Станок для изготовления ювелирных изделий относится к области обработки прозрачных и полупрозрачных минералов с цилиндрической гранью.
Известен «Шлифовально-полировальный станок», см. книгу Л.Л. Сикорук «Телескопы для любителей астрономии». - М.: Наука, Гл. редакция физико-математической литературы, 1982, стр.227, рис. 96.
Он состоит из электродвигателя, кривошипа, шатуна, хобота, поводка, вертикального шпинделя, предназначен для выполнения сферических поверхностей линз.
Недостаток: станок не предназначен для наведения, шлифования и полирования цилиндрических граней,
Известен «Станок для изготовления ювелирных изделий», см. книгу: авт.Епифанов В.И. и др. «Технология обработки алмазов в бриллианты», М., Высшая школа, 1982, с.159-160.
Он состоит из станины, передней бабки с патроном и задней бабки, суппорта. Он предназначен для обработки рундиста ювелирного изделия, т.е. выполнения ювелирных работ плоской гранью на коронке.
Недостаток: станок не имеет свободы для обработки детали по направлению вверх-вниз.
Техническая задача станка для изготовления ювелирных изделий заключается в наведении, шлифовании и полировании цилиндрических граней, в частности изделий по классу А44С 17/00: SU 1466691, бюл. № 11 от 23.03.89, SU 1570704, бюл. №22 от 15.06.90, SU 2050809. бюл. № 36 от 27.12.95
Техническая задача решается дополнением суппорта станка устройством вертикального перемещения обрабатываемой детали.
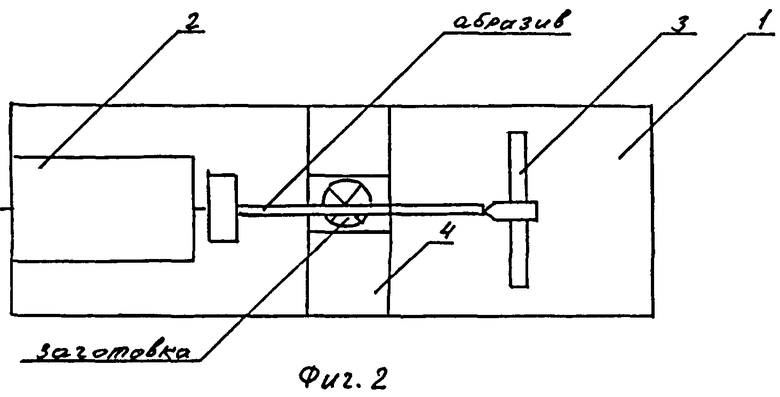
Станок для изготовления ювелирных изделий состоит из станины 1, передней 2 с патроном и задней 3 бабки, суппорта 4, устройства вертикального перемещения обрабатываемой детали 5 (заготовки из прозрачного или полупрозрачного минерала). Устройство вертикального перемещения 5 состоит из площадки крепления 5.1 к площадке суппорта 4, гайки 5.2 с внутренней резьбой и стопорным винтом 5.3, втулки 5.4 с наружной и внутренней резьбой и стопорным винтом 5.5, площадочной втулки 5.6 с гладкой поверхностью внутреннего отверстия и наружной резьбой со стопорным винтом 5.7, площадочного лимба 5.8 с делениями от 0° до 360°, осевого пальца 5.9 с ориентировочным лимбом 5.10 с делениями через 30° или 22,5° (фиг.1, 2, 3).
Заготовку крепят или приклеивают к площадке 5.11, оптическая ось которой совпадает с осью вращения осевого пальца. Обработка изделия предполагает проведение трех операций в каждом поясе в последовательности:
1. Наведение горизонтальных цилиндрических поверхностей в каждом поясе. Ввиду сложности обработки пояса у вершины павильона, образование шипа может не выполняться.
2. Шлифование горизонтальных цилиндрических поверхностей.
3. Полировка горизонтальных цилиндрических поверхностей до требуемой чистоты.
По SU 1466691, фиг.9, имеем радиус цилиндрической огранки в павильоне, равный 0,2 у.е. длины. Абразивный цилиндр с таким радиусом размещают в патроне передней бабки 2. Подводят обрабатываемую грань к вращающемуся абразивному инструменту суппортом 4. Соответствующими номерами абразивного инструмента производят обдирку, шлифовку и полировку грани, при этом вручную или автоматически суппортом обеспечивают движение заготовки вправо-влево. В зависимости от количества граней в конструкции пирамиды, фиксируя положения площадочного и ориентировочного лимба, формируют коронку изделия: через 90° - каре, через 45° - восьмиугольник, через 120° - треугольник, через 60° - шестиугольник. Применение фиксации через 22,5° и 30° предполагает обработку 16 и 12 граней в павильоне.
