Изобретение относится к электротехнике, в частности к электрическим машинам повышенной частоты, и может быть использовано при изготовлении автономных источников питания сварочной дуги.
Известен сварочный генератор (патент РФ №7358, оп. 10.08.1998 г. и №21845, опубл. 20.02.2002 г.), содержащий двухпакетный зубчатый статор с постоянным шагом зубцов, с трехфазной обмоткой, каждая фаза которой состоит из параллельных катушечных групп, зубчатый безобмоточный двухпакетный ротор и обмотку возбуждения, выполненную из одной катушки. Выводы статорной обмотки через выпрямительное устройство и распределительное устройство соединены с выходными зажимами. Отличительной особенностью данного генератора является то, что каждая катушка из катушечной группы обмотки статора охватывает соответствующие зубцы двух пакетов.
Недостатком данного сварочного генератора является повышенный расход провода, в силу того что катушки силовой обмотки охватывают оба пакета статора. Значительная часть проводников, заложенная в пространстве между пакетами, не является активной, так как на этом участке ЭДС в них не наводится. Одна массивная катушка возбуждения также требует повышенного расхода обмоточного провода по причине недостаточной поверхности охлаждения и необходимости в связи с этим снижать плотность тока, увеличивая сечение провода во избежание перегрева изоляции.
Кроме того, генератор обладает низким быстродействием стабилизации сварочного тока, так как обратная связь через обладающую большой индуктивностью обмотку возбуждения происходит замедленно и существенно отстает от скорости изменения тока и напряжения сварочной дуги, что приводит к дефектам сварного шва.
Наиболее близким по конструктивным особенностям к заявляемому является источник питания для электродуговой сварки (А.с. №754586, oпубл. 07.08.1980 г.), содержащий два зубчатых пакета статора, кольцевую обмотку возбуждения, выполненную из одной катушки и размещенную между двумя пакетами зубчатого безобмоточного ротора, и силовую обмотку. Выводы фаз силовой обмотки через выпрямительный блок и выключатели, играющие роль регулятора тока, соединены с выходными зажимами, а выводы катушки возбуждения соединены с источником питания цепи возбуждения.
На каждом пакете статора размещены одинаковые трехфазные обмотки, сдвинутые друг относительно друга на 180 эл. град и соединенные в общую шестифазную звезду.
Недостатками данного источника питания являются большой расход обмоточного провода и искаженная форма вырабатываемого напряжения, приводящая к повышенному уровню пульсаций выпрямленного напряжения, которое, в свою очередь, препятствует применению высокочастотных импульсных регуляторов сварочного тока.
Сосредоточение обмотки возбуждения в одной катушке приводит к снижению поверхности охлаждения и вынуждает повышать сечение провода, чтобы избежать сверхнормативного перегрева. Кроме того, быстродействие стабилизации сварочного тока низкое, так как обратная связь через обладающую большой индуктивностью обмотку возбуждения происходит замедленно и существенно отстает от скорости изменения тока и напряжения сварочной дуги, что приводит к дефектам сварного шва.
Задачей изобретения является формирование внешних крутопадающих и жестких характеристик при одновременном улучшении динамических характеристик (сварочных свойств), уменьшение пульсации выпрямленного напряжения, а также повышение степени использования активных материалов и упрощение конструкции.
Задача решается тем, что в индукторном сварочном генераторе аксиального типа, содержащем два зубчатых пакета статора, соединенные с толстостенной стальной станиной, служащей одновременно корпусом и внешним магнитопроводом, кольцевую обмотку возбуждения, выводы которой соединены с источником питания, 3-фазную силовую обмотку, выводы фаз которой через выпрямительный блок и регулятор тока соединены с выходными зажимами, два зубчатых безобмоточных пакета ротора, соединенных втулками, служащими внутренним магнитопроводом, дополнительно, силовая обмотка, выполнена наложением на каждый зубец каждого пакета статора отдельных катушек, при этом каждая ветвь фазы образовывается встречным соединением одной встречно соединенной пары катушек, расположенной на соседних зубцах и другой аналогичной парой катушек, сдвинутой на 180 электрических градусов и диаметрально расположенной, при том что число зубцов статора кратно 12, а число зубцов ротора кратно 5 или 7. При этом обмотка возбуждения выполнена как минимум из двух кольцевых катушек, соединенных параллельно. Блок питания цепи возбуждения выполнен управляемым, а регулятор тока выполнен в виде высокочастотного импульсного регулятора.
