Изобретение относится к электротехнике и может быть использовано при ручной дуговой электросварке.
Известна конструкция безщеточного сварочного генератора на базе асинхронной машины, содержащей короткозамкнутый ротор и две трехфазные обмотки на статоре [Патент ГДР DD 237406, МПК H02K 47/10. Brushless welding generator. / Juelke Edmund, Dassel Juergen; VEB Mansfeld Kombinat W Pieck. 12763853. Заявл. 16.05.1985. Опубл. 09.07.86]. Причем нагрузка в виде сварочной дуги подключается к первой обмотке, выполняющей функции нагрузочной, через выпрямитель, на выходе которого последовательно с нагрузкой включен сглаживающий дроссель. Вторая обмотка выполняет роль обмотки возбуждения и к ней подключены конденсаторы возбуждения, причем дополнительные отпайки на этой обмотке позволяют также использовать ее для питания относительно маломощных потребителей переменного тока.
Недостатком этого генератора является то, что в режиме холостого хода намагничивающий ток превышает номинальный в несколько раз.
Известен асинхронный сварочный генератор, содержащий короткозамкнутый ротор и две трехфазные обмотки на статоре [А.с. SU 1798863 А1, МПК5 H02K 17/00. Асинхронный сварочный генератор. / П.И.Костраускас, В.-Ю.А.Жалис, А.К.Кулакаускас, Л.П.Лемежонене, С.Ю.Марзаас, С.А.Диржас, А.И.Лаужадис, А.В.Паштукас. - 4845636/07. Заявл. 23.04.1990. Опубл. 28.02.1993]. При этом первая обмотка - обмотка возбуждения - имеет клеммы для подключения конденсаторной батареи. Вторая обмотка, выполняющая функции рабочей обмотки, в свою очередь имеет клеммы для подключения к сварочному устройству.
Недостатком известной конструкции является присутствие компаундирующего трансформатора, что увеличивает вес и массу сварочной установки и приводит к дополнительным потерям и увеличению стоимости сварочной установки в целом. Кроме того, "вносимое сопротивление" первичной обмотки трансформатора резко меняется при переходе от режима холостого хода к режиму короткого замыкания компаундирующего трансформатора в процессе сварки. Это обстоятельство резко затрудняет обеспечение процесса емкостного самовозбуждения и сильно снижает надежность сварочного генератора.
Прототипом предлагаемого сварочного генератора является асинхронный сварочный генератор с короткозамкнутым (или фазным) ротором и двумя обмотками на статоре - рабочей обмоткой и обмоткой возбуждения, соединенной с электрическими конденсаторами, параллельно которым подключены рабочие обмотки дроссельных магнитных усилителей, индуктивности которых плавно изменяются за счет изменения магнитных проницаемостей магнитопроводов этих магнитных усилителей под влиянием изменения величины сварочного тока, обтекающего последовательно все обмотки управления усилителей [RU 2315420 С1, МПК H02P 9/38. Опубл. 20.01.2008].
Общим недостатком прототипа и всех устройств, описанных выше, является то, что обе обмотки уложены в одни и те же пазы статора, что приводит к повышенной концентрации тепловых перенапряжений, взаимному перегреву обмоток и снижению срока службы изоляции обмоток и, как следствие, к преждевременному выходу из строя генератора.
Задачей, на решение которой направлено заявляемое изобретение, является увеличение надежности работы генератора и повышение срока его службы.
Технический результат, который достигается с помощью заявленного изобретения, заключается в снижении концентрации тепловых перенапряжений.
Указанный технический результат достигается тем, что в асинхронном сварочном генераторе с короткозамкнутым (или фазным) ротором и двумя обмотками на статоре - рабочей обмоткой и обмоткой возбуждения, соединенной с электрическими конденсаторами, параллельно которым подключены рабочие обмотки дроссельных магнитных усилителей, индуктивности которых плавно изменяются за счет изменения магнитных проницаемостей магнитопроводов этих магнитных усилителей под влиянием изменения величины сварочного тока, обтекающего последовательно все обмотки управления усилителей, в пакете статора выполнены дополнительные аксиальные каналы, имеющие круглую или эллипсоидальную форму, и обе обмотки уложены по отдельности: одна, например обмотка возбуждения, уложена в основных пазах пакета статора асинхронной машины, а другая, рабочая обмотка, - в дополнительных аксиальных каналах пакета статора, выполняющих роль закрытых пазов.