Закрепленную на площадке 5.11 заготовку фиксируют в гайке 5,2 стопорным винтом 5.3, выбирают положение гайки с внутренней и наружной резьбой 5.4 для возможности ее передвижения на высоту обработки заготовки, начиная с верхнего или нижнего пояса, и фиксируют это положение стопорным винтом 5,5, осевым пальцем поворачивают площадку 5.11 с ориентировочным лимбом на требуемый угол и фиксируют площадку стопорным винтом 5.7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПАЛУБКА ДЛЯ БЕТОНИРОВАНИЯ МОНОЛИТНЫХ ПЕРЕКРЫТИЙ ПОМЕЩЕНИЙ | 2003 |
|
RU2264511C2 |
| ПЛОСКОВИНТОВОЙ НАСОС | 2008 |
|
RU2366834C1 |
| ПРОЗРАЧНЫЙ ЮВЕЛИРНЫЙ МОДУЛЬ | 1990 |
|
RU2050809C1 |
| ТРУБНАЯ ВСТАВКА ДЛЯ ЗАКРУЧИВАНИЯ ПОТОКА | 2009 |
|
RU2403460C1 |
| ТРЕХШАРНИРНАЯ ПЕТЛЯ | 2006 |
|
RU2312962C1 |
| УСТРОЙСТВО ДЛЯ ОБМОЛОТА СЕМЯН СЕЛЬСКОХОЗЯЙСТВЕННЫХ КУЛЬТУР | 2008 |
|
RU2374823C1 |
| НАБОР ДЕТАЛЕЙ ДЛЯ ВОЗВЕДЕНИЯ СТЕНОВОГО ОГРАЖДЕНИЯ ПАНЕЛЬНЫХ ЗДАНИЙ | 2007 |
|
RU2353734C1 |
| УСТРОЙСТВО ДЛЯ РАЗРАБОТКИ ТРАНШЕЙ | 2008 |
|
RU2381332C1 |
| ШНЕКОВЫЙ ЭКСКАВАТОР | 2011 |
|
RU2450107C1 |
| ПЛАВАТЕЛЬНОЕ СРЕДСТВО ДЛЯ АТТРАКЦИОНОВ | 2011 |
|
RU2470823C1 |

Изобретение относится к области абразивной обработки и может быть использовано при изготовлении ювелирных изделий с цилиндрическими гранями из прозрачного или полупрозрачного минерала. Станок содержит станину, переднюю бабку с патроном, предназначенным для размещения абразивного цилиндрического инструмента, заднюю бабку и суппорт с площадкой. Предусмотрено устройство вертикального перемещения обрабатываемого изделия, закрепленное на площадке суппорта посредством площадки крепления. Упомянутое устройство имеет гайку с внутренней резьбой и стопорным винтом, втулку с наружной и внутренней резьбой и стопорным винтом, площадочную втулку с внутренним отверстием и наружной резьбой и стопорным винтом, площадочный лимб с делениями от 0° до 360° и осевой палец с ориентировочным лимбом и площадкой для крепления обрабатываемого изделия. Ориентировочный лимб осевого пальца выполнен с делениями через 30° или с делениями через 22,5°. В результате обеспечивается возможность вертикального перемещения изделия, что способствует обработке ювелирных изделий с цилиндрическими гранями. 3 ил.
Станок для изготовления ювелирных изделий с цилиндрическими гранями из прозрачного или полупрозрачного минерала, содержащий станину, переднюю бабку с патроном, предназначенным для размещения абразивного цилиндрического инструмента, заднюю бабку, суппорт с площадкой и устройство вертикального перемещения обрабатываемого изделия, закрепленное на площадке суппорта посредством площадки крепления и имеющее гайку с внутренней резьбой и стопорным винтом, втулку с наружной и внутренней резьбой и стопорным винтом, площадочную втулку с внутренним отверстием и наружной резьбой и стопорным винтом, площадочный лимб с делениями от 0 до 360° и осевой палец с ориентировочным лимбом и площадкой для крепления обрабатываемого изделия, причем ориентировочный лимб осевого пальца выполнен с делениями через 30° или с делениями через 22,5°.
| ЕПИФАНОВ В.И | |||
| и др | |||
| Технология обработки алмазов в бриллианты | |||
| - М.: Высшая школа, 1982, с.159-160 | |||
| Упряжной валек | 1926 |
|
SU8295A1 |
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| Индукционный двигатель возвратно-поступательного движения | 1988 |
|
SU1515276A2 |
| GB 1171212 A, 19.11.1969 | |||
| US 4265057 A, 05.05.1981. | |||