Уменьшение расхода обмоточного провода и одновременно уменьшение пульсаций выпрямленного напряжения обеспечивается тем, что обмотка статора выполнена из катушек, каждая из которых охватывает только один зубец и только на одном пакете.
Уменьшение расхода провода происходит за счет уменьшения средней длины витка. Во-первых, значительно уменьшается длина лобовых частей катушек, так как путь из паза в соседний, очевидно, короче пути из того же паза в третий. Во-втотрых, устраняется пересечение лобовых частей катушек обмотки статора и необходимость удлинять лобовые части для огибания мест пересечения.
Уменьшение пульсаций выпрямленного напряжения достигается тем, что катушка охватывает только один зубец и не охватывает ни одного раскрытия паза статора, а также компенсацией четных гармоник встречным соединением катушечных групп.
Уменьшение расхода провода на обмотку возбуждения достигается выполнением ее из двух или трех отдельных катушек, установленных с промежутками, что улучшает охлаждение обмотки и дает возможность уменьшить сечение провода.
Повышение быстродействия достигается независимым питанием обмотки возбуждения от регулируемого источника питания и применением высокочастотного импульсного регулятора сварочного тока.
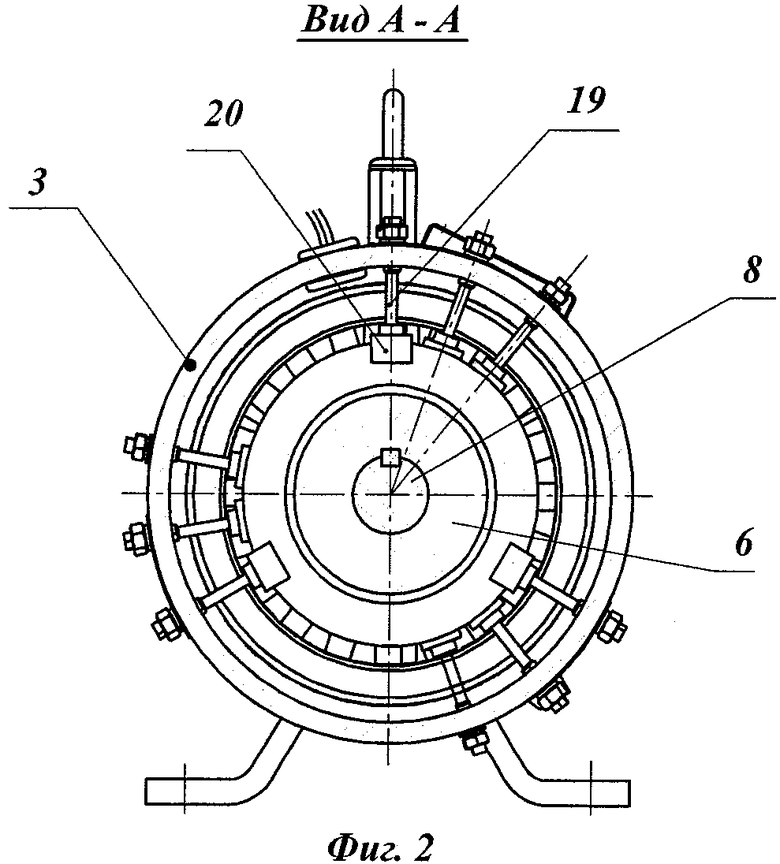
На фиг.1 изображен двухпакетный индукторный сварочный генератор, продольный разрез;
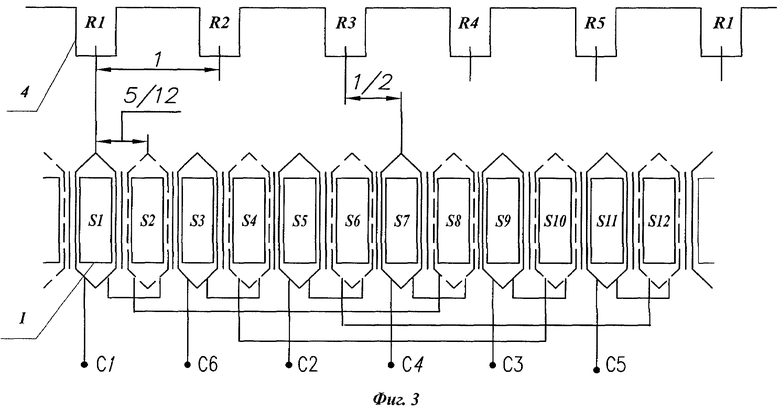
На фиг.2 изображен двухпакетный индукторный сварочный генератор, поперечный разрез (A-A);
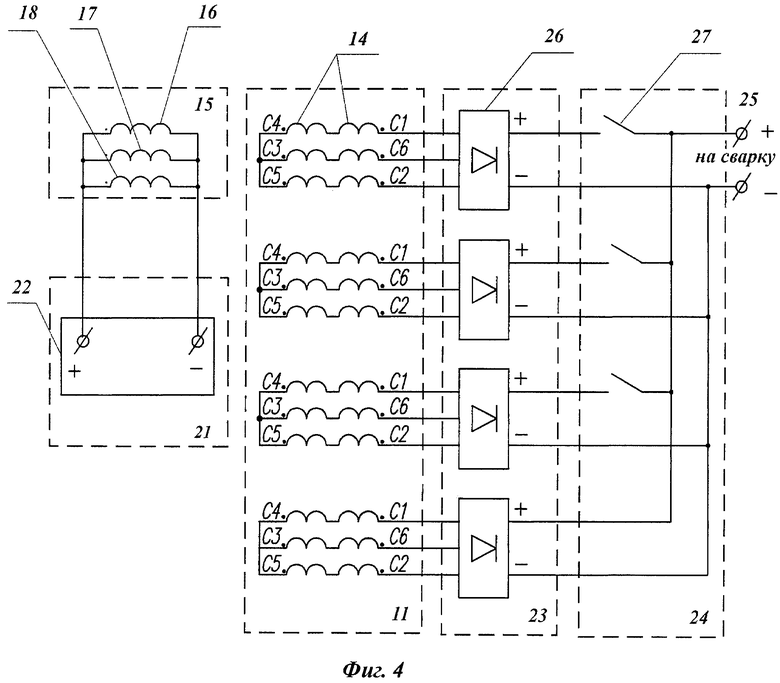
