2) посредством электронов, при котором посредством по меньшей мере одного ускорителя (3а; 3b) электронов электроны генерируются, ускоряются и испускаются с поверхности двух расположенных напротив друг друга окон (5а; 5b) выхода электронов, отличающийся тем, что оба окна (5а; 5b) выхода электронов и по меньшей мере один отражатель (7a1; 7a2; 7b1; 7b2) электронов ограничивают технологическую камеру, в которой поверхность или краевой слой фасонной детали (2) бомбардируется электронами, при этом с помощью сенсорной системы регистрируют плотность распределения энергии внутри технологической камеры по меньшей мере по одному пространственному измерению и расстояние между окнами выхода электронов устанавливают таким образом, что воздействие на одно окно (5а; 5b) выхода электронов энергии, излученной из противоположного окна (5b; 5а) выхода электронов, является незначительным.
19. Способ по п.18, отличающийся тем, что расстояние между окнами выхода электронов устанавливают в зависимости от ускоряющего потенциала электронов и толщины и плотности окон (5а; 5b) выхода электронов.
20. Способ по п.19, отличающийся тем, что расстояние а между окнами выхода электронов устанавливают в диапазоне, следующем из формулы
Ub - ускоряющий потенциал;
ρw - плотность воды;
ρG - плотность среды между окнами выхода электронов;
ρF - плотность фольги окна;
dF - толщина фольги окна;
k1=1·V-1;
k2=1·(g/m2)-1,
с коэффициентом отдаленности f(0,5<f<1,5).
21. Способ по п.18 или 20, отличающийся тем, что фасонную деталь проводят с постоянной скоростью через технологическую камеру и в это время бомбардируют электронами.
22. Способ по п.18 или 20, отличающийся тем, что фасонную деталь вводят в технологическую камеру и в ней в стационарном режиме путем одноразового или многократного процесса облучения бомбардируют электронами.
23. Способ по п.18 или 20, отличающийся тем, что фасонную деталь бомбардируют электронами посредством так называемого метода последовательного шагового экспонирования.
24. Способ по п.18 или 20, отличающийся тем, что фасонную деталь вращают в технологической камере вокруг оси, проходящей между обоими окнами выхода электронов, и за это время за одноразовый или многократный процесс облучения бомбардируют электронами.
25. Применение способа по одному из пп.18-24 для модифицирования синтетических материалов, стерилизации продуктов/полуфабрикатов фармацевтической промышленности, дезинфицирования и/или стерилизации тарных упаковок, отверждения покрытий или дезинфекции и/или стерилизации предметов, фруктов или других натуральных продуктов.
| WO 9939751 А2, 12.08.1999 | |||
| WO 9939750 А2, 12.08.1999 | |||
| WO 9428573 A1, 08.12.1994 | |||
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТОВ МЕТАЛЛА | 1998 |
|
RU2140345C1 |