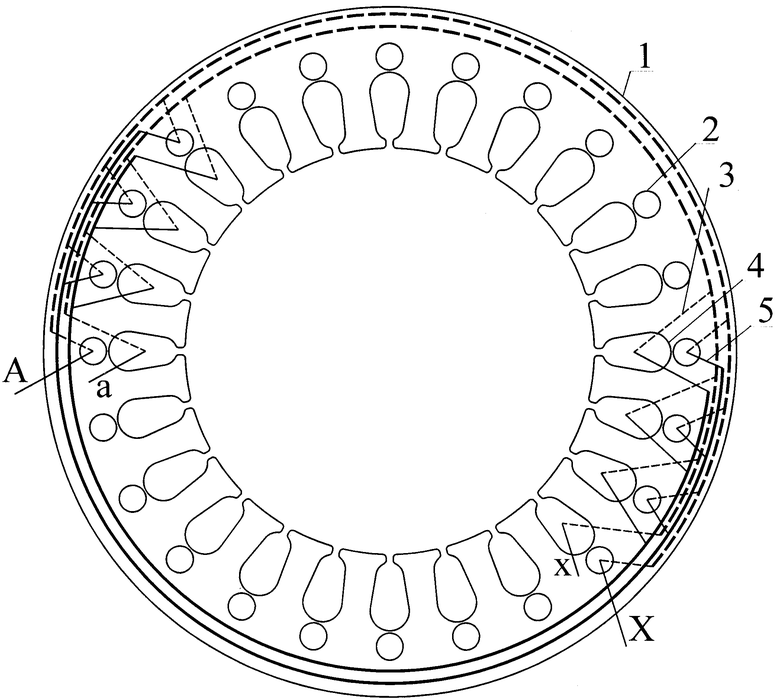
Благодаря созданию в спинке статора дополнительных аксиальных каналов, например, круглой (см. чертеж) или эллипсоидальной формы создается возможность уложить одну из двух обмоток в дополнительные аксиальные каналы. Это приводит к тому, что пазовые и лобные части упомянутых двух обмоток оказываются разнесенными в пространстве. Создается возможность более интенсивного охлаждения лобовых частей обмоток потоками воздуха, а пазовых частей путем отведения тепла по стальному пакету статора за счет теплопроводности.
На чертеже изображены, для примера, фазы А обмоток возбуждения и рабочей в основных и дополнительных пазах пакета статора асинхронной машины. Фазы В и С этих обмоток аналогичны фазе А и расположены соответственно со сдвигом в пространстве на 120° и 240° (не показаны). Буквами "А" и "а" обозначены начала рабочей обмотки и обмотки возбуждения, а концы этих двух обмоток обозначены "X" и "x" соответственно.
В асинхронном сварочном генераторе с короткозамкнутым (или фазным) ротором и двумя обмотками на статоре - рабочей обмоткой и обмоткой возбуждения, соединенной с электрическими конденсаторами, параллельно которым подключены рабочие обмотки дроссельных магнитных усилителей, индуктивности которых плавно изменяются за счет изменения магнитных проницаемостей магнитопроводов этих магнитных усилителей под влиянием изменения величины сварочного тока, обтекающего последовательно все обмотки управления усилителей, в пакете статора 1 выполнены дополнительные аксиальные каналы 2, имеющие круглую или эллипсоидальную форму, и обе обмотки уложены по отдельности: одна, например обмотка возбуждения 3, уложена в основных пазах 4 пакета статора 1 асинхронной машины, а другая, рабочая обмотка 5, - в дополнительных аксиальных каналах 2 пакета статора 1, выполняющих роль закрытых пазов.