На фиг.3 показана развертка обмотки одного пакета статора, с изображением схемы соединения катушек, содержащего S=12 зубцов статора и R=5 зубцов ротора;
На фиг.4 приведена электрическая схема генератора с плавно ступенчатым регулированием сварочного тока;
На фиг.5 приведена электрическая схема генератора с плавным регулированием сварочного тока;
Индукторный сварочный генератор (фиг.1, 2) содержит два зубчатых статорных пакета 1 и 2, зубчатая поверхность которых обращена к рабочему зазору. Каждый из статорных пакетов содержит S=12 (S1÷S12) зубцов (фиг.3), расположенных по окружности с постоянным шагом. Статорные пакеты 1 и 2 соединены толстостенной трубчатой станиной 3, являющейся внешним магнитопроводом аксиальной машины. Напротив статорных пакетов 1 и 2 установлены два зубчатых роторных пакета 4 и 5, зубчатая поверхность которых обращена к рабочему зазору. Каждый из роторных пакетов содержит R=5 (R1÷R5) зубцов, расположенных по окружности с постоянным шагом. Роторные пакеты 4 и 5 имеют возможность вращаться внутри статорных пакетов 1 и 2 с небольшим воздушным рабочим зазором. Роторные пакеты 4 и 5 насажены на шпонках на соответственно две массивные стальные втулки 6 и 7, которые установлены на шпонках на общем валу 8 и плотно соединяются между собой торцевыми поверхностями, образуя внутренний магнитопровод, также проводящий аксиальный магнитный поток. Вал 8 вращается в двух подшипниковых щитах 9 и 10, прикрепленных к толстостенной трубчатой станине 3, выполняющей, кроме функции внешнего магнитопровода, функцию корпуса генератора.
Предлагаемый индукторный генератор отличается от прототипа устройством обеих обмоток, имеющихся в генераторе: силовой обмотки статора и обмотки возбуждения.
Силовая обмотка 11 состоит из двух силовых обмоток 12 и 13, уложенных соответственно в пазы статорных пакетов 1 и 2. Причем каждая из силовых обмоток 12 и 13 состоит из катушек L=12 (L1÷L12) (фиг.3) и выполнена наложением на каждый зубец S1÷S12 каждого статорного пакета 1 и 2 соответственно отдельной катушки L1÷L12. Каждые две катушки L, расположенные на соседних зубцах S, соединены между собой встречно. Для подавления четных гармоник ветвь 14 фазы образуется встречным соединением, например, первой пары катушек L1 и L2 со второй аналогичной встречно включенной парой катушек L7 и L8, сдвинутой в магнитном поле на 180 электрических градусов относительно первой пары. Кроме того, для компенсации неравномерности воздушного зазора упомянутая вторая пара катушек располагается максимально диаметрально удаленной по расточке статора относительно первой.
Минимальное число S зубцов статора в предлагаемом генераторе, позволяющее получить 3-фазную обмотку с фазной зоной 60 электрических градусов и одной параллельной ветвью, равно S=12. Минимальное число зубцов R ротора при этом равно R=5 или R=7. Данная совокупность зубцов S и R образует элементарный сектор генератора с минимальной вырабатываемой мощностью. Кратным увеличением элементарных секторов достигается возможность получения нескольких параллельных ветвей в каждой фазе и увеличения мощности. Соответственно кратно увеличивается число R зубцов ротора и S статора. В заявляемом генераторе силовая обмотка может быть выполнена по одному из следующих вариантов: две ветви при S=24 зубцах статора и R=10 или R=14 зубцах ротора, три ветви при S=36 зубцах статора и R=15 или R=21 зубцах ротора, четыре ветви при S=48 зубцах статора и R=20 или R=28 зубцах ротора. Большее число параллельных ветвей соответствует генератору большей мощности.
Учитывая, что в индукторном сварочном генераторе имеются две одинаковые силовые обмотки статорных пакетов 1 и 2, они могут быть соединены последовательно или параллельно для работы на общий выход. Таким образом, полная мощность предлагаемого 2-пакетного генератора складывается из мощностей, вырабатываемых каждой силовой обмоткой пакета статора 1 и 2.
Если не соединять силовые обмотки пакетов, а вывести их через отдельные регуляторы на отдельные зажимы, то можно использовать предлагаемый генератор как источник питания одновременно и независимо 2-х постов сварки.
Обмотка 15 возбуждения генератора разделена на две или три кольцевых катушки 16, 17 и 18, которые установлены в пространстве между роторными пакетами 4 и 5. Катушки 16, 17 и 18 неподвижно крепятся к станине 3, каждая в трех точках, отстоящих одна от другой на угол 120° посредством стержней 19 и изоляционных захватов 20.
Выводы обмотки 15 возбуждения подключены к блоку 21 питания цепи возбуждения, который выполнен в виде управляемого источника 22 постоянного напряжения. Выводы фаз силовой обмотки 11 соединены через последовательно соединенные выпрямительный блок 23 и регулятор 24 тока к выходным зажимам 25 генератора. Выпрямительный блок 23 содержит 3-фазные выпрямители 26, причем количество их соответствует числу ветвей силовой обмотки 11 генератора. Регулятор 24 тока может быть выполнен в виде управляемых ключей 27 (фиг.4), в этом случае число ветвей силовой обмотки 11 статора должно быть больше одной, либо представлять собой высокочастотный импульсный регулятор (электронный реостат, чоппер) 28, выполненный по одной из известных схем и рассчитанный на номинальный ток генератора (фиг.5). Число параллельных ветвей в данном случае может быть любым.
Работа устройства.