Для достижения более равномерного распределения источников тепла по конструкции генератора и соответственно, снижения тепловых перенапряжений и увеличения срока службы асинхронного сварочного генератора в пакете статора 1 выполняются сверлением дополнительные аксиальные каналы 2. Обе обмотки укладываются последовательно по отдельности: одна, например обмотка возбуждения 3, укладывается в основные пазы 4 пакета статора 1 асинхронной машины, а другая, рабочая обмотка 5, - в дополнительные аксиальные каналы 2 пакета статора 1, выполняющие роль закрытых пазов. Укладка обмоток производится либо ручным, либо механизированным способом. Электрические токи, протекающие в обмотках 3 и 5, нагревают разные области пакета статора 1 асинхронного сварочного генератора, в результате чего снижается концентрация тепловых напряжений в теле статора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ СВАРОЧНОГО ТОКА ПРИ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКЕ И СВАРОЧНЫЙ ГЕНЕРАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2315420C1 |
| САМОТОРМОЗЯЩИЙСЯ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ СО СДВОЕННЫМ КОРОТКОЗАМКНУТЫМ РОТОРОМ | 2015 |
|
RU2602242C1 |
| Самотормозящийся асинхронный электродвигатель со сдвоенным короткозамкнутым ротором для привода поточных линий | 2017 |
|
RU2661641C1 |
| Самотормозящийся асинхронный электродвигатель со сдвоенным короткозамкнутым ротором для привода поточных линий | 2017 |
|
RU2655654C1 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2001 |
|
RU2211519C2 |
| ИНДУКТОРНЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2009 |
|
RU2430817C2 |
| ТРЕХФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОСВАРОЧНЫЙ ГЕНЕРАТОР | 1995 |
|
RU2111599C1 |
| Асинхронный редукторный м-фазный электродвигатель | 1970 |
|
SU448554A1 |
| УСТРОЙСТВО ДЛЯ УДАРНО-ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 2012 |
|
RU2501929C1 |
Изобретение относится к электротехнике, в частности к асинхронному сварочному генератору для ручной дуговой электросварки. Технический результат изобретения - улучшение тепловых характеристик асинхронного сварочного генератора. Асинхронный сварочный генератор содержит короткозамкнутый или фазный ротор и статор с двумя обмотками, одна из которых рабочая обмотка, а другая - обмотка возбуждения. Обмотка возбуждения соединена с электрическими конденсаторами, параллельно которым подключены рабочие обмотки дроссельных магнитных усилителей, выполненных с возможностью плавного изменения индуктивностей за счет изменения магнитных проницаемостей магнитопроводов этих магнитных усилителей под влиянием изменения величины сварочного тока, обтекающего последовательно все обмотки управления усилителей. В пакете статора выполнены дополнительные аксиальные каналы. Обмотки возбуждения и рабочая уложены отдельно друг от друга. Одна из обмоток уложена в основных пазах пакета статора, а другая обмотка - в дополнительных аксиальных каналах пакета статора. 2 з.п. ф-лы, 1 ил.
1. Асинхронный сварочный генератор для ручной дуговой электросварки, содержащий короткозамкнутый или фазный ротор, статор с двумя обмотками, одна из которых рабочая обмотка, а другая - обмотка возбуждения, при этом обмотка возбуждения соединена с электрическими конденсаторами, параллельно которым подключены рабочие обмотки дроссельных магнитных усилителей, выполненных с возможностью плавного изменения индуктивностей за счет изменения магнитных проницаемостей магнитопроводов этих магнитных усилителей под влиянием изменения величины сварочного тока, обтекающего последовательно все обмотки управления усилителей, отличающийся тем, что в пакете статора выполнены дополнительные аксиальные каналы, обмотки возбуждения и рабочая уложены отдельно друг от друга, при этом одна из обмоток уложена в основных пазах пакета статора, а другая обмотка - в дополнительных аксиальных каналах пакета статора.
2. Асинхронный сварочный генератор по п.1, отличающийся тем, что дополнительные аксиальные каналы имеют круглую или эллипсоидальную форму.
3. Асинхронный сварочный генератор по п.1, отличающийся тем, что обмотка возбуждения статора уложена в основных пазах пакета статора, а другая обмотка - рабочая в дополнительных аксиальных каналах пакета статора, выполняющих роль закрытых пазов.
| СПОСОБ СТАБИЛИЗАЦИИ СВАРОЧНОГО ТОКА ПРИ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКЕ И СВАРОЧНЫЙ ГЕНЕРАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2315420C1 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2001 |
|
RU2211519C2 |
| Статор электрической машины | 1985 |
|
SU1261055A1 |
| ПРИВОДНАЯ РАЗЪЕМНАЯ ЦЕПЬ | 1935 |
|
SU47144A1 |
| US 4105963 A, 08.08.1978 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ ВЕЛИЧИН | 0 |
|
SU237406A1 |