Генератор работает следующим образом. Независимый блок 21 питания подает напряжение на обмотку 15 возбуждения, которая создает магнитный поток в генераторе. При вращении зубчатого ротора 4 и 5 магнитный поток пульсирует и наводит переменное напряжение в силовых обмотках 12 и 13 статорных пакетов 1 и 2. Частота переменного напряжения, например, в варианте с S=48 зубцами на статоре и R=20 зубцами на роторе при скорости вращения ротора 2200 об/мин составляет 733 Гц. Повышенная частота сварочного тока, вызываемая этим напряжением, благоприятно отражается на сварочных свойствах генератора. Ток выпрямляется 3-фазными выпрямителями 26 и через замкнутые переключатели 27 поступает на выходные зажимы на сварку. В данном случае осуществляется плавно-ступенчатое регулирование путем создания диапазонов тока, за счет подключения посредством переключателей 27 разного числа параллельных ветвей, в сочетании с плавным регулированием внутри каждого диапазона, путем изменения тока возбуждения. Для реализации этого варианта число параллельных ветвей в обмотке 11 статора должно быть больше одной. Для уменьшения количества контактов переключателей диапазонов соединение параллельных ветвей производится после выпрямителей, установленных в каждой ветви.
Для плавного регулирования сварочного тока регулятор 24 тока представляет собой высокочастотный импульсный регулятор (электронный реостат, чоппер), выполненный по одной из известных схем и рассчитанный на номинальный ток генератора. Число параллельных ветвей может быть любым (фиг.5). Независимый источник 21 питания подает напряжение на обмотку 15 возбуждения, составленную из 2х или 3х катушек, соответственно 16, 17 и 18. В этом случае ток возбуждения не регулируется и всегда постоянен по величине. Вырабатываемый в обмотке 11 статора ток выпрямляется выпрямительным блоком 24 и подается на вход высокочастотного импульсного регулятора 28, с выхода которого поступает на сварку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОРНЫЙ ГЕНЕРАТОР С СОВМЕЩЕННЫМИ ОБМОТКАМИ ВОЗБУЖДЕНИЯ И СТАТОРА | 2017 |
|
RU2658636C1 |
| ВЕНТИЛЬНО-ИНДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2014 |
|
RU2571955C1 |
| Трехфазный индукторный генератор | 1980 |
|
SU970576A1 |
| ВЕНТИЛЬНО-ИНДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2016 |
|
RU2629753C2 |
| ИНДУКТОРНЫЙ ГЕНЕРАТОР С СОВМЕЩЕННЫМИ ОБМОТКАМИ ВОЗБУЖДЕНИЯ И СТАТОРА | 2019 |
|
RU2702615C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЭЛЕКТРОМАГНИТНЫМ ВОЗБУЖДЕНИЕМ | 2009 |
|
RU2407134C2 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416860C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С КОМБИНИРОВАННЫМ ВОЗБУЖДЕНИЕМ | 2009 |
|
RU2390086C1 |
| БЕСКОНТАКТНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437201C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416861C1 |

Изобретение относится к индукторному сварочному генератору аксиального типа и может быть использовано при изготовлении автономных источников питания сварочной дуги. Два зубчатых пакета статора генератора соединены с толстостенной стальной станиной, служащей одновременно корпусом и внешним магнитопроводом. Выводы кольцевой обмотки возбуждения соединены с источником питания. Выводы фаз 3-фазной силовой обмотки через выпрямительный блок и регулятор тока соединены с выходными зажимами. Два зубчатых безобмоточных пакета ротора соединены втулками, служащими внутренним магнитопроводом. Силовая обмотка выполнена наложением на каждый зубец каждого пакета статора отдельных катушек. Каждая ветвь фазы образована встречным соединением одной встречно соединенной пары катушек, расположенной на соседних зубцах и другой аналогичной парой катушек, сдвинутой на 180 электрических градусов и диаметрально расположенной. Число зубцов статора кратно 12, а число зубцов ротора кратно 5 или 7. Технический результат заключается в возможности формирования внешних крутопадающих и жестких характеристик при одновременном улучшении динамических характеристик (сварочных свойств), уменьшения пульсации выпрямленного напряжения, а также в повышении степени использования активных материалов и упрощении конструкции. 2 з.п. ф-лы, 5 ил.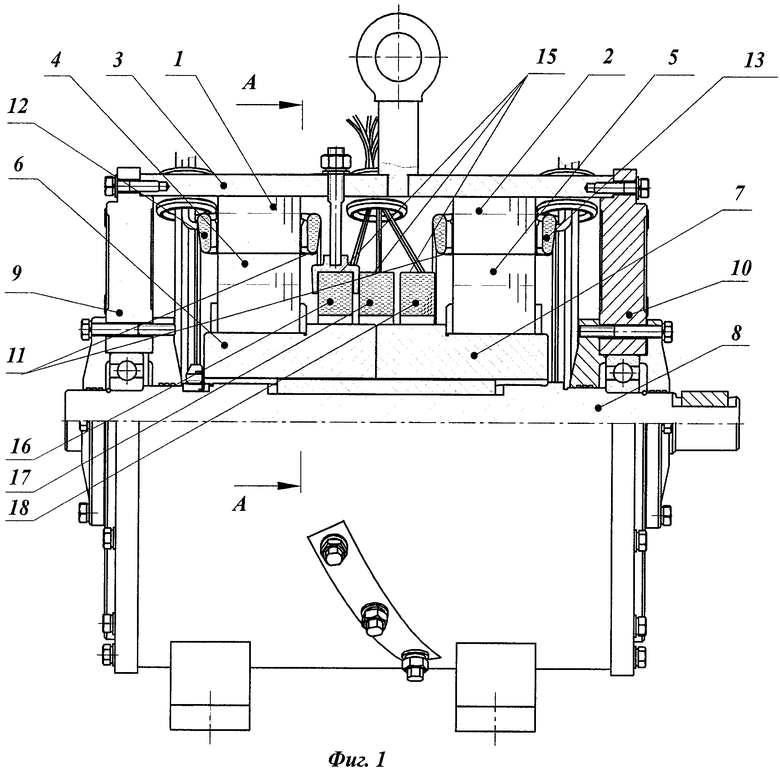
1. Индукторный сварочный генератор аксиального типа, содержащий два зубчатых пакета статора, соединенных с толстостенной стальной станиной, служащей одновременно корпусом и внешним магнитопроводом, кольцевую обмотку возбуждения, выводы которой соединены с источником питания, 3-х фазную силовую обмотку, выводы фаз которой через выпрямительный блок и регулятор тока соединены с выходными зажимами, два зубчатых безобмоточных пакета ротора, соединенных втулками, служащими внутренним магнитопроводом, отличающийся тем, что силовая обмотка выполнена наложением на каждый зубец каждого пакета статора отдельных катушек, при этом каждая ветвь фазы образована встречным соединением одной встречно соединенной пары катушек, расположенной на соседних зубцах, и другой аналогичной парой катушек, сдвинутой на 180 электрических градусов и диаметрально расположенной, причем число зубцов статора кратно 12, а число зубцов ротора кратно 5 или 7.
2. Генератор по п.1, отличающийся тем, что обмотка возбуждения выполнена как минимум из двух кольцевых катушек, соединенных параллельно.
3. Генератор по п.1, отличающийся тем, что регулятор тока выполнен в виде высокочастотного импульсного регулятора.
| SU 754586 A, 07.08.1980 | |||
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2001 |
|
RU2211519C2 |
| АВТОНОМНЫЙ ИСТОЧНИК ПИТАНИЯ С АСИНХРОННЫМ ГЕНЕРАТОРОМ | 1997 |
|
RU2158470C2 |
| СПОСОБ СТАБИЛИЗАЦИИ СВАРОЧНОГО ТОКА ПРИ РУЧНОЙ ДУГОВОЙ ЭЛЕКТРОСВАРКЕ И СВАРОЧНЫЙ ГЕНЕРАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2315420C1 |
| Статор электрической машины | 1985 |
|
SU1261055A1 |
| US 4105963 A, 08.08.1978 | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ ВЕЛИЧИН | 0 |
|
SU237406A1 |

